Настоящее изобретение относится к способу последующей обработки коленчатого вала, в частности, в целях коррекции отклонений от концентричности и/или в целях коррекции отклонений его длины, согласно ограничительной части п. 1 формулы изобретения.
Изобретение также относится к устройству для осуществления способа последующей обработки коленчатого вала.
Изобретение также относится к коленчатому валу.
Вследствие непрерывного поступательного развития и повышения производительности двигателей внутреннего сгорания и предъявляемым к ним строгим требованиям по выбросам загрязняющих веществ современные двигатели постоянно подвергаются все большей и большей нагрузке. По этой причине моторостроительная промышленность предъявляет высокие требования к прочности, в том числе, коленчатого вала, который подвергается высокой нагрузке и который важен для функционирования двигателя внутреннего сгорания. При этом, с точки зрения конструкции, часто требуется, чтобы коленчатый вал мало весил и был небольшого размера для экономии места. Для конструкции коленчатого вала это означает, что увеличения допустимой нагрузки следует достигать не за счет увеличения поперечного сечения, т.е. посредством момента сопротивления поперечного сечения коленчатого вала, а, насколько это возможно, посредством состояний локального внутреннего напряжения сжатия. По этой причине современные коленчатые валы изготавливают с использованием самых разных способов машинной и термической обработки, чтобы коленчатые валы могли подвергаться воздействию все более высоких уровней мощности двигателя.
Примерами таких способов являются термические обработки, такие как способы упрочнения поверхности посредством индукционной закалки и цементирования, лазерного упрочнения или азотирования, и способы деформационного упрочнения, такие как упрочняющее накатывание, дробеструйная нагартовка или ударное упрочнение. Это широко распространенные и по большей части вполне отлаженные способы, которые пригодны для самых разных целей.
Что касается примеров таких способов, см. следующие документы: ЕР 1479480 А1, ЕР 0788419 В1, ЕР 1612290 A1, DE 102007028888 А1 и ЕР 1034314 В1.
Ударное упрочнение, в частности, является эффективным способом повышения усталостной прочности, в частности, усталостной прочности при изгибе и усталостной прочности при кручении, коленчатых валов. При этом повышения усталостной прочности достигают за счет ударных сил, вводимых в коленчатый вал путем холодной обработки, предпочтительно проковки с помощью специальных ударных инструментов, в нагруженных областях при переходах в поперечном сечении и изменениях в поперечном сечении. Что касается примеров такого процесса, см. DE 3438742 С2 и ЕР 1716260 В1.
С учетом повышающихся требований к двигателям внутреннего сгорания возрастают и требования к размерным и позиционным допускам коленчатого вала. Особое внимание в этом отношении должно быть уделено техническим требованиям к концентричности и длине коленчатого вала или частей коленчатого вала. Практическое обеспечение точного соответствия строгим техническим требованиям оказалось трудной задачей, в частности, потому, что концентричность может также изменяться в ходе процессов нагрева с последующим охлаждением и/или упрочнения, а процессы поверхностной обработки в некоторых случаях тоже могут привести к изменению длины коленчатого вала или частей коленчатого вала. По этой причине может появиться практика выполнения заключительной чистовой машинной обработки или регулировки коленчатого вала с точки зрения его размерных и позиционных допусков после процесса механической нагартовки. Для этой цели размеры длины и концентричность должны находиться в требуемых узких пределах.
В число известных и традиционных способов достижения этой цели входят, например, горячее прессование заготовок коленчатого вала и/или растяжение частей коленчатого вала, например, так, чтобы растянуть коленчатый вал между двумя щеками кривошипа. При использовании известных способов для последующей обработки коленчатого вала невозможно каждый раз гарантировать оптимальную концентричность и соответствие размерным допускам без повреждения коленчатого вала.
Целью настоящего изобретения, соответственно, является создание способа последующей обработки коленчатого вала, который обеспечивает коррекцию отклонения от концентричности и/или коррекцию длины с минимально возможными финансовыми и техническими затратами, и который не вызывает нежелательного повреждения компонентов.
Эта цель достигается для способа посредством признаков, указанных в п. 1 формулы изобретения, а для устройства посредством устройства, осуществляющего данный способ, посредством признаков, указанных в п. 13 формулы изобретения.
Наконец, целью изобретения также является создание коленчатого вала, усовершенствованного, в частности, с точки зрения его усталостной прочности и технических требований к его размерам и положению.
Что касается коленчатого вала, то цель достигается посредством признаков, указанных в п. 14 формулы изобретения.
Зависимые пункты формулы изобретения и признаки, описанные ниже, относятся к предпочтительным вариантам осуществления и реализациям настоящего изобретения.
В соответствии с настоящим изобретением предложен способ последующей обработки коленчатого вала для коррекции отклонений от концентричности и/или коррекции длины.
Кроме того, настоящее изобретение может быть по существу использовано для коррекции любых размерных и/или позиционных допусков коленчатого вала, например, в целях обеспечения концентричности, длин, параллельности и/или перпендикулярности или углов в общем случае.
Использование настоящего изобретения в особенности предпочтительно подходит для повышения усталостной прочности, например, коленчатых валов длиной от 0,2 до 8 м или более и/или шатунных шеек диаметром от 30 до 500 мм или более. Однако настоящее изобретение весьма предпочтительно подходит для крупных коленчатых валов длиной от 1,5 до 8 м или более и/или шатунных шеек диаметром от 100 до 500 мм или более.
В соответствии с настоящим изобретением определяют секторы коленчатого вала, которые вызывают и/или характеризуют отклонения от концентричности и/или определяют по меньшей мере для одной части коленчатого вала отклонение по длине от заданной длины, после чего для коррекции отклонений от концентричности и/или отклонения по длине вводят ударную силу в по меньшей мере один определенный переходной радиус между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа коленчатого вала посредством по меньшей мере одного ударного инструмента.
Далее в настоящем документе шатунные шейки и коренные шейки в некоторых случаях для простоты будут упоминаться просто как «шейки». При этом выражение «шейки» может относиться как к шатунным шейкам, так и к коренным шейкам, а также только к шатунным шейкам или только к коренным шейкам. Если не указано иное, то выражением «шейки» охватываются все три варианта.
Переходные радиусы коленчатого вала могут быть разных типов, например, галтели, например в форме коробовой арки, или также поднутренные радиусы и радиусы с переходами. Переходные радиусы могут, например, переходить по касательной в точки шейки или опорные поверхности коренных или шатунных шеек.
Это также касается переходов в фланцы, шейки и других геометрических изменений в поперечном сечении, как для тангенциальных радиусов, так и для поднутренных радиусов.
Коленчатый вал обычно имеет переходные радиусы при всех переходах или изменениях в поперечном сечении. Это касается, в частности, изменений в поперечном сечении между шейками и щеками кривошипа. Настоящее изобретение особенно подходит для введения ударных сил для последующей обработки в переходные радиусы между шейками и щеками кривошипа. Однако ударные силы для последующей обработки могут быть также введены в любые другие переходные радиусы и/или в любые другие изменения в поперечном сечении, в частности, возле поперечного сечения на концевых секциях коленчатого вала, в частности, при переходе в фланец, диск, вал и т.д. Таким образом, переходной радиус, в который посредством по меньшей мере одного ударного инструмента вводят ударную силу для коррекции отклонений от концентричности и/или отклонения по длине, необязательно должен находиться между шатунной шейкой и щекой кривошипа или между коренной шейкой и щекой кривошипа, а может быть расположен в любом месте коленчатого вала. Выражения «шатунная шейка», «коренная шейка», «фланец», «шейка» и/или «щека кривошипа» могут быть истолкованы специалистом в данной области техники со своей точки зрения соответствующим образом.
Настоящее изобретение будет описано далее по существу через введение ударных сил в переходные радиусы между шатунными шейками и щеками кривошипа и/или коренными шейками и щеками кривошипа. Однако это не должно пониматься как ограничение и предназначено только для улучшения понимания или улучшения читаемости. При упоминании в контексте настоящего изобретения переходного радиуса это может быть по существу любой переходной радиус в любом месте коленчатого вала.
Под введением ударной силы можно понимать удар ударной головкой ударного инструмента, или так называемым «подвижным штампом» ударного инструмента, в область коленчатого вала, подлежащую упрочнению, в данном случае по переходному радиусу. При этом удар выполняют целенаправленно в требуемой позиции удара или позициях удара вдоль переходного радиуса, кольцеобразно охватывающего шейку.
Выражение «секторы коленчатого вала, которые характеризуют отклонения от концентричности » нужно понимать как означающее секторы коленчатого вала, которые характерны для определения соответствующего отклонения от концентричности.
Секторы вдоль основной оси вращения коленчатого вала, имеющие биения, могут быть, например, распределены по оси. В случае отклонения от концентричности основная ось вращения коленчатого вала обычно имеет изогнутый профиль, т.е. не проходит прямо или прямолинейно между двумя концами коленчатого вала. Секторы, которые характеризуют отклонения от концентричности, могут быть секторами, определяющими кривую, в соответствии с которой проходит основная ось вращения коленчатого вала, в частности, начало кривой и/или конец кривой (или концевые области коленчатого вала), экстремумы или максимумы и/или минимумы кривой и/или точки перегиба кривой.
Выражение «секторы коленчатого вала, которые характеризуют отклонения от концентричности» нужно понимать как означающее секторы коленчатого вала, которые вызывают отклонения от концентричности, и/или в которых отклонения от концентричности особенно заметны. При этом вполне возможно, что отклонение от концентричности, которое особенно заметно в одном секторе, было вызвана или инициирована отклонением от концентричности, присутствующем в другом секторе.
Секторы коленчатого вала, которые вызывают отклонения от концентричности, и секторы коленчатого вала, которые характеризуют отклонения от концентричности, могут также соответствовать.
Секторы коленчатого вала, которые определяют для коррекции (коррекций), могут отличаться от секторов коленчатого вала, которые характеризуют и/или вызывают отклонения от концентричности, и/или которые имеют отклонение (отклонения) по длине. Однако эти секторы могут тоже соответствовать или по меньшей мере частично соответствовать.
Секторы, которые вызывают и/или характеризуют отклонения от концентричности, могут, как правило, составлять часть коленчатого вала, например, область между двумя щеками кривошипа либо более длинную или более короткую часть, а, возможно, и весь коленчатый вал. Секторы могут также быть просто точечным либо кольцеобразными или частично кольцеобразными (охватывающими кольцом коленчатый вал).
Определение секторов коленчатого вала, которые вызывают и/или характеризуют отклонения от концентричности, может быть выполнено в автоматическом или ручном режиме.
Аналогичным образом, определение по меньшей мере одной части коленчатого вала, которая имеет отклонение по длине от заданной длины, тоже может быть выполнено в автоматическом или ручном режиме.
Коррекция отклонений от концентричности и/или отклонения по длине означает меру по улучшению, которая может привести к уменьшению отклонений от концентричности и/или отклонения по длине вплоть до полного устранения или предотвращения отклонений от концентричности и/или отклонения по длине. Под коррекцией отклонений от концентричности можно также понимать установку концентричности, например, если нужно целенаправленно определить предварительно заданную концентричность для коленчатого вала.
В случае коррекции отклонений по длине по меньшей мере одна часть коленчатого вала может быть удлинена или укорочена. Может быть предусмотрено удлинение по меньшей мере одной части коленчатого вала и укорочение по меньшей мере одной другой части коленчатого вала.
Преимущество способа в соответствии с настоящим изобретением для последующей обработки по сравнению с известным уровнем техники состоит, в частности, в возможности дополнительного повышения усталостной прочности коленчатого вала одновременно с коррекцией отклонений от концентричности и/или отклонения по длине. Действительно, последующая обработка или коррекция отклонений от концентричности и/или отклонения по длине в соответствии с настоящим изобретением приводит к дальнейшему улучшению прочности и/или выносливости коленчатого вала благодаря использованию в этих целях способа ударного упрочнения.
Если коленчатый вал, например, вследствие проковки, тепловой обработки, упрочнения поверхности или иных причин, не достигает установленной длины в целом или в одной части, коленчатый вал может быть «удлинен» посредством способа в соответствии с настоящим изобретением для последующей обработки путем введения ударных сил.
За счет последующей обработки коленчатого вала в соответствии с настоящим изобретением после изготовления этого коленчатого вала, в частности, после механической нагартовки коленчатого вала, можно достичь особо высокой точности размеров.
В одном усовершенствованном варианте настоящего изобретения перед определением отклонений от концентричности и/или отклонения по длине может быть предусмотрено упрочнение, предпочтительно ударное упрочнение, переходных радиусов коленчатого вала.
Коррекция отклонений от концентричности и/или отклонения по длине может быть по существу, в случае соответствующего определения ударной силы, выполнена одновременно со способом ударного упрочнения для введения внутренних сжимающих напряжений в коленчатый вал. Поэтому может быть предусмотрено, например, в процессе ударного упрочнения непрерывное определение секторов коленчатого вала, вызывающих и/или характеризующих отклонения от концентричности и/или отклонение по длине, причем ударные силы непрерывно адаптируют для выполнения коррекции отклонений от концентричности и/или отклонения по длине одновременно с ударным упрочнением. Это может быть полезно, в частности, для коррекции отклонения по длине, так как если коленчатый вал уже был ударно упрочнен, «эффект удлинения» задним числом будет меньше, чем в случае коленчатого вала, еще не подвергшегося ударному упрочнению.
Однако особенно предпочтительно сначала подвергнуть коленчатый вал ударному упрочнению, чтобы требуемые или желаемые внутренние напряжения были уже введены в коленчатый вал перед тем, как определять отклонения от концентричности и/или отклонение по длине. Это, в частности, дает то преимущество, что процесс ударного упрочнения для введения внутренних сжимающих напряжений в коленчатый вал может влиять на концентричность и/или отклонение по длине, что предпочтительно будет учтено при последующей обработке в соответствии с настоящим изобретением.
В одном усовершенствованном варианте настоящего изобретения, в частности, может быть предусмотрено, что часть коленчатого вала, в которой определяют отклонение по длине от заданной длины, соответствует промежутку между двумя щеками кривошипа, в частности, так называемому колену коленчатого вала, частичной длине коленчатого вала или всей длине коленчатого вала.
Коррекция отклонения по длине может быть эффективной в различных точках коленчатого вала. Например, посредством введения ударных сил в два переходных радиуса коренной шейки можно увеличить расстояние между щеками кривошипа, которые примыкают к коренной шейке.
С помощью способа в соответствии с настоящим изобретением для последующей обработки можно обеспечивать изменения длины, в частности, в случае больших коленчатых валов, до 50 мм и/или улучшения концентричности до 90 мм посредством ударного упрочнения. Также могут быть обеспечены еще большие изменения длины и/или улучшения концентричности.
Коррекция длины и/или улучшение концентричности могут быть по существу обеспечены, уже начиная с отклонений от концентричности или отклонений по длине всего на несколько десятых миллиметра.
Может быть обеспечено изменение длины от 0,1 мм до 100 мм, предпочтительно от 0,5 мм до 50 мм, например, от 1 мм до 25 мм, от 2 мм до 15 мм и/или от 5 мм до 10 мм.
Может быть обеспечено улучшение концентричности от 0,1 мм до 150 мм, предпочтительно от 0,5 мм до 90 мм, например, от 1 мм до 45 мм, от 2 мм до 20 мм и/или от 5 мм до 10 мм.
В одном усовершенствованном варианте настоящего изобретения также может быть предусмотрено введение по меньшей мере одним ударным инструментом ударной силы для коррекции отклонений от концентричности и/или отклонения по длине в сильно нагружаемые области определенных переходных радиусов.
Авторы изобретения обнаружили, что сильно нагружаемые области коленчатого вала часто представляют собой наиболее эффективные области для введения ударных сил так, чтобы можно было скорректировать отклонения от концентричности и/или отклонения по длине. Соответственно, ударные силы предпочтительно вводят в сильно нагружаемые области определенных переходных радиусов.
В данном случае под сильно нагружаемой областью понимается область соответствующего переходного радиуса коленчатого вала, которая подвергается особо сильным нагрузкам, в частности, во время эксплуатации двигателя, например, растягивающим нагрузками и т.д. С точки зрения допустимой нагрузки коленчатого вала учет сильно нагружаемых областей переходных радиусов имеет первостепенное значение. Самые высокие внутренние сжимающие напряжения следует предпочтительно вводить в эти области. По этой причине также введение ударных сил в целях коррекции может быть особенно эффективным в эти области коленчатого вала, так как при этом может быть еще более улучшена выносливость коленчатого вала в сильно нагружаемых областях.
Переходные радиусы, кольцеобразно охватывающие коленчатый вал или шатунную шейку и/или коренную шейку, обычно имеют несколько областей, подвергающихся нагрузке разной интенсивности.
Например, область вокруг так называемой нижней мертвой точки шатунной шейки может быть сильно нагружаемой областью в смысле настоящего изобретения. Нижняя мертвая точка представляет собой область, которая во время работы двигателя может быть названа стороной растяжения шатунной шейки или стороной, противоположной стороне нагнетания.
В одном улучшенном варианте настоящего изобретения может быть предусмотрен выбор в качестве определенных переходных радиусов только переходных радиусов, находящихся в секторах, которые вызывают отклонения от концентричности, и/или находятся в по меньшей мере одной части, которая имеет отклонение по длине.
Секторы, в которых отклонения от концентричности особенно заметны, необязательно должны совпадать с секторами, которые вызывают отклонения от концентричности. Вполне возможно, что причина отклонений от концентричности лежит в одном секторе, но это отклонение от концентричности проявляется в другом секторе. При этом может быть предусмотрен выбор переходных радиусов в секторе, в котором проявляется отклонение от концентричности, и/или переходных радиусов в секторе, который вызывает это отклонение от концентричности. Однако, как правило, считают, что эти секторы соответствуют.
Было установлено, что для коррекции отклонений от концентричности вводить ударные силы эффективно в переходные радиусы, которые находятся в секторе, вызывающем отклонения от концентричности. Как упоминалось, эти секторы могут также соответствовать секторам, которые характерны для отклонений от концентричности.
Аналогичным образом то же самое справедливо в отношении устранения отклонений по длине. Для этой цели также эффективно вводить ударные силы в переходные радиусы, которые находятся в частях, где было выявлено отклонение по длине. Если отклонение по длине присутствует между двумя щеками кривошипа, например, одного колена кривошипа, предпочтительно предусмотрено введение ударных сил в переходные радиусы между шейкой и двумя щеками кривошипа так, чтобы ударная сила отталкивала друг от друга эти две щеки кривошипа, тем самым удлиняя коленчатый вал или колено коленчатого вала.
В одном усовершенствованном варианте для коррекции отклонений по длине может быть предусмотрено введение ударной силы во все переходные радиусы коленчатого вала посредством по меньшей мере одного ударного инструмента.
Эта мера эффективна, в частности, если вся длина коленчатого вала отклоняется от заданной длины. В силу того, что отклонение по длине может быть компенсировано посредством предпочтительно равномерного «удлинения» или «укорочения» с распределением по всему коленчатому валу, общая длина может быть, как правило, скорректирована без допусков в частях коленчатого вала, например, без выхода за пределы промежутков между двумя коленчатыми валами.
Для коррекции длины при этом могут быть выбраны секторы в опорной поверхности шатуна или шатунной шейки и/или секторы в опорной поверхности коренного подшипника или коренной шейки, которые подходят для требуемого удлинения или укорочения.
В одном усовершенствованном варианте настоящего изобретения также может быть предусмотрено определение характера отклонений от концентричности, в частности, присутствует ли дугообразное биение, зигзагообразное биение или отклонение от концентричности в концевых секциях коленчатого вала, причем определенные переходные радиусы выбирают на основе характера отклонений от концентричности.
Характер отклонения от концентричности может быть определен, в частности, путем выявления секторов коленчатого вала, которые характеризуют отклонения от концентричности. Например, дугообразное биение характеризуется равномерно дугообразным профилем основной оси вращения коленчатого вала между концевыми секциями коленчатого вала. Поэтому профиль кривой основной оси вращения имеет максимум в центре коленчатого вала. Таким образом (осевая) позиция максимума и концевые секции коленчатого вала могут быть секторами коленчатого вала, которые характерны для отклонений от концентричности в виде дугообразного биения, и посредством которых можно определять характер отклонения от концентричности. В случае зигзагообразного биения профиль кривой основной оси вращения коленчатого вала, как правило, имеет дополнительные экстремумы. В случае отклонений от концентричности в концевых секциях профиль кривой основной оси вращения коленчатого вала может быть прямолинейным или проходить требуемым образом между концевыми секциями, тогда как профиль основной оси вращения в концевых секциях искривлен.
В одном усовершенствованном варианте определение определенных переходных радиусов может быть предусмотрено, в частности, на основе моделирований, расчетов, и/или серии испытаний коленчатого вала соответствующего типа.
В зависимости от соответствующего типа коленчатого вала наиболее подходящими для введения ударной силы с целью коррекции отклонений от концентричности и/или для коррекции отклонения по длине могут быть конкретные секторы, или части, или переходные радиусы. Соответственно, может быть эффективным заранее определять такие секторы, или части, или переходные радиусы.
Как уже обсуждалось, изобретение дополнительно подходит также для коррекции любых размерных или позиционных технических характеристик. В одном усовершенствованном варианте настоящего изобретения также может быть предусмотрено определение отклонения от номинального размера для по меньшей мере одной дополнительной технической характеристике формы и/или положения с последующим введением ударной силы для коррекции по меньшей мере одного дополнительного отклонения в по меньшей мере один определенный переходной радиус между одной из шатунных шеек и одной из щек кривошипа и/или между одной из коренных шеек и одной из щек кривошипа коленчатого вала посредством по меньшей мере одного ударного инструмента.
В частности, для последующей обработки и коррекции в соответствии с настоящим изобретением могут быть предусмотрены форма, ориентация, профиль или положения областей коленчатого вала.
В одном усовершенствованном варианте настоящего изобретения в качестве определенных переходных радиусов может быть предусмотрен выбор только переходных радиусов либо между шатунными шейками и щеками кривошипа, либо между коренными шейками и щеками кривошипа.
Ориентация способа в соответствии с настоящим изобретением только на переходные радиусы одного типа может обеспечивать преимущество, так как в таком случае не нужно изменять конфигурацию соответствующего ударного инструмента во время процесса, и тем самым можно повысить скорость обработки.
Особенно предпочтителен выбор в качестве определенных переходных радиусов только переходных радиусов между коренными шейками и щеками кривошипа.
Несмотря на то, что отклонение от концентричности обычно имеет место только вдоль коренных шеек коленчатого вала, коррекция путем введения ударной силы в переходные радиусы между шатунными шейками и щеками кривошипа тоже может быть эффективной для компенсации отклонений от концентричности. Однако в основном предпочтительна коррекция отклонений от концентричности посредством введения ударных сил в переходные радиусы между коренными шейками и щеками кривошипа коленчатого вала.
В альтернативном усовершенствованном варианте может быть предусмотрено использование по меньшей мере двух ударных инструментов и выбор в качестве определенных переходных радиусов по меньшей мере одного переходного радиуса между одной из шатунных шеек и одной из примыкающих щек кривошипа и по меньшей мере одного переходного радиуса между одной из коренных шеек и одной из примыкающих щек кривошипа.
В зависимости от типа коленчатого вала и/или использования коленчатого вала может быть эффективен соответствующий выбор определенных переходных радиусов.
В одном конкретном варианте настоящего изобретения для введения ударной силы для коррекции отклонений от концентричности и/или отклонения по длине в по меньшей мере один из переходных радиусов вдоль соответствующих переходных радиусов, кольцеобразно охватывающих коленчатый вал, может быть предусмотрено определение сильно нагружаемой области, слабо нагружаемой области и находящихся между ними промежуточных областей с последующим выполнением ударного упрочнения таким образом, чтобы ударная сила, вводимая в промежуточные области, возрастала в направлении сильно нагружаемой области.
В способах и устройствах в соответствии с известным уровнем техники во время ударного упрочнения переходного радиуса предусмотрено введение постоянной ударной силы вдоль соответствующего переходного радиуса, кольцеобразно охватывающего шатунную шейку и/или коренную шейку. При этом ударную силу выбирают так, чтобы обеспечивать введение достаточных внутренних сжимающих напряжений в сильно нагружаемые области коленчатого вала.
Однако для выносливости коленчатого вала и для коррекции отклонений от концентричности и/или отклонения по длине в соответствии с настоящим изобретением совершенно необязательно, чтобы ударные силы, вводимые в сильно нагружаемые области, также вводились в промежуточные области и/или в слабо нагружаемые области. Таким образом, издержки реализации способа в соответствии с настоящим изобретением могут быть уменьшены или оптимизированы.
Соответственно, эффективным может быть введение ударных сил или мощных ударных сил только в одну или более сильно нагружаемых областей.
На основе моделирований и серии испытаний авторы изобретения установили, что выносливость или усталостная прочность коленчатого вала может быть эффективно реализована с сохранением или улучшением качества, даже если максимальная ударная сила, которую вводят в конкретный переходной радиус, вводится только в сильно нагружаемую область, и если ударная сила возрастает при продвижении из промежуточных областей в направлении сильно нагружаемой области.
Таким образом, предотвращается резкое или внезапное изменение ударной силы от одного удара к другому.
В силу того, что переходные радиусы больше не упрочняют с полным кольцеобразным охватом (с одной и той же ударной силой), скорость обработки может быть максимально увеличена, а также могут быть предотвращены или исключены повреждения шатунной шейки в верхней мертвой точке.
Сосредоточение на сильно нагружаемых областях переходных радиусов может даже привести к дальнейшему улучшению выносливости.
По существу способ в соответствии с настоящим изобретением и устройство в соответствии с настоящим изобретением могут быть также применены или использованы в случае коленчатых валов, которые уже предварительно подвергнуты машинной обработке с использованием других способов для повышения их характеристик усталостной прочности. Например, коленчатый вал, который был упрочнен посредством индукционного упрочнения, может быть задним числом улучшен с точки зрения его усталостной прочности при изгибе и кручении путем введения внутренних сжимающих напряжений с одновременной или последующей коррекцией размерных и позиционных допусков, в частности, концентричности и длины.
В одном варианте настоящего изобретения может быть предусмотрено введение в промежуточные области ударной силы, монотонно увеличивающейся в направлении сильно нагружаемой области.
В частности, может быть предусмотрена сильно нагружаемая область, которая с обеих сторон окружена промежуточными областями, и тем самым сильно нагружаемая область отделена от слабо нагружаемой области.
Может быть предусмотрено, чтобы ударная сила в пределах промежуточных областей и/или сильно нагружаемой области соответствовала любому требуемому профилю, при этом, тем не менее, предпочтительно избегать резких изменений ударной силы, а ударная сила предпочтительно должна быть наибольшей (в частности, максимальной, с точки зрения среднего значения и/или суммы отдельных ударных сил переходного радиуса) в сильно нагружаемой области переходного радиуса.
Ударная сила, вводимая в промежуточные области, предпочтительно монотонно возрастает, весьма предпочтительно строго монотонно, в направлении сильно нагружаемой области.
Может быть предусмотрено равномерное и/или линейное возрастание вводимой ударной силы в направлении сильно нагружаемой области.
Ударная сила, вводимая в промежуточные области, может возрастать в направлении сильно нагружаемой области в соответствии с любой требуемой математической функцией.
Может быт предусмотрено, чтобы в слабо нагружаемую область не вводили ударную силу или вводили только ударную силу, которая меньше или равна наименьшей ударной силе, вводимой в промежуточные области.
Может быть предусмотрено, чтобы в слабо нагружаемую область переходного радиуса не вводили ударную силу.
И, наконец, в одном варианте настоящего изобретения может быть также предусмотрено введение в слабо нагружаемую область ударной силы, которая больше или равна наибольшей ударной силе, вводимой в промежуточные области переходного радиуса.
Предпочтительно вводить в каждую область только ударную силу, необходимую для достижения требуемой усталостной прочности и/или последующей обработки, и чтобы ударная сила увеличивалась или уменьшалась предпочтительно равномерно в направлении областей, для которых эффективна другая ударная сила.
В одном варианте настоящего изобретения может быть предусмотрено, в частности, определение ударной силы, вводимой в сильно нагружаемую область, на основе требуемой усталостной прочности коленчатого вала, требуемой усталостной прочности частей коленчатого вала и/или требуемой коррекции отклонений от концентричности и/или отклонения по длине.
Для достижения требуемой усталостной прочности коленчатого вала, и/или требуемой усталостной прочности частей коленчатого вала, и/или требуемой коррекции отклонений от концентричности и/или коррекции длины может оказаться достаточно введения ударных сил только в сильно нагружаемые области.
В одном варианте настоящего изобретения также может быть предусмотрено введение в сильно нагружаемую область ударной силы, которая постоянна или поддерживается постоянной на всей сильно нагружаемой области.
В результате моделирований и испытаний было установлено, что высокой усталостной прочности и/или выносливости коленчатого вала можно достичь, в частности, путем введения в сильно нагружаемую область (большой) ударной силы с постоянной интенсивностью. Это справедливо, в частности (но не исключительно), если при переходе из сильно нагружаемой области в промежуточные области каждый раз вводят ударные силы снижающейся интенсивности, в частности, ударные силы, которые уменьшаются линейно от удара к удару, причем в слабо нагружаемой области ударные силы могут быть снижены до нуля.
В одном варианте настоящего изобретения может быть предусмотрено, что вдоль переходного радиуса, кольцеобразно охватывающего шатунную шейку, сильно нагружаемая область составляет по меньшей мере ±20°, предпочтительно ±30°, более предпочтительно по меньшей мере ±40°, особенно предпочтительно по меньшей мере ±50°, весьма предпочтительно по меньшей мере ±60°, например, по меньшей мере ±70°, по меньшей мере ±80° или по меньшей мере ±90°, если исходить из наиболее сильно нагружаемой точки шатунной шейки.
Также может быть определен верхний предел протяженности сильно нагружаемой области вдоль переходного радиуса, кольцеобразно охватывающего шатунную шейку, согласно которому сильно нагружаемая область составляет максимум ±90°, предпочтительно максимум ±80°, более предпочтительно максимум ±70°, весьма предпочтительно максимум ±60°, например, максимум ±50°, максимум ±40°, максимум ±30° или максимум ±20°, если исходить из наиболее сильно нагружаемой точки шатунной шейки.
Наиболее нагружаемой точкой шатунной шейки является, в частности, нижняя мертвая точка шатунной шейки.
Поэтому может быть предусмотрено, в частности, определение сильно нагружаемой области вдоль окружности шейки, начиная с наиболее сильно нагружаемой точки шейки.
В одном варианте настоящего изобретения также может быть предусмотрено, что вдоль переходного радиуса, кольцеобразно охватывающего коренную шейку, сильно нагружаемая область составляет по меньшей мере ±20°, предпочтительно ±30°, более предпочтительно по меньшей мере ±40°, особенно предпочтительно по меньшей мере ±50°, весьма предпочтительно по меньшей мере ±60°, например, по меньшей мере ±70°, по меньшей мере ±80° или по меньшей мере ±90°, если исходить из наиболее сильно нагружаемой точки коренной шейки.
Также может быть определен верхний предел протяженности сильно нагружаемой области вдоль переходного радиуса, кольцеобразно охватывающего коренную шейку, согласно которому сильно нагружаемая область составляет максимум ±90°, предпочтительно максимум ±80°, более предпочтительно максимум ±70°, весьма предпочтительно максимум ±60°, например, максимум ±50°, максимум ±40°, максимум ±30° или максимум ±20°, если исходить из наиболее сильно нагружаемой точки коренной шейки.
Это также касается аналогичным образом переходов в фланцы, шейки и других геометрических изменений в поперечном сечении, как для тангенциальных радиусов, так и для поднутренных радиусов.
При определении сильно нагружаемой области или наиболее сильно нагружаемой точки можно учитывать моделирования, и/или расчеты, и/или серии испытаний коленчатого вала соответствующего типа.
Соответствующие сильно нагружаемые области или соответствующие наиболее сильно нагружаемые точки переходных радиусов могут отличаться в отдельных переходных радиусах коленчатого вала. Однако сильно нагружаемая область или наиболее сильно нагружаемая точка могут также соответствовать во всех переходных радиусах, в частности, в переходных радиусах одного типа. Сильно нагружаемая область или наиболее сильно нагружаемая точка могут соответствовать во всех переходных радиусах, во-первых, между шатунными шейками и щеками кривошипа, и, во-вторых, между коренными шейками и щеками кривошипа.
То же самое справедливо в отношении одной или более промежуточных областей и слабо нагружаемой области.
Сильно нагружаемая область может по существу иметь любой требуемый размер, например, может быть также меньше, чем ±20°, или больше, чем ±90°, если считать от нижней мертвой точки шатунной шейки или наиболее сильно нагружаемой точки коренной шейки.
В одном варианте настоящего изобретения может быть, в частности, определено, что наиболее сильно нагружаемая точка (в частности, с точки зрения кручения) переходного радиуса коренной шейки лежит в поперечном сечении коленчатого вала в точке пересечения переходного радиуса коренной шейки с линией, соединяющей центральные точки коренной шейки и шатунной шейки, примыкающей к переходному радиусу коренной шейки.
Наиболее сильно нагружаемая точка переходного радиуса коренной шейки может быть расположена на стороне коленчатого вала, обращенной в противоположную сторону от нижней мертвой точки примыкающей шатунной шейки.
В одном варианте настоящего изобретения может быть предусмотрено выполнение введения ударных сил таким образом, чтобы отпечатки ударной головки по меньшей мере одного ударного инструмента перекрывались определенным образом вдоль соответствующего переходного радиуса, кольцеобразно охватывающего коленчатый вал (в частности, шатунную шейк и/или коренную шейку).
За счет перекрывающихся отпечатков от удара и/или тесно расположенных и точно определенных позиций удара можно достичь особенно эффективного повышения усталостной прочности или усталостной прочности при изгибе и усталостной прочности при кручении при одновременной коррекции отклонений от концентричности и отклонений по длине.
В одном варианте настоящего изобретения также может быть предусмотрено введение ударной головкой по меньшей мере одного ударного инструмента ударной силы в переходной радиус под углом удара, который можно регулировать.
Поэтому ударная сила может быть введена в переходной радиус под углом, которой точно приспособлен к наиболее сильно нагружаемой точке во время работы коленчатого вала или максимальной нагрузке и степени ее распространения в коленчатый вал с учетом нагрузки при изгибе и нагрузки при кручении.
Может быть предусмотрено использование ударного устройства, которое имеет ударный поршень, отклоняющий узел и по меньшей мере один ударный инструмент, причем по меньшей мере один ударный инструмент прикреплен к отклоняющему узлу, а ударный поршень передает импульс посредством отклоняющего узла по меньшей мере одному ударному инструменту, после чего ударная головка по меньшей мере одного ударного инструмента вводит ударную силу в переходной радиус под углом удара.
Для этой цели может быть использован ударный поршень, который передает мощный импульс или силу удара (создаваемую, например, пневматическим гидравлическим и/или электрическим способом) в ударную головку.
В зависимости от ударной силы в соответствующих позициях удара образуются видимые ударные отпечатки ударной головки. Глубина отпечатков от ударов и качество или глубина воздействия вводимых внутренних сжимающих напряжений в этом случае зависят от выбранной ударной силы. Инструмент и параметры процесса предпочтительно точно согласовывают с соответствующим коленчатым валом и также, при необходимости, с частичными геометрическими изменениями (изменениями в поперечном сечении).
В свою очередь, за счет изменения угла удара ударная сила может быть установлена индивидуально или выравнена даже более точно для или с учетом максимума нагрузки.
Может быть предусмотрен предварительный поворот коленчатого вала в позицию удара вдоль направления вращения посредством приводного устройства. Этого можно добиться с помощью контроллера с обратной связью (поточечного движения) коленчатого вала.
Например, позиционный контроллер с обратной связью может быть использован для поворота коленчатого вала пошагово или с точным расчетом по времени из одной позиции удара в следующую позицию удара. В самом простом случае для этой цели может быть предусмотрен поточечный контроллер с обратной связью или позиционный контроллер.
Приводное устройство может содержать двигатель, в частности электродвигатель. Электродвигатель может быть по существу любым электродвигателем, например, трехфазным двигателем (в частности, трехфазной асинхронной машиной), двигателем переменного тока, двигателем постоянного тока или универсальным двигателем.
Предпочтительно может быть использован шаговый двигатель.
Также может быть предусмотрено состоящее из двух частей приводное устройство, и в таком случае, например, двигатель предусмотрен на каждом конце коленчатого вала, т.е. синхронный привод или двухсторонний привод.
Может быть предусмотрено выполнение ударного движения или введения ударной силы по меньшей мере одним ударным инструментом с периодичностью предпочтительно с тактовой частотой или частотой ударов от 0,5 Гц до 30 Гц, особенно предпочтительно с тактовой частотой от 0,5 Гц до 5 Гц и весьма предпочтительно с тактовой частотой от 0,5 Гц до 3 Гц.
Само собой разумеется, также могут быть предусмотрены другие тактовые частоты, например, частоты ударов от 0,1 Гц до 50 Гц, однако наиболее подходят значения, указанные выше.
Давления удара, которые могут быть реализованы с помощью ударного поршня для формирования ударной силы, могут в зависимости от режима работы достигать от 10 до 300 бар, предпочтительно от 30 до 180 бар и особенно предпочтительно от 50 до 130 бар.
Температура в области сегмента или переходного радиуса коленчатого вала, подлежащего машинной обработке, должна быть предпочтительно не выше 65°С; предпочтительны значения от 12°С до 25°С.
Ударные силы, которые вводят в переходной радиус для последующей обработки в соответствии с настоящим изобретением, могут быть также введены в переходной радиус таким образом, чтобы несколько раз кольцеобразно охватить коленчатый вал или шейку. Также может быть предусмотрено введение ударных сил в области переходного радиуса, в которые уже были введены ударные силы для последующей обработки коленчатого вала.
Может быть предусмотрено введение ударной силы, начиная со слабо нагружаемой области (или промежуточной области, в частности, если ударная сила не будет вводится в слабо нагружаемую область), и увеличение ударной силы при продвижении из указанной области в направлении сильно нагружаемой области.
Например, может быть предусмотрено введение первой ударной силы на протяжении всех 360° кольцеобразно охватывающего переходного радиуса, последующее введение второй ударной силы, которая может быть идентична первой ударной силе, в промежуточные области и сильно нагружаемые области, и затем, в третьем обороте вокруг радиуса, введение третьей ударной силы, которая тоже может быть идентична первой и/или второй ударной силе, в сильно нагружаемую область. Таким образом, ударная сила может по существу также возрастать, например, при продвижении из промежуточных областей, в направлении сильно нагружаемой области за счет введения в кольцеобразно охватывающий радиус ударных сил за несколько оборотов для последующей обработки в соответствии с настоящим изобретением. Таким образом, ударная сила может быть также введена в виде суммы нескольких отдельных ударных сил.
Настоящее изобретение может быть также определено, как заявление использования способа ударного упрочнения переходных радиусов между шатунными шейками и щеками кривошипа и/или переходных радиусов между коренными шейками и щеками кривошипа коленчатого вала в качестве способа последующей обработки коленчатого вала для коррекции отклонений от концентричности и/или коррекции длины.
Что касается преимущественного использования и возможных воплощений известного способа ударного упрочнения для использования его в последующей обработке, см. выше и ниже описание способа последующей обработки коленчатого вала.
Изобретение также относится к устройству для осуществления вышеописанного способа последующей обработки коленчатого вала.
Признаки, которые уже описаны в связи со способом согласно настоящему изобретению, само собой разумеется, также могут быть эффективно реализованы для устройства в соответствии с настоящим изобретением, и наоборот. Кроме того, преимущества, уже упомянутые в связи со способом согласно настоящему изобретению, можно также понимать как относящиеся к устройству в соответствии с настоящим изобретением, и наоборот.
Некоторые из компонентов устройства согласно настоящему изобретению могут по существу соответствовать, с точки зрения их конструкции, устройству согласно ЕР 1716260 В1, поэтому содержимое описания ЕР 1716260 В1 полностью включено в настоящий документ путем ссылки.
Изобретение также относится к коленчатому валу, изготовляемому в соответствии со способом, описанным выше.
Коленчатый вал в соответствии с настоящим изобретением отличается от обычных коленчатых валов, в частности, тем, что для последующей обработки были введены ударные силы в по меньшей мере один из переходных радиусов. Это может привести к характерной конфигурации коленчатого вала. Это относится, в частности, к случаю, когда ударная сила была введена с разными интенсивностями в разных областях вдоль соответствующего кольцеобразно охватывающего переходного радиуса.
Далее со ссылкой на чертежи будут более подробно описаны примеры осуществления настоящего изобретения.
На каждой из фигур изображены предпочтительные примеры осуществления, в которых отдельные признаки настоящего изобретения проиллюстрированы в сочетании друг с другом. Признаки примера осуществления также могут быть реализованы отдельно от других признаков того же примера осуществления и могут быть, соответственно, легко объединены специалистом в данной области с другими примерами осуществления для получения других содержательных комбинаций и подкомбинаций.
На фигурах элементы с идентичными функциями обозначены одинаковыми номерами позиций.
Все фигуры представлены в схематическом виде:
Фиг. 1 показывает общий вид устройства в соответствии с настоящим изобретением для выполнения способа в первом варианте осуществления;
Фиг. 2 показывает вид в перспективе части устройства в соответствии с настоящим изобретением для выполнения способа во втором варианте осуществления;
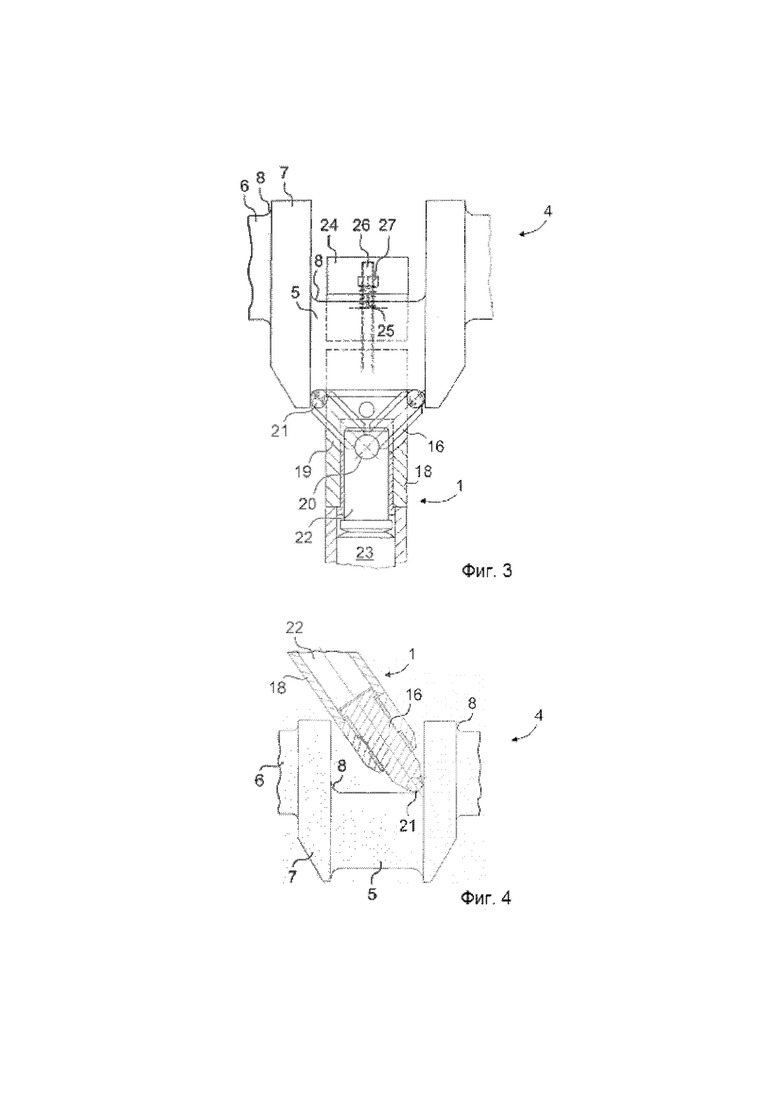
Фиг. 3 показывает в увеличенном виде деталь «А», указанную на Фиг. 1, ударного устройства с двумя ударными инструментами;
Фиг. 4 показывает ударное устройство только с одним ударным инструментом;
Фиг. 5 показывает пример коленчатый вал с примерами отклонения по длине в иллюстративных частях коленчатого вала;
Фиг. 6 показывает пример коленчатого вала с отклонением от концентричности типа дугообразного биения;
Фиг. 7 показывает пример коленчатого вала с отклонением от концентричности типа зигзагообразного биения;
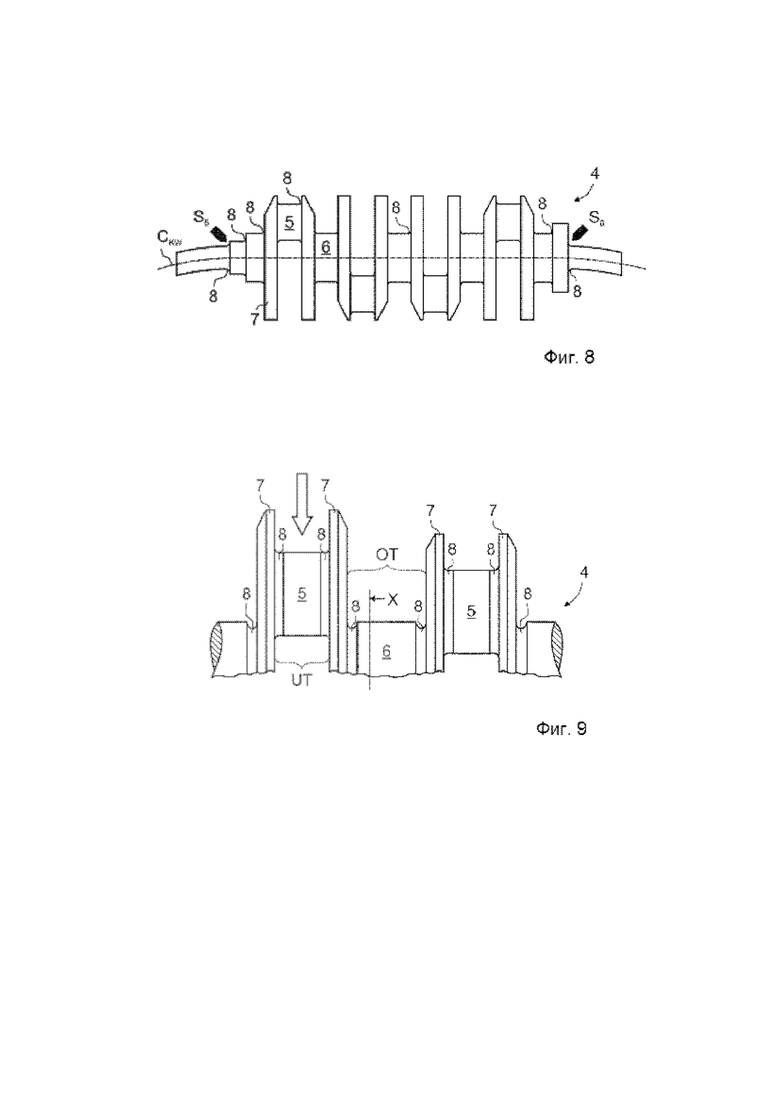
Фиг. 8 показывает пример коленчатого вала с отклонением от концентричности в концевых секция коленчатого вала;
Фиг. 9 показывает пример фрагмента еще одного коленчатого вала;
Фиг. 10 показывает сечение коленчатого вала, изображенного на Фиг. 9, в соответствии с линией сечения X;
Фиг. 11 показывает пример разбиения кольцеобразно охватывающего переходного радиуса на сильно нагружаемую область, слабо нагружаемую область и находящиеся между ними промежуточные области примере шейки;
Фиг. 12 показывает пример распределения ударных сил вдоль переходного радиуса, кольцеобразно охватывающего шейку, в первом варианте осуществления;
Фиг. 13 показывает пример распределения ударных сил вдоль переходного радиуса, кольцеобразно охватывающего шейку, во втором варианте осуществления;
Фиг. 14 показывает пример распределения ударных сил вдоль переходного радиуса, кольцеобразно охватывающего шейку, в третьем варианте осуществления; и
Фиг. 15 показывает пример распределения ударных сил вдоль переходного радиуса, кольцеобразно охватывающего шейку, в четвертом варианте осуществления.
Устройство, общий вид которого приведен на Фиг. 1, по существу соответствует, с точки зрения его конструкции, устройствам согласно DE 3438742 С2 и ЕР 1716260 В1 с одним или более ударными устройствами 1, поэтому далее будут более подробно рассмотрены только важные детали и отличия по сравнению с известным уровнем техники.
Устройство имеет станину 2 и приводное устройство 3. Приводное устройство 3 используют для перемещения или вращения коленчатого вала 4 вдоль направления вращения в позицию удара.
Коленчатый вал 4 имеет шатунные шейки 5 и коренные шейки 6, между которыми в каждом случае расположены щеки 7 кривошипа. Переходные радиусы 8 (см. Фиг. 3-9) образованы между шатунными шейками 5 и щеками 7 кривошипа и между коренными шейками 6 и щеками 7 кривошипа, или в целом между переходами в поперечном сечении коленчатого вала 4.
На стороне коленчатого вала 4, которая обращена к приводному устройству 3, предусмотрено крепежное устройство 9, которое имеет зажимной диск или крепежный фланец 10. На стороне коленчатого вала 4, которая удалена от приводного устройства 3, предусмотрена опора 11 предпочтительно в виде задней бабки, которая тоже имеет крепежное устройство 9 в целях приема с возможностью вращения или фиксации с возможностью вращения коленчатого вала 4. В качестве альтернативы или в дополнение к опоре 11 может быть предусмотрен задний суппорт, который расположен симметрично относительно вращения.
Приводное устройство 3 выполнено с возможностью приведения коленчатого вала 4 во вращательное движение вдоль оси вращения С. В данном случае может быть предусмотрено, что основная ось вращения CKW коленчатого вала 4 была расположена эксцентрично относительно оси вращения С приводного устройства 3, как показано на Фиг. 1 и Фиг. 2. Для этой цели предпочтительно может быть предусмотрено средство 17 выравнивания (см. Фиг. 2) в области крепежного устройства 9. В данном случае средство 17 выравнивания может смещать центральную ось шейки 5, 6, которая, соответственно, подлежит упрочнению, таким образом, чтобы центральная ось шейки 5, 6, лежала на оси вращения С.
Для приводного устройства 3 может быть предусмотрен непосредственный привод предпочтительно без муфты. Таким образом двигатель, предпочтительно электродвигатель, приводного устройства 3, может быть соединен без передаточного коэффициента или трансмиссии с крепежным устройством 9 или коленчатым валом 4.
Каждое из ударных устройств 1, подробно описанных на примерах ниже, удерживается с возможностью регулировки в устройстве 15 смещения и регулировки для приспособления их к позиции шатунных шеек 5 и коренных шеек 6 и к длине коленчатого вала 4.
Опора 11 может быть тоже выполнена с возможностью смещения, как указано двойными стрелками на Фиг. 1.
На Фиг. 1 показаны два ударных устройства 1, хотя по существу может быть предусмотрено любое количество ударных устройств 1, в том числе, например, только одно ударное устройство 1.
Может быть предусмотрено по меньшей мере одно ударное устройство 1, выполненное с возможностью введения ударных сил в переходные радиусы 8 коренных шеек 6, и одно ударное устройство 1, выполненное с возможностью введения ударных сил в переходные радиусы 8 шатунных шеек.
В соответствии с настоящим изобретением предложен способ последующей обработки коленчатого вала 4, в частности, для коррекции отклонений от концентричности и/или коррекции длины коленчатого вала 4.
При этом предусмотрено сначала определение секторов S1, S2, S3, S5, S5, S6 (см. следующие Фиг. 6-8) коленчатого вала 4, которые характеризуют отклонения от концентричности.
В качестве альтернативы или дополнительно (не показано здесь) могут быть также определены секторы, которые вызывают отклонения от концентричности. Секторы, которые, соответственно, характеризуют и вызывают отклонения от концентричности, могут также совпадать, например, в случае секторов S3 и S5.
В качестве альтернативы или дополнительно определяют по меньшей мере одно отклонение ΔL1, ΔL2, ΔL3 от установленной длины L1, L2, L3 (см. следующую Фиг. 5) по меньшей мере одной части коленчатого вала 4. В соответствии с настоящим изобретением после этого для коррекции отклонений от концентричности и/или отклонения по длине вводят ударную силу FS в по меньшей мере один определенный переходной радиус 8 между одной из шатунных шеек 5 и одной из щек 7 кривошипа и/или в по меньшей мере один переходной радиус 8 между одной из коренных шеек 6 и одной из щек 7 кривошипа коленчатого вала 4 посредством по меньшей мере одного ударного инструмента 16.
Для введения ударной силы FS может быть использовано устройство, показанное на Фиг. 1, которое по существу выполнено с возможностью ударного упрочнения коленчатого вала 4. При этом перед определением отклонения от концентричности и/или отклонения ΔL1, ΔL2, ΔL3 по длине предпочтительно предусмотрено упрочнение, предпочтительно ударное упрочнение, радиусов 8 коленчатого вала 4. Однако также может быть предусмотрено выполнение последующей обработки коленчатого вала 4 одновременно с ударным упрочнением коленчатого вала 4.
В дополнение к коррекции отклонений от концентричности и/или коррекции отклонений по длине настоящее изобретение может быть также использовано для последующей обработки коленчатого вала 4 с целью коррекции других размерных или позиционных допусков. Например, может быть предусмотрено определение отклонения от номинального размера для по меньшей мере одной дополнительной технической характеристики формы и/или положения с последующим введением ударной силы FS для коррекции по меньшей мере одного дополнительного отклонения в по меньшей мере один определенный переходной радиус 8 между одной из шатунных шеек 5 и одной из щек 7 кривошипа и/или в по меньшей мере один переходной радиус 8 между одной из коренных шеек 6 и одной из щек 7 кривошипа коленчатого вала 4 посредством по меньшей мере одного ударного инструмента 16.
На Фиг. 2 показан вид в перспективе детали устройства для выполнения способа в соответствии с настоящим изобретением, но без ударного устройства. При этом устройство, изображенное на Фиг. 2, по существу идентично устройству, изображенному на Фиг. 1, поэтому ниже будут подробно рассмотрены только важные отличия.
В этом случае тоже предусмотрено приводное устройство 3. Кроме того, предусмотрено крепежное устройство 9, которое имеет крепежный фланец 10 и прикрепленную к нему планшайбу с зажимными губками для фиксации коленчатого вала 4. Планшайба с зажимными губками крепежного устройства 9 расположена на крепежном фланце 10 с возможностью регулирования на средстве 17 выравнивания, благодаря чему продольная ось CKW коленчатого вала 4 может быть смещена относительно оси С вращения приводного вала или входного вала 13.
Коленчатый вал 4, изображенный на Фиг. 2, имеет конфигурацию, которая отличается от варианта осуществления, изображенного на Фиг. 1, но по существу точно также содержит шатунные шейки 5, коренные шейки 6 и щеки 7 кривошипа.
На Фиг. 2 (как и на Фиг. 1) может быть предусмотрено дополнительное крепежное устройство 9, на конце коленчатого вала 4, удаленном от приводного устройства 3, хотя это дополнительное крепежное устройство может также отсутствовать.
Настоящее изобретением может быть по существу реализовано с любым ударным устройством 1. Ударное устройство 1, изображенное на Фиг. 1, показано более подробно на примере, приведенном на Фиг. 3. Оно имеет основной корпус 18, который может быть обеспечен призматическим упором в соответствии с радиусом сегмента коленчатого вала, подлежащего обработке, и который предпочтительно имеет направляющие 19, которые направляют два ударных инструмента 16 в их опорной плоскости и обеспечивают их соответствующей степенью свободы с точки зрения угла опоры относительно отклоняющего узла 20, что эффективно для адаптации к размерам коленчатого вала 4. В каждом случае на передних конца двух ударных инструментов 16 в качестве ударной головки 21 расположен один шар. Ударный поршень 23 и отклоняющий узел 20 соединены промежуточной частью 22, которая передает энергию удара ударным инструментам 16. Промежуточная часть 22 может также отсутствовать.
Для повышения эффективности удара к стороне шейки 5, 6, которая удалена от основного корпуса 18, может быть прикреплена зажимная призма 24 при помощи пружин 25 посредством регулируемых зажимных болтов 26 с зажимными гайками 27. При этом возможны другие конструктивные решения.
Следует понимать, что когда в описании делается ссылка на «ударный инструмент» или «ударное устройство», или когда упоминаются «несколько ударных инструментов/ударных устройств», это может по существу означать любое количество ударных инструментов/ударных устройств, например, два, три, четыре, пять, шесть, семь, восемь, девять, десять или более. Упоминание во множественном или единственном числе предназначено просто для лучшей читаемости, но не для ограничения.
За счет расположения нескольких ударных устройств 1 по всей длине коленчатого вала 4, подлежащего машинной обработке, при необходимости можно одновременно подвергнуть машинной обработке все области коленчатого вала 4, расположенных по центру или с отклонением от центра.
Ударный поршень 23 передает импульс ударным инструментам 16 посредством отклоняющего узла 20, в результате чего ударные головки 21 ударных инструментов 16 вводят ударную силу FS в переходные радиусы 8.
Выражение «FS» и аналогичные выражения в настоящем описании нужно понимать просто как общие обозначения/переменные для любой ударной силы, которая представляется уместной для специалиста в данной области техники. При этом, когда в описании упоминается «ударная сила FS», это может относиться в каждом случае к разным или идентичным ударным силам.
На Фиг. 4 показано ударное устройство 1, которое оборудовано только одним ударным инструментом 16. В показанном примере осуществления ударное устройство 1 предпочтительно наклонено относительно коленчатого вала 4, а именно таким образом, что ударный инструмент 16, который расположен коаксиально относительно продольной оси ударного устройства 1, ударяет перпендикулярно области сегмента коленчатого вала, подлежащего машинной обработке, в данном случае переходного радиуса 8, подлежащего машинной обработке. С другой стороны, в данном случае, хотя это возможно в каждом случае, когда нужно подвергнуть машинной обработке только один сегмент коленчатого вала, конструктивное исполнение и передача силы посредством ударного устройства 1 более хорошие и простые.
Данный вариант осуществления оказался особенно эффективным для использования с несимметричными сегментами коленчатого вала 4. Этот вариант осуществления также подходит для введения ударных сил в целях коррекции отклонений от концентричности и отклонений по длине только в одном из двух переходных радиусов 8, примыкающих к одной и той же шейке 5, 6.
На Фиг. 5 показан пример коленчатого вала 4 с соответствующими переходными радиусами 8 между шатунными шейками 5 и щеками 7 кривошипа и между коренными шейками 6 и щеками 7 кривошипа и другими переходами в поперечном сечении с переходными радиусами 8. При этом показаны примеры частей, в которых определены отклонения ΔL1, ΔL2, ΔL3 от соответствующей заданной длины L1, L2, L3. Такая часть коленчатого вала 4 может в этом случае также охватывать всю длину коленчатого вала 4, которая показана в данном примере осуществления как разница ΔL1 отклонения по длине от заданной длины L1. Поэтому коленчатый вал 4, показанный на Фиг. 5, короче нужной длины на отклонение по длине ΔL1. Части коленчатого вала 4, в которых определены отклонения ΔL1, ΔL2, ΔL3 под длине, могут иметь любую требуемую длину, и эта длина может, например, соответствовать промежутку между двумя щеками 7 кривошипа. В примере осуществления, изображенном на Фиг. 5, в качестве примера показано отклонение/мл по длине от заданной длины L2 так называемого колена коленчатого вала, т.е. последовательности щека 7 кривошипа/шатунная шейка 5/щека 7 кривошипа. Область коленчатого вала 4, в которой определено отклонение ΔL1, ΔL2, ΔL3 по длине, может также охватывать требуемую частичную длину коленчатого вала 4. В данном примере осуществления также показано отклонение ΔL3 по длине от заданной длины L3 в центральной области коленчатого вала 4, которая охватывает, в качестве примера, три колена коленчатого вала.
Посредством введения в соответствии с настоящим изобретением ударной силы FS в определенные переходные радиусы 8 коленчатого вала 4, можно эффективно скорректировать отклонения ΔL1, ΔL2, ΔL3 по длине. Для этой цели, например, можно выбрать переходные радиусы 8, которые находятся в частях, вызывающих отклонения ΔL1, ΔL2, ΔL3 по длине. Однако также может быть предусмотрено, в частности, введение ударной силы FS во все переходные радиусы 8 коленчатого вала 4 посредством по меньшей мере одного ударного инструмента 16 для коррекции отклонения Мл по длине всего коленчатого вала 4.
Как упоминалось во введении, изобретение также в особенности подходит для коррекции отклонений от концентричности. Из практики известны различные отклонения от концентричности. При этом может быть эффективным определение сначала характера отклонения от концентричности, в частности, присутствует ли дугообразное биение (показанное на Фиг. 6), или зигзагообразное биение (показанное на Фиг. 7), или отклонение от концентричности в концевых секциях коленчатого вала 4 (показанная на Фиг. 8), причем определенные переходные радиусы 8 выбирают на основе характера отклонения от концентричности.
На Фиг. 6 в качестве примера изображен коленчатый вал 4 с отклонением от концентричности типа дугообразного биения. Дугообразное биение характеризуется по существу изогнутым профилем основной оси CKW вращения коленчатого вала 4.
В примерах осуществления для коррекции концентричности сначала определяют секторы S1, S2, S3, S5, S5, S6 коленчатого вала 4, которые характеризуют отклонение от концентричности. Дугообразное биение может быт охарактеризовано, например, показанными секторами S1, S2 на концах коленчатого вала 4 и, возможно, еще одним сектором (не показан) в центре коленчатого вала 4, который относится к максимальному или экстремальному значению профиля кривой основной оси CKW вращения коленчатого вала 4.
На Фиг. 7 показано отклонение от концентричности типа зигзагообразного биения. Зигзагообразное биение характеризуется профилем кривой основной оси CKW вращения коленчатого вала 4 с по меньшей мере двумя экстремумами. Помимо характеризующих секторов S1, S2 на концах коленчатого вала 4 можно учесть секторы S3, S5 экстремумов профиля кривой основной оси CKW вращения коленчатого вала 4. Коррекция отклонения от концентричности, показанной на Фиг. 7, может быть реализована введением ударной силы FS в переходной радиус 8 рядом с секторами S3, S5, которые описывают экстремумы профиля кривой основной оси CKW вращения коленчатого вала 4.
Наконец, на Фиг. 8 показано отклонение от концентричности в концевых секциях коленчатого вала 4, которая может быть охарактеризована секторами Ss, S6. Между этими характеризующими секторами S5, S6 профиль основной оси CKW вращения коленчатого вала 4 по существу линейный.
Для коррекции предпочтительно могут быть выбраны те переходные радиусы 8, которые расположены в секторах S3, S5, S5, S6. Степень отклонения от концентричности наибольшая в секторах S3, S5, S5, S6, и поэтому для коррекции может быть целесообразным введение ударных сил в переходные радиусы 8 этих секторов или в переходные радиусы 8, которые примыкают к этим секторам S3, S5, S5, S6. Ударные силы, обеспечиваемые в соответствии с настоящим изобретением, могут быть также эффективно введены в переходные радиусы, которые находятся в секторах (или прилегающих к ним секторах), вызывающих отклонения от концентричности.
Определенные переходные радиусы 8 могут быть по существу также определены на основе моделирований, расчетов и/или серии испытаний коленчатого вала соответствующего типа.
В частности, если требуется использовать только одно ударное устройство 1 и/или один ударный инструмент 16, то в качестве выбранных переходных радиусов 8 может быть эффективным выбор только переходных радиусы 8 либо между шатунными шейками 5 и щеками 7 кривошипа, либо между коренными шейками 6 и щеками 7 кривошипа. В этом случае преобразование или регулировку устройства во время осуществления способа можно опустить, и тем самым скорость обработки может быть максимально увеличена.
В качестве определенных переходных радиусов 8 предпочтительно выбирать только переходные радиусы 8 между коренными шейками 6 и щеками 7 кривошипа.
Также может быть предусмотрено использование по меньшей мере двух ударных инструментов 16 и выбор в качестве определенных переходных радиусов 8 по меньшей мере одного переходного радиуса 8 между одной из шатунных шеек 5 и одной из примыкающих щек 7 кривошипа и по меньшей мере одного переходного радиуса 8 между одной из коренных шеек 6 и одной из примыкающих щек 7 кривошипа.
В частности, для коррекции отклонений от концентричности и/или отклонения по длине может быть предпочтительно предусмотрено введение по меньшей мере двумя ударными инструментами 16 ударной силы FS в сильно нагружаемые области определенных переходных радиусов 8.
На Фиг. 9 показан пример фрагмента коленчатого вала 4 с соответствующими переходными радиусами 8 между шатунными шейками 5 и щеками 7 кривошипа и между коренными шейками 6 и щеками 7 кривошипа.
В зависимости от эксплуатации двигателя или предназначения коленчатого вала 4 переходные радиусы 8, соответственно примыкающие к шейкам 5, 6, могут иметь сильно нагружаемые области BMAX, которые находятся в каждом случае в разных позициях. Пример нагрузки коленчатого вала 4 показан на Фиг. 9 с помощью стрелки. Шатунная шейка 5 соединена вдоль стрелки посредством поршня (не показан) с двигателем. Та сторона шатунной шейки 5, на которую указывает стрелка, в данном случае является так называемой стороной нагнетания. Так называемая нижняя мертвая точка (НМТ) шатунной шейки 5 расположена на стороне, противоположной стороне нагнетания, а именно, на стороне растяжения. Опыт показывает, что изгибающая нагрузка соответствующих переходных радиусов 8 наибольшая в нижней мертвой точке, НМТ, шатунной шейки 5. Сильно нагружаемую область BMAX можно эффективно определить как область, примыкающую к нижней мертвой точке, НМТ и предпочтительно симметрично окружающую ее.
В случае коленчатого вала 4, показанного на Фиг. 9, также возможно, что наиболее сильно нагружаемая точка коренной шейки 6, примыкающей к шатунной шейке 5, является областью, которая соответствует стороне нагнетания примыкающей шатунной шейки 5. Для простоты указанная область коренной шейки 6 будет далее называться «верхней мертвой точкой», ВМТ.
Таким образом, для введения ударной силы FS с целью коррекции отклонений от концентричности и/или отклонения по длине в по меньшей мере один из переходных радиусов 8 вдоль соответствующего кольцеобразно охватывающего переходного радиуса 8 (вокруг шатунной шейки 5 и/или коренной шейки 6) может быть предусмотрено, в частности, определение сильно нагружаемой области BMAX, слабо нагружаемой области BMIN и расположенных между ними промежуточных областей BZW с последующим выполнением ударного упрочнения так, чтобы ударная сила FS, вводимая в промежуточные области BZW, возрастала в направлении сильно нагружаемой области BMAX.
При этом может быть предусмотрено определение ударной силы FS, которую вводят в сильно нагружаемую область BMAX, на основе требуемой усталостной прочности коленчатого вала 4 и/или требуемой усталостной прочности частей коленчатого вала 4.
Для более наглядной иллюстрации позиций мертвых точек НМТ и ВМТ на Фиг. 10 схематически показано сечение коленчатого вала 4 вдоль линии «X» сечения, указанной на Фиг. 9.
Как можно увидеть, наиболее нагружаемая точка или верхняя мертвая точка, ВМТ, переходного радиуса 8 коренной шейки 6 лежит в поперечном сечении коленчатого вала 4 в точке пересечения переходного радиуса 8 коренной шейки 6 с линией х, соединяющей центральные точки MH, MP коренной шейки 6 и шатунной шейки 5, примыкающей к переходному радиусу 8 коренной шейки 6.
На Фиг. 11 показан пример сечения шейки 5, 6 в целях иллюстрации возможного распределения областей BMAX, BMIN, BZW вдоль окружности шейки 5, 6.
В данном случае наиболее сильно нагружаемая точка шейки 5, 6, т.е. нижняя мертвая точка, НМТ, шатунной шейки 5 или верхняя мертвая точка, ВМТ, коренной шейки 6, обозначена как 180°. Исходя из этой точки, определяют сильно нагружаемую область BMAX вдоль переходного радиуса 8, кольцеобразно охватывающего коленчатый вал 4. Сильно нагружаемая область BMAX может составлять по меньшей мере ±20°, предпочтительно по меньшей мере ±30°, более предпочтительно по меньшей мере ±40°, особенно предпочтительно по меньшей мере ±50°, весьма предпочтительно по меньшей мере ±60°, например, по меньшей мере ±70°, по меньшей мере ±80° или по меньшей мере ±90°, исходя из этой точки, предпочтительно симметрично.
К сильно нагружаемой области BMAX примыкают определенные две промежуточные области BZW, которые отделяют сильно нагружаемую область BMAX от слабо нагружаемой области BMIN. Промежуточные области BZW могут охватывать угловой сегмент вдоль кольцеобразно проходящего радиуса 8. То же самое справедливо в отношении слабо нагружаемой области BMIN. Соответствующие угловые диапазоны могут быть определены с помощью расчетов, моделирования и/или серии испытаний, возможно также из измерений во время реальной эксплуатации (двигателя).
Ударную силу s, вводимую в промежуточные зоны BZW, предпочтительно увеличивают (предпочтительно монотонно) в направлении сильно нагружаемой зоны BMAX. Утверждение, что ударная сила FS возрастает, означает, что ударная сила FS предпочтительно увеличивается по нарастающей между последовательными ударами.
На Фиг. 12-15 показаны четыре примера профилей ударной силы FS вдоль окружности шейки 5, 6, например, шейки 5, 6, изображенной на Фиг. 11.
При этом на Фиг. 12, 14 и 15 ударная сила FS, которую вводят в соответствующую сильно нагружаемую область BMAX, является постоянной.
На всех кривых, приведенных в качестве примера, ударная сила FS, вводимая в сильно нагружаемые области BMAX, больше или по меньшей мере равна соответствующей максимальной ударной силе FS, которую вводят в промежуточные области BZW (и, само собой разумеется, в каждом случае больше ударной силы FS, которую вводят в слабо нагружаемую область BMIN).
Таким образом, в сильно нагружаемую область BMAX переходного радиуса 8 вводят максимальную ударную силу Fmax.
Кроме того, на Фиг. 12 и 15 показан пример распределения силы, в котором, в каждом случае, в слабо нагружаемую область BMIN ударную силу FS не вводят. В отличие от этого на Фиг. 13 и 14 в каждом случае в слабо нагружаемую область BMIN вводят ударную силу FS, которая меньше самой маленькой ударной силы FS, вводимой в промежуточные области BZW. При этом в случае, изображенном на Фиг. 14, предусмотрена минимальная ударная сила Fmin, которую поддерживают постоянной в слабо нагружаемой области BMIN. В отличие от этого на Фиг. 13 при продвижении из промежуточных зон BZW в позицию, расположенную напротив наиболее нагружаемой точки, т.е. нижней мертвой точки, НМТ, или верхней мертвой точки, ВМТ, соответственно, ударную силу FS монотонно линейно уменьшают до минимального значения, в данном случае до 0.
На Фиг. 12 при продвижении из слабо нагружаемой области BMIN, в которую, например, в данном случае ударную силу не вводят, ударную силу FS, вводимую в промежуточные области BZW, равномерно и линейно увеличивают в направлении сильно нагружаемой области BMAX.
В отличие от этого на Фиг. 13 профиль ударной силы FS непрерывно линейно изменяется, начиная из точки, расположенной напротив наиболее сильно нагружаемой точки, или нижней мертвой точки, НМТ, или верхней мертвой точки, ВМТ вдоль окружности коленчатого вала 4, в каждом случае возрастая в направлении наиболее сильно нагружаемой точки, или нижней мертвой точки, НМТ, или верхней мертвой точки, ВМТ, соответственно. При этом в соответствующих областях BMIN, BZW и BMAX профиль ударной силы FS подчиняется, соответственно, связанной функции линейного изменения, образуя в совокупности показанную пилообразную форму.
На Фиг. 14 показан профиль ударной силы FS, который по существу аналогичен профилю ударной силы FS, изображенному на Фиг. 12. Однако в промежуточных областях BZW в отличие от линейного или пилообразного изменения ударной силы FS, показанного на Фиг. 12, показан профиль в виде гладкой кривой.
По существу на Фиг. 15 показана схема, в которой ударная сила FS изменяется в промежуточных областях BZW пошагово.
Наконец, могут быть предусмотрены любые вариации и комбинации, в частности (но не исключительно), профилей, изображенных на Фиг. 12 15. Настоящее изобретение не ограничивается конкретным профилем ударной силы FS. Профиль ударной силы FS вдоль окружности кольцеобразно охватывающего переходного радиуса 8 может быть также выбран с учетом эксплуатации двигателя или предназначения коленчатого вала 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для нагартовки коленчатого вала | 2018 |
|
RU2743084C1 |
| Способ и устройство ударной обработки переходных радиусов коленчатого вала | 2018 |
|
RU2737687C1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Коленчатый вал | 1990 |
|
SU1751486A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ВО ВРАЩАТЕЛЬНОЕ И НАОБОРОТ И УСТРОЙСТВО С ВОЗВРАТНО-ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ЧАСТЯМИ | 1992 |
|
RU2101511C1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Модель кривошипа коленчатого вала | 1985 |
|
SU1355783A1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2011897C1 |





Изобретение относится к способу ударного упрочнения коленчатого вала для коррекции его отклонений от концентричности и/или в целях коррекции отклонений его длины от заданной. Определяют секторы коленчатого вала, которые имеют отклонения от концентричности и/или определяют для по меньшей мере одной части коленчатого вала отклонение по длине от заданной длины. Затем для коррекции отклонения от концентричности и/или отклонения по длине вводят ударную силу в по меньшей мере один переходной радиус между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа коленчатого вала посредством по меньшей мере одного ударного инструмента. Перед определением отклонения от концентричности и/или отклонения по длине выполняют упрочнение, предпочтительно ударное упрочнение, радиусов коленчатого вала. В результате уменьшаются финансовые и технические затраты, предотвращается повреждение коленчатого вала. 10 з.п. ф-лы, 15 ил.
1. Способ ударного упрочнения коленчатого вала для коррекции его отклонений от концентричности и/или для коррекции отклонений его длины от заданной, отличающийся тем, что определяют секторы коленчатого вала, которые имеют отклонения от концентричности, и/или определяют для по меньшей мере одной части коленчатого вала отклонение по длине от заданной длины, после чего для коррекции отклонения от концентричности и/или отклонения по длине вводят ударную силу в по меньшей мере один переходной радиус между шатунными шейками и щеками кривошипа и/или между коренными шейками и щеками кривошипа коленчатого вала посредством по меньшей мере одного ударного инструмента, причем перед определением отклонения от концентричности и/или отклонения по длине выполняют упрочнение, предпочтительно ударное упрочнение, радиусов коленчатого вала.
2. Способ по п. 1, отличающийся тем, что та часть коленчатого вала, в которой определяют отклонение по длине от заданной длины, соответствует промежутку между двумя щеками кривошипа, частичной длине коленчатого вала или полной длине коленчатого вала.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что по меньшей мере один ударный инструмент вводит ударную силу для коррекции отклонения от концентричности и/или отклонения длины в сильно нагружаемые области определенных переходных радиусов.
4. Способ по любому из пп. 1–3, отличающийся тем, что в качестве определенных переходных радиусов выбирают только переходные радиусы, находящиеся в секторах, которые вызывают отклонения от концентричности, и/или находящиеся в по меньшей мере одной части, которая имеет отклонения по длине.
5. Способ по любому из пп. 1–3, отличающийся тем, что для коррекции отклонений по длине ударную силу вводят во все переходные радиусы коленчатого вала посредством по меньшей мере одного ударного инструмента.
6. Способ по любому из пп. 1–5, отличающийся тем, что определяют характер отклонения от концентричности, в частности присутствует ли дугообразное биение, зигзагообразное биение или отклонение от концентричности в концевых секциях коленчатого вала, причем определенные переходные радиусы выбирают на основе характера отклонения от концентричности.
7. Способ по любому из пп. 1–6, отличающийся тем, что определенные переходные радиусы определяют на основе моделирований, расчетов и/или серии испытаний коленчатого вала соответствующего типа.
8. Способ по любому из пп. 1–7, отличающийся тем, что определяют по меньшей мере одно дополнительное отклонение от номинального значения формы, ориентации, профиля и/или положения участков с последующим введением ударной силы для коррекции упомянутого по меньшей мере одного дополнительного отклонения в по меньшей мере один определенный переходной радиус между одной из шатунных шеек и одной из щек кривошипа и/или между одной из коренных шеек и одной из щек кривошипа коленчатого вала посредством по меньшей мере одного ударного инструмента.
9. Способ по любому из пп. 1–8, отличающийся тем, что в качестве определенных переходных радиусов выбирают только переходные радиусы либо между шатунными шейками и щеками кривошипа, либо между коренными шейками и щеками кривошипа.
10. Способ по любому из пп. 1–8, отличающийся тем, что используют по меньшей мере два ударных инструмента и в качестве определенных переходных радиусов выбирают по меньшей мере один переходной радиус между одной из шатунных шеек и одной из примыкающих щек кривошипа и по меньшей мере один переходной радиус между одной из коренных шеек и одной из примыкающих щек кривошипа.
11. Способ по любому из пп. 1–10, отличающийся тем, что для введения ударной силы в по меньшей мере один из переходных радиусов вдоль соответствующего переходного радиуса, кольцеобразно охватывающего коленчатый вал, определяют сильно нагружаемую область, слабо нагружаемую область и расположенные между ними промежуточные области с последующим выполнением ударного упрочнения так, чтобы ударная сила, вводимая в промежуточные области, возрастала в направлении сильно нагружаемой области (BMAX).
| Термокаталитическое устройство для сжигания сбросных газов | 1989 |
|
SU1716260A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063324C1 |
| DE 102005032185 A1, 18.01.2007 | |||
| WO 2015141611 A1, 24.09.2015. | |||

