Настоящее изобретение относится к общетехнической области изготовления частей из композитных материалов, включая, например, элементы жесткости, изготовленные из волокон матрицы с пропиткой. Например, такие элементы можно получить формованием армированного композитного материала, упрочненного по сердцевине отливки. Кроме того, композитный материал, изготовленный с использованием полуфабриката или преформы, который в дальнейшем должен подвергаться пропитке, может содержать заранее пропитанные слои, известные также как «препрег». Затем, перед осуществлением операции по отверждению этой части выполняется инфузия/инжекция сухой преформы. Такие части, например, предназначаются для использования в авиационной промышленности, аэрокосмических структурах, автомобильной промышленности или на производстве с использованием энергии ветра.
Термином «матрица для пропитки» далее по тексту обозначают любой тип полимерной смолы или смеси полимерных смол, обладающих низкой вязкостью и отверждаемых при полимеризации.
Используемый ниже термин «волокно» применяют для обозначения любого типа структурного волокна, типа углеродного волокна, стекловолокна, арамидного волокна, полиэтиленового (полиолефинового), базальтного или природного волокна.
Известные методы отливки подробно здесь не описываются.
Настоящее изобретение, в частности, касается изготовления полуфабрикатов, типа сухих преформ, имеющих по меньшей мере один ламинарный армированный слой, причем указанные полуфабрикаты или преформы подвергаются пропитке в процессе инжекций или инфузий, при использовании матриц для пропитки. Выбор материала, используемого для изготовления этих преформ, или любого сопутствующего материала, влияет на механические и физические свойства будущих частей композита.
Для того чтобы изменить твердость частей композита или для того чтобы гарантировать их огнестойкость, смеси отдельных смоляных компонентов или соединений должны быть приготовлены перед проведением операции пропитки армированного слоя (например, слоя углеродных волокон). Такие смеси придают частям композита необходимые механические и физические свойства, без которых указанные части сделать пригодными для разнообразного применения было бы невозможно.
Пропитка этих смесей или соединений в матрице или в пропиточной смоле увеличивает их вязкость и приводит к недостаточной инфильтрации (пропитке) армированных слоев.
Поэтому матрицы для пропитки, объединяющие эти индивидуальные смеси, можно использовать как матрицы для инфузии в процессах вакуумной инжекции или в процессах формовки смолы. Вот почему те компоненты, которые обеспечивают необходимые механические и физические свойства, подвергают пропитке скорее в матрице, чем в пропиточной смоле.
Сделано предложение о различных вариантах получения свойств, имеющих отношение к твердости и огнестойкости и о включении соответствующих компонентов в структуры на основе волокон. Эти компоненты обычно встречаются в виде продуктов на основе волокон или порошка, которые должны быть введены в преформу.
Недостатком таких систем является то, что в структурах волоконных преформ порошок подвергается только локальной пропитке.
Недостатком пропитывания компонента в виде волокон является то, что очень сложно точно определить те зоны, в которых изменены и оптимизированы механические или функциональные свойства.
Другим недостатком пропитывания компонента в его порошкообразной форме является то, что оно чувствительно к так называемому эффекту вымывания (нежелательное изменение концентрации внутри композита). Существует риск того, что частицы порошка могут быть захвачены матрицей для пропитки и скопиться в ненадлежащих зонах. В результате этого получить гомогенное распределение порошка в преформе невозможно.
Еще одним недостатком является то, что отливка вакуумное формование с предварительной механической вытяжкой таких преформ обычно нуждается в нагреве.
Следующим недостатком современных процессов вакуумного формования с предварительной механической вытяжкой/предварительной обработкой давлением является то, что во время процесса отливки невозможно осуществлять контроль/мониторинг за волоконными структурами.
Имеются также примеры использования термопластических поверхностей в виде пленки, помещенной на термоотверждаемые части полимера, которые требуют дальнейшего соединения (например, документ ЕР 1423256). Такие части приводят во взаимный контакт, используя термопластичные поверхности. После этого соединение указанных двух частей осуществляют сплавлением при последующем отверждении термопластичных поверхностей. Однако такое применение термопластичной пленки - в качестве средства соединения на границе двух частей - не обеспечивает необходимую оптимизация механических и физических свойств части композита.
В документе US 5334687 описан полуфабрикат для изготовления части композита, включающей по меньшей мере один сухой ламинарный армированный слой, который нуждается в пропитке с помощью матрицы для пропитки (термопластичной системы смол). Многослойный армированный продукт включает, по меньшей мере локально, один дополнительный слой или пленку барьерного типа, которые предотвращают протекание смолы через них, или дополнительный декоративный слой. Эти слои сшиты по меньшей мере по одному армированному слою посредством одной нити, проходящей через указанные дополнительные слои и по меньшей мере через один армированный слой. Однако в этом документе не раскрывается, что одним из указанных дополнительных слоев является термопластичный слой.
В этом документе упоминается термопластичная эластичная сетка, несколько отличающаяся от перфорированной термопластичной пленки/фольги. Помимо этого US 5334687 применим к полностью термопластичному композиту, который отличается от сложного термореактивного пластического композита, содержащего термопластичные модификации/фазы. Кроме того, не упоминается регулировка потока с помощью термопластичного слоя. Более того, этот документ касается инфузии путем пропитки расплавленной пленки, отличающейся от инфузии жидкой смолы.
Следовательно, целью настоящего изобретения является обеспечение альтернативного варианта полуфабриката для части композита.
Указанным целям настоящего изобретения удовлетворяет полуфабрикат для изготовления части композита, включающий по меньшей мере один сухой ламинарный армированный слой, смоделированный таким образом, чтобы он подвергался пропитке путем инжекции/инфузии жидкости с помощью матрицы для пропитки. Он отличается тем, что содержит, по меньшей мере как минимум локально, один термопластичный слой, в котором свойства составляющих его веществ, по меньшей мере локально, обеспечивают будущую часть отливки, по меньшей мере, некоторыми из требуемых свойств, причем указанный термопластичный слой сшит по меньшей мере по одному армированному слою одной нитью, проходящей через указанный термопластичный слой и, по меньшей мере, через один армированный слой.
В одном варианте полуфабриката в соответствии с настоящим изобретением указанные термопластичный слой и армированный слой (слои) имеют перфорацию, через которую пропускается нить.
В другом варианте полуфабриката в соответствии с настоящим изобретением указанная перфорация осуществляется с помощью средств для сшивания.
В еще одном варианте полуфабриката в соответствии с настоящим изобретением указанная перфорация осуществляется средствами для перфорации перед тем, как проводится операция сшивания.
В качестве примера указанные термопластичный слой и армированный слой (слои) имеют, по меньшей мере локально, дополнительную перфорацию и/или разрез для того, чтобы повысить их способность к вакуумному формованию с предварительной механической вытяжкой.
В другом варианте полуфабриката в соответствии с настоящим изобретением указанная нить состоит из термопластичного материала, температура плавления которого выше, чем температура плавления термопластичного слоя.
В еще одном варианте полуфабриката в соответствии с настоящим изобретением температура плавления термопластичного слоя находится в интервале между комнатной температурой и 400°С (предпочтительна температура 80°С - 300°С), а температура плавления термопластичной нити находится в интервале между 80°С и 400°С (предпочтительна температура между 120°С и 250°С).
В другом варианте полуфабриката в соответствии с настоящим изобретением указанный термопластичный слой представляет собой нетканый слой, типа вуали.
В одном варианте полуфабриката в соответствии с настоящим изобретением указанная нить состоит из углеродного материала на основе волокон.
В другом варианте полуфабриката в соответствии с настоящим изобретением указанный термопластичный слой внедрен между двумя армированными слоями.
В другом варианте полуфабриката в соответствии с настоящим изобретением термопластичный слой расположен на наружной стороне внешнего армированного слоя указанного полуфабриката.
В другом варианте полуфабриката в соответствии с настоящим изобретением указанный термопластичный слой содержит по меньшей мере одну термопластичную прослойку.
В другом варианте полуфабриката в соответствии с настоящим изобретением указанный термопластичный слой содержит блок, состоящий из нескольких термопластичных прослоек, которые, например, сшиты вместе.
В качестве примера, по меньшей мере одна из термопластичных прослоек обладает структурными характеристиками и/или свойствами, отличными от характеристик и/или свойств других термопластичных прослоек.
Цели настоящего изобретения также удовлетворяются при использовании такой преформы для отливки части композита, которая содержит по меньшей мере один ламинарный армированный слой, отличающийся тем, что он включает полуфабрикат, соответствующий приведенному выше описанию.
Цели настоящего изобретения удовлетворяются также при использовании такой литой и отвержденной части, изготовленной из композитного материала, содержащей по меньшей мере одну преформу, которая соответствует приведенному выше описанию и которая подвергается пропитке при использовании одной матрицы для пропитки смолы до ее отверждения.
Преимуществом, представленным полуфабрикатом в соответствии с настоящим изобретением, является простота манипуляции с сухой термопластичной прослойкой при операции вакуумного формования преформы с предварительной механической вытяжкой.
Более того, компоновка вакуумного формования преформы с предварительной механической вытяжкой удерживается в рабочем состоянии благодаря тому, что используется нить, температура плавления которой отличается от температуры плавления термопластичного слоя.
Применение термопластичной нити также делает возможным получение полуфабриката или преформы для производства сложных частей за счет того, что в целях соединения всех различных частей или преформ используют метод термопластичной сварки. Таким способом можно осуществить сборку элемента жесткости/профилирования для внешней защитной поверхности.
Другим преимуществом, представленным полуфабрикатом в соответствии с настоящим изобретением, является то, что для соединения или для глубокого вытягивания термопластичной прослойки на подложке (например, на армированных слоях) необходимость в нагреве отсутствует.
Еще одним преимуществом, получаемым с помощью настоящего изобретения, является то, что волокнистую структуру можно регулировать с помощью или сшивающей нити, или с помощью термопластичной пленки/прослойки (например, используя разрезы).
Еще одним преимуществом настоящего изобретения является то, что для нестойких (легко деформируемых) полуфабрикатов указанная термопластичная пленка/прослойка может повысить их способность к вакуумному формованию с предварительной механической вытяжкой.
Другим преимуществом, представленным полуфабрикатом в соответствии с настоящим изобретением, является то, что ему очень легко придать определенную форму. Указанный термопластичный слой сравнительно жесткий. Однако швы, сделанные вдоль определенной линии или конструкция через указанный термопластичный слой и по меньшей мере через один армированный слой, улучшают способность полуфабриката к вакуумному формованию с предварительной механической вытяжкой. Эта способность также можно повысить, используя перфорацию и/или разрезы.
Улучшение формования достигается за счет того, что между различными слоями полуфабриката вне сшивания остаются значительные поверхности контакта, которые могут скользить друг по другу. Таким образом, повышается качество преформы.
Еще одним преимуществом, представленным полуфабрикатом в соответствии с настоящим изобретением, является его более высокие механические свойства.
Другим преимуществом, представленным полуфабрикатом в соответствии с настоящим изобретением, является то, что его можно хранить при комнатной температуре.
Более детально настоящее изобретение и его преимущества будут ясны из приведенного далее описания, а также из примеров, сделанных со ссылкой на фигуры, указанные в приложениях.
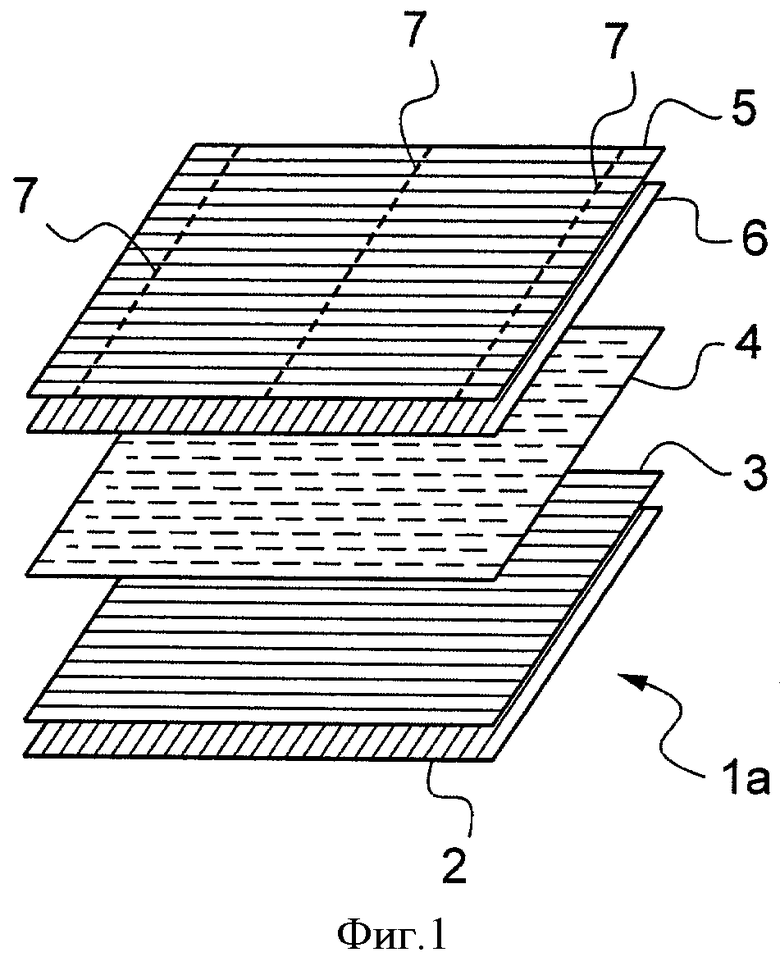
Фиг.1 представляет объемное изображение ламинарной преформы, изготовленной в соответствии с настоящим изобретением, перед ее сборкой.
Фиг.2 представляет объемное изображение другого примера ламинарной преформы, изготовленной в соответствии с настоящим изобретением, в процессе ее сборки.
Фиг.3 представляет объемное изображение еще одного примера ламинарной преформы, изготовленной в соответствии с настоящим изобретением.
Изображенные на нескольких отдельных фигурах или иллюстрациях элементы, структурно или функционально идентичные, имеют одинаковые цифровые или буквенные обозначения.
Фиг.1 иллюстрирует пример полуфабриката или преформы 1а, изготовленной в соответствии с настоящим изобретением. Полуфабрикат или преформа 1а, представленные в объемной проекции, включает компоновку армированных слоев 2, 3, 4 и 5, а также термопластичного слоя 6 в виде термопластичной прослойки.
Указанный термопластичный слой 6 успешно внедрен между армированными слоями 4 и 5 перед тем, как его пришивают на слой 5 с помощью нити 7.
В качестве варианта термопластичный слой 6 так же, как и армированные слои 4, 5 могут быть плотно соединены путем сшивания. Для получения преформы в соответствии с настоящим изобретением можно также представить себе компоновку с армированными слоями 2, 3, 5, а также слоем 5 и/или термопластичными слоями 6.
В слоях, сшитых вместе, делается соответствующая перфорация (не показана).
Фиг.2 иллюстрирует пример другой преформы 1b, изготовленной в соответствии с настоящим изобретением. Преформа 1b, представленная в объемной проекции, включает компоновку армированных слоев 4 и 5, а также термопластичного слоя 6 в виде термопластичной прослойки.
Указанный термопластичный слой 6 расположен на внешней стороне преформы 1b, к которой он должен быть затем прикреплен по меньшей мере вдоль одного из армированных слоев 4 и 5 с помощью нити 7.
Для того чтобы сделать перфорацию, необходимую для пропускания нити 7, используется игла 8 сшивающего устройства (не показана). Сшивающие устройства такого вида известны, и они не нуждаются в более подробном описании.
Фиг.3 иллюстрирует пример части преформы 1с, изготовленной в соответствии с настоящим изобретением. Указанная часть преформы, представленная в объемной проекции, включает компоновку термопластичных слоев 6, 6а, 6b, 6с, 6d и 6е. В этом примере показана компоновка термопластичных прослоек, соединенных вместе нитью 7. Такая компоновка термопластичных прослоек разработана для того, чтобы она представляла часть вакуумного формования с предварительной механической вытяжкой другой части преформы (не показана), или для формирования термопластичного слоя 6, имеющего определенные свойства.
В одном примере преформы, изготовленной в соответствии с настоящим изобретением, нить 7 состоит из термопластичного материала. Причем температура его плавления выше температуры плавления термопластичного слоя 6.
Температура плавления термопластичного слоя 6 находится, например, в интервале между комнатной температурой и 400°С (предпочтительна температура 80°С-300°С), а температура плавления термопластичной нити находится, например, в интервале между 80°С и 400°С (предпочтительно между 120°С и 250°С).
В другом примере преформы в соответствии с настоящим изобретением указанная нить состоит из волокнистых материалов на основе углерода, полиэфира, полиэтилена и т.п.
В еще одном примере преформы в соответствии с настоящим изобретением указанный термопластичный слой 6 содержит компоновку нескольких сшитых вместе термопластичных прослоек.
В качестве примера одна из термопластичных прослоек имеет структурные характеристики и/или свойства, отличные от структурных характеристик и/или свойств других термопластичных прослоек.
В одном примере преформы в соответствии с настоящим изобретением по меньшей мере один из материалов, из которых изготовлен термопластичный слой 6, придает будущей части отливки огнеупорные свойства, типа огнезащитных свойств.
В другом примере преформы в соответствии с настоящим изобретением по меньшей мере один из материалов, из которых изготовлен термопластичный слой, придает будущей части отливки необходимый уровень жесткости.
Очевидно, что настоящее изобретение может подвергнуться многочисленным изменениям, касающимся его использования. Несмотря на то что некоторые из этих вариантов использования описаны выше, нетрудно понять, что полностью определить все вероятные варианты использования невозможно. Безусловно, можно наметить замену одних описанных средств или стадий процесса на эквивалентные средства или стадии, при этом не выходя за границы настоящего изобретения.


Изобретение касается полуфабриката, используемого для отливки части композита, включающей по меньшей мере один сухой ламинарный армированный слой (2, 3, 4, 5), смоделированный так, чтобы он подвергался пропитке путем инжекции/инфузии жидкости с помощью матрицы для пропитки, как минимум локально, один термопластичный слой (6) и нить, состоящую из термопластичного материала, температура плавления которого выше температуры плавления термопластичного слоя (6). Термопластичный слой имеет перфорацию и пришит по меньшей мере к одному армированному слою (2, 3, 4, 5) с помощью по меньшей мере одной нити, проходящей через перфорации термопластичного слоя и по меньшей мере через один армированный слой. Технический результат, достигаемый при использовании полуфабриката по изобретению, заключается в том, чтобы обеспечить оптимизацию механических и огнестойких свойств частей композита. 6 з.п. ф-лы, 3 ил.
1. Полуфабрикат (1a, 1b, 1с) для изготовления части композита, включающей, по меньшей мере, один сухой ламинарный армированный слой (2, 3, 4, 5), разработанный так, чтобы он подвергался пропитке с помощью матрицы для пропитки путем инжекции/инфузии жидкости, как минимум локально, один термопластичный слой (6) и нить (7), состоящую из термопластичного материала, температура плавления которого выше температуры плавления указанного термопластичного слоя (6), отличающийся тем, что, по меньшей мере, один термопластичный слой (6) имеет перфорацию, причем указанный, по меньшей мере, один термопластичный слой (6) с перфорацией сшивают, по меньшей мере, по одному армированному слою (2, 3, 4, 5) с помощью, по меньшей мере, одной нити (7), проходящей через перфорацию указанного одного термопластичного слоя (6), а также через перфорацию указанного, по меньшей мере, одного армированного слоя (2, 3, 4, 5),
указанную перфорацию осуществляют перед операцией сшивания, и
указанный, по меньшей мере, один термопластичный слой (6) и указанный, по меньшей мере, один армированный слой (слои) (2, 3, 4, 5) имеют, по меньшей мере, локально, дополнительную перфорацию и/или разрезы, температура плавления указанного термопластичного слоя (6) находится в интервале между комнатной температурой и 400°С, предпочтительно между 80°С и 300°С, а температура плавления термопластичной нити (7) находится в интервале между 80°С и 400°С, предпочтительно между 120°С и 250°С.
2. Полуфабрикат (1а) по п.1, отличающийся тем, что указанная нить (7) состоит из углеродного материала на основе волокон.
3. Полуфабрикат (1b) по п.1, отличающийся тем, что термопластичный слой (6) расположен на наружной стороне внешнего армированного слоя (5) указанного полуфабриката (1b).
4. Полуфабрикат (1а, 1b, 1с) по п.1, отличающийся тем, что указанный термопластичный слой (6) содержит, по меньшей мере, одну термопластичную прослойку/пленку.
5. Полуфабрикат (1а, 1b, 1с) по п.1, отличающийся тем, что указанный термопластичный слой (6) содержит блок, состоящий из нескольких термопластичных прослоек/пленок, например, сшитых вместе.
6. Полуфабрикат (1а, 1b, 1с) по п.5, отличающийся тем, что по меньшей мере одна из указанных термопластичных прослоек/пленок имеет структурные характеристики и/или свойства, отличные от характеристик и/или свойств других термопластичных прослоек/пленок.
7. Полуфабрикат (1а, 1b, 1с) по п.1, отличающийся тем, что указанный термопластичный слой (6) представляет собой нетканый слой, типа вуали.
| US 5344687 А, 06.09.1994 | |||
| WO 9944810 A1, 10.09.1999 | |||
| ВСЕСОЮЗНАЯ I; .---<сп;п -s-r^'fiiyrrt.'.' f-' ;i>&i5C.i1;i'%i-;t.An-:1Lvi--'-- | 0 |
|
SU361796A1 |
| WO 2007135418 A1, 29.11.2007 | |||
| RU 2005106254 A, 10.08.2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2178027C2 |

