ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к области аддитивного производства и, более конкретно, относится к способу и устройству для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка.
предпосылки создания изобретения
[0002] Аддитивное производство (3D-печать) представляет собой технологию производства, позволяющую изготавливать твердотельную трехмерную деталь посредством соединения по меньшей мере одного тонкого слоя материала. В современном процессе аддитивного производства часто случается так, что поверхность слоя порошка деформируется во время сплавления поверхности слоя порошка из-за возникновения теплового напряжения. В этот момент существующие устройства для аддитивного производства будут продолжать распределение порошка и сплавление, поскольку они не способны обнаруживать деформацию поверхности слоя порошка в реальном времени, и деформированная поверхность слоя порошка будет закрыта. Однако деформированная поверхность слоя порошка приведет к тому, что конечные твердотельные трехмерные детали будут отбракованы, а материалы и время будут потрачены впустую.
[0003] В настоящее время для обнаружения деформации поверхности слоя порошка во время процесса аддитивного производства используются камеры. В частности, камера используется для захвата кадров, а затем выполняется идентификация изображений и обработка изображений кадров, чтобы обнаружить деформацию поверхности слоя порошка. Однако на кадры, заснятые камерой, влияют такие факторы, как источник света и угол размещения и т. д., что приводит к низкой надежности идентификации изображений и обработки изображений, неточности результатов обнаружения, а также приводит к потере материалов и времени.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Цель настоящего изобретения состоит в том, чтобы предоставить способ и устройство для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, чтобы решить проблему существующих устройств для аддитивного производства, которая заключается в том, что твердотельная трехмерная деталь оказывается бракованной из-за неспособности обнаружения деформации поверхности слоя порошка или низкой надежности обнаружения и неточного результата обнаружения.
[0005] В настоящем изобретении применяются следующие технические решения для реализации вышеуказанной цели:
[0006] Способ аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, включающий следующие этапы:
[0007] управление лучом для растрового сканирования поверхности слоя порошка и формирование растровых линий;
[0008] управление устройством, формирующим изображения, для формирования изображения растровых линий и определение того, деформированы ли растровые линии или нет в соответствии с результатом формирования изображения растровых линий; и
[0009] остановка аддитивного производства, если растровые линии деформированы и уровень деформации превышает допустимое значение.
[0010] Преимущественно управление лучом для растрового сканирования поверхности слоя порошка включает:
[0011] предварительную разбивку поверхности слоя порошка в качестве M областей и размещение N путей сканирования P параллельно в каждой области; и
[0012] управление лучом для сканирования поверхности слоя порошка по путям сканирования P(m, n) в M областях, где m=1, 2, 3, … M и n=1, 2, 3, … N.
[0013] Преимущественно управление лучом для сканирования поверхности слоя порошка по путям сканирования P(m, n) в M областях включает:
[0014] управление лучом для сканирования поверхности слоя порошка по первому пути сканирования последовательно в каждой области;
[0015] определение того, существует ли какой-либо путь сканирования, который не был отсканирован в последней области, при завершении сканирования поверхности слоя порошка по первому пути сканирования в последней области; и
[0016] управление лучом для сканирования поверхности слоя порошка по пути сканирования, расположенного рядом со сканируемым в настоящее время путем сканирования, последовательно в каждой области от первой области до последней области, если есть путь сканирования, который не был отсканирован.
[0017] Преимущественно расстояние D между путем сканирования P(m, n) и путем сканирования P(m+1, n) больше, чем расстояние d между путем сканирования P(m, n) и путем сканирования P(m, n+1), причем m меньше, чем M, а n меньше, чем N.
[0018] Преимущественно при управлении лучом для растрового сканирования поверхности слоя порошка энергия луча постепенно уменьшается от периферии поверхности слоя порошка к центру поверхности слоя порошка.
[0019] Преимущественно способ аддитивного производства дополнительно включает:
[0020] регулирование энергии луча в соответствии с деформацией, если растровые линии деформированы и уровень деформации меньше допустимого значения или равен ему.
[0021] Преимущественно регулирование энергии луча в соответствии с деформацией включает:
[0022] уменьшение энергии луча, если деформация является положительной; и
[0023] увеличение энергии луча, если деформация является отрицательной.
[0024] Преимущественно способ аддитивного производства дополнительно включает: сплавление поверхности слоя порошка посредством луча перед и/или после управления лучом для растрового сканирования поверхности слоя порошка.
[0025] Преимущественно, если проводить сплавление поверхности слоя порошка посредством луча перед управлением лучом для растрового сканирования поверхности слоя порошка, то потребуется регулирование энергии луча при сканировании текущего слоя поверхности слоя порошка; а если проводить сплавление поверхности слоя порошка посредством луча после управления лучом для растрового сканирования поверхности слоя порошка, то потребуется регулирование энергии луча при сканировании следующего слоя поверхности слоя порошка.
[0026] Настоящее изобретение дополнительно предоставляет устройство для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, содержащее рабочую поверхность с расположенным на ней слоем порошка, устройство, генерирующее луч, и устройство, формирующее изображения, расположенные над рабочей поверхностью, и устройство контроля, соединенное с устройством, генерирующим луч, и устройством, формирующим изображения; причем устройство, генерирующее луч, выполнено с возможностью испускания луча, и луч проводит растровое сканирование поверхности слоя порошка и формирует растровые линии; и устройство, формирующее изображения, выполнено с возможностью формирования изображения растровых линий.
[0027] Способ аддитивного производства способен эффективно решить проблему существующих устройств для аддитивного производства, которая заключается в том, что твердотельная трехмерная деталь оказывается бракованной из-за неспособности обнаружения деформации поверхности слоя порошка или низкой надежности обнаружения и неточного результата обнаружения, тем самым предотвращая потерю материалов и времени. Кроме того, луч одновременно служит источником тепла и источником света для обнаружения, а надежность обнаружения является высокой.
[0028] Вышеупомянутый способ аддитивного производства способен регулировать алгоритм прохождения или путь луча при сплавлении материалов, формировать отрицательную обратную связь, улучшать обнаружение деформации поверхности слоя порошка и повышать вероятность успеха аддитивного производства.
[0029] Вышеупомянутый способ аддитивного производства способен повышать показатель производительности в твердотельных трехмерных деталях после применения вышеупомянутого способа аддитивного производства.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
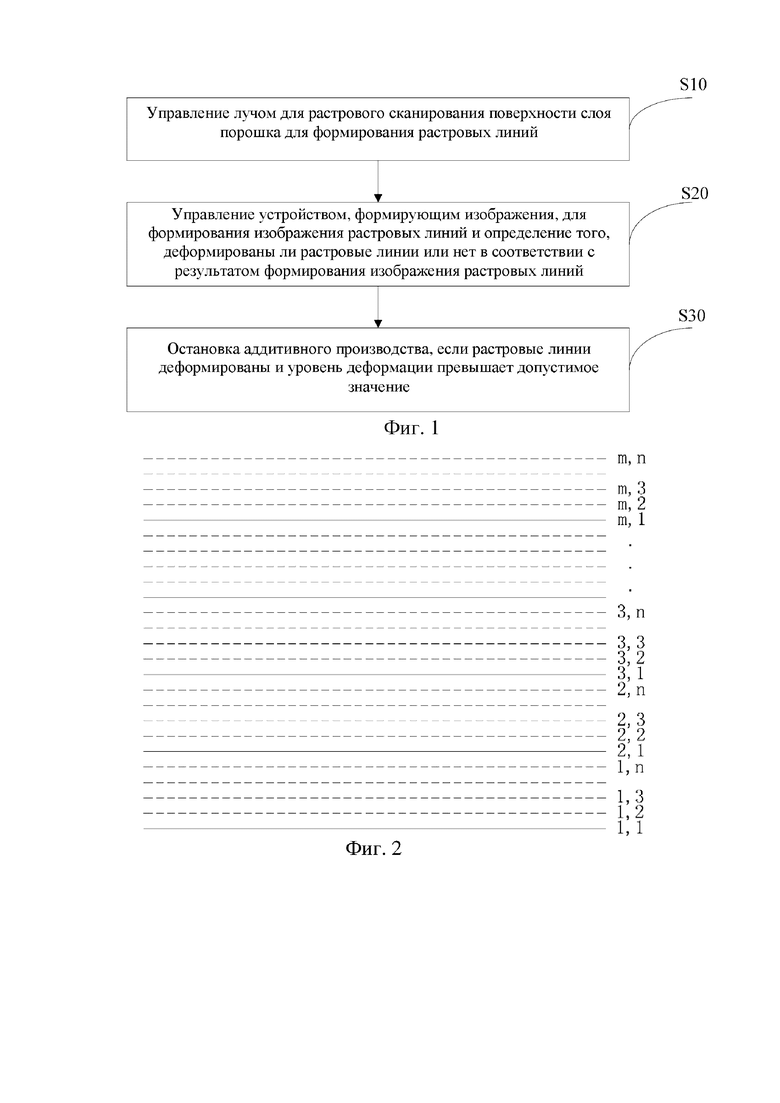
[0030] На фиг. 1 представлена блок-схема способа аддитивного производства в соответствии с первым вариантом осуществления настоящего изобретения;
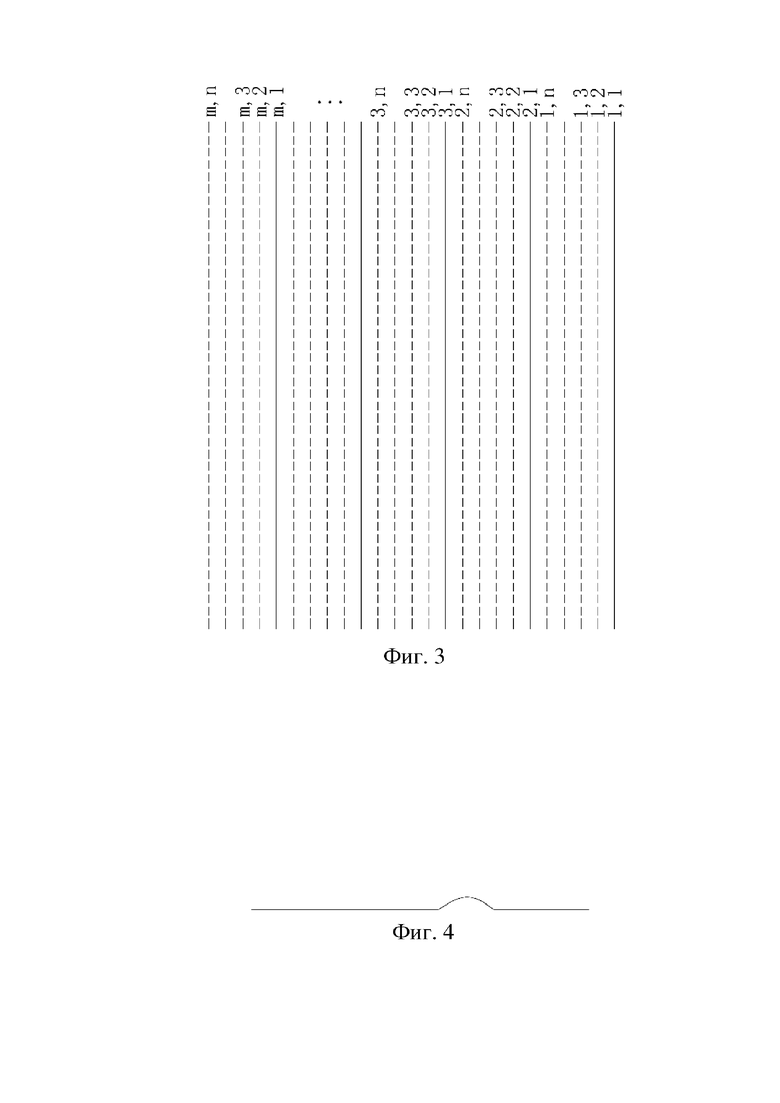
[0031] на фиг. 2 представлено схематическое изображение, изображающее пути сканирования в горизонтальном направлении в соответствии с первым вариантом осуществления настоящего изобретения;
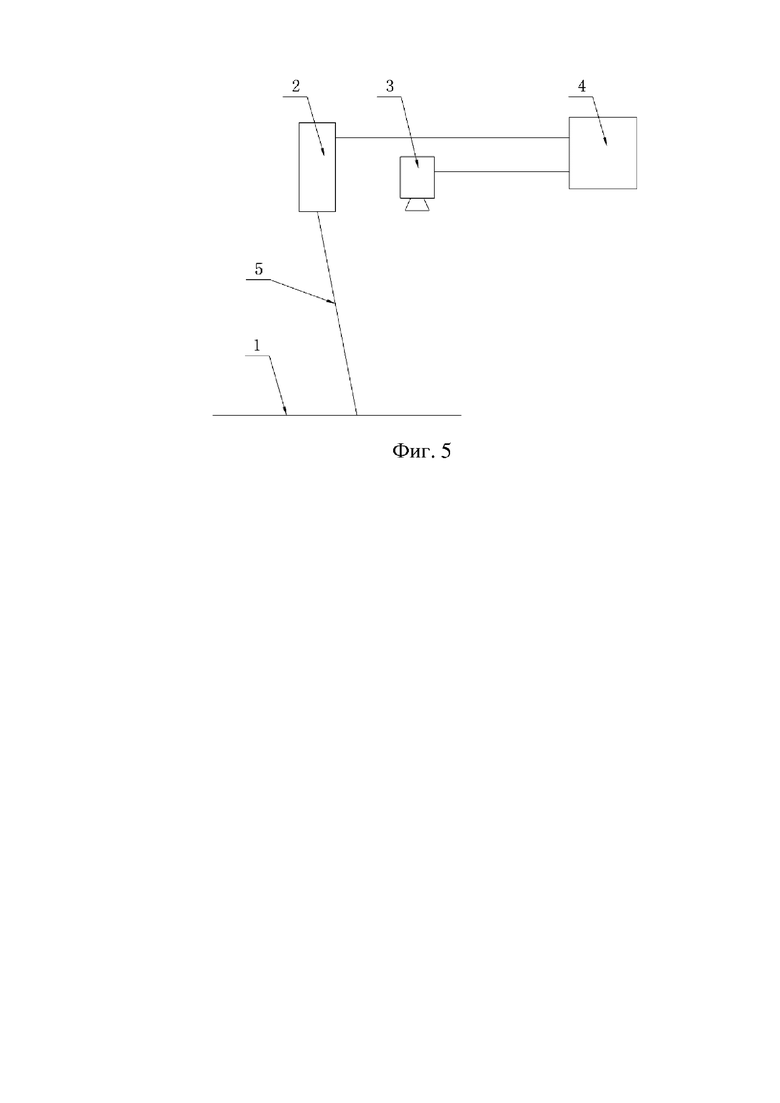
[0032] на фиг. 3 представлено схематическое изображение, изображающее пути сканирования в вертикальном направлении в соответствии с первым вариантом осуществления настоящего изобретения;
[0033] на фиг. 4 представлено схематическое изображение, изображающее деформацию в растровых линиях в соответствии с первым вариантом осуществления настоящего изобретения; и
[0034] на фиг. 5 представлено структурное схематическое изображение устройства для аддитивного производства в соответствии со вторым вариантом осуществления настоящего изобретения.
[0035] На фигурах: 1 – рабочая поверхность, 2 – устройство, генерирующее луч, 3 – устройство, формирующее изображения, 4 – устройство контроля и 5 – луч.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
[0036] Технические решения настоящего изобретения далее будут подробно описаны со ссылкой на графические материалы посредством конкретной реализации.
[0037] Первый вариант осуществления:
[0038] Настоящий вариант осуществления предоставляет способ аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка. Как изображено на фиг. 1, способ аддитивного производства включает следующие этапы:
[0039] Этап S10, при котором осуществляется управление лучом для растрового сканирования поверхности слоя порошка и формирование растровых линий.
[0040] В частности, луч испускается устройством, генерирующим луч, при этом луч сканирует слой порошка и формируются растровые линии. В настоящем варианте осуществления луч представляет собой лазер или электронный луч.
[0041] Управление лучом для растрового сканирования поверхности слоя порошка включает:
[0042] Как изображено на фиг. 2 или фиг. 3, прежде всего, предварительную разбивку поверхности слоя порошка в качестве M областей, при этом M областей охватывают площадь поперечного сечения всей твердотельной трехмерной детали. Размещение N путей сканирования P параллельно в каждой области, при этом N путей сканирования P формируют растровые линии. В настоящем варианте осуществления вышеупомянутые N путей сканирования P могут быть расположены в горизонтальном направлении или могут быть расположены в вертикальном направлении, при условии, что каждые два пути сканирования P зафиксированы параллельно.
[0043] Затем следует управление лучом для сканирования поверхности слоя порошка по путям сканирования P(m, n) в M областях, при этом m=1, 2, 3, … M и n=1, 2, 3, … N, то есть управление лучом для сканирования поверхности слоя порошка по первому пути сканирования последовательно в каждой области; определение того, существует ли какой-либо путь сканирования, который не был отсканирован в последней области, при завершении сканирования поверхности слоя порошка по первому пути сканирования в последней области; и управление лучом для сканирования поверхности слоя порошка по пути сканирования, расположенного рядом со сканируемым в настоящее время путем сканирования, последовательно в каждой области от первой области до последней области, если есть путь сканирования, который не был отсканирован.
[0044] В частности, пути сканирования в каждой области могут быть пронумерованы как первые. Например, первый путь сканирования P в M областях может быть последовательно пронумерован как P(1, 1), P(2, 1), P(3, 1), … P(m, 1), второй путь сканирования P в M областях может быть последовательно пронумерован как P(1, 2), P(2, 2), P(3, 2), … P(m, 2), и, аналогично, N-й путь сканирования в M областях может быть последовательно пронумерован как P(1, n), P(2, n), P(3, n), … P(m, n). С помощью указанного выше числа формируется путь растрового сканирования.
[0045] Затем следует управление лучом для последовательного сканирования по путям растрового сканирования, сформированным выше. Конкретным способом сканирования является сканирование поверхности слоя порошка последовательно по P(1, 1), P(2, 1), P(3, 1), … P(m, 1) в M областях и формирование растровых линий; после завершения вышеупомянутого сканирования следует сканирование поверхности слоя порошка по P(1, 2), P(2, 2), P(3, 2), … P(m, 2) в M областях и, аналогично, сканирование поверхности слоя порошка по P(1, n), P(2, n), P(3, n), … P(m, n), и так до тех пор, пока луч не отсканирует поверхность слоя порошка по всем путям сканирования один раз, то есть пока все растровое сканирование не будет завершено и все растровые линии не будут сформированы.
[0046] В настоящем варианте осуществления расстояние D между путем сканирования P(m, n) и путем сканирования P(m+1, n) больше, чем расстояние d между путем сканирования P(m, n) и путем сканирования P(m, n+1), при этом m меньше, чем M, а n меньше, чем N, что позволяет гарантировать то, что наибольшее значение m+1 равно M, а наибольшее значение n+1 равно N. Как правило, расстояние D выше 5 мм, а расстояние d находится в диапазоне от 0,1 мм до 2 мм для облегчения многократного сканирования.
[0047] В настоящем варианте осуществления преимущественно при управлении лучом для растрового сканирования поверхности слоя порошка, энергия луча постепенно уменьшается от периферии поверхности слоя порошка к центру поверхности слоя порошка. То есть в вышеописанном процессе сканирования энергия луча является непостоянной, поскольку тепло выделяется быстрее на внешней стороне области сканирования поверхности слоя порошка и медленнее в центре области сканирования. Чем ближе к периферии поверхности слоя порошка, тем выше энергия луча; и чем ближе к центру поверхности слоя порошка, тем меньше энергия луча. Посредством применения вышеупомянутого способа сканирования температурное поле в областях сканирования поверхности слоя порошка становится более однородным. Температура материала в областях сканирования поверхности слоя порошка может быть увеличена или уменьшена с предварительно установленной скоростью посредством многократного применения вышеупомянутого способа сканирования.
[0048] В частности, энергия луча может быть отрегулирована посредством изменения мощности или фокусировки. В частности, если луч представляет собой лазер, энергия регулируется посредством изменения мощности. Если луч представляет собой электронный луч, энергия регулируется посредством изменения фокусировки, а также энергия может регулироваться посредством изменения тока.
[0049] Этап S20, при котором осуществляется управление устройством, формирующим изображения, для формирования изображения растровых линий и определение того, деформированы ли растровые линии или нет в соответствии с результатом формирования изображения растровых линий.
[0050] То есть, когда луч проводит растровое сканирование поверхности слоя порошка, устройство, формирующее изображения, может быть использовано для формирования изображения сформированных растровых линий и затем отправки результата формирования изображения на устройство контроля. Устройство контроля используется для определения того, деформированы ли растровые линии или нет. В настоящем варианте осуществления вышеупомянутое устройство контроля может представлять собой компьютер, способный определять то, присутствует ли деформация или нет в соответствии с изображениями растровых линий, после получения вышеупомянутого результата формирования изображения. Обратимся к фиг. 4, на фиг. 4 представлено схематическое изображение, изображающее деформацию в растровых линиях. Если поверхность слоя порошка является плоской, растровые линии не будут деформироваться так же, как и растровые линии, изображенные выше на фигуре; и если поверхность слоя порошка не является плоской, растровые линии будут деформироваться так же, как и растровые линии, изображенные ниже на фигуре.
[0051] Этап S30, при котором осуществляется остановка аддитивного производства, если растровые линии деформированы и уровень деформации превышает допустимое значение.
[0052] Когда растровые линии деформированы, они демодулируются компьютером, и деформация вычисляется компьютером. В частности, информация о деформации растровых линий может быть преобразована в информацию о высоте поверхностей, на которых располагаются растровые линии, посредством компьютерного алгоритма. Информация о высоте представляет собой деформацию поверхностей, на которых расположены растровые линии.
[0053] После того как растровые линии демодулированы и деформация получена, происходит сравнение деформации с предварительно установленным допустимым значением и остановка аддитивного производства, если уровень деформации превышает допустимое значение.
[0054] Преимущественно одна или более растровых линий могут быть получены на изображении посредством управления временем выдержки устройства, формирующего изображения (т. е. продолжительностью формирования изображения). Устройство контроля может демодулировать множество растровых линий в рамках однократного формирования изображений. Многократное формирование изображений и демодуляция растровых линий осуществляются до тех пор, пока все растровые линии не будут демодулированы.
[0055] В настоящем варианте осуществления может быть дополнительно расположено предупредительное устройство. Когда уровень деформации превышает допустимое значение и аддитивное производство останавливается, предупредительное устройство управляется для предупреждения таким образом, чтобы своевременно указать о возникновении проблемы при выполнении аддитивного производства.
[0056] Посредством применения вышеупомянутого способа аддитивного производства аддитивное производство останавливается, если уровень деформации превышает допустимое значение. В этот момент устройство для аддитивного производства не перейдет к производству следующего слоя (производство следующего слоя будет совершенно точно неудачным), что экономит время и материал.
[0057] В качестве предпочтительного технического решения, энергия луча может быть отрегулирована в соответствии с вышеупомянутой деформацией, если растровые линии деформированы, и уровень деформации меньше допустимого значения или равен ему. То есть когда растровые линии деформированы, это означает, что текущая энергия луча не является оптимальной энергией. Чтобы обеспечить меньшую деформацию растровых линий или даже отсутствие деформации, энергию луча можно отрегулировать в соответствии с текущей деформацией. Конкретный способ регулировки заключается в следующем: если деформация является положительной, т. е. текущая высота слоя порошка выше, чем предварительно установленная высота поперечного сечения слоя порошка, происходит уменьшение энергии луча; и если деформация является отрицательной, т. е. текущая высота слоя порошка ниже, чем предварительно установленная высота поперечного сечения слоя порошка, происходит увеличение энергии луча.
[0058] Посредством применения вышеупомянутого способа регулировки энергии луча в соответствии с деформацией можно предотвращать усиление деформации с увеличением слоев, уменьшая вероятность того, что аддитивное производство должно быть остановлено по причине возникновения уровня деформации, превышающего допустимое значение, и дополнительно улучшая вероятность успеха производства.
[0059] В настоящем варианте осуществления вышеупомянутый способ аддитивного производства дополнительно включает: сплавление поверхности слоя порошка посредством луча для формирования необходимого поперечного сечения твердотельной трехмерной детали. В настоящем варианте осуществления, когда луч сплавляет поверхность слоя порошка, то в это же время выполняется обнаружение деформации поверхности слоя порошка, и дополнительные затраты времени не требуются. Кроме того, луч одновременно служит источником тепла и источником света для обнаружения, а надежность обнаружения является высокой.
[0060] Вышеупомянутое сплавление поверхности слоя порошка посредством луча выполняется перед и/или после управления лучом для растрового сканирования поверхности слоя порошка. В этом случае энергия луча для текущего слоя или следующего слоя может регулироваться в соответствии с деформацией, полученной посредством применения вышеупомянутого растрового сканирования. В частности,
[0061] Если луч сплавляет поверхность слоя порошка до того, как лучом управляют для растрового сканирования поверхности слоя порошка, к этому моменту луч еще не сплавил текущий слой поверхности слоя порошка, и энергия луча при сканировании текущего слоя поверхности слоя порошка может быть отрегулирована после получения деформации посредством применения растрового сканирования лучом поверхности слоя порошка; то отрегулированный луч сплавляет текущий слой поверхности слоя порошка, а уровень деформации поверхности слоя порошка очень мал или даже отсутствует.
[0062] Если луч сплавляет поверхность слоя порошка после того, как лучом управляют для растрового сканирования поверхности слоя порошка, к этому моменту луч уже сплавил текущий слой поверхности слоя порошка, уровень деформации сплавленной поверхности слоя порошка неизвестен, то деформацию текущего слоя поверхности слоя порошка получают посредством применения растрового сканирования лучом текущего слоя поверхности слоя порошка, при этом энергия луча при сканировании следующего слоя поверхности слоя порошка может быть отрегулирована в соответствии с деформацией, чтобы удостовериться в том, что следующий слой поверхности слоя порошка сплавлен лучше, и при этом деформация следующего слоя сплавленной поверхности слоя порошка снижена или устранена.
[0063] Вышеупомянутый способ аддитивного производства по настоящему варианту осуществления способен гарантировать то, что устройство для аддитивного производства будет обладать более высокой вероятностью успеха производства и показателем производительности, и эффективно предотвращать потерю материалов и времени.
[0064] Второй вариант осуществления:
[0065] Настоящий вариант осуществления предоставляет устройство для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка. Как изображено на фиг. 5, устройство для аддитивного производства содержит рабочую поверхность 1 с размещенным на ней слоем порошка, устройство 2, генерирующее луч, и устройство 3, формирующее изображения, расположенные над рабочей поверхностью 1, и устройство 4 контроля, соединенное с устройством 2, генерирующим луч, и устройством 4, формирующим изображения.
[0066] Устройство 2, генерирующее луч, выполнено с возможностью испускания луча 5, при этом луч 5 проводит растровое сканирование поверхности слоя порошка на рабочей поверхности 1 для формирования растровых линий, а также луч 5 может сплавлять поверхность слоя порошка для формирования поперечного сечения твердотельной трехмерной детали. Предпочтительно луч может представлять собой лазер или электронный луч, и если луч представляет собой электронный луч, то его ускоряющее напряжение составляет 60 кВ, а его мощность составляет 0–10 кВ. Рабочая поверхность 1 расположена в вакуумном помещении с насосом, клапаном и так далее, расположенными в нем для поддержания вакуумной среды таким образом, чтобы обеспечить защитную среду для производства твердотельной трехмерной детали.
[0067] Устройство 3, формирующее изображения, выполнено с возможностью формирования изображения растровых линий и отправки результата формирования изображения на устройство 4 контроля. Устройство 4 контроля выполнено с возможностью демодуляции результата формирования изображения, определения того, деформирован ли слой порошка или нет в соответствии с результатом формирования изображения, и получения деформации, если поверхность слоя порошка деформирована. В частности, определение того, деформирована ли поверхность слоя порошка или нет, и определение деформации можно отнести к способу аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, как описано в первом варианте осуществления, который здесь не повторяется.
[0068] Устройство 3, формирующее изображения, может представлять собой камеру ПЗС (прибор с зарядовой связью), камеру КМОП (комплементарная структура металл-оксид-полупроводник), инфракрасную камеру, камеру ближнего инфракрасного диапазона или камеру дальнего инфракрасного диапазона, при условии, что оно способно захватывать кадры.
[0069] Устройство 4 контроля представляет собой компьютер, который может быть использован для управления устройством 1, генерирующим луч, регулирования размера пятна и формы луча и путей сканирования для луча на рабочей поверхности 1.
[0070] В настоящем варианте осуществления устройство для аддитивного производства может функционировать в однонаправленном режиме или в двунаправленном режиме.
[0071] Устройство для аддитивного производства по вышеупомянутому варианту осуществления производит твердотельную трехмерную деталь посредством применения способа аддитивного производства, описанного в первом варианте осуществления, который может эффективно улучшить вероятность успеха производства и показатель производительности, а также избежать потери материалов и времени.
[0072] Очевидно, что вышеприведенное описание иллюстративных вариантов осуществления настоящего изобретения было представлено только в целях иллюстрации и описания и не претендует на то, чтобы быть исчерпывающим или ограничивать настоящее изобретение конкретными раскрытыми вариантами. Многие модификации и варианты станут очевидными для специалистов в области техники, к которой относится настоящее изобретение, в свете вышеизложенного. В исчерпывающем перечислении всех вариантов осуществления нет необходимости, и также его невозможно осуществить. Любая модификация, эквивалентная альтернатива и улучшение, выполненные в соответствии с сутью и принципом настоящего изобретения, находятся в пределах объема правовой охраны прилагаемой формулы настоящего изобретения.
Способ и устройство для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка относятся к области техники аддитивного производства. Способ включает управление лучом (5) для растрового сканирования поверхности слоя порошка и формирование растровых линий, управление устройством (3), формирующим изображения, для формирования изображения растровых линий и определение того, деформированы ли растровые линии или нет в соответствии с результатом формирования изображения растровых линий, и остановку аддитивного производства, если растровые линии деформированы и уровень деформации превышает допустимое значение. Техническим результатом является повышение точности обнаружения деформации поверхности слоя порошка. 2 н. и 7 з.п. ф-лы, 5 ил.
1. Способ аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, включающий:
управление лучом для растрового сканирования поверхности слоя порошка и формирование растровых линий;
управление устройством, формирующим изображения, для формирования изображения растровых линий и определение того, деформированы ли растровые линии или нет в соответствии с результатом формирования изображения растровых линий; и
остановку аддитивного производства, если растровые линии деформированы и уровень деформации превышает допустимое значение;
при этом при управлении лучом для растрового сканирования поверхности слоя порошка энергию луча постепенно уменьшают от периферии поверхности слоя порошка к центру поверхности слоя порошка.
2. Способ аддитивного производства по п. 1, отличающийся тем, что управление лучом для растрового сканирования поверхности слоя порошка включает:
предварительную разбивку поверхности слоя порошка в качестве M областей и размещение N путей сканирования P параллельно в каждой области; и
управление лучом для сканирования поверхности слоя порошка по путям сканирования P(m, n) в M областях, где m=1, 2, 3, … M и n=1, 2, 3, … N.
3. Способ аддитивного производства по п. 2, отличающийся тем, что управление лучом для сканирования поверхности слоя порошка по путям сканирования P(m, n) в M областях включает:
управление лучом для сканирования поверхности слоя порошка по первому пути сканирования последовательно в каждой области;
определение того, существует ли какой-либо путь сканирования, который не был отсканирован в последней области, при завершении сканирования поверхности слоя порошка по первому пути сканирования в последней области; и
управление лучом для сканирования поверхности слоя порошка по пути сканирования, расположенного рядом со сканируемым в настоящее время путем сканирования, последовательно в каждой области от первой области до последней области, если есть путь сканирования, который не был отсканирован.
4. Способ аддитивного производства по п. 3, отличающийся тем, что расстояние D между путем сканирования P(m, n) и путем сканирования P(m+1, n) больше, чем расстояние d между путем сканирования P(m, n) и путем сканирования P(m, n+1), при этом m меньше, чем M, а n меньше, чем N.
5. Способ аддитивного производства по любому из пп. 1-4, отличающийся тем, что дополнительно включает:
регулирование энергии луча в соответствии с деформацией, если растровые линии деформированы и уровень деформации меньше допустимого значения или равен ему.
6. Способ аддитивного производства по п. 5, отличающийся тем, что регулирование энергии луча в соответствии с деформацией включает:
уменьшение энергии луча, если деформация является положительной; и
увеличение энергии луча, если деформация является отрицательной.
7. Способ аддитивного производства по п. 6, отличающийся тем, что дополнительно включает:
сплавление поверхности слоя порошка посредством луча перед и/или после управления лучом для растрового сканирования поверхности слоя порошка.
8. Способ аддитивного производства по п. 7, отличающийся тем, что
энергию луча регулируют при сканировании текущего слоя поверхности слоя порошка, если сплавляют поверхность слоя порошка посредством луча перед управлением лучом для растрового сканирования поверхности слоя порошка; и
энергию луча регулируют при сканировании следующего слоя поверхности слоя порошка, если сплавляют поверхность слоя порошка посредством луча после управления лучом для растрового сканирования поверхности слоя порошка.
9. Устройство для аддитивного производства с обнаружением в реальном времени деформации поверхности слоя порошка, содержащее рабочую поверхность с расположенным на ней слоем порошка, устройство, генерирующее луч, и устройство, формирующее изображения, расположенные над рабочей поверхностью, и устройство контроля, соединенное с устройством, генерирующим луч, и устройством, формирующим изображения, причем устройство, генерирующее луч, выполнено с возможностью испускания луча, и луч проводит растровое сканирование поверхности слоя порошка для формирования растровых линий; и устройство, формирующее изображения, выполнено с возможностью формирования изображения растровых линий; и при этом при управлении лучом для растрового сканирования поверхности слоя порошка энергию луча постепенно уменьшают от периферии поверхности слоя порошка к центру поверхности слоя порошка.
| CN 104690269 A, 10.06.2015 | |||
| Растровое устройство для анализа структуры объекта | 1989 |
|
SU1737558A1 |
| Печь для нагрева коротких полых цилиндрических изделий | 1976 |
|
SU609772A2 |
| CN 101655360 A, 24.02.2010. | |||

