Изобретение относится к области производства пасты для получения газоплотных слоёв твёрдых электролитических материалов, обладающих высокой ионной проводимостью по кислороду. В первую очередь, такие пасты интересны для создания микротрубчатых твердооксидных топливных элементов (МТ ТОТЭ) анод-несущей конструкции. Даже для планарных ТОТЭ изготовление газоплотного слоя анионного проводника является сложной технической задачей. Процесс создания газоплотного электролитического слоя в МТ ТОТЭ ещё более усложняется, поскольку возникают трудности с компактированием частиц электролита. Соответственно, частицы, не имеющие плотного контакта между собой, плохо спекаются, не образуют при этом газоплотного слоя.
Известен способ получения стабилизированного водного золя нанокристаллического диоксида церия, допированного гадолинием, (1. Пат. РФ №2503620 опубл. 10.01.2014 г.) Такой золь может быть использован для получения тонких покрытий, плёнок, обладающих высокой ионной проводимостью. Однако нет возможности контролировать вязкость такого золя в широки пределах без его агломерирования, поэтому способы его нанесения и создания слоя требуемой толщины весьма ограничены. Кроме того, даже применяя очень мягкие режимы термообработки и сушки, такие покрытия претерпевают растрескивание.
Также известен способ получения твердого тонкопленочного электролита для электрохимических устройств методом ионно-плазменного напыления (2. Пат. РФ №1840832, опубл. 27.07.2012). Сущность данного способа заключается в том, что в плазменную струю при высоких температурах в атмосфере инертного газа подают распыляемый материал оксидов, который плавится, и в виде двух- или трехфазного потока осаждается на подложке в виде оксидной пленки, которая подвергается далее высокотемпературному обжигу. Основным недостатком данного метода является его сложность, поскольку он требует применения сложного оборудования, высоких температур и атмосферы инертного газа. Кроме того, данный метод является крайне энергозатратным и дорогостоящим.
Наиболее близкими к заявляемому способу является известный способ получения твердого тонкопленочного электролита для электрохимических устройств (3. Пат. РФ №2570509, опубл. 10.12.2015 г.) В этом способе в качестве оксидообразующих солей используют легкоразлагающиеся при нагревании и растворимые в воде, в этиловом спирте или в водноспиртовых растворах оксидообразующие соли, например, нитраты редкоземельных и щелочных элементов, оксинитраты или оксихлориды циркония или гафния. В качестве органического пленкообразователя в смеси, содержащей водный раствор оксидообразующих солей, используют поливиниловый спирт, а в смеси, содержащей спиртовый раствор оксиобразующих солей, используют поливинилбутираль. Основным недостатком данного метода является сложность получения газоплотных покрытий. Чтобы получить покрытие электролита с нулевой газопроницаемостью, авторам приходилось повторять процедуру нанесения покрытия и термообработки 5 раз. При этом количество таких циклов может возрастать при переходе к другим электролитам.
Задача, решаемая заявляемым техническим решением, заключается в разработке способа, позволяющего создать стабильную, легконаносимую пасту на основе оксида церия, допированного гадолинием, для создания равномерных, прочных, газоплотных покрытий твёрдых электролитов с высокой ионной проводимостью на любых поверхностях, в том числе и на трубках малого диаметра.
Поставленная задача решается благодаря тому, что в заявляемом способе получения пасты для тонкопленочного твердого электролита для электрохимических устройств, включающем смешение оксидного порошка и органического растворителя, в качестве оксидного порошка используют порошкообразный оксид церия, допированный гадолинием Ce0,9Gd0,1O1,95 (CGO10), порошок диспергируют совместно с растворителем, с дисперсантом и пластификатором при соотношении компонентов (масс. д.): 40 / 55 / 1 / 2, соответственно, в ультразвуковой ванне, а затем подвергают размолу керамическими шарами в режиме бисерной мельницы, добавляя в ходе помола полимерное связующее до получения пасты с вязкостью 0,2 Пуаз.
Предпочтительно, в качестве:
- растворителя используют бутилгликоль (BG);
- дисперсанта используют Disperbyk-111 (BYK-111);
- пластификатора используют дибутилфталат (DBF);
- полимерного связующего используют поливинилбутираль (PVB).
Существенными отличительными признаками заявляемого технического решения являются:
- в качестве оксидного порошка используют порошкообразный оксид церия, допированный гадолинием Ce0,9Gd0,1O1,95 (CGO10);
- порошок диспергируют совместно с дисперсантом и пластификатором при соотношении компонентов (масс. д.): 40 / 55 / 1 / 2, соответственно, в ультразвуковой ванне;
- порошок подвергают размолу керамическими шарами в режиме бисерной мельницы, добавляя в ходе помола полимерное связующее для контроля вязкости.
Поставленная задача решается благодаря совокупности существенных отличительных признаков.
Проведенный патентный поиск подтвердил новизну заявляемого технического решения.
Примеры конкретного выполнения заявляемого способа.
Пример 1. Получение тонкого газоплотного слоя электролита состава Ce0,9Gd0,1O1,95 (CGO10) на поверхности микротрубчатого анодного композита состава NiO/CGO10 : 60/40 (масс. д) методом совместного спекания.
Электрохимические генераторы на основе твердооксидных топливных элементов (ТОТЭ) способны напрямую преобразовывать химическую энергию органического топлива в электроэнергию с высокой эффективностью (вплоть до 70%). На сегодняшний день основной тенденцией в области ТОТЭ технологий является снижение рабочей температуры элемента от 900 до 500-600°С для создания портативных устройств с тонким электролитом, что позволит понизить омическое сопротивление, а, следовательно, достигнуть большей мощности. Среди различных конструкций ТОТЭ (трубчатая и планарная) наиболее подходящей для портативных технологий является микротрубчатая (МТ) конструкция [1-4], благодаря возможности быстрого запуска и высокой удельной мощности.
В заявляемом способе получения тонкого газоплотного слоя электролита CGO10 для микротрубчатого ТОТЭ исходная электролитная паста была приготовлена по следующей процедуре:
1 стадия - диспергирование порошка. 0,685 г дисперсанта (BYK-111) и 1,37 г пластификатора (DBF) растворяли в 37,68 г BG в ультразвуковой ванне в течение 20 мин. Затем медленно добавляли 27,4 г 10GDC при интенсивном перемешивании и ставили на ультразвуковую ванну на 1 ч. Далее проводили диспергирование на диссольвере DISPERMAT-55 в режиме бисерной мельницы в течение 1 ч при 300 rpm с использованием керамических бисерных шаров (YSZ) диаметром 1 мм. Объём шаров был равен объёму смеси.
2 стадия - загущение пасты. 1,37 г полимерного связующего (PVB) растворяли в 15 мл BG и добавляли полученный раствор полимера в ходе помола. После этого увеличивали скорость вращения фрезы до 600 rpm и перемешивали пасту в течение еще 1 ч. Вязкость полученной пасты, определенная тензометром Brookfield (USA), составила 0.2(1) сПуаз.
Перечисленные ниже растворители можно использовать для приготовления пасты как индивидуально, так и в виде смеси двух и более компонентов:
изопропиловый спирт, изобутиловый спирт, метилэтилкетон, циклогексанон, пропиленгликоль монометиловый эфир, пропиленгликоль моноэтиловый эфир, дипропиленгликоль монометиловый эфир, трипропиленгликоль монометиловый эфир, бутиловый эфир этиленгликоля, ацетат метилового эфира пропиленгликоля, пропионат метилового эфира пропиленгликоля, ацетат бутилового эфира этиленгликоля, ацетат бутилового эфира диэтиленгликоля.
Примеры дисперсантов, которые можно использовать для стабилизации неорганических нано- и микрочастиц в пасте:
Solsperse 36000, Solsperse 41000, Solsperse 35000, Solsperse 36000 (производитель Avecia, Великобритания), Tego Disperse 650, Tego Disperse 652, Tego Disperse 655 (производитель Tego Chemie Service, Германия), Disperbyk 180, Disperbyk 101, Disperbyk 110, Disperbyk 111, BYK 381, BYK-P-104 (производитель Chemie-BYK, Германия).
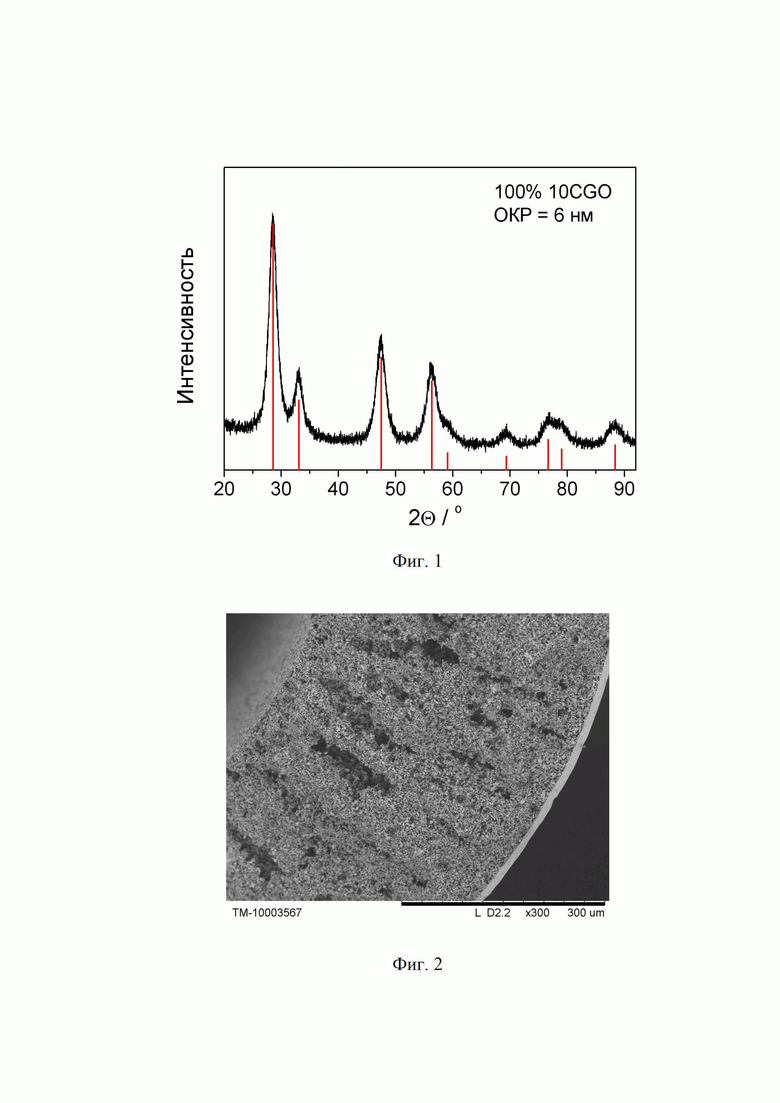
Рентгенофазовый высушенной электролитической пасты, содержащей CGO10 приведен на (Фиг. 1). Данные РФА подтверждают химическую чистоту твердого компонента пасты после описанной выше процедуры (1 и 2 стадии), примесных натиров не обнаружено.
Нанесение электролитного слоя на анодные подложки производили методом dip-coating. Скорость окунания и вытягивания образца 40 см/мин. Толщина слоя при однократном нанесении составляет 2.0±0.1 мкм.
Показано, что паста, полученная описанным способом, позволяет получить газоплотный слой электролита при температуре не выше 1400°С
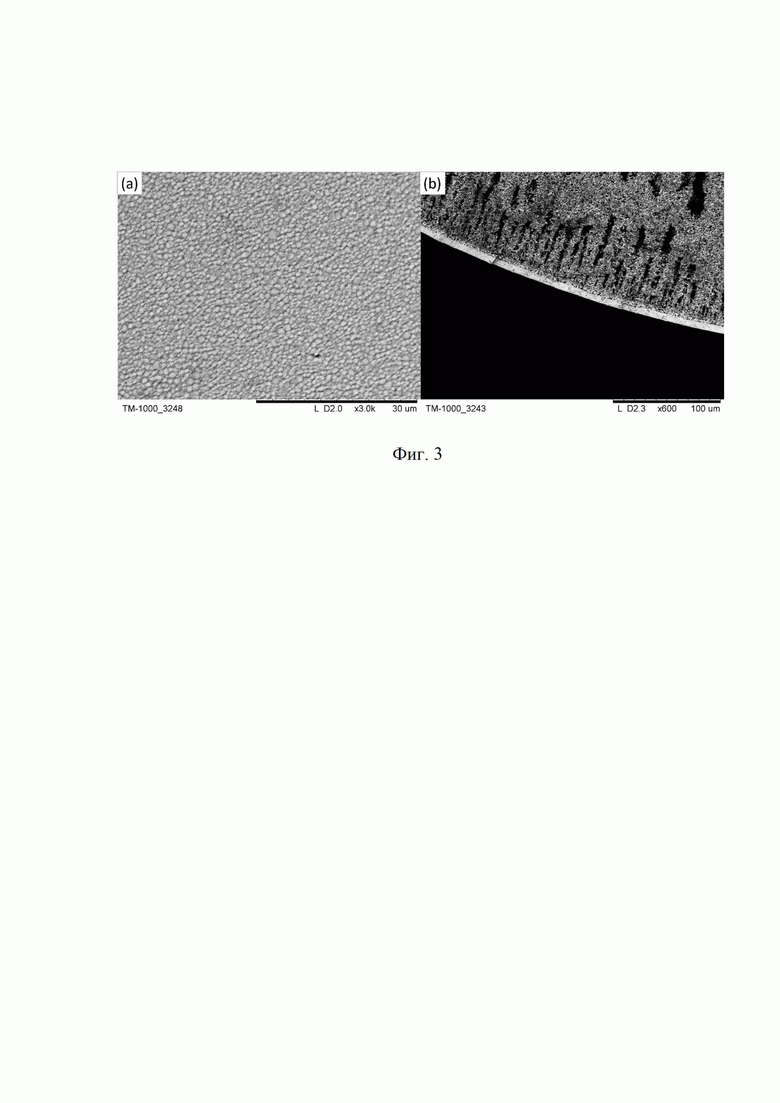
Микроструктура слома анодных подложек с нанесённым электролитом CGO10, отожженным при 1400°C приведена на (Фиг. 2). Тестирование газоплотности проводили при помощи пенетранта NORDTEST 3000, проникающая способность которого сопоставима с газами.
Пример 2. Получение тонкого газоплотного слоя модифицированного литием электролита состава Ce0,9Gd0,1O1,95 (CGO10) на поверхности микротрубчатого анодного композита состава NiO/CGO10: 60/40 масс % методом совместного спекания с целью понижения максимальной температуры обработки.
Для понижения рабочей температуры ТОТЭ на сегодняшний день наиболее предпочтительным вариантом конструкции является нанесенная тонкая газоплотная пленка электролита на пористой подложке на основе анодного материала. Главной проблемой оксида церия являются, прежде всего, плохие свойства спекания коммерчески доступных порошков, которые требуют высоких температур спекания (~ 1500°C) [5-7].
Для развития технологии получения МТ ТОТЭ желательно сокращение стадий температурного отжига. Для этого, как правило, используют методику совместного спекания компонентов МТ ТОТЭ. Температура спекания электродных материалов (LSCF, LSM и тд), как правило, не выше 1350°C. При более высоких температурах происходит инконгруэнтное плавление электродного материала, в особенности катода, что делает невозможным совместное спекание катода и электролита. Таким образом, для совместного спекания комплектующих МТ ТОТЭ необходимо снизить температуру плавления электролитного материала, как наиболее тугоплавкого компонента, вплоть до 1350°C путем добавления спекающей добавки.
Преимуществом заявленного способа является вариативность при выборе твёрдой компоненты. Процесс приготовления пасты аналогичен приведённому в примере 1, за исключением состава порошка электролита. Так, в данном примере был использован модифицированный 3% лития CGO10, который был получен методом термического разложения смешанного прекурсора и был использован как в электролите, так и в анодном композите. Вязкость полученной пасты, определенная тензометром Brookfield (USA), составила 31.0(1) сПуаз.
Процесс нанесения электролитного слоя на анодные подложки аналогичен приведенному в примере 1. Толщина слоя при однократном нанесении составляет 5.0±0.1 мкм, что при одном цикле «нанесение слоя с 2х сторон» позволяет получить 10 мкм слой электролита, что является более технологичным способом. В примере 1, данный процесс необходимо было повторить, по крайней мере, 2 раза.
На Фиг. 3. приведена микроструктура (a) поверхности и (b) слома анодных подложек с нанесенным модифицированным 3% Li электролитом CGO10, отожженным при 1350°C. Полученный образец прошёл тест на газоплотность.
Пример 3. Аналогичен примеру 1, но температура спекания электролита составляет 1300°C. Показатели усадки образца приведены в таблице 1. Образец не газоплотный.
Пример 4. Аналогичен примеру 1, но температура спекания электролита составляет 1350°C. Показатели усадки образца приведены в таблице 1. Образец не газоплотный.
Пример 5. Аналогичен примеру 1, но температура спекания электролита составляет 1500°C. Показатели усадки образца приведены в таблице 1. Образец газоплотный.
Пример 6. Аналогичен примеру 2, но температура спекания электролита составляет 1300°C. Показатели усадки образца приведены в таблице 1. Образец не газоплотный.
Пример 7. Аналогичен примеру 2, но температура спекания электролита составляет 1400°C. Показатели усадки образца приведены в таблице 1. Образец газоплотный.
Пример 8. Аналогичен примеру 2, но температура спекания электролита составляет 1500°C. Показатели усадки образца приведены в таблице 1. Образец газоплотный.
Пример 9. Аналогичен примеру 1, но вместо электролита CGO10 использовали высокотемпературный электролит 8YSZ. Температура спекания составляла 1450°C. Количество окунаний равно 2. Показатели толщины электролитного слоя приведены в таблице 2.
Пример 10. Аналогичен примеру 6, но количество окунаний равно 4. Показатели толщины электролитного слоя приведены в таблице 2.
Пример 11. Аналогичен примеру 10, но вместо электролита 8YSZ использовали катодный материал состава Ba0.5Sr0.5Co0.75Fe0.2Mo0.05O3-z (BSCFM5). Показатели толщины электролитного слоя приведены в таблице 2.
Пример 12. Аналогичен примеру 10, но вместо электролита 8YSZ использовали катодный материал состава SrCo0.9Ta0.1O3-z (SCT10). Показатели толщины электролитного слоя приведены в таблице 2.
Пример 13. Аналогичен примеру 10, но вместо электролита 8YSZ использовали катодный материал состава Ba0.5Sr0.5Co0.78Fe0.2W0.02O3-z (BSCFW2). Показатели толщины электролитного слоя приведены в таблице 2.
Пример 14. Аналогичен примеру 10, но вместо электролита 8YSZ использовали катодный материал состава SrCoO3-z (SC). Показатели толщины электролитного слоя приведены в таблице 2.
Из данных таблицы 1 видно, что усадка >20 обеспечивает газоплотный слой электролита. Из данных таблицы 2 видно, что предлагаемый способ позволяет использовать в качестве твёрдого наполнителя не только наноразмерный CGO10, полученный методом термического разложения смешанного прекурсора, но и другие составы, включая перспективные катодные материалы.
Достигаемый технический результат, получаемый при использовании данного решения, заключается в упрощении технологии и снижении энергозатратности изготовления пасты с возможностью тонкого регулирования вязкости конечного продукта, упрощении технологии нанесения пасты, позволяющей получить слои различной толщины и относительной плотности, вплоть до формирования газоплотных слоев.
Преимущества пасты, получаемой по данной технологии по сравнению с прототипом:
- возможность в зависимости от метода нанесения покрытия и от требуемой толщины покрытия контролировать вязкость пасты, путем изменения соотношения растворителя и твёрдой фазы используемого оксида;
- возможность наносить пасту различными методами: например, dip coating (окунание образца в пасту), spin coating (равномерное покрытие при интенсивном вращении образца) и paint-brushing (мануальное нанесение тонких слоев различными инструментами);
- возможность вариации состава твёрдого компонента пасты в зависимости от требуемого функционала слоя.
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чернил для изготовления тонкопленочного твердого электролита методом цифровой струйной 3D-печати | 2024 |
|
RU2834004C1 |
| Способ получения кислород-проницаемых мембран с контролируемой геометрией и микроструктурой | 2022 |
|
RU2796688C1 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| Способ получения анодных подложек с развитой микроструктурой, используемых в мультиканальных ТОТЭ | 2021 |
|
RU2777101C1 |
| Способ изготовления композитного материала твердоэлектролитной мембраны ячейки среднетемпературного топливного элемента | 2022 |
|
RU2786776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2021 |
|
RU2781046C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2361332C1 |
| Трехслойная твердоэлектролитная мембрана среднетемпературного ТОТЭ | 2023 |
|
RU2812650C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2399996C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2005 |
|
RU2356132C2 |
Изобретение относится к области производства пасты для получения газоплотных слоёв твёрдых электролитических материалов, обладающих высокой ионной проводимостью по кислороду, для микротрубчатых твердооксидных топливных элементов (МТ ТОТЭ) анод-несущей конструкции. Способ получения пасты включает смешение в ультразвуковой ванне и размол керамическими шарами до вязкости 0,2 Пуаз в режиме бисерной мельницы смеси порошка оксида церия, допированного гадолинием Ce0,9Gd0,1O1,95 (CGO), бутилгликоля, BYK-111 и поливинилбутираля в соотношении 40/55/1/2 соответственно. Способ позволяет варьировать вязкость пасты в зависимости от метода нанесения покрытия и от требуемой толщины покрытия путем изменения соотношения растворителя и твёрдой фазы используемого оксида. Техническим результатом является упрощение технологии и снижение энергозатратности изготовления пасты с возможностью регулирования вязкости конечного продукта. 4 з.п. ф-лы, 4 ил., 14 пр., 2 табл.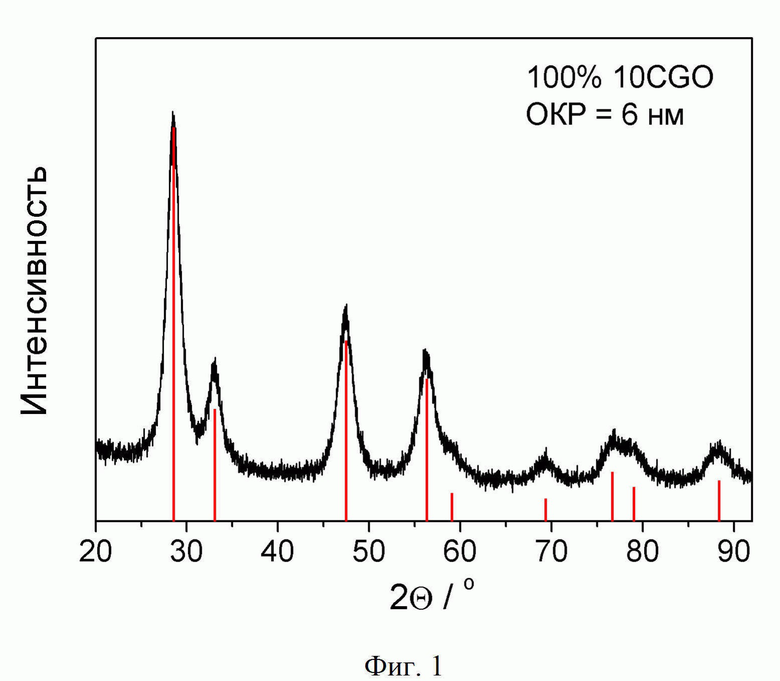
1. Способ получения пасты для тонкопленочного твердого электролита электрохимических устройств, включающий смешение оксидного порошка и органического растворителя, в качестве оксидного порошка используют порошкообразный оксид церия, допированный гадолинием Ce0,9Gd0,1O1,95 (CGO10), порошок диспергируют совместно с растворителем, с дисперсантом и пластификатором при соотношении компонентов (мас. д.): 40/55/1/2 соответственно в ультразвуковой ванне, а затем подвергают размолу керамическими шарами в режиме бисерной мельницы, добавляя в ходе помола полимерное связующее до получения пасты с вязкостью 0,2 Пуаз.
2. Способ по п. 1, отличающийся тем, что в качестве растворителя используют бутилгликоль (BG).
3. Способ по п.1, отличающийся тем, что в качестве дисперсанта используют Disperbyk-111 (BYK-111).
4. Способ по п. 1, отличающийся тем, что в качестве пластификатора используют дибутилфталат (DBF).
5. Способ по п. 1, отличающийся тем, что в качестве полимерного связующего используют поливинилбутираль (PVB).
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОПЛЁНОЧНОГО ТВЕРДОГО ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ | 2014 |
|
RU2570509C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С ПРОТОНОПРОВОДЯЩЕЙ МЕМБРАНОЙ И С УСОВЕРШЕНСТВОВАННЫМ РЕГУЛИРОВАНИЕМ РАСХОДА ВОДЫ И ТОПЛИВА | 2002 |
|
RU2295804C2 |
| US2014291151 A1, 02.10.2014 | |||
| KR20180036307 A, 09.04.2018. | |||

