Изобретение относится к носителю абразивного средства, который имеет вал для соединения носителя абразивного средства с приводным устройством для приведения во вращательное движение носителя абразивного средства вокруг продольной оси и сердечник, который соединен с осевым концом вала. Далее изобретение относится к абразивному инструменту с таким носителем абразивного средства и с абразивным средством, которое имеет замкнутую в окружном направлении вокруг продольной оси поверхность, которая окружает проходящее вдоль продольной оси полое пространство. Сердечник носителя абразивного средства, по меньшей мере, на отдельных участках размещен в полом пространстве. Кроме того, данное изобретение относится к применению такого абразивного инструмента.
Абразивные инструменты этого типа известны и используются, например, для обработки металлов, педикюра, маникюра или в стоматологии. Используемые в уровне техники носители абразивного средства, которые называются также мандрелями, являются, как правило, расширяющимися телами из прорезной резины с вделанным металлическим валом для соединения носителя абразивного средства с приводным устройством. Проходящие в продольном направлении прорези должны упрощать надевание или снятие замкнутых в окружном направлении абразивных средств, например, бесшовного абразивного колпачка или абразивной полоски, на или с носителя абразивного средства. Во время эксплуатации зажатый в приводном устройстве носитель абразивного средства вращается вокруг продольной оси. При достаточно высоком числе оборотов прорезной носитель абразивного средства расправляется и прижимается благодаря действующим центробежным силам к замкнутой в окружном направлении поверхности абразивного средства.
Недостатком считается то, что материал резина обладает низкой температуроустойчивостью и низкой устойчивостью формы, так что изготовленный из резины носитель абразивного средства может сжиматься из-за возникающего при шлифовании фрикционного тепла. Таким образом, желаемый благодаря расправлению прорезного носителя абразивного средства эффект расширения частично компенсируется сжатием резины при поступлении тепла. В первую очередь в том случае, если абразивный инструмент прижимается с высоким прижимным давлением к обрабатываемому объекту, возникает с одной стороны высокое тепловыделение, которое допускает усадку изготовленного из резины носителя абразивного средства. С другой стороны, как правило, падает число оборотов приводной машины, так что воздействующие на носитель абразивного средства центробежные силы уменьшаются. В результате возникает пониженное трение сцепления между носителем абразивного средства и надетым абразивным средством, так что существует опасность того, что абразивное средство соскочит во время эксплуатации абразивного инструмента с носителя абразивного средства. Для того чтобы это предотвращать, иногда предлагается дополнительно увеличивать наружный диаметр носителя абразивного средства. Однако, это имеет тот недостаток, что в холодном состоянии носителя абразивного средства абразивное средство может лишь с повышенным расходом усилий надеваться или сниматься, так что преимущество, обещанное выполненными в носителе абразивного средства прорезями, снова ограничивается.
Далее в уровне техники известны носители абразивного средства из металлических материалов. Они предоставляют преимущество максимальной температуроустойчивости. Однако они имеют более высокий собственный вес и обладают твердой и неупругой поверхностью. Кроме того, возникающее между носителем абразивного средства и абразивным средством трение сцепления существенно ниже у металлических носителей абразивного средства в сравнении с носителями абразивного средства из резины, так что необходимы зажимные устройства, для того чтобы абразивное средство надежно удерживать при вращении на носителе абразивного средства. Однако подобные зажимные устройства затратны и сложны в обращении.
Из DE 20 2014 007 228 U1 известен абразивный инструмент со сменными абразивными валиками. Абразивные валики имеют состоящий из нескольких частей сердечник с двумя участками сердечника и удерживаемое между участками сердечника абразивное средство. Полое цилиндрическое абразивное средство изготовлено из твердого пенистого материала и имеет на своей наружной стороне абразивный материал. За счет облицованного пенистым материалом абразивного материала абразивное средство может адаптироваться к контуру обрабатываемой части тела, например, к ногтю пальца.
US 7,493,670 B1 показывает полировальный инструмент с носителем абразивного средства из эластичного сердечника, который через вал может соединяться с приводным устройством. Эластичный сердечник может состоять из полиуретана с закрытыми порами, причем вал залит в сердечнике. На сердечник может быть натянут заполненный абразивным средством или полировальным средством хлопчатобумажный мешок, который может закрепляться посредством затягивания проведенного в кулиске шнура на носителе абразивного средства.
Из DE 2411 859 A1 известен чашечный шлифовальный круг с отвержденным сердечником на основе смолы, причем для повышения теплопроводности сердечник содержит большие количества металлических частиц, а именно от 40 до 90 объемных процентов алюминиевого и/или медного порошка, а также от 35 до 2 объемных процентов олова и/или оловянного сплава.
Задача данного изобретения предоставить улучшенный носитель абразивного средства, который более прост в обращении и надежно предотвращает обусловленные теплом повреждения на носителе абразивного средства или на обрабатываемом объекте, даже при более длительных циклах шлифования. Кроме того, задача данного изобретения предоставить улучшенный абразивный инструмент с таким носителем абразивного средства.
В основе изобретения лежит то соображение, что пластик является теплоизолирующим материалом и таким образом позволяет лишь короткие циклы шлифования, для того чтобы предотвращать обусловленные теплом повреждения на носителе абразивного средства или на обрабатываемом объекте, в частности на заготовке или на обрабатываемой части тела пациента.
Задача решается с помощью носителя абразивного средства указанного вначале типа вследствие того, что сердечник состоит из смеси материалов, которая имеет пластик с теплопроводящим наполнителем, причем наполнитель имеет теплопроводность больше 35 Ватт на метр и на Кельвин. Пластик выполнен вспененным. Другими словами, смесь материалов сердечника имеет вспененный материал на основе пластика. Кроме того, задача решается с помощью абразивного инструмента указанного вначале типа вследствие того, что сердечник носителя абразивного средства состоит из смеси материалов, которая имеет вспененный пластик с теплопроводящим наполнителем, причем наполнитель имеет теплопроводность больше 35 Ватт на метр и на Кельвин.
Согласно изобретению предусмотрено, что весь сердечник основан на предпочтительно эластичном пластике, к которому для одновременного повышения тепловой проводимости примешен теплопроводящий наполнитель. Таким образом, наполнитель может распределять поглощенную на наружной поверхности носителя абразивного средства тепловую энергию по всему сердечнику. Вследствие этого наружная поверхность носителя абразивного средства охлаждается быстрее, так что возникающее во время эксплуатации абразивного инструмента на абразивном средстве фрикционное тепло отводится от абразивного средства в сердечник. Таким образом, возможны более длительные циклы шлифования, без того чтобы повреждался теплом обрабатываемый или подвергаемый медицинской процедуре объект, сам носитель абразивного средства или абразивное средство. Кроме того, благодаря более быстрому охлаждению могут сокращаться паузы между отдельными циклами шлифования. Помимо этого, благодаря добавлению теплопроводящего наполнителя может существенно повышаться производительность съема абразивного инструмента и средний срок службы носителя абразивного средства, по сравнению с известными носителями абразивного средства из резины без теплопроводящего наполнителя. Вследствие этого достигается в целом более надежное и более эффективное шлифование.
Теплопроводность описывает способность материала переносить тепловую энергию посредством переноса тепла. Она выражается коэффициентом λ теплопроводности в Ваттах на метр и на Кельвин. Было обнаружено, что при помощи сердечника, например, из гибкого полиуретана (кратко: PUR), в частности из мягкого пенистого PUR-материала, может предоставляться носитель абразивного средства, который ощущается пациентами как более приятный. Однако принципиально сердечник может быть также изготовлен из эластичного твердого пенистого PUR-материала или другого эластичного во вспененном или невспененном состоянии пластика. Тем не менее указанная здесь в качестве примера полиуретановая пена имеет низкий коэффициент λ теплопроводности примерно в 0,04 Вт/(м*К), причем коэффициент теплопроводности лишь незначительно зависит от плотности пенистого материала. Для того чтобы, несмотря на теплоизолирующее действие пластика, создавать условия для более длительных циклов шлифования, оказалось наиболее предпочтительным, чтобы наполнитель имел теплопроводность больше 35 Ватт на метр и на Кельвин, в частности больше 80 Ватт на метр и на Кельвин.
Так как пена образована в общем и целом из газообразных пузырьков, которые окружены твердыми или жидкими стенками, вспененный пластик имеет низкий собственный вес. Вследствие этого вес сердечника значительно сокращен, по сравнению с невспененным пластиком. Это является преимуществом, так как таким образом принесенный наполнителем вес, прежде всего, если при этом речь идет о металлическом или минеральном наполнителе, может частично компенсироваться. Объем вспененного пластика может составлять примерно от 70% до 95% от общего объема сердечника, причем объем наполнителя и объем примешанной при необходимости функциональной добавки составляют вместе максимум 30% от общего объема. Таким образом, сердечник, несмотря на добавление неэластичного наполнителя, является по-прежнему эластичным. В результате благодаря изготовлению сердечника из пенистого материала на основе пластика, в котором заключены наполнители, предоставляется существенно более легкий в общем весе носитель абразивного средства.
Предпочтительно наполнитель является неорганическим, в частности металлическим или минеральным. Наполнитель может быть примешан в пластик в виде порошка или в жидком виде. Наполнителем может быть, например, серебро, медь или другой металл с высокой теплопроводностью. Наиболее хорошие результаты были достигнуты помимо этого с карбидом кремния. Дополнительно или альтернативно металлическим или минеральным наполнителям могут также использоваться углеродные нанотрубки, которые имеет особенно низкий вес и высокую теплопроводность. Наполнителем может быть также смесь из различных теплопроводящих материалов. В зависимости от требования к носителю абразивного средства наполнитель может наряду с предпочтительной теплопроводностью привносить дальнейшие предпочтительные свойства в сердечник. Например, серебро, в частности коллоидальное серебро, действует дополнительно антибактирально и/или антифунгицидно. Эти свойства имеют значение, прежде всего, в том случае, если носитель абразивного средства используется на пациентах. Наиболее хорошие результаты были достигнуты, если наполнитель распределен в сердечнике гомогенно. Однако принципиально в частности радиально наружный участок сердечника может иметь по сравнению с оставшейся частью сердечника более высокую концентрацию наполнителя.
В частности, эластичным пластиком или синтетической смолой может быть, например, полиуретан. Однако принципиально подходят также эластомеры, силикон, синтетическая резина или натуральный каучук. В отношении вспененного пластика он может быть предпочтительно однокомпонентным пластиком или двухкомпонентным пластиком. Наиболее хорошие результаты были достигнуты с двухкомпонентными пластиками, которые благодаря химической реакции обоих компонентов равномернее отверждаются и сильнее вспениваются. Альтернативно пластик может также вспениваться вспенивающими агентами. Предпочтительно, если наполнитель может примешиваться перед вспениванием пластика, по меньшей мере, в один компонент пластика, чтобы наполнитель распределялся в сердечнике наиболее гомогенно. Кроме того, было обнаружено, что сердечник из вспененного пластика является наиболее температуроустойчивым.
Для того чтобы, в частности вытянутый, цилиндрический вал соединять с сердечником, вал может быть залит или впрыснут в сердечнике. Для этого вал может уже при изготовлении сердечника удерживаться в смеси материалов. Для увеличения прочности сцепления между сердечником и валом может заранее наноситься усиливающий сцепление агент на осевой конец вала. Кроме того, осевой конец вала может иметь углубления, которые служат для анкерного закрепления сердечника на валу. В результате предоставляется носитель абразивного средства, у которого вал постоянно соединен с сердечником и может лишь посредством разрушения сердечника отделяться от вала.
Далее вал может быть изготовлен из материала, в частности металла, который имеет более высокую теплопроводность, чем пластик, в частности теплопроводность больше 35 Ватт на метр и на Кельвин. Вследствие этого сердечник может быстрее охлаждаться. В первую очередь в области без сердечника, то есть в не покрытой сердечником области вала, вал имеет, как правило, гладкую поверхность, для того чтобы была возможность соединять вал простым образом с приводным устройством, в частности зажимать в нем. Для того чтобы теперь была возможность лучше отводить поглощенную сердечником тепловую энергию, вал может иметь средства передачи тепла, которые выполнены в расположенном за пределами сердечника участке вала на валу. Предпочтительно средства передачи тепла расположены между областью зажатия вала, которая выполнена на обращенном от сердечника осевом конце вала и имеет, в частности гладкую, поверхность для соединения с приводным устройством, и перекрытым сердечником противоположным осевым концом вала. Средствами передачи тепла могут быть, в частности, углубления, рифления, бороздки, выступы, крылья или тому подобное, которые увеличивают поверхность вала по сравнению с гладкой поверхностью, для того чтобы отдавать тепловую энергию в окружающую среду. Целесообразно крыловидные или турбиновидные геометрии ориентированы на валу таким образом, что окружающий воздух засасывается, и возникающий во время процесса шлифования продукт истирания (пыль) сдувается. Предпочтительно абразивное средство не перекрывает элементы передачи тепла. Кроме того, преимуществом является то, что средства передачи тепла могут также служить в качестве вспомогательного средства зажатия при соединении носителя абразивного средства с приводным устройством. Для этого область зажатия может иметь известным образом гладкую поверхность, причем посредством начала средств передачи тепла, например рифления, указывается пользователю носителя абразивного средства оптимальная глубина зажатия вала в приводном устройстве.
Далее может быть предусмотрено, что на валу расположен, по меньшей мере, один радиально выступающий фланец, причем фланец изготовлен из материала, который имеет более высокую теплопроводность, чем пластик, в частности теплопроводность больше 35 Ватт на метр и на Кельвин. Таким образом, фланец может поглощать тепловую энергию и отдавать ее в окружающую среду. Фланец может быть изготовлен из того же материала, что и вал, или из материала, который имеет более высокую теплопроводность, чем вал. Фланец может быть выполнен кольцеобразным или с разрывами в окружном направлении вокруг продольной оси. Далее наружная сторона фланца может быть расположена с обращенной к валу торцевой стороной сердечника в одной плоскости. При этом фланец может лежать на торцевой стороне сердечника или быть выполнен заподлицо с торцевой стороной сердечника. Благодаря этому расположению фланца изготовление носителя абразивного средства упрощается. При этом фланец предотвращает стекание в частности жидкого усиливающего сцепление агента, который перед соединением вала с сердечником может наноситься на осевой конец вала, в оставшуюся, не покрытую сердечником часть вала.
Предпочтительно предусмотрено, что сердечник состоит из 25-75 весовых процентов, в частности 50-55 весовых процентов, наполнителя и 0-10 весовых процентов, по меньшей мере, одной функциональной добавки, причем оставшаяся часть сердечника состоит из пластика и неизбежных примесей. В качестве пластика наиболее подходит полиуретан. Вспененный пластик может иметь закрытые поры. Пластик может иметь объемный вес или плотность от 700 до 1250 килограммов на кубический метр (кг/м3). Далее пластик может иметь твердость по Шору тип A от 30 до 90. Твердость по Шору тип A нормирована согласно DIN ISO 7619-1 и измеряет глубину вдавливания/проникновения стального штифта в виде усеченного конуса в испытательный образец по шкале от 0 до 100. Для металлообработки сердечник целесообразно имеет пластик с твердостью по Шору тип A от 30 до 90, в частности до 80, предпочтительно до 70. Таким образом, сердечник в целом является несколько более податливым (гибким), так что при прикладывании абразивного инструмента, прежде всего, к твердым краям металлической заготовки снижена опасность выкрашивания зерен абразива из абразивного слоя. Благодаря подходящему выбору твердости в частности вспененного пластика предоставляется носитель абразивного средства с податливым или эластичным сердечником, который может адаптироваться к контуру обрабатываемого объекта или подвергаемой медицинской процедуре части тела, и с более твердым сердечником, который может хорошо использоваться, в частности, в подологии.
Согласно одному аспекту данного изобретения может быть предусмотрено, что смесь материалов сердечника имеет, по меньшей мере, одну функциональную добавку. По меньшей мере, одна функциональная добавка может быть примешана в пластик в виде порошка или в жидком виде. По меньшей мере, одна функциональная добавка может иметь термохромные цветовые пигменты и/или антибактиральные средства и/или антифунгицидные средства и/или изменяющие фрикционные свойства средства. Антибактиральные и/или антифунгицидные средства могут добавляться, прежде всего, к таким носителям абразивного средства, которые предусмотрены для использования на пациентах, для того чтобы предоставлять максимально идеальный с гигиенической точки зрения носитель абразивного средства. По меньшей мере, одна функциональная добавка может быть, например, серебром, в частности коллоидальным серебром, или медью. Благодаря подходящему выбору добавки может таким образом также адаптироваться, в частности повышаться, коэффициент трения сцепления наружной поверхности сердечника, для того чтобы обеспечивать надежную фиксацию для абразивного средства.
Прежде всего, при обработке металла, дерева или пластика носитель абразивного средства может зачастую сильно нагреваться, так что могли бы повреждаться обрабатываемый объект, носитель абразивного средства или абразивное средство вплоть до пальцев пользователя. Для того чтобы это надежно предотвращать, в носитель абразивного средства могут быть примешаны обратимые и/или необратимые термохромные цветовые пигменты, которые, по меньшей мере, одним изменением цвета визуально показывают достижение, по меньшей мере, одной определенной температуры или одного критического температурного диапазона. Таким образом, пользователю носителя абразивного средства может визуально указываться, что абразивное средство и/или носитель абразивного средства стали/стало/стал, например, слишком горячими. При этом используется эффект термохромии, то есть определенные субстанции изменяют при нагреве свой цвет. Исходя из цвета термохромных красящих средств или цветовых пигментов в холодном состоянии, например при комнатной температуре, пользователю сигнализируется за счет изменения цвета цветовых пигментов о повышении температуры. Например, изначально темные цветовые пигменты могли бы сигнализировать о повышении температуры за счет изменения цвета на красный. Благодаря термохромным цветовым пигментам пользователю предоставляется возможность реагировать на перегрев, например, посредством уменьшения прижимного давления, посредством регулирования числа оборотов приводного устройства или посредством прерывания процесса шлифования. Так как за счет использования теплопроводящего наполнителя наружная поверхность сердечника охлаждается снова быстро, могут целесообразно также использоваться обратимые цветовые пигменты, для того чтобы показывать охлаждение носителя абразивного средства. Если дополнительно или альтернативно используются необратимые цветовые пигменты, то пользователю может постоянно указываться, что носитель абразивного средства эксплуатировался, например, выше максимально допустимой температуры наружной поверхности, благодаря тому, что при достижении максимально допустимой температуры наружной поверхности предусмотрено необратимое изменение цвета. Таким образом, постоянно показывается уже однократный перегрев носителя абразивного средства. Далее необратимые цветовые пигменты могут изменять цвет уже при достижении температуры наружной поверхности, заданной чуть выше комнатной температуры, для того чтобы после короткого процесса шлифования постоянно показывать, что носитель абразивного средства уже однократно использовался. По меньшей мере, одно изменение цвета достаточно четко обнаруживается пользователем, если термохромные цветовые пигменты составляют до 10 процентов по весу смеси материалов.
Далее может быть предусмотрено, что носитель абразивного средства имеет покрытие, которое нанесено на поверхность сердечника, причем покрытие имеет термохромные цветовые пигменты и/или антибактиральные средства и/или антифунгицидные средства.
Соответствующий изобретению абразивный инструмент имеет наряду с соответствующим изобретению носителем абразивного средства абразивное средство. Абразивное средство расположено на сердечнике с возможностью замены. Предпочтительно носитель абразивного средства может использоваться для нескольких процессов шлифования, в то время как абразивное средство может быть изнашиваемым продуктом.
Поверхность абразивного средства выполнена замкнутой в окружном направлении вокруг продольной оси носителя абразивного средства и окружает проходящее вдоль продольной оси носителя абразивного средства полое пространство. Таким образом, абразивное средство может иметь поверхность, которая выполнена цилиндрической, клиновидной, конической, шаровидной, частично цилиндрической и полусферичской, или в виде колпачка, причем возможны также другие геометрические формы. Абразивное средство может быть в частности бесшовным абразивным колпачком, который может надеваться на сердечник носителя абразивного средства. Равным образом абразивное средство может быть абразивной втулкой, которая окружает сердечник лишь частично. Предпочтительно наружная поверхность сердечника выполнена, по меньшей мере, частично ответной в отношении окружающей полое пространство поверхности абразивного средства. Соответственно сердечник может иметь наружную поверхность, которая выполнена цилиндрической, клиновидной, конической, шаровидной, частично цилиндрической и полусферичской, или в виде круглого валика, причем возможны также другие геометрические формы. Тем самым абразивное средство может своей обращенной к сердечнику поверхностью прилегать по плоскости к сердечнику, так что сердечник соединяет абразивное средство с валом. Благодаря трению между наружной поверхностью сердечника и поверхностью абразивного средства абразивное средство прилипает к носителю абразивного средства. Тем самым удерживаемое с возможностью замены на сердечнике абразивное средство может простым образом заменяться посредством надевания на сердечник и соответственно стягивания с сердечника. Абразивное средство является таким образом отдельным от носителя абразивного средства конструктивным элементом, который удерживается на сердечнике лишь за счет трения сцепления. Таким образом, абразивный инструмент может в принципе использоваться с адаптированными к конкретному случаю применения абразивными средствами, которые могут отличаться, например, в отношении своих свойств шлифования или своей прочности. Абразивное средство изготовлено предпочтительно из гибкого материала, как например абразивная ткань. Для этого абразивная ткань может иметь предпочтительно гибкий несущий материал, который на обращенной от сердечника шлифовальной стороне покрыт абразивным материалом.
Для того чтобы дополнительно повышать трение сцепления между наружной поверхностью сердечника и поверхностью абразивного средства, наружная поверхность может быть замкнутой в окружном направлении вокруг продольной оси боковой поверхностью. То есть боковая поверхность имеет сплошную поверхность без прорезей или тому подобного. Вследствие этого сердечник можно помимо этого проще очищать. Закрытая боковая поверхность может быть выполнена гладкой, то есть непористой, или пористой. В частности, сердечник может состоять из пенистого материала с закрытыми порами, причем также с пенистым материалом с открытыми порами достигаются хорошие коэффициенты трения сцепления. Предпочтительно максимальный наружный диаметр сердечника равен или на минимальное значение меньше, чем максимальный внутренний диаметр абразивного средства. Вследствие этого абразивное средство может с одной стороны хорошо надеваться и сниматься, а с другой стороны оно надежно удерживается при вращении на сердечнике. Наиболее хорошие результаты были достигнуты с сердечником, смесь материалов которого имеет вспененный пластик, так как сердечник своим легким пенистым материалом и заключенным во вспененном пластике тяжелым наполнителем прижимается при вращении вокруг продольной оси изнутри к поверхности абразивного средства.
Альтернативно замкнутой боковой поверхности наружная поверхность сердечника может быть имеющей разрывы в окружном направлении вокруг продольной оси боковой поверхностью. Разрывы могут быть прорезями и могут проходить в определенном валом продольном направлении. Разрывы могут при необходимости после изготовления сердечника прорезаться в нем или могут быть предусмотрены непосредственно при изготовлении, например, за счет литья или экструдирования, в частности чешуйчатой поверхности. Благодаря действующим во время вращения носителя абразивного средства на сердечник центробежным силам сердечник может таким образом расправляться и прижимается изнутри к поверхности абразивного средства. Кроме того, максимальный наружный диаметр сердечника может быть больше, чем максимальный внутренний диаметр абразивного средства, для того чтобы дополнительно повышать трение сцепления между наружной поверхностью сердечника и поверхностью абразивного средства. Вследствие этого обеспечивается посадка с натягом между сердечником и абразивным средством, которая надежно удерживает абразивное средство во время работы абразивного инструмента на носителе абразивного средства. Благодаря выполненной с разрывами боковой поверхности сердечника сердечник может помимо этого легко сжиматься рукой, для того чтобы кратковременно уменьшать трение сцепления во время надевания или снятия абразивного средства относительно носителя абразивного средства.
Согласно одному дальнейшему аспекту предусмотрено то, что абразивное средство может иметь обратимые и/или необратимые термохромные красящие средства для определения температуры наружной поверхности абразивного средства. Пользователю может, по аналогии с примешанными в сердечник в качестве добавки термохромными цветовыми пигментами, указываться изменением цвета достижение определенной температуры или критического температурного диапазона. Прежде всего, в том случае, если абразивные средства выполнены в виде абразивного колпачка, который полностью закрывает сердечник, термохромные цветовые пигменты целесообразно расположены в абразивном средстве. Благодаря использованию теплопроводящего наполнителя наружная поверхность носителя абразивного средства охлаждается быстро уже при коротком перерыве в работе, так как фрикционное тепло отводится в сердечник. Таким образом, предотвращается накопление тепла на наружной поверхности сердечника, так что температура наружной поверхности абразивного средства отображается термохромными цветовыми пигментами более точно, в частности с меньшей погрешностью измерения. Вследствие этого достигается в целом более надежное и эффективное шлифование. Для того чтобы дополнительно ускорять охлаждение наружной поверхности носителя абразивного средства, абразивное средство может быть выполнено открытым, на примере абразивного колпачка, по меньшей мере, на одной обращенной к валу стороне, а на примере абразивной втулки, с обеих осевых сторон. Таким образом, поглощенная сердечником тепловая энергия может излучаться сбоку в окружающую среду.
И соответствующий изобретению абразивный инструмент, и соответствующий изобретению носитель абразивного средства могут использоваться, например, для металлообработки и/или обработки частей тела человека, в частности в рамках нетерапевтической и соответственно косметической обработки пациента, например, для педикюра, маникюра или ухода за зубами.
Предпочтительные варианты осуществления разъясняются далее на основе чертежей. При этом показано:
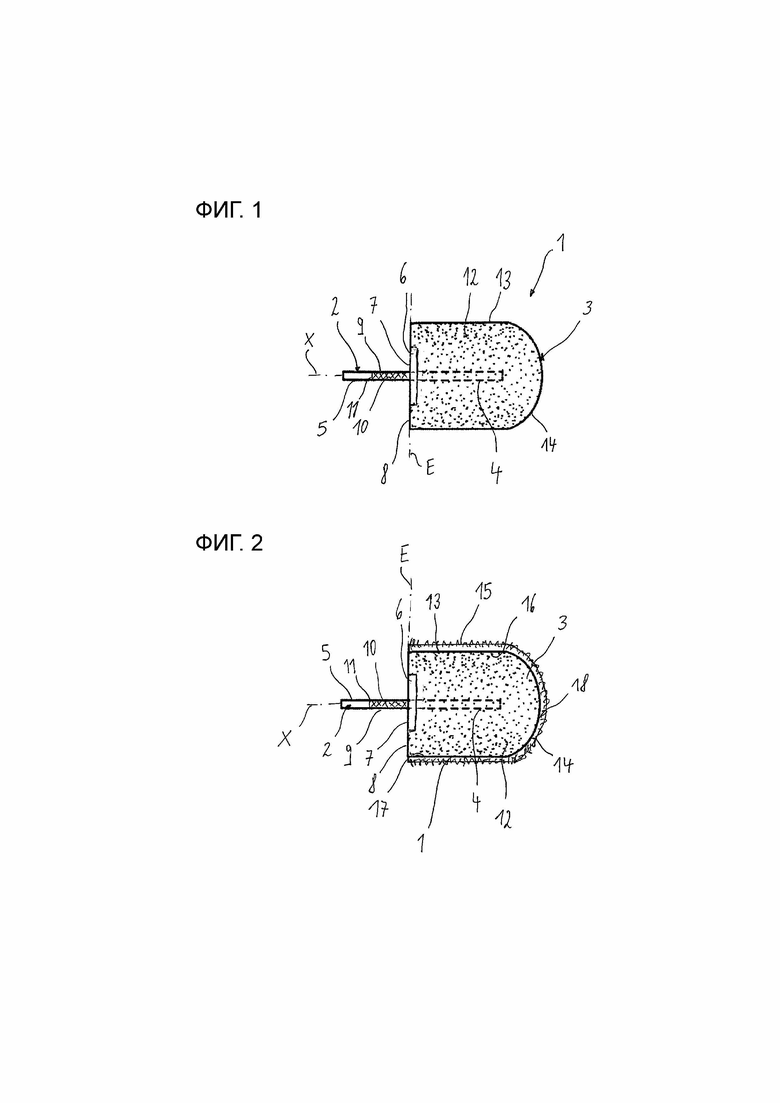
фиг.1 - соответствующий изобретению носитель абразивного средства на виде сбоку; и
фиг.2 - соответствующий изобретению абразивный инструмент с носителем абразивного средства с фиг.1 на виде сбоку.
Фиг.1 показывает вариант осуществления соответствующего изобретению носителя 1 абразивного средства. Носитель 1 абразивного средства включает в себя металлический вал 2 и сердечник 3 из смеси материалов, которая имеет пластик с теплопроводящим наполнителем и в данном случае другими функциональными добавками.
Вал 2 имеет вытянутое стержнеобразное основное тело с передним осевым концом 4 и задним осевым концом 5 и определяет продольную ось X. Задний конец 5 вала 2 служит для соединения носителя 1 абразивного средства с непоказанным приводным устройством для приведения во вращательное движение носителя 1 абразивного средства вокруг продольной оси X. Для этого вал 2 может быть зажат, например, в зажимном патроне приводного устройства. Для анкерного закрепления сердечника 3 на металлическом валу 2 вал 2 имеет вдоль перекрытого сердечником 3 переднего конца 4 шероховатую, в частности рифленую поверхность. Далее на валу 2 расположен радиально выступающий, замкнутый в данном случае в виде кольца фланец 6. Фланец 6 является также металлическим и изготовлен в данном случае, как и вал 2, например, из стали. Обращенная к заднему концу 5 вала 2 наружная сторона 7 фланца 6 расположена с обращенной к валу 2 торцевой стороной 8 сердечника 3 в одной плоскости E, то есть фланец 6 расположен заподлицо с сердечником 3. Далее вал 2 имеет на расположенном за пределами сердечника 3 участке 9 вала 2 средства 10 передачи тепла. Средствами 10 передачи тепла являются в данном случае углубления, которые увеличивают поверхность или поверхность излучения вала 2 на участке 9 вала. Задний конец 5 вала 2 имеет гладкую поверхность. Исходя из заднего конца 5, начало углублений 10 указывает пользователю, в качестве метки 11 зажатия, оптимальную глубину зажатия в приводном устройстве.
Сердечник 3 выполнен вращательно-симметричным относительно продольной оси X и имеет сплошное тело, которое здесь лишь в качестве примера имеет цилиндрический участок и полусферический участок. Альтернативные геометрии также возможны. Вал 2 размещен в цилиндрическом участке сердечника 3. Смесью материалов сердечника 3 является в данном случае вспененный полиуретан, который отвержден с закрытыми порами. Пена образована из газообразных пузырьков, которые окружены твердыми стенками. В зависимости от того, для какого применения предназначен носитель 1 абразивного средства, например, для обработки металла, пластика или дерева или для обработки пациентов, пластик может наделяться различными свойствами. Например, пластик может иметь объемный вес от 700 до 1250 килограммов на кубический метр. Далее пластик может иметь твердость по Шору тип A от 30 до 90.
В смеси материалов сердечника 3 предусмотрен помимо этого теплопроводящий наполнитель, который примешан в пластик и распределен максимально гомогенно в сердечнике 3. Наполнитель вместе с дальнейшими функциональными добавками обозначен на фиг.1 изображенными в сердечнике 3 точками, которые для наглядности снабжены только один раз ссылочной позицией 12. Наполнитель может быть неорганическим, в частности металлическим или минеральным. Например, наполнителем может быть серебро, медь или карбид кремния. Равным образом наполнитель может включать в себя углеродные нанотрубки. Подобные наполнители имеют коэффициент λ теплопроводности больше 35 Вт/(м*К). Тем самым наполнители имеют гораздо более высокую теплопроводность, чем пластик, который на примере вспененного полиуретана обладает коэффициентом λ теплопроводности примерно в 0,04 Вт/(м*К). Кроме того, также вал 2 и фланец 6 изготовлены из материала, в данном случае из стали, который с коэффициентом λ теплопроводности больше 35 Вт/(м*К) имеет гораздо более высокую теплопроводность, чем пластик.
Далее смесь материалов сердечника 3 имеет функциональные добавки. Использованные здесь добавки включают в себя с одной стороны термохромные цветовые пигменты, которые сигнализируют пользователю за счет изменения цвета о достижении определенной температуры или критического температурного диапазона. Использование термохромных цветовых пигментов в сердечнике 3 носителя 1 абразивного средства целесообразно, прежде всего, в том случае, если используются абразивные средства, которые перекрывают сердечник 3 лишь частично. Это может быть, например, цилиндрическая абразивная втулка, которая расположена на цилиндрическом участке сердечника 3.
Далее функциональные добавки могут влиять на фрикционные свойства наружной поверхности 13 сердечника 3. Таким образом, может увеличиваться коэффициент трения сцепления. Далее здесь предусмотрены антибактиральные и антифунгицидные добавки, в частности серебро или коллоидальное серебро.
Сердечник 3 состоит таким образом здесь из 25-75 весовых процентов наполнителя и 0,5-10 весовых процентов функциональных добавок, причем оставшаяся часть сердечника 3 состоит из пластика, причем нельзя исключать незначительные примеси.
На наружной поверхности 13 сердечника 3 нанесено покрытие 14, которое имеет здесь действующие антибактирально и антифунгицидно средства, для того чтобы для обработки пациентов была возможность предоставлять максимально идеальный с гигиенической точки зрения исходный продукт. В принципе покрытие 14 могло бы также иметь термохромные цветовые пигменты.
На фиг.2 показан соответствующий изобретению абразивный инструмент, который наряду с показанным на фиг.1 носителем 1 абразивного средства показывает надетое на сердечник 3 с возможностью замены абразивное средство 15.
Абразивное средство 15 имеет замкнутую в окружном направлении вокруг продольной оси X поверхность 16, которая окружает проходящее вдоль продольной оси X полое пространство 17. Абразивное средство 15 изображено здесь в виде бесшовного абразивного колпачка. В полом пространстве 17 размещен сердечник 3 уже описанного в связи с фиг.1 носителя 1 абразивного средства.
Наружная поверхность 13 выполнена ответной к поверхности 16 и в виде замкнутой в окружном направлении вокруг продольной оси X боковой поверхности. Таким образом, поверхность 16 абразивного средства 15 прилегает по поверхности к наружной поверхности 13 сердечника 3, так что заменяемое абразивное средство 15 удерживается лишь силой трения сцепления на сердечнике 3.
На обращенной от сердечника 3 стороне абразивного средства 15 расположен абразивный слой 18, который имеет заключенные в связующем средстве, в частности смоле, абразивные зерна. В абразивном слое 18 имеются здесь термохромные цветовые пигменты для определения температуры наружной поверхности абразивного средства 15, в частности абразивного слоя 18.
Во время эксплуатации абразивного инструмента он приводится приводным устройством во вращательное движение вокруг продольной оси X. Во время процесса шлифования возникает благодаря трению между абразивным средством 15 и обрабатываемым объектом фрикционное тепло, которое за счет теплопроводящих наполнителей распределяется в сердечнике 3. Через не покрытую абразивным средством 15 торцевую сторону 8 сердечника 3 сердечник 3 может отводить поглощенную тепловую энергию. Металлический фланец 6, а также металлический вал 2, прежде всего, со средствами 10 передачи тепла, поддерживают отведение поглощенной в сердечнике 3 тепловой энергии в окружающую среду.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 носитель абразивного средства
2 вал
3 сердечник
4 передний конец
5 задний конец
6 фланец
7 наружная сторона
8 торцевая сторона
9 участок вала
10 средства передачи тепла
11 метка зажатия
12 наполнитель и функциональные добавки
13 наружная поверхность
14 покрытие
15 абразивное средство
16 поверхность
17 полое пространство
18 абразивный слой
E плоскость
X продольная ось
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОГО ВОЛОКНА | 2014 |
|
RU2671226C1 |
| Связка для изготовления абразивного инструмента | 1988 |
|
SU1585133A1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2078780C1 |
| Абразивно-алмазный инструмент | 1986 |
|
SU1348157A2 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU994237A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2507056C2 |
| СВЯЗКА АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2101164C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2501645C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, ИНСТРУМЕНТЫ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ВРАЩЕНИЯ, СПОСОБЫ | 2008 |
|
RU2471606C2 |
Изобретение относится к абразивному инструменту, включающему в себя носитель (1) абразивного средства, который имеет вал (2) для соединения носителя (1) абразивного средства с приводным устройством для приведения во вращательное движение носителя (1) абразивного средства вокруг продольной оси (X) и сердечник (3), который соединен с осевым концом (4) вала (2), и абразивное средство (15) с замкнутой в окружном направлении вокруг продольной оси (X) поверхностью (16), которая окружает проходящее вдоль продольной оси (X) полое пространство (17). Причем сердечник (3) по меньшей мере частично размещен в полом пространстве (17), и причем сердечник (3) состоит из смеси материалов, которая имеет пластик с теплопроводящим наполнителем, причем пластик выполнен вспененным, и причем наполнитель имеет теплопроводность больше 35 Ватт на метр и на Кельвин. Технический результат – улучшение характеристик носителя абразивного средства, который более прост в обращении и надежно предотвращает обусловленные теплом повреждения на носителе абразивного средства или на обрабатываемом объекте, даже при более длительных циклах шлифования. 2 н. и 19 з.п. ф-лы, 2 ил.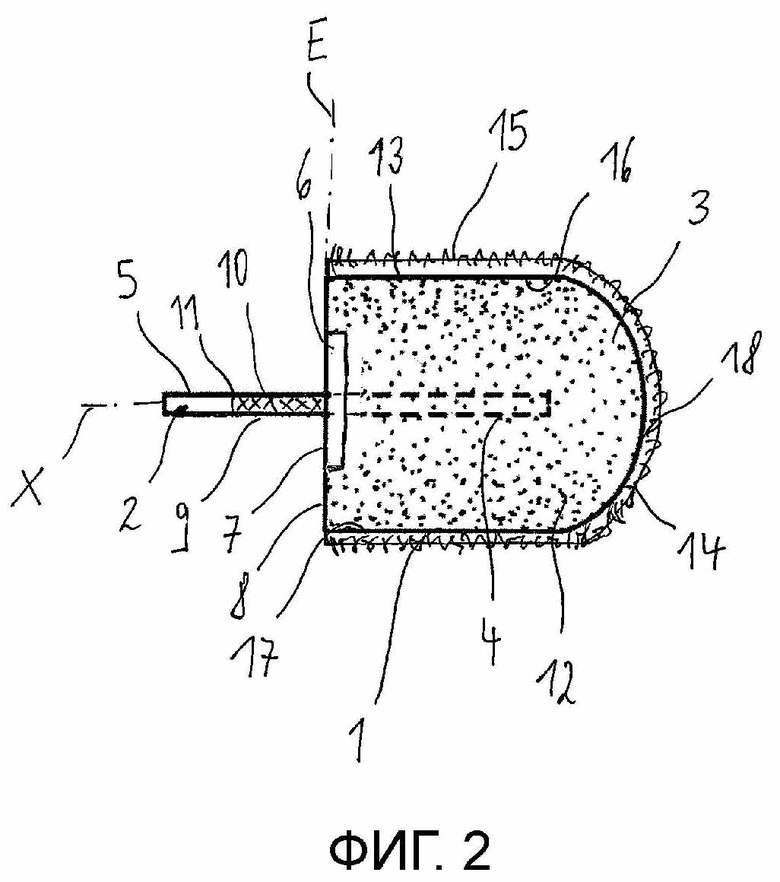
1. Абразивный инструмент, включающий в себя
носитель (1) абразивного средства, который имеет вал (2) для соединения носителя (1) абразивного средства с приводным устройством для приведения во вращательное движение носителя (1) абразивного средства вокруг продольной оси (X) и сердечник (3), который соединен с осевым концом (4) вала (2), и
абразивное средство (15) с замкнутой в окружном направлении вокруг продольной оси (X) поверхностью (16), которая окружает проходящее вдоль продольной оси (X) полое пространство (17),
причем сердечник (3), по меньшей мере, на отдельных участках размещен в полом пространстве (17), и
причем сердечник (3) состоит из смеси материалов, которая имеет пластик с теплопроводящим наполнителем, причем пластик выполнен вспененным, и причем наполнитель имеет теплопроводность больше 35 Ватт на метр и на Кельвин.
2. Абразивный инструмент по п.1, отличающийся тем, что объем вспененного пластика составляет от 70 до 95% от общего объема сердечника (3), причем объем наполнителя и объем по меньшей мере одной опциональной функциональной добавки составляют вместе максимум 30% от общего объема сердечника (3).
3. Абразивный инструмент по п.1 или 2, отличающийся тем, что сердечник (3) состоит из 25-75 весовых процентов наполнителя и 0-10 весовых процентов по меньшей мере одной или упомянутой функциональной добавки, причем оставшаяся часть сердечника (3) состоит из пластика и неизбежных примесей.
4. Абразивный инструмент по п.3, отличающийся тем, что упомянутая по меньшей мере одна функциональная добавка выбрана из группы, включающей в себя термохромные цветовые пигменты, антибактиральные средства, антифунгицидные средства, изменяющие фрикционные свойства средства.
5. Абразивный инструмент по любому из пп.1-4, отличающийся тем, что пластик имеет объемный вес от 700 до 1250 килограммов на кубический метр и/или твердость по Шору тип A от 30 до 90.
6. Абразивный инструмент по любому из пп.1-5, отличающийся тем, что пластик является однокомпонентным пластиком или двухкомпонентным пластиком.
7. Абразивный инструмент по любому из пп.1-6, отличающийся тем, что пластик выбран из группы, включающей в себя полиуретан, эластичные полимеры, силикон, синтетически изготовленную резину, натуральный каучук.
8. Абразивный инструмент по любому из пп.1-7, отличающийся тем, что наполнитель является неорганическим, в частности металлическим или минеральным.
9. Абразивный инструмент по любому из пп.1-8, отличающийся тем, что наполнитель выбран из группы, включающей в себя серебро, медь, карбид кремния, углеродные нанотрубки.
10. Абразивный инструмент по любому из пп.1-9, отличающийся тем, что наполнитель является смесью из различных теплопроводящих материалов, которые выбраны, в частности, из группы, включающей в себя серебро, медь, карбид кремния, углеродные нанотрубки.
11. Абразивный инструмент по любому из пп.1-10, отличающийся тем, что наполнитель расположен в сердечнике (3) с гомогенным распределением.
12. Абразивный инструмент по любому из пп.1-10, отличающийся тем, что радиально наружный участок сердечника (3) имеет по сравнению с оставшейся частью сердечника (3) более высокую концентрацию наполнителя.
13. Абразивный инструмент по любому из пп.1-12, отличающийся тем, что вал (2) изготовлен из материала, который имеет теплопроводность больше 35 Ватт на метр и на Кельвин.
14. Абразивный инструмент по любому из пп.1-13, отличающийся тем, что вал (2) имеет средства (10) передачи тепла, которые выполнены в расположенном за пределами сердечника (3) участке (9) вала на валу (2).
15. Абразивный инструмент по любому из пп.1-14, отличающийся тем, что на валу (2) расположен по меньшей мере один радиально выступающий фланец (6), причем фланец (6) изготовлен из материала, который имеет теплопроводность больше 35 Ватт на метр и на Кельвин.
16. Абразивный инструмент по п.15, отличающийся тем, что наружная сторона (7) фланца (6) расположена с обращенной к валу (2) торцевой стороной (8) сердечника (3) в одной плоскости (E).
17. Абразивный инструмент по любому из пп.1-16, отличающийся тем, что носитель (1) абразивного средства имеет покрытие (14), которое нанесено на наружную поверхность (13) сердечника (3), причем покрытие (14) имеет термохромные цветовые пигменты и/или антибактиральные средства, и/или антифунгицидные средства.
18. Абразивный инструмент по любому из пп.1-17, отличающийся тем, что наружная поверхность (13) сердечника (3) выполнена, по меньшей мере, на отдельных участках ответной в отношении окружающей полое пространство (17) поверхности (16) абразивного средства (15).
19. Абразивный инструмент по любому из пп.1-18, отличающийся тем, что наружная поверхность (13) сердечника (3) является замкнутой в окружном направлении вокруг продольной оси (X) боковой поверхностью.
20. Абразивный инструмент по любому из пп.1-19, отличающийся тем, что абразивное средство (15) имеет термохромные красящие средства для определения температуры наружной поверхности абразивного слоя (18) абразивного средства (15).
21. Применение абразивного инструмента по любому из пп.1-20 для обработки частей тела человека.
| WO 2003099496 A2, 04.12.2003 | |||
| US 2007221238 A1, 27.09.2007 | |||
| CN 103341829 A, 09.10.2013 | |||
| JP 2001054870 A, 27.02.2001 | |||
| МНОГОКАНАЛЬНЫЙ РЕГИСТРАТОР | 1990 |
|
RU2020424C1 |
| US 7493670 B1, 24.02.2009. | |||

