Изобретение относится к области машиностроения, а именно служит для повышения твердости и износостойкости рабочих поверхностей различных инструментов и деталей машин.
Известно, что износостойкость материалов зависит от многих факторов: от природы материала, формы поверхности, состояния кристаллической структуры, способов термической и других видов обработки.
Существует много способов повышения износостойкости металлов путем изменения внутренней структуры материала, химического состава и состояния поверхностного слоя, намагниченности и их комбинаций. К ним относятся: механическое упрочнение, закалка, химико-термическая обработка, нанесение износостойких покрытий, магнитно-абразивная и магнитно-импульсная обработка. Во всех перечисленных способах увеличивается твердость у обрабатываемых поверхностей изделий, что значительно влияет на износостойкость.
Рассмотренные способы обработки имеют ряд недостатков. При механическом упрочнении, закалке, химико-термической обработке, нанесении износостойких покрытий и магнитно-абразивной обработке возможны изменения формы и микрорельефа обрабатываемой поверхности, кроме этого отмечается сложность и дороговизна технологического процесса нанесения покрытий, при закалке возможно коробление изделий и образование микротрещин, что приводит к дополнительной механической обработке перед применением.
В последнее время находит широкое применение магнитно-импульсная обработка (МИО) инструментов и деталей машин для повышения их износостойкости. Применение МИО позволяет уменьшить остаточные и усталостные напряжения в структуре материала, изменить физические и механические свойства. Применение МИО значительно уменьшает избыточную энергию материала, связанную с концентрацией внутренних и поверхностных напряжений, что приводит к повышению твердости и износостойкости поверхности, не меняя формы обрабатываемой поверхности. Основным преимуществами МИО, по сравнению с вышеназванными способами, являются: неизменность формы поверхности после обработки, высокая производительность, простота и легкость автоматизации технологического процесса.
Известны способы МИО при напряженностях до 2000 кА/м и времени длительности одного импульса в пределах 0,1-10 с, при этом число циклов обработки достигает 10 и более. Для многих инструментальных сталей было показано, что максимальная стойкость инструмента достигается при оптимальной напряженности МИО 300-800 кА/м и длительности импульса 0,5-1,5 с [1].
Существует способ обработки инструмента, включающий воздействие импульсным магнитным полем напряженностью от 800 до 2000 кА/м и частотой 700-800 Гц (соответствует длительности импульса 0,0013-0,0014 с) в течение 3/4-5/4 π периода частоты [2].
Известен способ повышения износостойкости режущих инструментов за счет формирования в режущей части магнитострикционных напряжений сжатия с помощью магнитного поля, отличающийся тем, что величину напряженности магнитного поля устанавливают выше состояния магнитного насыщения инструментального материала, вектор магнитострикционных напряжений сжатия ориентируют нормально плоскости распространения трещин, соответствующих виду деформации режущей части инструмента, а воздействие магнитного поля проводят непрерывно, при этом величину напряженности магнитного поля при упрочнении инструмента из углеродистых сталей устанавливают в пределах 1100-1300 кА/м, из легированных - 1400-1600 кА/м, из быстрорежущих - 1700-1800 кА/м [3].
Основными недостатками вышеуказанных способов МИО являются: необходимость многократной обработки и длительное время прохождения импульса для достижения желаемого результата повышения износостойкости. Это в первую очередь связано с тем, что для эффективного воздействия импульсного магнитного поля необходим предварительный нагрев обрабатываемой поверхности. В вышеуказанных случаях нагрев изделия достигается многократным циклом обработки и значительным временем одного импульса, достигающим нескольких секунд.
Наиболее близким способом к заявляемому является способ повышения износостойкости металлорежущего инструмента из инструментальных сталей путем магнитно-импульсной обработки с предварительным нагревом, включающий предварительный нагрев инструмента токами высокой частоты от 400 до 500°С и воздействие на инструмент одним импульсом магнитного поля высокой напряженности [4 - прототип].
Недостатком прототипа является неопределенность характеристик магнитного импульса, что не позволяет гарантировать повышения срока службы изделий, увеличения производительности и снижения себестоимости обработки.
В заявляемом способе обработка ведется в области, близкой к области сильных магнитных полей [5], при этом используется интервал импульсных полей высокой напряженности от 1000 кА/м до 8000 кА/м при времени одного импульса в пределах от 10-3 до 10-6 с, что позволяет использовать генераторы импульсных токов малых энергий с запасаемой энергией до 10 кДж.
Процесс обработки поверхностей инструментов и деталей машин заключается в следующем: обрабатываемую поверхность предварительно нагревают до температуры, близкой точке Кюри, токами высокой частоты и затем воздействуют магнитно-импульсным полем высокой напряженности.
Известно, что ферромагнитные свойства металлов зависят от температуры и описываются законом Кюри. Выше, так называемой точки Кюри, магнитная восприимчивость резко уменьшается, и ферромагнетики становятся парамагнетиками. Поэтому магнитную обработку металлов необходимо вести при температурах близких, но не превышающих точки Кюри.
Применение импульсов напряженностью менее 1000 кА/м не рекомендуется из-за незначительного воздействия при одном импульсе на физические и механические свойства поверхности металла, в таких случаях для повышения эффекта часто требуется многократное воздействие МИО.
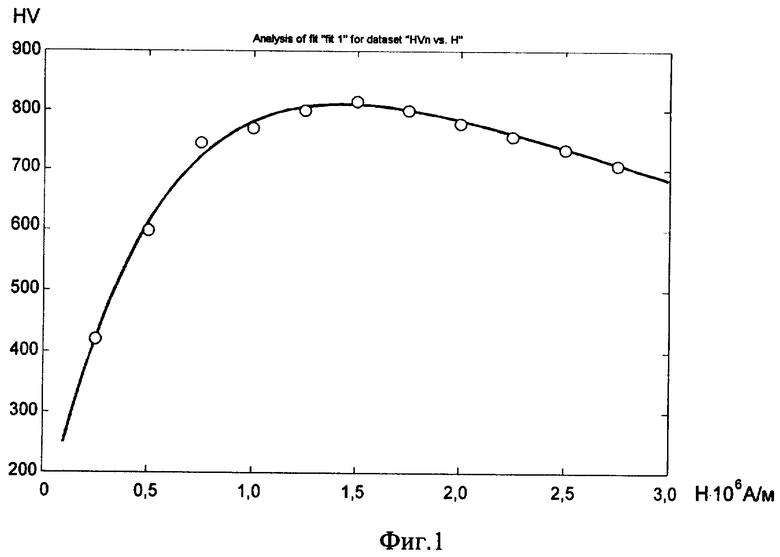
С увеличением напряженности магнитного поля время обработки можно уменьшить и повышается эффект уменьшения избыточной энергии материала, однако при увеличении напряженности магнитного поля наблюдается максимум твердости поверхности металла, а затем твердость немного снижается. Оптимальные значения напряженности находят экспериментально для каждого металла. Например, зависимость твердости стали 65Г по Виккерсу HV от напряженности магнитно-импульсного поля Н при длительности импульса 7·10-4 с и температуре нагрева 500°С приведена на фиг.1. Для стали 65Г, которая применяется для режущих инструментов, оптимальной напряженностью магнитного поля является 1430 кА/м.
Применение напряженностей магнитного поля более 8000 кА/м требует дорогостоящего оборудования, значительно усложняются условия эксплуатации и возрастают меры безопасности при эксплуатации таких установок.
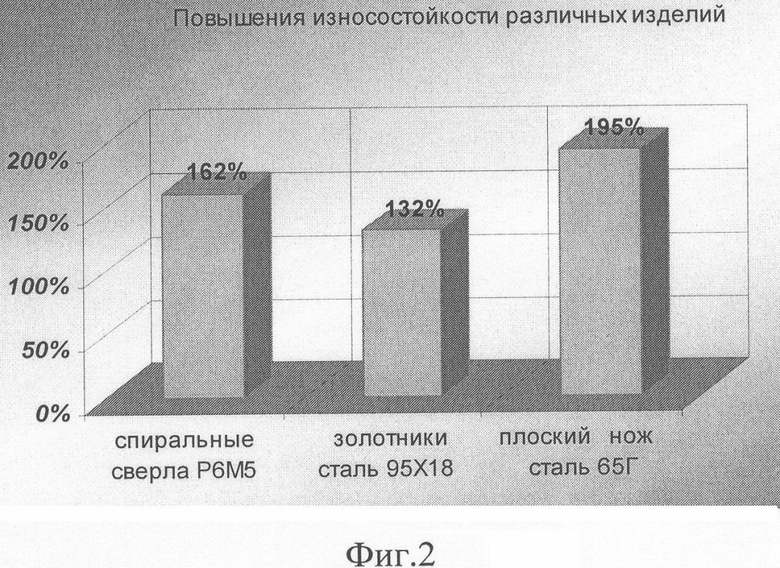
Обрабатывались спиральные сверла диаметром 4,4 мм из стали Р6М5 при температуре нагрева 500°С, напряженности магнитного поля 1200 кА/м и времени воздействия 7·10-4 с. При этом износостойкость составила 163% по сравнению с необработанными магнитным полем.
Обрабатывались золотники гидрозапорной аппаратуры шахтного оборудования из стали 95Х18 при температуре нагрева 500°С, напряженности магнитного поля 1400 кА/м и времени воздействия 7·10-4 с. При этом износостойкость составила 132% по сравнению с необработанными магнитным полем.
Обрабатывались плоские ножи для резки соломы, применяемые в зерноуборочных комбайнах, из стали 65Г при температуре нагрева 500°С, напряженности магнитного поля 1430 кА/м и времени воздействия 7·10-4 с. При этом износостойкость составила 195% по сравнению с необработанными магнитным полем.
Полученные технические результаты представлены на фиг.2.
Предложенные режимы обработки позволяют получать максимальный эффект повышения твердости и износостойкости при однократном воздействии МИО на компактном оборудовании, что приведет к повышению срока службы режущих инструментов и деталей машин в 1,5-2 раза, к значительному увеличению производительности и уменьшению себестоимости обработки.
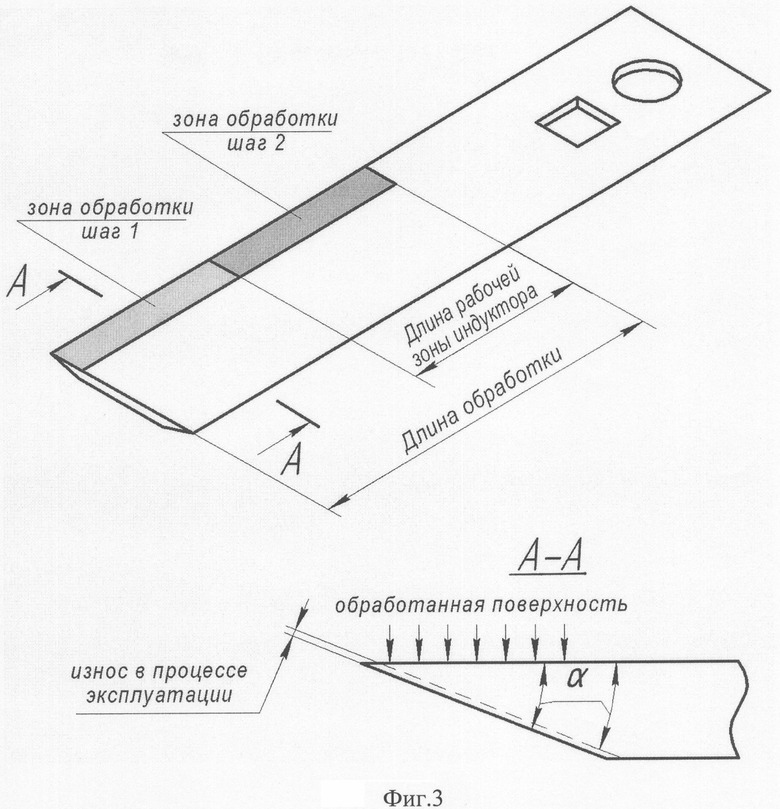
Для инструментов и деталей больших габаритов, значительной длины и сложной формы предлагаемый способ позволяет пошагово обрабатывать поверхности таких деталей с целью повышения твердости и износостойкости. Таким образом, можно обрабатывать изделия практически бесконечной длины (фиг.3).
Предлагаемый способ позволяет для режущих инструментов получать так называемый эффект «самозатачивания» при МИО одной из режущих поверхностей. После обработки сопрягаемые режущие поверхности имеют разную твердость, более значительный износ одной из поверхностей по сравнению с другой позволяет поддерживать угол заточки а постоянным в процессе эксплуатации (фиг.3).
Предлагаемый способ является более эффективным по сравнению с известными и обеспечивает значительное повышение срока службы деталей и инструмента. Способ апробирован для обработки режущего инструмента в ФГУП «Сибприбормаш» (г.Бийск) и ОАО «Алтайский научно-исследовательский институт технологии машиностроения» (г.Барнаул).
Источники информации
1. Малыгин Б.В. Магнитное упрочнение инструмента и деталей машин. - М.: Машиностроение, 1989. - 112 с.
2. Патент RU №2009210, C21D 1/04, 15.03.1994.
3. Патент RU №2000127973, C21D 9/22, 27.10.2002.
4. Патент RU №2244023, C21D 1/04, 9/22, 10.01.2005 - прототип.
5. Кномпфель Г. Сверхсильные импульсные магнитные поля. - М.: Мир, 1972. - 359 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПУТЕМ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244023C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2360011C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2587198C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| Способ обработки импульсным магнитным полем изделий, полученных аддитивной технологией | 2023 |
|
RU2822531C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСОВ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ | 2013 |
|
RU2532779C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
Изобретение относится к области машиностроения. Для повышения срока службы режущих инструментов и деталей машин в 1,5-2 раза при неизменной форме обрабатываемых поверхностей поверхность изделия нагревают токами высокой частоты до температуры, не превышающей точку Кюри, с последующим воздействием магнитно-импульсным полем высокой напряженности в пределах 1000-8000 кА/м и времени импульса в пределах 10-3-10-6 с. При этом за счет перераспределения магнитно-импульсного поля получают эффект «самозатачивания» рабочих элементов инструмента и пошаговую обработку больших поверхностей. 2 з.п. ф-лы, 3 ил.
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПУТЕМ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244023C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2000 |
|
RU2186670C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 2004 |
|
RU2273672C1 |
| Способ термической обработки длинномерного инструмента из быстрорежущих сталей | 1978 |
|
SU773103A1 |
| Гайковерт фрикционно-импульсного действия | 1983 |
|
SU1146186A1 |
| US 4234360 A, 18.11.1980. | |||

