Изобретение относится к термической обработке стали методом упрочнения с помощью электрической дуги и может быть использовано для повышения твердости и износостойкости поверхностей деталей, работающих при ударных и знакопеременных нагрузках в машиностроении.
Известен способ поверхностной закалки изделий, включающий закалку путем перемещения по поверхности изделия плазменной дуги прямого действия, возбуждаемой между электродом и изделием, когда электродом является анод, а изделие катодом (см. патент РФ №2313581).
Недостатком известного способа является то, что дуга получается непостоянной во времени и подвержена затуханию из-за магнитного дутья, а также сниженный ввод тепла в изделие и повышенный в электроде из-за несимметричности выделения энергии на катоде и аноде.
Известен также способ упрочнения поверхности стальных изделий, (см. патент РФ №2252266), включающий нагрев электрической дугой обратной полярности, зажигаемой между графитовым электродом и поверхностью изделия, при относительном перемещении дуги и изделия электрическую дугу сжимают струей инертного газа до значений плотности мощности 103 Вт/см2.
Недостатком известного способа является то, что образуется узкая площадь поверхности пятна нагрева из-за обжатия столба дуги и невозможно регулировать дугу в процессе закалки.
Известен также способ упрочнения поверхности стальных изделий, принятый за прототип (см. патент РФ №2536854), включающий нагрев изделия электрической дугой переменного тока с прямоугольной формой импульсов, при этом регулируют тепловложение дуги путем изменения силы или частоты тока в положительной и отрицательной полуволнах тока с изменением их продолжительности.
Недостатком известного способа, принятого за прототип, является то, что электрической дугой переменного тока невозможно удержать дугу на электроде.
Техническим результатом изобретения является повышение твердости и износостойкости поверхности изделия, регулирование глубины упрочненного слоя.
Указанный технический результат достигается тем, что в способе электродугового упрочнения стальных изделий, включающем нагрев поверхности изделия электрической дугой, зажигаемой между неплавящимся электродом и поверхностью изделия, регулирование тепловложения дуги путем изменения силы тока, согласно заявляемому изобретению поверхность изделия нагревают электрической дугой прямой полярности, а тепловложение дуги регулируют изменением угла заточки неплавящегося электрода от 45 до 85±2° и скорости вращения детали.
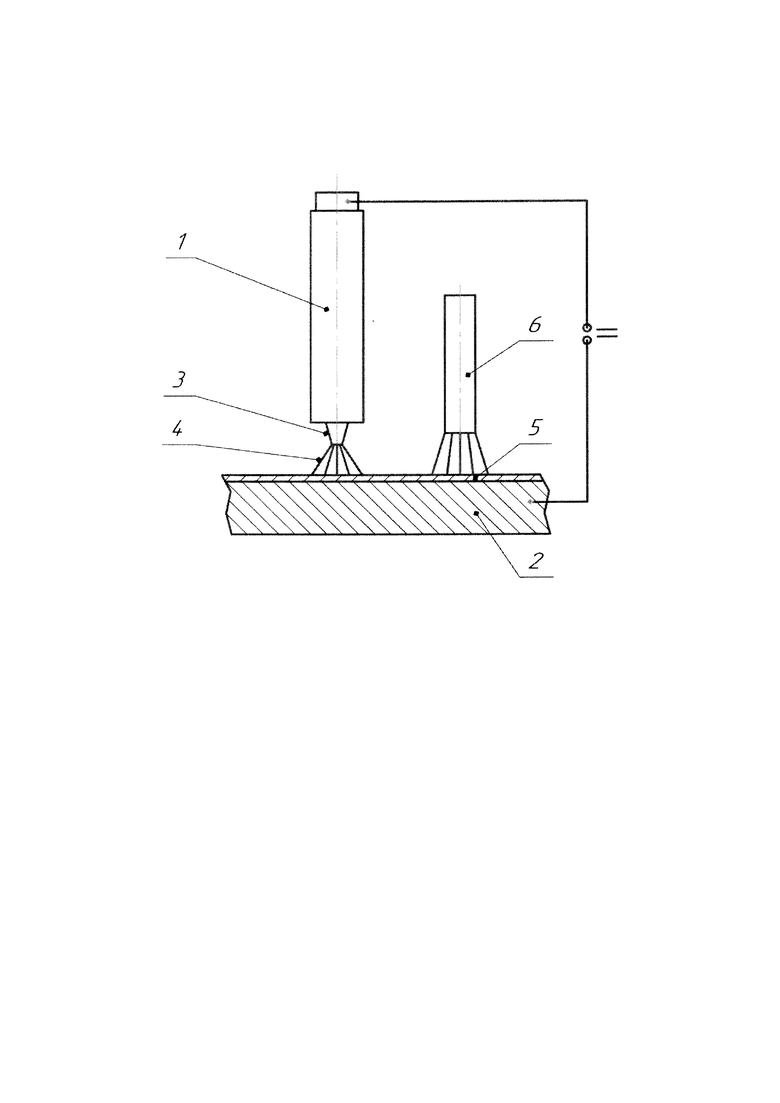
Заявляемый способ поясняется чертежом, где показана схема обработки изделия по заявляемому способу.
Заявляемый способ осуществляют следующим образом. К горелке 1 и изделию 2 подводят электрический ток. В горелке 1 закреплен неплавящийся электрод 3 выполненный в виде конуса с площадкой на вершине конуса, между неплавящимся электродом 3 и поверхностью изделия 2 образуется электрическая дуга 4. Под воздействием электрической дуги 4 на изделии 2 образуется закаленный слой 5 охлаждаемый водой 6.
Электрическую дугу 4 можно регулировать за счет изменения ее длины и силы тока. Поверхность изделия 2 постоянно перемещается относительно электрической дуги 4. На поверхности изделия 2 образуется закаленный слой 5. Тепловложение электрической дуги и ширина закаленного слоя 5 зависит от величины тока и величины площадки на вершине конуса неплавящегося электрода 3, а также расхода защитного газа аргона.
Пример конкретного применения способа
Практическое применение предлагаемого способа проводили на наплавленной поверхности образца из стали 30ХГСА диаметром 200 мм и длиной 200 мм. Упрочнение поверхности образца выполнялось на автоматической установке. В горелке закрепили неплавящийся электрод с углом заточки 75±2° с площадкой на вершине конуса 2 мм, упрочнение выполняли при силе тока от 40 до 90 А и длиной электрической дуги 3 мм, со скоростью вращения изделия от 0,009 до 0,02 об/с в среде защитного газа (аргон). Упрочнение выполняли сплошным нанесением закалочных дорожек с последующим охлаждением водой. Было установлено, что при регулировке заявленных параметров можно получить максимальную глубину упрочнения с высокими значениями твердости и износостойкости.
Так, при увеличении скорости обработки и силы тока, глубина упрочненной поверхности уменьшается. При уменьшении скорости обработки и уменьшении силы тока, глубина упрочненного слоя увеличивается. При увеличении силы тока и уменьшении скорости упрочнения, глубина упрочненного слоя уменьшается.
Изменение скорости упрочнения позволяет регулировать тепловложение, а следовательно, и глубину упрочненного слоя. Увеличение скорости упрочнения и увеличение силы тока приводит к уменьшению глубины упрочнения и уменьшению значений твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2536854C2 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2009 |
|
RU2398892C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2563572C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2025509C1 |
| Способ упрочнения лезвий рабочих органов | 2019 |
|
RU2718521C1 |
| Способ упрочнения режущей части рабочих органов | 2019 |
|
RU2717443C1 |
| Способ электроконтактного термоупрочнения режущей части рабочих органов | 2019 |
|
RU2718522C1 |
| Способ термоупрочнения режущей части рабочих органов | 2019 |
|
RU2722958C1 |
Изобретение относится к термической обработке стали методом упрочнения с помощью электрической дуги и может быть использовано для повышения твердости и износостойкости поверхностей деталей, работающих при ударных и знакопеременных нагрузках в машиностроении. Способ электродугового упрочнения стальных изделий включает в себя нагрев поверхности изделия электрической дугой прямой полярности, зажигаемой между неплавящимся электродом и поверхностью изделия. Для этого используют неплавящийся электрод с углом заточки от 45 до 75±2°. Также осуществляют регулирование тепловложения дуги путем изменения силы тока от 40 до 90 А. При этом изделие вращают в процессе обработки со скоростью от 0,009 до 0,02 об/с. Техническим результатом изобретения является повышение твердости и износостойкости поверхности изделия, регулирование глубины упрочненного слоя. 1 пр., 1 ил.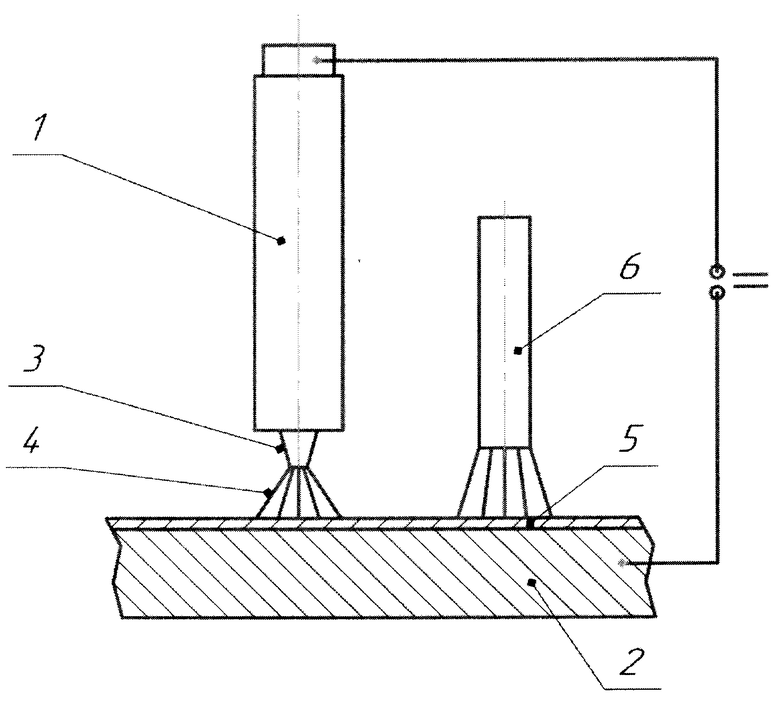
Способ электродугового упрочнения стальных изделий, включающий нагрев поверхности изделия электрической дугой, зажигаемой между неплавящимся электродом и поверхностью изделия, и регулирование тепловложения дуги путем изменения силы тока, отличающийся тем, что изделие вращают в процессе обработки со скоростью от 0,009 до 0,02 об/с, а регулирование тепловложения дуги осуществляют изменением силы тока от 40 до 90 А, при этом поверхность изделия нагревают электрической дугой прямой полярности, причем используют неплавящийся электрод с углом заточки от 45 до 75±2°.
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2536854C2 |
| СПОСОБ РУЧНОЙ ПЛАЗМЕННОЙ ЗАКАЛКИ | 2005 |
|
RU2313581C2 |
| Установка для электроконтактной закалки зубьев дисковых пил | 1989 |
|
SU1724704A1 |
| СПОСОБ КОМБИНИРОВАННОЙ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2339704C1 |
| Способ электролитного нагрева | 1987 |
|
SU1507813A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЗАКАЛИВАЮЩИХСЯ СПЛАВОВ | 2010 |
|
RU2431684C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2252266C2 |
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
| CN 107012305 A, 04.08.2017. | |||

