Уровень техники
Изобретение в общем относится к наноструктурированному ферритному сплаву, содержащему дуплексную микроструктуру (называемому дуплексным НФС), и изделиям, изготовленным из таких сплавов. Более конкретно, изобретение относится к изделию, имеющему поверхность из дуплексного наноструктурированного ферритного сплава с хорошей стойкостью к коррозии, и способам формирования изделия.
Выбор материала особенно важен для деталей оборудования, используемых в сернистых и кислых средах, обычно связанных с установками для добычи нефти и газа. Скважины с сернистым газом могут содержать диоксид углерода, хлориды, сульфиды водорода и свободную серу и могут функционировать при температурах вплоть до 400°С. Этот тип коррозионной среды требует тщательно разработанных сплавов, чтобы детали могли поддерживать свою структурную целостность в течение их срока службы.
Стандартные коррозионностойкие стали включают ферритные, аустенитные и ферритные/аустенитные дуплексные стали. В общем, ферритные стали имеют улучшенную стойкость к коррозионному растрескиванию под напряжением в содержащих хлориды средах, однако их прочность является относительно низкой. Аустенитные и дуплексные стали имеют хорошую стойкость к коррозии, прочность от низкой до средней, однако более низкую стойкость к коррозионному растрескиванию под напряжением.
Суперсплавы на основе никеля имеют высокую прочность, стойкость к коррозии и стойкость к коррозионному растрескиванию под напряжением. Суперсплавы на основе никеля обычно содержат (Ni), а также другие элементы, такие как железо (Fe), хром (Cr), молибден (Мо), вольфрам (W) и медь (Cu). Никель придает стойкость к коррозионному растрескиванию под напряжением в водных хлористых растворах и обеспечивает стойкость к щелочным металлам, при этом железо в общем добавляют для уменьшения применения никеля, там, где это целесообразно. Молибден и вольфрам являются выгодными для стойкости к точечной коррозии, и они обеспечивают стойкость к общей коррозии в восстановительных кислотах. Хром улучшает стойкость к общей коррозии в окисляющих кислых средах. Обнаружено, что медь выгодна для стойкости к общей коррозии в неокисляющих коррозионных средах. Относительные концентрации Ni-Fe-Cr-Mo-Cu, наряду с обработкой сплава и историей ремонта и обслуживания детали, частично определяют общую стойкость к коррозии в нефтегазовых применениях. Так как более высокое содержание никеля увеличивает стоимость сырьевых материалов, существует потребность в сплавах с более низким содержанием никеля по сравнению с обычными суперсплавами, однако имеющих механическую прочность и стойкость к коррозии в сернистой и кислой среде выше обычных сталей.
Краткое описание изобретения
Одно воплощение изобретения относится к изделию. Изделие имеет поверхность, и эта поверхность включает дуплексный наноструктурированный ферритный сплав. Сплав содержит множество наноэлементов, расположенных в матрице из железосодержащего сплава, это множество включает частицы сложного оксида, которые содержат иттрий, титан и, при необходимости, другие элементы. Матрица из железосодержащего сплава содержит как ферритную фазу, так и аустенитную фазу. Кроме того, концентрация хи-фазы или сигма-фазы в дуплексном наноструктурированном ферритном сплаве, расположенном на поверхности, меньше примерно 5 об.%.
Другое воплощение изобретения относится к способу. Способ в общем включает стадии измельчения, термомеханического уплотнения, отжига и охлаждения. На стадии измельчения порошок железосодержащего сплава измельчают в присутствии оксида иттрия, до тех пор, пока оксид по существу не растворится в сплаве. Измельченный порошок уплотняют, часто в инертной окружающей среде, с формированием уплотненной детали, которую затем отжигают при температуре выше температуры растворения хи- и сигма-фаз и охлаждают со скоростью, которая препятствует образованию хи- и сигма-фаз, с формированием обработанной детали, имеющей характеристики, указанные ранее для изделия.
Краткое описание чертежей
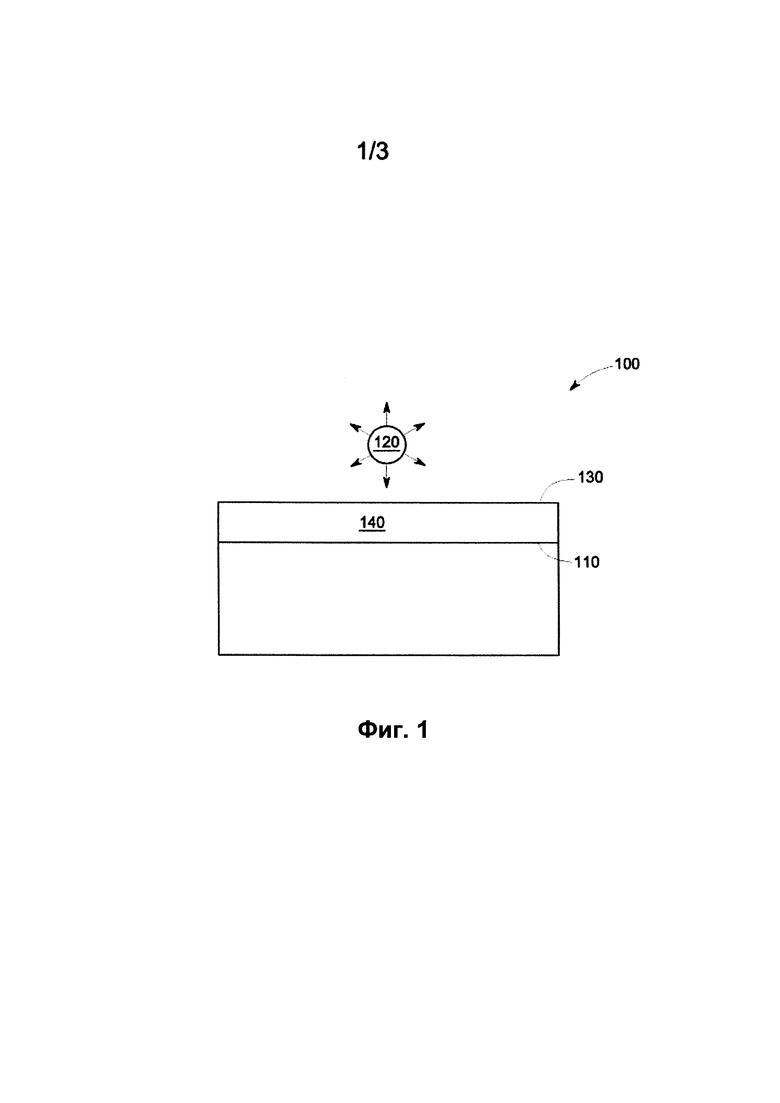
Фиг. 1 представляет собой схематическое поперечное сечение изделия согласно одному воплощению настоящего изобретения,
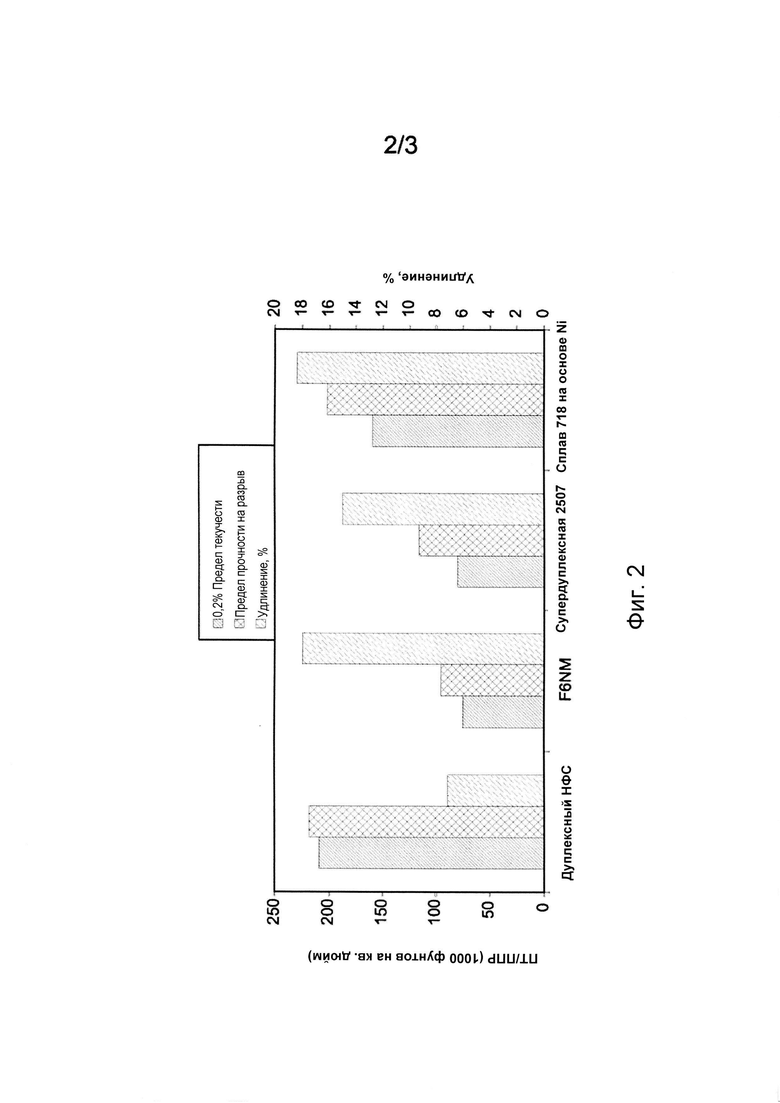
Фиг. 2 представляет собой сравнение механических свойств при растяжении при комнатной температуре дуплексного НФС сразу после ковки с двумя контрольными сталями и сплавом 718 на основе никеля согласно одному воплощению изобретения, и
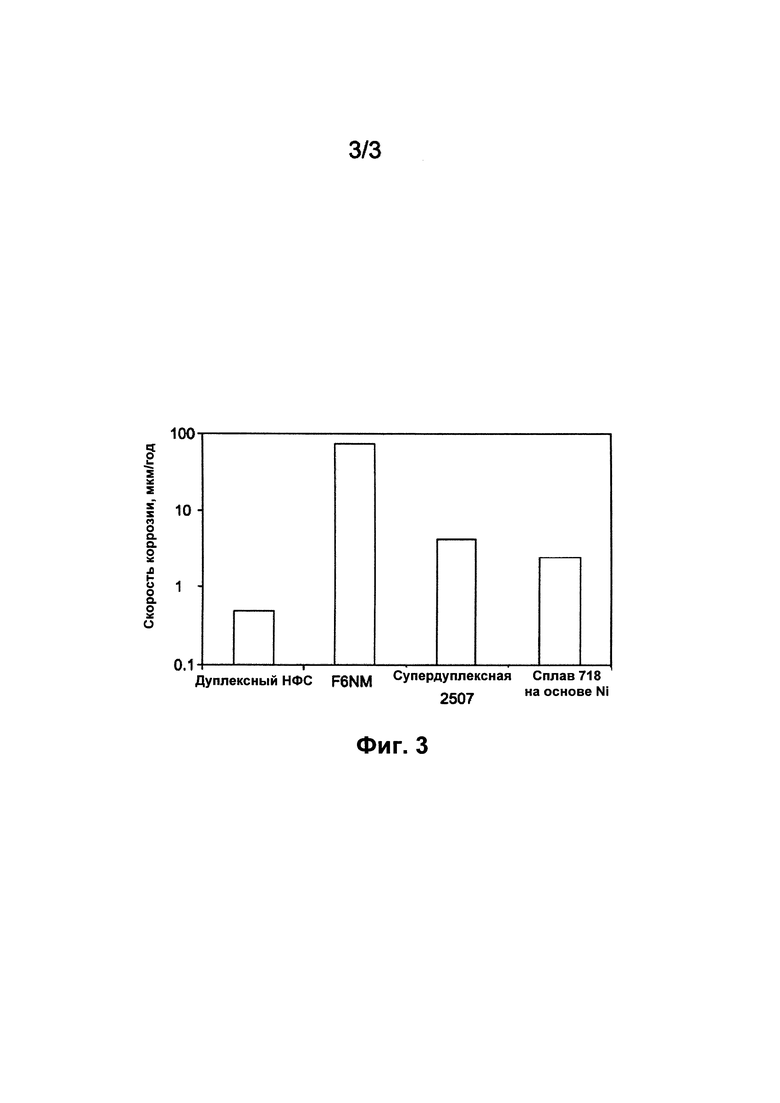
Фиг. 3 представляет собой сравнение коррозионных свойств дуплексного НФС сразу после ковки с двумя контрольными сталями и сплавом 718 на основе никеля в NACE ТМ0177 растворе А (5% NaCl и 0,5% СН3СООН, деаэрированном) согласно одному воплощению изобретения.
Подробное описание изобретения
Воплощения описываемого в данном документе изобретения направлены на известные недостатки существующего уровня техники. Ниже описаны одно или более конкретных воплощений настоящего изобретения. С целью обеспечения краткого описания этих воплощений, все признаки действительной практической реализации могут быть не указаны в данном описании. Нужно понимать, что при разработке любых таких действительных практических воплощений, как в любом инженерном или конструкторском проекте, необходимо принять множество конкретных для данной реализации решений, чтобы достичь конкретных целей разработчиков, таких как соответствие системным и деловым ограничениям, которые могут изменяться от одного воплощения к другому. Более того, нужно понимать, что такая попытка разработки может быть сложной и затратной по времени, однако, тем не менее, она была бы обычной задачей конструирования, изготовления и производства для рядовых специалистов, имеющих преимущество от этого описания.
При представлении элементов различных воплощений настоящего изобретения форма единственного числа подразумевает обозначение того, что существуют один или более элементов. Термины «содержащий», «включающий», «использующий» и «имеющий» (и их связанные временные формы) подразумеваются инклюзивными и означают, что могут присутствовать дополнительные элементы, отличные от перечисленных элементов. Все диапазоны, описанные в данном документе, включают конечные значения, и конечные значения можно комбинировать друг с другом.
Приблизительные формулировки, используемые в данном документе во всем описании и в формуле изобретения, можно применять для изменения любого количественного представления, которое может допустимым образом изменяться, не приводя к изменению в основной функции, к которой оно может относиться. Соответственно, величина, модифицируемая таким термином, как «примерно», не ограничена точным указанным значением. В некоторых случаях приблизительная формулировка может соответствовать точности прибора для измерения данной величины.
В общем, воплощения этого изобретения направлены на образование наноструктурированного ферритного сплава (НФС) на основе Fe-Cr-Ni-Mo, содержащего дуплексную микроструктуру («дуплексный НФС») с механической прочностью и стойкостью к коррозии выше обычных сталей в сернистых и кислых средах. Этот материал имеет потенциальное применение для конструктивных деталей, используемых в сернистых и кислых средах при температурах ниже 400°С, что обеспечивает больший срок службы по сравнению с тем, который обычно наблюдается для обычных сталей.
НФС является новым классом сплавов с оксидно-дисперсионным упрочнением, изготовленных путем механического легирования, описанных в патенте US 8357328 В2 и патентной заявке с серийным номером 14/334742, озаглавленной "Corrosion resistant Articles and Methods of Making", поданной 18 июля 2014. Надлежащее измельчение и последующая обработка образуют уникальную микроструктуру мелких зерен и плотно распределенных меж- и внутризеренных наноэлементов, эта микроструктура по большей части отвечает за высокую прочность и хорошую пластичность НФС.
Как отмечалось выше, состав НФС включает множество наноэлементов, расположенных в матрице из железосодержащего сплава, имеющего дуплексную структуру. Состав НФС в общем включает по меньшей мере 30 масс. % железа, причем конкретное количество часто зависит от степени легирования (то есть количества других элементов, добавляемых в железо), требуемой для достижения необходимого баланса свойств, при этом в некоторых воплощениях состав содержит по меньшей мере примерно 50 масс. % железа и по меньшей мере примерно 70 масс. % железа в особых воплощениях.
Дуплексный НФС (альтернативно «наноструктурированный дуплексный сплав) имеет дуплексную структуру из двух матричных фаз на основе железа. Используемая в данном документе «дуплексная структура» содержит две основные части или доли, которые отличаются друг от друга по структуре, микроструктуре или составу. В одном воплощении описанный выше дуплексный НФС обычно содержит дуплексную структуру матрицы сплава, которая содержит ферритную объемно-центрированную кубическую (ОЦК) фазу (известную в уровне техники как феррит или «альфа-железо» или «оцк-железо» или просто «альфа») и аустенитную гранецентрированную кубическую (ГЦК) фазу (известную в уровне техники как аустенит или «гамма-железо» или «гцк-железо» или просто «гамма»).
Ферритная и аустенитная фазы могут находиться в любых требуемых отношениях, в зависимости от состава и обработки сплава. В одном воплощении ферритная фаза в матрице дуплексного НФС составляет от примерно 10 об. % до примерно 90 об. % матрицы. В другом воплощении ферритная фаза в матрице дуплексного НФС составляет от примерно 20 об. % до примерно 40 об. % матрицы. В одном воплощении аустенитная фаза в матрице дуплексного НФС составляет от примерно 10 об. % до примерно 90 об. % матрицы. В другом воплощении аустенитная фаза в матрице дуплексного НФС составляет от примерно 60 об. % до примерно 80 об. % матрицы.
Со ссылкой на Фиг. 1, одно воплощение настоящего изобретения относится к изделию 100. Изделие 100 включает поверхность 110, которая содержит коррозионностойкий дуплексный НФС. Сплав содержит множество наноэлементов, которые включают частицы сложных оксидов, содержащих иттрий, титан и, в некоторых случаях, другие элементы, расположенные в матрице из железосодержащего сплава, имеющей дуплексную структуру из ферритной и аустенитной фаз железа. Кроме того, концентрация хи-фазы и сигма-фазы на поверхности 110 составляет менее примерно 5 об. %.
Стойкость к коррозии дуплексного НФС во многих воплощениях в общем пропорциональна концентрациям молибдена и хрома, растворенных в матрице сплава. Однако, по мере повышения концентраций этих элементов в железосодержащих сплавах термодинамика химической структуры сплава все более благоприятствует образованию интерметаллических фаз, таких как вышеупомянутые хи-фаза и сигма-фаза, которые богаты молибденом и/или хромом и/или железом. По мере того, как эти фазы образуются, они удаляют молибден и хром из матрицы, изолируя эти требуемые элементы в интерметаллических соединениях и оставляя обедненную матрицу, которая по существу является менее коррозионностойкой, чем она была бы, если данные элементы оставались в растворе. Таким образом, изделие 100 по настоящему изобретению проектируют с обеспечением поверхности 110, изготовленной из описанного дуплексного НФС, при этом по меньшей мере на поверхности 110 поддерживаются высокие уровни молибдена и хрома, растворенных в матрице, причем уровни часто превышают пределы растворимости, которых можно было бы ожидать для термодинамического равновесия.
Поверхность 110 изделия 100 является поверхностью, которая расположена близко или по существу в контакте с окружающей средой 120. Так как коррозия обычно представляет собой явление, происходящее на поверхности, то именно на этой поверхности 110 ее характеристики часто являются очень важными при определении стойкости к коррозии изделия 100. В некоторых воплощениях настоящего изобретения по меньшей мере эта поверхность 110 имеет вышеописанный состав, хотя нужно понимать, что данный состав не обязательно ограничивается только именно этой поверхностью 110; любая объемная часть изделия 100, включая по существу все изделие 100, может содержать дуплексный НФС, и любая объемная часть дуплексного НФС, включая по существу весь сплав, присутствующий в изделии 100, может включать состав и другие характеристики, описанные в данном документе. Более того, поверхность 110 не обязательно должна быть наиболее удаленной от центра поверхностью 130 изделия 100 (то есть поверхностью, контактирующей с окружающей средой 120); при необходимости, в некоторых случаях один или более внешних слоев 140, таких, например, как слой краски, конверсионное покрытие, теплозащитное покрытие или другой слой или сочетание слоев можно расположить над поверхностью 110.
Матрицу из металлосодержащего сплава упрочняют с помощью наноэлементов, расположенных в матрице. Используемый в данном документе термин «наноэлементы» означает элементы, такие как фаза в виде частиц, которые имеют наибольший размер менее примерно 50 нм. Наноэлементы могут иметь любую форму, включая, например, сферическую, кубическую, линзовидную (чечевицеобразную) и другие формы. Механические свойства дуплексного НФС можно регулировать, например, путем регулирования плотности (что означает численную плотность, то есть число частиц на единицу объема) наноэлементов в матрице, размера зерен, определенного с помощью размера и распределения наноэлементов и условий обработки, состава наноэлементов, состава и доли хи- или сигма-фаз, и способов обработки, используемых для образования изделия.
Обычно, по мере того как численная плотность наноэлементов возрастает, прочность возрастает и пластичность уменьшается и, таким образом, выбор требуемого уровня частично определяется компромиссом между этими свойствами для любого данного применения. В одном воплощении наноэлементы имеют численную плотность по меньшей мере примерно 1018 наноэлементов на кубический метр дуплексного НФС. В другом воплощении наноэлементы имеют численную плотность по меньшей мере примерно 1020 на кубический метр дуплексного НФС. В еще одном воплощении наноэлементы имеют численную плотность в интервале от примерно 1021 до 1024 на кубический метр дуплексного НФС.
Поддержание мелкой дисперсии наноэлементов является преимущественным по той причине, что наноэлементы могут действовать для затруднения движения дислокаций. В одном воплощении наноэлементы имеют средний размер в интервале от примерно 1 нм до примерно 50 нм. В другом воплощении наноэлементы имеют средний размер в интервале от примерно 1 нм до примерно 25 нм. В еще одном воплощении наноэлементы имеют средний размер в интервале от примерно 1 нм до примерно 10 нм.
Описываемые в данном документе наноэлементы, присутствующие в дуплексном НФС, содержат оксиды. Состав оксидов частично зависит от состава легированной матрицы, состава сырьевых материалов, использованных при обработке материала, и способов обработки, использованных для получения дуплексного НФС, которые обсуждаются ниже более подробно. В описанных в данном документе воплощениях множество наноэлементов содержит множество частиц сложных оксидов. Используемый в данном документе «сложный оксид» является оксидной фазой, которая содержит более одного элемента, отличного от кислорода. В воплощениях настоящего изобретения частицы сложных оксидов содержат иттрий и титан, и в некоторых воплощениях также могут присутствовать один или более дополнительных элементов. Примеры таких элементов включают, но не ограничиваются перечисленным, алюминий, цирконий и гафний, а также другие элементы, которые могут присутствовать в матрице, такие, например, как железо, хром, молибден, вольфрам, марганец, кремний, ниобий, никель, тантал.
В одном воплощении легированная матрица дуплексного НФС содержит титан и по меньшей мере примерно 35 масс. % железа. В некоторых воплощениях титан присутствует в интервале от примерно 0,1 масс. % до примерно 2 масс. %. В некоторых воплощениях матрица сплава содержит от примерно 0,1 масс. % титана до примерно 1 масс. % титана. Помимо того, что он присутствует в матрице, титан играет роль в образовании оксидных наноэлементов, как описано выше. В одном воплощении концентрация титана в наноферритном сплаве находится в интервале от примерно 0,15 масс. % до примерно 2 масс. %.
Множество наноэлементов дуплексного НФС может также содержать простые или сложные оксиды, отличные от конкретных сложных оксидов, описанных выше. Используемый в данном документе «простой оксид» является оксидной фазой, которая содержит один отличный от кислорода элемент, такой, например, как иттрий или титан.
В одном воплощении поверхность 110 изделия 100 обладает выдающейся стойкостью к коррозии, которая является результатом высокой концентрации хрома и молибдена в ферритной фазе и хрома, молибдена и азота в аустенитной фазе. Например, процентная доля молибдена и/или хрома может превышать равновесную растворимость в матрице, что делает сплав термодинамически метастабильным. С другой стороны, ожидается, что кинетика достижения термодинамического равновесия, в частности кинетика осаждения обогащенных молибденом, хромом и железом вторичных фаз, таких как хи-фаза и сигма-фаза, является чрезвычайно медленной при относительно низких температурах (ниже 400°С), так что существенное количество молибдена остается в перенасыщенной матрице для обеспечения повышенной стойкости к коррозии в течение срока службы изделия.
В одном воплощении матрица из железосодержащего сплава может содержать хром в концентрации от примерно 15 масс. % до примерно 30 масс. %. В одном воплощении концентрация хрома в матрице из железосодержащего сплава дуплексного НФС составляет от примерно 20 масс. % до примерно 27 масс. %.
Аналогично, матрица из железосодержащего сплава содержит от примерно 0,5 масс. % до примерно 10 масс. % молибдена. В одном воплощении концентрация молибдена в матрице из железосодержащего сплава дуплексного НФС составляет от примерно 0,5 масс. % до примерно 10 масс. %. В другом воплощении концентрация молибдена в матрице из железосодержащего сплава дуплексного НФС изменяется в интервале от примерно 1 масс. % до примерно 5 масс. %.
Стабилизации аустенитной фазы дуплексной структурированной матрицы можно способствовать путем добавления некоторых легирующих элементов, таких как марганец, никель, азот, углерод, кобальт. Поэтому небольшое количество марганца, никеля или любого их сочетания желательно в матрице дуплексного НФС. В одном воплощении матрица дуплексного НФС содержит никель в количестве от примерно 4 масс. % до примерно 10 масс. %. В другом воплощении матрица дуплексного НФС содержит никель в количестве от примерно 5 масс. % до примерно 8 масс. %. В одном воплощении матрица дуплексного НФС содержит азот в количестве от примерно 0,2 масс. % до примерно 0,3 масс. %.
Приведенные выше ограничения состава, а на самом деле любые альтернативные составы, предоставленные в данном документе для дуплексного НФС, в общем справедливы для доли дуплексного НФС, присутствующего на поверхности 110 и, в некоторых воплощениях, справедливы для любой объемной доли дуплексного НФС, присутствующего в изделии 100, включая воплощения, в которых по существу весь дуплексный НФС, присутствующий в изделии 100, имеет указанный состав.
В одном воплощении матрица из железосодержащего сплава может также содержать один или более дополнительных неосновных элементов, таких, например, как вольфрам, кремний, марганец или кобальт. В одном воплощении матрица дуплексного НФС содержит менее 1 масс. % вольфрама, менее 0,5 масс. % кремния, менее 0,5 масс. % марганца, менее 0,005 масс. % фосфора, менее 0,005 масс. % серы, менее 0,08 масс. % меди и/или менее 0,1 масс. % кобальта.
Как упоминалось выше, в некоторых воплощениях настоящего изобретения концентрацию осажденных вторичных фаз, содержащих хром и/или молибден, в дуплексном НФС проектируют так, чтобы она была низкой. В общем, хром или молибден, после превышения локальных равновесных уровней растворимости, осаждаются в виде хи-фазы или сигма-фазы в ферритной матрице. Хи-фаза и сигма-фаза являются интерметаллическими фазами, обогащенными хромом, молибденом и железом. Они хорошо известны в области техники черной металлургии, и их обычно обнаруживают в сталях с высоким содержанием хрома и молибдена как результат тепловой обработки или термомеханической обработки в температурном интервале от примерно 500°С вплоть до их температуры растворения, которая, как хорошо подтверждено в уровне техники, изменяется в зависимости от содержания молибдена и хрома. Хи-фаза в общем имеет объемно-центрированную кубическую кристаллическую структуру, а сигма-фаза имеет тетрагональную кристаллическую структуру. Хи-фаза образуется в более низком пространстве составов хрома и молибдена, при этом сигма-фаза образуется в более высоком пространстве составов хрома и молибдена. Хи-фаза и сигма-фаза могут совместно существовать в дуплексных сталях при некоторых условиях термомеханической обработки.
В одном воплощении концентрация хи-фазы или сигма-фазы в дуплексном НФС на поверхности 110 описываемого изделия 100 составляет менее примерно 5 об. %. В другом воплощении общая концентрация хи-фазы и сигма-фазы в дуплексном НФС составляет менее примерно 5 об. %. В особом воплощении поверхность 110 по существу не содержит ни хи-фазы, ни сигма-фазы.
Наноэлементы, используемые в данном документе, обычно образуются in situ в дуплексном НФС путем растворения изначально добавленного оксида, обычно после измельчения в течение достаточного времени и с достаточной энергией и осаждения, обычно в течение стадии уплотнения, кластеров сложного оксида с наноразмерами. Эти частицы сложного оксида могут служить для скрепления зернистой структуры, таким образом обеспечивая усиленные механические свойства. Требуемое распределение размеров зерен матрицы дуплексного НФС можно достичь путем регулирования параметров обработки в течение получения сплава.
В особых воплощениях этого изобретения требуемую прочность, пластичность и стойкость к коррозии поверхности изделия достигают путем тщательного регулирования состава и обработки дуплексного НФС. Для достижения хорошей стойкости к коррозии хром и молибден удерживают в виде элементов твердого раствора в ферритной матрице, используя надлежащие условия измельчения (скорость, время, кинетическая энергия дробилки) и отжиг после ковки при достаточно высокой температуре (более высокой, чем температура растворения обогащенных хромом и молибденом фаз, таких как сигма и хи), с последующим охлаждением со скоростью, достаточно высокой для подавления осаждения вторичных фаз, обогащенных хромом или молибденом.
Соответственно, в одном воплощении предложен способ получения изделия, такого как изделие 100, имеющего поверхность 110, содержащую дуплексный НФС со специальными признаками, описанными в различных воплощениях, представленных выше. Способ в общем включает стадии измельчения, уплотнения, отжига и охлаждения со скоростью, достаточно высокой для подавления осаждения сигма- и хи-фаз.
Сырье из порошка железосодержащего сплава измельчают в присутствии оксида иттрия, обычно в форме частиц, до тех пор, пока оксид по существу не растворится в сплаве. В одном воплощении порошок железосодержащего сплава измельчают в присутствии оксида иттрия до тех пор, пока по существу весь оксид иттрия не растворится в сплаве. Сырье из порошка железосодержащего сплава также может содержать титан, хром, молибден и азот или нитрид железа, а также любые из других добавочных элементов, описанных выше как потенциально подходящих для сплава изделия 100. Сырье, возможно, следует измельчать с высокой скоростью и энергией для получения требуемых уровней растворения иттрия в течение измельчения, в соответствии с практиками, известными в уровне техники. Различные факторы, которые могут влиять на энергию измельчения и конечные измельченные материалы, включают прочность, твердость, размер, скорость и отношение сред измельчения к сырьевому материалу, а также общее время и температуру измельчения.
Атмосфера измельчения может быть разной. В одном воплощении измельчение выполняют в среде инертного газа, такого, например, как аргон или азот. В одном воплощении среда измельчения сырья не содержит преднамеренно добавленного углерода и азота. В одном воплощении сырье измельчают в низком вакууме. Используемый в данном документе «низкий вакуум» указывает на давление окружающей среды менее атмосферного давления в технологическом объеме контейнера. В одном воплощении давление внутри размалывающего контейнера в объеме обработки составляет менее примерно 10-4 атм. (10 Па). В одном воплощении измельчение выполняют в среде инертного газа, такого, например, как азот. В этом случае меньшее количество нитридного порошка требуется для специального добавления для измельчения, так как порошок будет захватывать из окружающей среды в течение измельчения газообразный азот, который также вносит вклад в стабилизацию аустенитной фазы в матрице.
Сырье после измельчения с высокой энергией подвергают стадии термомеханического уплотнения, такой как прессование, горячее изостатическое прессование, формование выдавливанием (экструдирование), горячая ковка, холодная ковка или сочетания этих способов, для образования уплотненной детали. Например, порошковое сырье можно термомеханически уплотнить, сначала подвергая порошок горячему изостатическому прессованию, а после этого ковке или формованию выдавливанием. Используемая стадия ковки может быть горячей ковкой, холодной ковкой, либо горячей ковкой, после которой следует холодная ковка. В другом примере порошковое сырье можно механически спрессовать, а затем спрессованное сырье можно формовать выдавливанием. Эту стадию термомеханического уплотнения выполняют при достаточно высокой температуре и в течение времени, достаточного для обеспечения осаждения требуемых наноэлементов из сложного оксида в матрице сплава, как описано выше. Время и температуру, выбранные для этой стадии, можно легко рассчитать на основе требуемого размера и плотности наноэлементов и их можно регулировать для обеспечения намного более мелких дисперсий, чем в общем получаются с помощью только лишь способов сплавления при механическом воздействии. В некоторых воплощениях стадию уплотнения выполняют при температуре выше примерно 800°С. Уплотнение может происходить в инертной среде или в низком вакууме, чтобы избежать включения в сплав излишнего количества кислорода.
Уплотненную деталь отжигают при температуре, которая выше температур растворения присутствующих в сплаве хи-фазы и сигма-фазы, и ее поддерживают при температуре отжига в течение времени, достаточного для растворения этих фаз. Температуры растворения этих фаз частично зависят от относительного количества присутствующих элементов, и их можно легко определить в любом конкретном случае, используя технологии, хорошо знакомые специалистам. Например, опубликованные фазовые диаграммы системы хром-железо-молибден показывают, что температура растворения сигма- и/или хи-фаз может составлять от примерно 600°С для сплавов с низким количеством хрома и молибдена до выше 1100°С для более высоколегированного материала. Отожженную деталь затем охлаждают с получением обработанной детали, обладающей характеристиками, указанными ранее для изделия 100. Конкретно, охлаждение выполняют со скоростью, достаточно быстрой для ограничения или препятствования образования хи- и сигма-фаз по меньшей мере на поверхности, такой как поверхность 110, обработанной детали, при этом низкие скорости охлаждения дают сплаву больше времени для достижения термодинамического равновесия и, таким образом, приводят к осаждению хи- или сигма-фаз в течение охлаждения, уменьшая таким образом стойкость материала к коррозии. Здесь скорость охлаждения считается достаточно высокой, если она приводит к концентрации хи-фазы или сигма-фазы на поверхности 110 менее примерно 5 об.%. Скорость охлаждения детали, которая достаточно подавляет образование хи- и сигма-фаз, можно легко определить для конкретного случая, используя технологии, хорошо известные специалистам. В одном воплощении отожженную деталь закаляют в воде от температуры отжига. Как отмечалось ранее, зона пониженного, относительно равновесия, осаждения хи- и сигма-фаз, которая является результатом стадий отжига и закалки, может проходить в сплав дальше, чем поверхность 110, и может включать любую объемную долю сплава, вплоть до и включая по существу всего сплава, в зависимости, в частности, от способа, применяемого для достижения закалки, размера закаливаемой секции сплава и других факторов.
Обработанную деталь можно саму использовать в качестве изделия 100 или обработанную деталь можно использовать в дальнейшем изготовлении и/или технологии сборки для получения изделия 100, ориентированного так, что поверхность 110 является указанной выше поверхностью, имеющей пониженную концентрацию сигма- и/или хи-фаз, по меньшей мере частично обусловленную стадией быстрого охлаждения.
Порошок железосодержащего сплава, который используют в качестве сырья для образования поверхности изделия в данном документе, можно приготовить, используя различные способы производства. Например, железосодержащий сплав можно расплавить, например, с помощью вакуумной индукционной плавки, и затем превратить в порошок, например, с помощью распыления в инертном газе.
Пример
Следующий пример иллюстрирует способ, материалы и результаты в соответствии с конкретными воплощениями и, как таковой, его нельзя интерпретировать как накладывающий ограничения на формулу изобретения. Все компоненты имеются в продаже от обычных поставщиков химикатов.
В одном примерном способе получения порошки легированной стали (Fe-Сг), допированные порошками элементарных металлов (Cr, Mo, Ni, W, Ti) и порошком нитрида железа так, как необходимо для того, чтобы соответствовать расчетному составу требуемого дуплексного НФС, использовали в качестве исходных материалов и смешивали с порошком Y2O3. Расчетный состав требуемого дуплексного НФС в этом примере составлял Fe-25Cr-3,5Mo-7Ni-0,25N-0,75W-0,4Ti-0,25Y2O3. Альтернативно, в качестве исходных порошков также можно использовать предварительно легированные порошки, содержащие смесь 3 или более элементов, выбранных из Fe, Cr, Mo, Ni, W и Ti. Порошки смешивали с шариками из нержавеющей стали 420 (~4,5 мм в диаметре) в отношении 10:1 и измельчали в дисковой дробилке высокой энергии в течение примерно 20 часов в аргоновой среде. В течение измельчения частицы Y2O3 растворялись и однородно перераспределялись в металле матрицы. Только что измельченные порошки имели форму пластинок (хлопьев) размером от примерно 50 мкм до примерно 150 мкм. Порошки можно измельчать в вакууме. Альтернативно, порошки можно измельчать в среде азота, с пониженным количеством нитридного порошка для достижения такого же состава.
После измельчения порошки упаковывали в контейнер из нержавеющей стали, откачивали воздух и затем подвергали горячему изостатическому прессованию (ГИП) при температуре примерно 920°С и давлении примерно 170-200 МПа в течение примерно 4 часов. В способе ГИП порошки уплотняют в объемные материалы и рекристаллизуют микроструктуру с получением равноосных зерен с низким механическим напряжением. Наноэлементы сложного оксида, здесь сверхмелкие оксиды, содержащие Y, Ti и О (менее примерно 10 нм), однородно образуются внутри зерен и на границах зерен в течение стадии нагрева способа ГИП.
После ГИП содержимое отжигали при примерно 920°С в течение примерно 2 часов и ковали при примерно 920°С до растяжения, составляющего примерно от 50% до 70%. Полученный НФС имел дуплексную зерновую структуру, содержащую ферритную фазу, богатую хромом, и аустенитную фазу, богатую никелем. Наблюдалось присутствие наноэлементов в виде сложных оксидов Y-Ti как в ферритной, так и в аустенитной фазах. Было обнаружено, что обогащенные молибденом хи-фаза или сигма-фаза существовали в дуплексном НФС сразу после ковки, так как их температуры растворения были выше 920°С. Как ожидалось, было обнаружено, что количество хи- или сигма-фазы изменяется с уровнем содержания молибдена и хрома в различных составах дуплексного НФС.
На Фиг. 2 представлены механические свойства при растяжении при комнатной температуре НФС сразу после ковки (без последующей тепловой обработки) по сравнению с двумя широко используемыми контрольными сталями - F6NM и супердуплексной 2507, а также сплавом 718 на основе никеля. Дуплексный НФС сразу после ковки показал приблизительно в 2,5 раза более высокую прочность и предел прочности на разрыв по сравнению с контрольными сталями и немного более высокую прочность по сравнению со сплавом 718 на основе никеля. Наблюдалось, что пластичность дуплексного НФС в состоянии сразу после ковки ниже, чем у сталей.
Коррозионные испытания при комнатной температуре выполняли в растворе A NACE ТМ0177 (5% NaCl и 0,5% СН3СООН, деаэрированном) для сравнения скорости общей коррозии дуплексного НФС сразу после ковки со стандартными сталями и сплавом 718 на основе никеля в хлористой среде. На схеме Фиг. 3 представлены результаты. Дуплексный НФС сразу после ковки сравнивали с F6NM, супердуплексной 2507 и сплавом 718 на основе никеля. Из Фиг. 3 можно видеть, что дуплексный НФС сразу после ковки имеет более низкие скорости коррозии по сравнению с F6NM, супердуплексной 2507 и сплавом 718 на основе никеля.
Хотя в данном документе были проиллюстрированы и описаны только некоторые признаки изобретения, специалистом может быть предложено множество модификаций и изменений. Поэтому необходимо понимать, что приложенная формула изобретения предназначена для того, чтобы охватывать все такие модификации и изменения как попадающие в объем замысла изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Коррозионностойкое изделие и способ его изготовления | 2015 |
|
RU2743825C2 |
| ПОРОШОК НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ ДУПЛЕКСНОЙ СПЕЧЕННОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2753717C2 |
| АЗОТСОДЕРЖАЩАЯ, НИЗКОНИКЕЛЕВАЯ СПЕЧЕННАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2010 |
|
RU2553794C2 |
| АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2012 |
|
RU2603735C2 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ИЗГОТОВЛЕННЫЙ ПРОДУКТ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2015 |
|
RU2696513C2 |
| Изделие в виде прутка для изготовления деталей электропогружных установок для добычи нефти из сплава на основе железа и хрома | 2023 |
|
RU2823412C1 |
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ | 2014 |
|
RU2690246C2 |
| АУСТЕНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ ХЛОРИДСОДЕРЖАЩИХ СРЕД И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2009 |
|
RU2413031C1 |
| ДУПЛЕКСНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРОМЫШЛЕННОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОЙ СТАЛИ (ВАРИАНТЫ) | 2002 |
|
RU2282674C2 |
| ЭКОНОМНОЛЕГИРОВАННАЯ, КОРРОЗИОННО-СТОЙКАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2008 |
|
RU2450080C2 |
Изобретение относится к металлургии, в частности, к получению изделия из наноструктурированного железосодержащего сплава. Может использоваться для деталей оборудования, используемых в сернистых и кислых средах, обычно связанных с установками для добычи нефти и газа. Порошок железосодержащего сплава на основе Fe-Ni-Cr-Mo измельчают в присутствии оксида иттрия до растворения оксида и проводят термомеханическое уплотнение порошка с формированием уплотненной детали. Уплотненную деталь отжигают при температуре выше температуры растворения хи-фазы и сигма-фазы и охлаждают со скоростью, обеспечивающей подавление выделения хи-фазы и сигма-фазы, с получением изделия, содержащего наноструктурированный железосодержащий сплав на основе Fe-Ni-Cr-Mo, структура которого состоит из матрицы, содержащей ферритную и аустенитную фазы, и расположенных в ней наноэлементов, включающих частицы сложного оксида. Обеспечивается повышение механической прочности и стойкости к коррозии в сернистых и кислых средах. 4 з.п. ф-лы, 3 ил., 1 пр.
1. Способ изготовления изделия, содержащего наноструктурированный железосодержащий сплав на основе Fe-Ni-Cr-Mo, структура которого состоит из матрицы, содержащей ферритную и аустенитную фазы, и расположенных в ней наноэлементов, включающих частицы сложного оксида, характеризующийся тем, что осуществляют
измельчение порошка железосодержащего сплава в присутствии оксида иттрия до тех пор, пока оксид не растворится в сплаве,
термомеханическое уплотнение порошка с формированием уплотненной детали,
отжиг уплотненной детали при температуре выше температуры растворения хи-фазы и сигма-фазы и
охлаждение отожженной детали со скоростью, обеспечивающей подавление выделения хи-фазы и сигма-фазы, с получением изделия.
2. Способ по п. 1, в котором стадия термомеханического уплотнения включает горячее изостатическое прессование, формование выдавливанием, горячую ковку, холодную ковку, прессование или сочетание любых из этих методов.
3. Способ по п. 1, в котором матрица сплава содержит от 20 мас.% до 27 мас.% хрома, от 5 мас.% до 8 мас.% никеля, от 1 мас.% до 5 мас.% молибдена, от 0,2 мас.% до 0,3 мас.% азота и менее 1 мас.% вольфрама.
4. Способ по п. 1, в котором поверхность по существу не содержит хи-фазы.
5. Способ по п. 1, в котором поверхность по существу не содержит сигма-фазы.
| СИСТЕМА СКРЫТОЙ ЧАСТОТНОЙ МАРКИРОВКИ РЕТРАНСЛЯТОРА ПРЯМОЙ ЛИНИИ СВЯЗИ | 2004 |
|
RU2335849C2 |
| US 20110250074 A1, 13.10.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЕМОГО ОКСИДАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2005 |
|
RU2307183C2 |
| Устройство для измерения плотности потока нейтронного излучения | 1980 |
|
SU897018A1 |

