Изобретение относится к способу выделения углеводородов с 5-8 атомами углерода и кислых газов из потока текучей среды.
Многие потоки текучих сред содержат кислые газы, например, такие как СО2, H2S, SO2, CS2, HCN, COS или меркаптаны. Подобными потоками текучих сред могут являться, например, газовые потоки, в частности, природный газ, нефтезаводской газ или синтез-газ. Удаление кислых газов из указанных потоков текучих сред желательно по разным причинам.
Содержание кислых газов в природном газе снижают посредством надлежащей предварительной переработки природного газа непосредственно в месте его источника, поскольку кислые газы в воде, часто присутствующей в природном газе, образуют кислоты, которые обладают коррозионным действием.
Синтез-газ состоит главным образом из монооксида углерода и водорода. Синтез-газ в общем случае получают посредством частичного окисления или парового риформинга углеводородов. Сырой синтез-газ содержит подлежащие удалению кислые газы, в частности, диоксид углерода, сероводород или карбонилсульфид.
В промышленном масштабе в качестве абсорбента для удаления кислых газов, например, диоксида углерода, из потоков текучих сред часто используют водные растворы органических оснований, например, аминов, в частности, алканоламинов. При растворении кислых газов из оснований и компонентов кислых газов образуются ионные продукты. Абсорбент можно регенерировать посредством нагревания, снижения давления до более низких значений или отпаривания, причем ионные продукты вновь превращаются в кислые газы и/или кислые газы отпаривают посредством водяного пара. По завершении процесса регенерации абсорбент можно использовать вторично.
Абсорбент помимо кислых газов часто поглощает также другие некислые низкокипящие соединения, содержащиеся в потоке текучей среды, например, метан или этан. В используемых в качестве абсорбента водных растворах аминов подобные некислые низкокипящие соединения связаны слабее, чем кислые газы, поскольку в отличие от последних они не образуют с аминами ионные продукты. Некислые низкокипящие соединения, в частности, метан или этан, обычно целенаправленно десорбируют на предшествующей регенератору ступени снижения давления.
Некоторые потоки текучих сред содержат также высококипящие углеводороды, в частности, углеводороды с 5-8 атомами углерода, включая бензол, толуол, этилбензол и ксилолы (ВТЕХ). Эти углеводороды также могут по меньшей мере частично поглощаться абсорбентом. На обычно реализуемой ступени снижения давления, предшествующей регенератору, указанные углеводороды вследствие более высоких по сравнению с метаном или этаном температур кипения не десорбируются или десорбируется лишь их небольшая часть. Значительная часть углеводородов с 5-8 атомами углерода выделяется из абсорбента лишь при реализуемой в регенераторе десорбции кислых газов. По меньшей мере часть высококипящих углеводородов с температурой кипения выше этана, например, пропадает с выходящим из регенератора кислым газовым потоком, или регенерация этих высококипящих углеводородов связана с дополнительными затратами. Часть указанных высококипящих углеводородов чрезвычайно опасна для здоровья, что прежде всего относится к бензолу и другим ароматическим углеводородам, в частности, толуолу, этилбензолу или ксилолу. Их содержание в кислом газовом потоке должно быть максимально ограничено. Присутствие углеводородов с 5-8 атомами углерода на стадии регенерации обусловливает нежелательное пенообразование. ВТЕХ-углеводороды действуют в качестве веществ, способствующих растворению высших углеводородов, и усугубляют проблему пенообразования.
Ранее уже предпринимались попытки отдельного от кислых газов десорбирования поглощенных абсорбентом углеводородов с 5-8 атомами углерода (смотри, например, патент США US 6,607,585 В2). В этом патенте описывается способ абсорбционной очистки газов, позволяющий сократить содержание бензола, толуола, этилбензола и ксилолов (ВТЕХ), а также легколетучих алифатических углеводородов (летучих органических компонентов) в отделяемом кислом газе. Это достигается благодаря тому, что указанные углеводороды отпаривают в колонне для отпаривания ВТЕХ из насыщенного диоксидом углерода и сероводородом водного раствора амина перед введением этого раствора в регенератор и сжигают.
Предложенный в патенте США US 6,607,585 В2 способ обладает рядом недостатков. Прежде всего требуется дополнительная отпарная колонна для выделения ВТЕХ и летучих органических компонентов. Кроме того, для отпаривания ВТЕХ и летучих органических компонентов часть ценного продукта (освобожденного от кислых газов природного газа), полученного в верхней части абсорбера, или соответственно в последующем промывном узле, направляют в колонну для отпаривания ВТЕХ. Наряду с этим часть полученного регенерированного раствора амина из регенератора направляют в колонну для отпаривания ВТЕХ, чтобы обеспечить обратную промывку посредством отпаренного кислого газа. Следовательно, для сокращения содержания ВТЕХ и летучих органических компонентов в кислом газе требуется дополнительная отпарная колонна, а также два дополнительных потока, необходимые для этого трубопроводы и так далее. Таким образом, выделение ВТЕХ предлагаемым в патенте США US 6,607,585 В2 способом требует значительных дополнительных расходов.
В патенте США US 2002/0012622 А1 описан способ удаления летучих органических компонентов из содержащего амин абсорбента, используемого для освобождения газовых потоков от содержащихся в них кислых газов. При этом насыщенный абсорбент направляют в расширительный резервуар. Расширительный резервуар целенаправленно эксплуатируют в таком режиме, чтобы в нем высвобождались летучие органические компоненты, однако свободный диоксид углерода выделялся в возможно малом количестве. Так, например, давление в расширительном резервуаре составляет 4,5 бар (абсолютное давление 64,7 фунт/кв. дюйм), а температура 87,2°С (189°F).
Bullin и Brown в статье “Hydrocarbons and ВТЕХ Pickup and Control from Amine Systems”, опубликованной в сборнике сообщений к 83-му ежегодному съезду Общества переработчиков газа (14-17 марта 2004), описывают моделирование способа, согласно которому метилдиэтаноламин с насыщением 50% сначала пропускают через узел “Rich Flash”, затем через теплообменник и после этого через узел “Hot Flash”. В теплообменнике тепло регенерированного абсорбента передается насыщенному абсорбенту. Узел “Hot Flash”, очевидно, функционирует при низком давлении, поскольку бензол высвобождается из абсорбента, начиная с температуры 65,6°С (150°F). Кроме того, узел “Hot Flash”, очевидно, невозможно эффективно использовать для выделения ВТЕХ, поскольку в нем помимо бензола высвобождаются также значительные количества диоксида углерода. Подобное моделирование описано также Mcintyre и другими в статье “Recent GPA Data Improves ВТЕХ Predictions for Amine Sweetening Facilities”, опубликованной в сборнике сообщений к 80-му ежегодному съезду Общества переработчиков газа (12-14 марта 2001).
Согласно международной заявке WO 2014/199036 насыщенный диоксидом углерода абсорбционный раствор после снижения давления, при необходимости реализуемого в расширительном резервуаре среднего давления, нагревают до небольшой температуры, а затем давление в указанном расширительном резервуаре снижают таким образом, чтобы высвободилась содержащая углеводороды (в частности, ВТЕХ) газообразная фракция и был получен обедненный углеводородами абсорбционный раствор. В качестве устройства для нагревания используют, например, теплообменник с горячей рабочей средой. Расширительный резервуар низкого давления функционирует, например, при давлении 1,5 бар.
Недостаток предлагаемого в международной заявке WO 2014/199036 способа состоит в том, что высвобождение углеводородов происходит при низком давлении, в связи с чем они не могут быть без проблем направлены в систему сжигания горючих газов. Высвобождаемые углеводороды трудно доступны для рациональной утилизации, и их сжигают с подачей горючих веществ. Кроме того, достаточно полное выделения ВТЕХ требует значительных конструктивных и/или энергетических затрат. Если для нагревания насыщенного диоксидом углерода абсорбционного раствора до небольшой температуры необходима минимально возможная подача энергии, для достаточно полного высвобождения ВТЕХ требуется большой расширительный резервуар низкого давления с множеством ступеней разделения. Лишь в этом случае оказывается возможным высвобождение достаточно большой части содержащихся в абсорбенте углеводородов ВТЕХ при ограниченном подводе тепла. С другой стороны, при попытке максимально сократить конструктивные затраты за счет использования меньшего расширительного резервуара низкого давления достаточно высокая разделяющая способность оказывается возможной лишь ценой менее благоприятного энергетического баланса. Ибо в этом случае в расширительный резервуар низкого давления придется подавать насыщенный абсорбент с более высокой температурой. Это, в свою очередь, потребует более сильного нагревания насыщенного диоксидом углерода абсорбционного раствора.
В основу настоящего изобретения была положена задача предложить способ выделения кислых газов из потока текучей среды, содержащего углеводороды с 5-8 атомами углерода, в соответствии с которым углеводороды с 5-8 атомами углерода выделяют в легко утилизируемой форме отдельно от кислых газов с минимальными конструктивными и энергетическими затратами.
Указанная задача согласно изобретению решается с помощью способа выделения углеводородов с 5-8 атомами углерода и кислых газов из потока текучей среды, причем
a) поток текучей среды в зоне абсорбции приводят в контакт с абсорбентом, содержащим по меньшей мере один амин, причем получают освобожденный от кислых газов поток текучей среды и насыщенный кислыми газами абсорбент,
b) насыщенный абсорбент нагревают в первом теплообменнике и в зоне декомпрессии снижают давление до значений в интервале от 5 до 10 бар, причем получают газовую фазу, содержащую углеводороды с 5-8 атомами углерода, и обедненный углеводородами насыщенный абсорбент,
c) обедненный углеводородами насыщенный абсорбент направляют в отпарную колонну, в которой при давлении от 1 до 2,5 бар благодаря подаче тепла по меньшей мере частично высвобождаются кислые газы, причем получают регенерированный абсорбент и содержащий кислый газ поток, причем обедненный углеводородами насыщенный абсорбент перед введением в отпарную колонну при необходимости нагревают во втором теплообменнике, и
d) регенерированный абсорбент возвращают в зону абсорбции,
причем,
если присутствует второй теплообменник, в качестве нагревающего агента во втором теплообменнике используют регенерированный абсорбент, а в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент после его пропускания через второй теплообменник, или, в случае отсутствия второго теплообменника, в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент,
и причем
в первом теплообменнике реализуют передачу такого количества тепла, чтобы содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляло от 50 до 97% об. предпочтительно от 70 до 95% об., например, от 80 до 95% об.
Таким образом, при наличии второго теплообменника в качестве нагревающего агента во втором теплообменнике используют регенерированный абсорбент, а в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент после его пропускания через второй теплообменник. В этом случае относительные количества тепла, передаваемые в первом теплообменнике и во втором теплообменнике, рассчитывают таким образом, чтобы содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляло от 50 до 97% об., предпочтительно от 70 до 95% об., например, от 80 до 95% об.
В другом варианте, предусматривающем отсутствие второго теплообменника, в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент. В этом случае в первом теплообменнике реализуют передачу такого количества тепла, чтобы содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляло от 50 до 97% об., предпочтительно от 70 до 95% об., например, от 80 до 95% об.
Теплообмен между регенерированным абсорбентом и насыщенным абсорбентом реализуют на двух ступенях, а именно в первом теплообменнике и во втором теплообменнике, или, в случае отсутствия второго теплообменника, только на одной ступени. Первый теплообмен реализуют до снижения давления насыщенного абсорбента в зоне декомпрессии; второй теплообмен реализуют с целью нагревания обедненного углеводородами насыщенного абсорбента после его выхода из зоны десорбции, в которой вследствие дополнительного снижения давления высвобождается часть кислых газов, соответственно перед входом указанного абсорбента в отпарную колонну. В качестве нагревающего агента во втором теплообменнике используют регенерированный абсорбент, а в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент после его пропускания через второй теплообменник (при наличии последнего). В случае отсутствия второго теплообменника в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент. Благодаря этому удается обеспечить оптимальную тепловую интеграцию способа.
В определенных вариантах осуществления способа передаваемые в первом теплообменнике и втором теплообменнике относительные количества тепла рассчитывают таким образом, чтобы в первом теплообменнике происходила передача преобладающего количества тепла. В особом случае второй теплообменник не используют вовсе.
Относительные количества передаваемого в теплообменниках тепла рассчитывают таким образом, чтобы газовая фаза, содержащая углеводороды с 5-8 атомами углерода, в зоне декомпрессии обладала относительно высоким содержанием кислых газов. В случае отсутствия второго теплообменника при первом теплообмене реализуют передачу такого количества тепла, чтобы газовая фаза, содержащая углеводороды с 5-8 атомами углерода, в зоне декомпрессии обладала относительно высоким содержанием кислых газов. На относительно высокое содержание кислых газов идут сознательно, поскольку благодаря этому обеспечивают разбавление углеводородов с 5-8 атомами углерода в газовой фазе и уменьшение их парциального давления. Это позволяет сместить равновесие распределения углеводородов с 5-8 атомами углерода в сторону газовой фазы, что, в свою очередь, способствует переходу в газовую фазу дополнительного количества углеводородов с 5-8 атомами углерода.
В соответствии с предлагаемым в изобретении способом углеводороды с 5-8 атомами углерода получают при минимальных конструктивных затратах. При этом удается избежать дополнительных затрат на выделение ВТЕХ, необходимых согласно предлагаемому в патенте США US 6,607,585 В2 способу. В частности, для высвобождения углеводородов с 5-8 атомами углерода не требуется ни ценный продукт (освобожденный от кислых газов природный газ), ни регенерированный раствор амина из регенератора, соответственно зоны десорбции.
Углеводороды с 5-8 атомами углерода выделяют при минимальных энергетических затратах. В отличие от международной заявки WO 2014/199036 внешнее тепло к абсорбенту подводят только в отпарной колонне, тогда как тепло, необходимое для высвобождения углеводородов в зоне декомпрессии, предоставляется исключительно благодаря (внутреннему) теплообмену.
Углеводороды с 5-8 атомами углерода выделяют в легко утилизируемой форме. Поскольку получаемая газовая фаза, содержащая углеводороды с 5-8 атомами углерода, находится под давлением от 5 до 10 бар, дополнительные затраты на сжатие указанной газовой фазы, необходимые для ее подачи в систему сжигания горючих газов, не требуются. Система сжигания горючих газов обычно функционирует под давлением, составляющим по меньшей мере 5 бар.
В зоне абсорбции реализуют контакт потока текучей среды с абсорбентом, содержащим по меньшей мере один амин. Контакт потока текучей среды с абсорбентом в зоне абсорбции предпочтительно реализуют при давлении в интервале от 30 до 120 бар, в частности, от 50 до 80 бар. При этом получают по меньшей мере частично освобожденный от кислых газов поток текучей среды (называемый в настоящем описании освобожденным от кислых газов потоком текучей среды) и насыщенный кислыми газами абсорбент.
Обработку потока текучей среды абсорбентом предпочтительно реализуют в противотоке. При этом поток текучей среды в общем случае подают в нижнюю часть зоны абсорбции, а абсорбент в ее верхнюю часть. Абсорбент можно распределять над зоной абсорбции по всему ее поперечному сечению посредством пригодного устройства для распределения жидкостей. Для оптимизации контакта и формирования большей поверхности массобмена зона абсорбции, как правило, включает внутренние устройства, например, насадочные тела, насадки и/или тарелки. Обработку потока текучей среды абсорбентом реализуют надлежащим образом в абсорбционной башне, соответственно абсорбционной колонне, например, насадочной колонне, колонне с пакетированной насадкой или тарельчатой колонне. Зоной абсорбции является секция абсорбционной колонны, в которой поток текучей среды вступает в массообменный контакт с абсорбентом.
Температура вводимого в зону абсорбции абсорбента в общем случае находится в примерном интервале от 20 до 60°С.
Возможна реализация контакта освобожденного от кислых газов потока текучей среды с водной жидкостью. Подобный контакт позволяет отмывать присутствующие в абсорбенте компоненты и/или выравнивать водный баланс технологического процесса в случае, если с выходящими потоками выводят большее количество воды, чем вводят с входящими потоками.
Под водными жидкостями подразумевают внутренние жидкости, то есть водные жидкости, которые образуются в другом месте технологического процесса, или водные жидкости, поступающие извне. Водной жидкостью предпочтительно является конденсат, образующийся при реализуемом ниже по технологической линии охлаждении освобожденного от кислых газов потока текучей среды (так называемый конденсат верха абсорбционной колонны), конденсат, образующийся при охлаждении содержащего кислый газ потока (так называемый конденсат кислых газов), и/или свежая вода.
Водную жидкость можно подавать, например, в верхнюю часть зоны абсорбции.
В качестве альтернативы водную жидкость можно подавать в промывную зону, которую при необходимости имеет абсорбционная колонна. Промывочную жидкость подают в промывную зону в противотоке к освобожденному от кислых газов потоку текучей среды. Для более интенсивного контактирования потока текучей среды с промывочной жидкостью промывная зона предпочтительно снабжена насадочными телами, насадками и/или тарелками. Промывочную жидкость можно распределять над промывной зоной по всему ее поперечному сечению посредством пригодного устройства для распределения жидкостей.
Промывная зона может быть сконструирована в виде секции абсорбционной колонны, расположенной над зоной абсорбции. При этом промывная зона представляет собой часть абсорбционной колонны, расположенную выше места подачи абсорбента и сконструированную в виде секции обратной промывки или концентрационной секции.
Можно осуществлять рециркуляцию промывочной жидкости в промывной зоне. Для этого промывочную жидкость накапливают ниже промывной зоны, например, посредством пригодной сборной тарелки и перекачивают насосом в верхнюю часть промывной зоны. Рециркулируемую промывочную жидкость можно подвергать охлаждению предпочтительно до температуры от 20 до 70°С, в частности, от 30 до 60°С. При этом целесообразным является перекачивание промывочной жидкости насосом через холодильник. Для исключения накапливания компонентов абсорбента частичный поток промывочной жидкости выводят из промывной зоны.
Насыщенный абсорбент нагревают в первом теплообменнике. Насыщенный абсорбент нагревается в этом теплообменнике посредством косвенного теплообмена. В соответствии с предлагаемым в изобретении способом в качестве первого теплообменника можно использовать косвенный теплообменник любой формы, пригодный для передачи тепла от одной жидкости к другой. Насыщенный абсорбент нагревают в первом теплообменнике, например, до температуры от 85 до 105°С.
Давление насыщенного кислыми газами абсорбента можно частично снижать уже перед входом в первый теплообменник или на входе в первый теплообменник. Преимущество частичного снижения давления состоит в том, что в этом случае теплообменник не должен быть рассчитан на высокое давление, при котором насыщенный кислыми газами абсорбент образуется в зоне абсорбции. Давление насыщенного кислыми газами абсорбента предпочтительно снижают максимум до такого уровня, чтобы отсутствовала необходимость его активного транспортирования до входа в зону декомпрессии, например, перекачивания.
Нагретый в первом теплообменнике насыщенный абсорбент в зоне декомпрессии подвергают снижению давления до значений в интервале от 5 до 10 бар, предпочтительно от >6 до 10 бар.
Зона декомпрессии может быть встроена, например, в расширительный резервуар, в котором насыщенный абсорбент подвергают снижению давления.
При снижении давления нагретого в первом теплообменнике насыщенного абсорбента получают газовую фазу, содержащую углеводороды с 5-8 атомами углерода, и обедненный углеводородами насыщенный абсорбент. При этом высвобождаются совместно абсорбированные компоненты потока текучей среды, в частности, инертные газы, кислород и/или углеводороды, в частности, углеводороды с 5-8 атомами углерода. Высвобождается также незначительная часть кислых газов, причем содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляет от 50 до 97% об. Однако высвобождение основного количества кислых газов в зоне декомпрессии не происходит.
Газовая фаза, содержащая углеводороды с 5-8 атомами углерода, улетучивается из зоны декомпрессии вверх. Газовую фазу, содержащую углеводороды с 5-8 атомами углерода, предпочтительно отбирают через присоединенный в верхней части расширительного резервуара трубопровод.
Обедненный углеводородами насыщенный абсорбент стекает из зоны декомпрессии вниз. Его предпочтительно выводят по присоединенному к нижней части расширительного резервуара трубопроводу.
Полученный насыщенный абсорбент, обедненный углеводородами, например, непосредственно направляют в при необходимости имеющийся второй теплообменник или сначала дополнительно снижают его давление.
В предпочтительном варианте осуществления изобретения регенерация обедненного углеводородами насыщенного абсорбента включает ступень снижения давления, на которой благодаря дополнительному снижению давления высвобождается часть кислых газов, а также промежуточное нагревание во втором теплообменнике и полную регенерацию в отпарной колонне. Для этого давление обедненного углеводородами насыщенного абсорбента перед его нагреванием во втором теплообменнике снижают в зоне десорбции до значений в интервале от 1 до 2,5 бар и предварительно нагревают его в этом теплообменнике посредством прямого теплообмена с содержащим кислый газ потоком.
Зона десорбции, например, может быть встроена в расширительный резервуар низкого давления, в котором снижается давление обедненного углеводородами насыщенного абсорбента. Поток, содержащий кислый газ, предпочтительно вводят в расширительный резервуар низкого давления ниже зоны десорбции, а обедненный углеводородами насыщенный абсорбент выше зоны десорбции.
Зона десорбции может быть встроена также в отпарную колонну.
Преимуществом подобного предпочтительного варианта осуществления изобретения является дополнительное неожиданное сокращение потребления энергии, что подтверждается приведенными ниже примерами.
Обедненный углеводородами насыщенный абсорбент нагревают во втором теплообменнике. Насыщенный абсорбент нагревается в этом теплообменнике посредством косвенного теплообмена. В соответствии с предлагаемым в изобретении способом в качестве второго теплообменника можно использовать косвенный теплообменник любой формы, пригодный для передачи тепла от одной жидкости к другой.
Обедненный углеводородами насыщенный абсорбент, нагретый во втором теплообменнике, направляют в отпарную колонну.
В случае отсутствия второго теплообменника полученный в зоне декомпрессии, обедненный углеводородами насыщенный абсорбент можно направлять непосредственно в отпарную колонну.
В отпарной колонне кислые газы по меньшей мере частично высвобождаются при давлении от 1 до 2,5 бар благодаря подаче тепла.
При этом получают регенерированный абсорбент, который возвращают в зону абсорбции, а также поток, содержащий кислый газ.
В общем случае кислые газы высвобождают благодаря нагреванию обедненного углеводородами насыщенного абсорбента до температуры от 100 до 150°С, например, от 100 до 140°С, в частности, от 105 до 135°С. При этом абсорбент с пониженным давлением можно нагревать и частично испарять в нижней части отпарной колонны посредством испарителя.
Испаритель предпочтительно расположен вне отпарной колонны. Абсорбент из куба отпарной колонны поступает в испаритель, а образующийся по меньшей мере в испарителе пар возвращается в отпарную колонну.
Куб отпарной колонны посредством тарелки может быть разделен на верхнее и нижнее отделения. В одном варианте конструктивного исполнения собирающийся на тарелке абсорбент поступает в расположенный вне отпарной колонны испаритель, а образующийся в испарителе пар и нагретый в испарителе жидкий абсорбент поступают в нижнее отделение куба.
Отпарная колонна имеет зону регенерации, в общем случае расположенную над кубом. Нагретый насыщенный абсорбент, обедненный углеводородами, предпочтительно вводят в отпарную колонну выше зоны регенерации. Стекающий вниз через зону регенерации абсорбент в зоне регенерации движется противотоком относительно производимого в испарителе пара. В целесообразном варианте регенерированный абсорбент выводят из куба отпарной колонны.
Как указано выше, при наличии второго теплообменника в предпочтительном варианте осуществления предлагаемого в изобретении способа обедненный углеводородами насыщенный абсорбент со сниженным в зоне десорбции давлением предварительно нагревают содержащим кислый газ потоком. Для этого содержащий кислый газ поток, выходящий из верхней части зоны регенерации, можно направлять в зону десорбции.
Данный вариант может быть реализован по-разному. Так, например, зона десорбции может располагаться в отпарной колонне над зоной регенерации, причем выходящий из зоны регенерации вверх поток, содержащий кислый газ, поступает в зону десорбции непосредственно снизу. При этом абсорбент, выходящий из зоны десорбции вниз, в общем случае направляют в зону регенерации через второй теплообменник. Так, например, абсорбент, выходящий из зоны десорбции вниз, накапливают на сборной тарелке, выводят из отпарной колонны, пропускают через второй теплообменник, а затем возвращают в отпарную колонну ниже сборной тарелки. 1
Зона десорбции может быть встроена также в пространственно отделенный от отпарной колонны расширительный резервуар низкого давления, причем содержащий кислый газ поток выводят из верхней части отпарной колонны и вводят в расширительный резервуар низкого давления ниже зоны десорбции.
Содержащий кислый газ поток, выходящий из зоны регенерации, соответственно из зоны десорбции (в случае если последняя предусмотрена), можно пропускать через укрепляющую зону. Так, например, укрепляющую зону предпочтительно упорядочивают в отпарной колонне над зоной десорбции (в случае если последняя расположена в отпарной колонне). В отличие от этого в случае, если зона десорбции встроена в расширительный резервуар низкого давления, укрепляющую зону предпочтительно упорядочивают в расширительном резервуаре низкого давления над зоной десорбции.
Зона концентрирования в целесообразном варианте снабжена структурированной насадкой, неориентированной насадкой и/или множеством тарелок.
Содержащий кислые газы поток в общем случае охлаждают, чтобы сконденсировать водную фазу, в данном случае называемую конденсатом кислых газов. При наличии зоны десорбции охлаждение предпочтительно осуществляют после пропускания содержащего кислые газы потока через зону десорбции. При наличии зоны концентрирования охлаждение предпочтительно осуществляют после пропускания содержащего кислые газы потока через зону концентрирования. При наличии как зоны десорбции, так и зоны концентрирования охлаждение предпочтительно осуществляют после пропускания содержащего кислые газы потока через обе указанные зоны. По меньшей мере часть конденсата кислых газов можно возвращать в зону концентрирования, зону десорбции или зону регенерации в качестве обратного потока. Кроме того, по меньшей мере часть конденсата кислых газов можно вводить в циркуляционный контур абсорбента, например, подавая его в верхнюю секцию зоны абсорбции или используя его в качестве водной жидкости, с которой контактирует освобожденный от кислых газов поток текучей среды. Часть конденсата кислых газов можно также выводить из процесса. Выведение конденсата можно осуществлять, например, посредством регулируемого делителя обратного потока.
Во втором теплообменнике (при его наличии) в качестве нагревающего агента используют регенерированный абсорбент. При этом непосредственно во второй теплообменник в качестве нагревающего агента предпочтительно подают выводимый из куба отпарной колонны регенерированный абсорбент.
В первом теплообменнике, в свою очередь, в качестве нагревающего агента используют регенерированный абсорбент после его пропускания через второй теплообменник (при наличии второго теплообменника). При этом вытекающий из второго теплообменника регенерированный абсорбент предпочтительно непосредственно направляют в первый теплообменник. В случае отсутствия второго теплообменника выводимый из отпарной колонны регенерированный абсорбент направляют в первый теплообменник.
Согласно изобретению содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляет от 50 до 97% об. Для этого в первом теплообменнике реализуют передачу достаточного количества тепла, соответственно надлежащим образом рассчитывают передаваемые в первом теплообменнике и втором теплообменнике относительные количества тепла.
Специалистам понятно, что кислые газы в содержащих амин, а, следовательно, щелочных абсорбентах связаны ионно, то есть более прочно, чем совместно абсорбируемые компоненты, в частности, инертные газы, кислород и/или углеводороды. Таким образом, если в первом теплообменнике реализуют передачу очень малого количества тепла, это обусловливает недостижение нижней границы содержания кислых газов в содержащей углеводороды с 5-8 атомами углерода газовой фазе (то есть 50% об.), поскольку в этом случае десорбируются в основном лишь слабо связанные совместно абсорбированные компоненты, в частности, инертные газы, кислород и/или углеводороды. Напротив, если в первом теплообменнике реализуют передачу очень большого количества тепла, это обусловливает превышение верхней границы содержания кислых газов в содержащей углеводороды с 5-8 атомами углерода газовой фазе (то есть 97% об.), поскольку в этом случае помимо слабо связанных совместно абсорбированных компонентов, в частности, инертных газов, кислорода и/или углеводородов, десорбируются также значительные количества кислых газов. Таким образом, указанная известная специалистам взаимосвязь между передаваемым количеством тепла и количеством кислых газов в десорбированной газовой фазе позволяет без особого труда устанавливать передаваемые в первом теплообменнике и при необходимости имеющемся втором теплообменнике количества тепла.
Содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, предпочтительно составляет от 70 до 95% об., например, от 80 до 95% об. Сильное разбавление, составляющее более 95% об. или, в частности, более 97% об., нежелательно, поскольку это ограничивает применимость содержащей углеводороды с 5-8 атомами углерода газовой фазы. Так, например, очень большое содержание кислых газов затрудняет функционирование системы сжигания горючих газов при подаче в нее соответствующих содержащихся в газовой фазе углеводородов.
В одном варианте осуществления предлагаемого в изобретении способа осуществляют по меньшей мере частичную конденсацию углеводородов с 5-8 атомами углерода из содержащей эти углеводороды газовой фазы, и неконденсированные компоненты направляют в зону абсорбции. Газовую фазу, содержащую углеводороды с 5-8 атомами углерода, можно пропускать через холодильник, в котором образуется содержащий эти углеводороды конденсат. Конденсат, содержащий углеводороды с 5-8 атомами углерода, можно отделять в фазовом сепараторе от неконденсированных компонентов и направлять последние в зону абсорбции.
Абсорбент содержит по меньшей мере один амин.
Предпочтительными являются следующие амины:
(i) амины формулы (I):
в которой остаток R1 выбран из группы, включающей гидроксиалкильные группы с 2-6 атомами углерода, С1-С6-алкокси-С2-С6-алкильные группы, гидрокси-С1-С6-алкокси-С2-С6-алкильные группы и 1-пиперазинилалкильные группы с 2-6 атомами углерода в алкиле, а остатки R2 независимо друг от друга выбраны из группы, включающей водород, алкильные группы с 1-6 атомами углерода и гидроксиалкильные группы с 2-6 атомами углерода,
(ii) амины формулы (II):
в которой остатки R3, R4, R5 и R6 независимо друг от друга выбраны из группы, включающей водород, алкильные группы с 1-6 атомами углерода, гидроксиалкильные группы с 2-6 атомами углерода, C1-С6-алкокси-С2-С6-алкильные группы и аминоалкильные группы с 2-6 атомами углерода, а X означает алкиленовую группу с 2-6 атомами углерода, -X1-NR7-X2- или -Х1-O-Х2-, причем X1 и X2 независимо друг от друга означают алкиленовые группы с 2-6 атомами углерода, a R7 означает водород, алкильную группу с 1-6 атомами углерода, гидроксиалкильную группу с 2-6 атомами углерода или аминоалкильную группу с 2-6 атомами углерода,
(iii) насыщенные пяти-, шести- или семичленные гетероциклы по меньшей мере с одним атомом азота в кольце, причем кольцо может содержать один или два других гетероатома, выбранных из группы, включающей азот и кислород, и
(iv) смеси указанных выше соединений.
Соответствующими примерами являются:
(i) 2-аминоэтанол (моноэтаноламин), 2-(метиламино)этанол, 2-(этил-амино)этанол, 2-(н-бутиламино)этанол, 2-амино-2-метилпропанол, N-(2-аминоэтил)пиперазин, метилдиэтаноламин, этилдиэтаноламин, диметиламинопропанол, трет-бутиламиноэтоксиэтанол, 2-амино-2-метилпропанол,
(ii) 3-метиламинопропиламин, этилендиамин, диэтилентриамин, триэтилентетрамин, 2,2-диметил-1,3-диаминопропан, гексаметилендиамин, 1,4-диаминобутан, 3,3-иминобиспропиламин, трис(2-аминоэтил)амин, бис(3-диметиламинопропил)амин, тетраметилгексаметилендиамин,
(iii) пиперазин, 2-метилпиперазин, N-метилпиперазин, 1-гидроксизтил-пиперазин, 1,4-бисгидроксиэтилпиперазин, 4-гидроксиэтилпиперидин, гомопиперазин, пиперидин, 2-гидроксизтилпиперидин, морфолин, и
(iv) смеси указанных выше соединений.
В предпочтительном варианте осуществления изобретения абсорбент содержит по меньшей мере один из следующих аминов: моноэтаноламин, метиламинопропиламин, пиперазин, диэтаноламин, триэтаноламин, диэтилэтаноламин, диизопропиламин, аминоэтоксиэтанол, диметиламинопропанол и метилдиэтаноламин, или смеси указанных аминов.
Предпочтительным амином является стерически затрудненный амин или третичный амин. Стерически затрудненным амином является вторичный амин, в котором аминовый азот соединен по меньшей мере с одним вторичным атомом углерода и/или по меньшей мере с одним третичным атомом углерода, или первичный амин, в котором аминовый азот соединен с третичным атомом углерода. Предпочтительным стерически затрудненным амином является трет-бутиламиноэтоксиэтанол. Предпочтительным третичным амином является метилдиэтаноламин.
В случае если амин является стерически затрудненным или третичным амином, абсорбент предпочтительно содержит также активатор. Активатором в общем случае является стерически незатрудненный первичный или вторичный амин. В подобных стерически незатрудненных аминах аминовый азот по меньшей мере одной аминогруппы соединен только с первичными атомами углерода и атомами водорода.
Стерически незатрудненный первичный или вторичный амин, например, выбран из группы, включающей: алканоламины, например, моноэтаноламин, диэтаноламин, этиламиноэтанол, 1-амино-2-метилпропан-2-ол, 2-амино-1-бутанол, 2-(2-аминоэтокси)-этанол или 2-(2-аминоэтокси)этанамин,
полиамины, например, гексаметилендиамин, 1,4-диаминобутан, 1,3-ди-аминопропан, 3-(метиламино)пропиламин, N-(2-гидроксиэтил)этилен-диамин, 3-(диметиламино)пропиламин, 3-(диэтиламино)пропиламин или N,N'-бис(2-гидроксиэтил)этилендиамин, и
пяти-, шести- или семичленные насыщенные гетероциклы по меньшей мере с одной NH-группой в кольце, которые могут содержать в кольце один или два других гетероатома, выбранных из группы, включающей азот и кислород, например, пиперазин, 2-метилпиперазин, N-метилпиперазин, N-этилпиперазин, N-(2-гидроксиэтил)пиперазин, N-(2-аминоэтил)-пиперазин, гомопиперазин, пиперидин или морфолин.
Особенно предпочтительными являются пяти-, шести- или семичленные насыщенные гетероциклы по меньшей мере с одной NH-группой в кольце, которые могут содержать в кольце один или два других гетероатома, выбранных из группы, включающей азот и кислород. Еще более предпочтительным является пиперазин.
В одном варианте осуществления абсорбент содержит метилдиэтанол-амин и пиперазин.
Молярное отношение активатора к стерически затрудненному амину или третичному амину предпочтительно находится в диапазоне от 0,05:1 до 1,0:1, особенно предпочтительно от 0,05:1 до 0,7:1.
В общем случае абсорбент содержит от 10 до 60% масс. амина.
Абсорбент предпочтительно является водным абсорбентом.
Абсорбент может дополнительно содержать также физический растворитель. Пригодными физическими растворителями являются, например, N-метилпирролидон, тетраметиленсульфон, метанол, а также диалкиловые эфиры олигоэтиленгликоля, в частности, метилизопропиловый эфир олигоэтиленгликоля (SEPASOLV МРЕ) или диметиловый эфир олигоэтиленгликоля (SELEXOL). Содержание физического растворителя в абсорбенте в общем случае составляет от 1 до 60% масс., предпочтительно от 10 до 50% масс., в частности, от 20 до 40% масс.
В предпочтительном варианте осуществления изобретения абсорбент содержит менее 10% масс., например, менее 5% масс., в частности, менее 2% масс. неорганических основных солей, например, таких как карбонат калия.
Кроме того, абсорбент может содержать добавки, например, ингибиторы коррозии, антиоксиданты, ферменты и так далее. Содержание подобных добавок в абсорбенте в общем случае может составлять примерно от 0,01 до 3% масс.
Предлагаемый в изобретении способ пригоден для обработки любого потока текучей среды, который помимо кислых газов содержит также углеводороды с 5-8 атомами углерода. Подводимый поток текучей среды предпочтительно выбран из группы, включающей потоки текучих сред, содержащие от 0,01 до 30% об., в частности, от 0,5 до 10% об. кислых газов и от 1 до 50000 ч.н.млн об., в частности, от 10 до 5000 ч.н.млн об. углеводородов с 5-8 атомами углерода.
Кислыми газами могут являться, например, СО2, H2S, SO2, CS2, HCN, COS и меркаптаны.
Особенно желательным является выделение углеводородов с 5-8 атомами углерода, выбранных из группы, включающей бензол, толуол, этилбензол и ксилолы (ВТЕХ), поскольку прежде всего именно эти ароматические углеводороды способны в ограниченном объеме улетучиваться в атмосферу вместе с кислыми газовыми потоками, например, с выделенным диоксидом углерода, или для удаления этих углеводородов требуется дорогостоящая последующая обработка кислых газовых потоков, например, сжигание при высокой температуре. Кроме того, указанные углеводороды оказывают негативное влияние на катализаторы, используемые для получения серы из содержащих выделенный сероводород потоков. В связи с этим углеводородами с 5-8 атомами углерода, подлежащими выделению предлагаемым в изобретении способом, предпочтительно являются ароматические углеводороды, выбранные из группы, включающей бензол, толуол, этилбензол и ксилолы.
Монооксид углерода можно выделять из содержащих его потоков текучих сред предлагаемым в изобретении способом с газовой фазой, содержащей углеводороды с 5-8 атомами углерода, или вместо газовой фазы, содержащей углеводороды с 5-8 атомами углерода. Таким образом, предлагаемый в изобретении способ можно использовать также для выделения монооксида углерода и кислых газов из потока текучей среды. В этом случае большая часть монооксида углерода улетучивается с образующейся в зоне декомпрессии газовой фазой, поскольку монооксид углерода, как и углеводороды с 5-8 атомами углерода, лишь физически растворяется в абсорбенте. При этом содержание монооксида углерода в высвобождаемых в отпарной колонне кислых газах может быть более низким по сравнению с технологий уровня техники. Использование предлагаемого в изобретении способа для (дополнительного) выделения монооксида углерода рекомендуется прежде всего в том случае, если кислые газы выделяют из обогащенных монооксидом углерода потоков текучих сред, например, из синтез-газа. При этом удается лучше выдерживать подлежащие соблюдению предельные значения эмиссии монооксида углерода при высвобождении потока кислых газов, то есть при определенных условиях ограничивать необходимые для последующей обработки затраты.
На обработку предлагаемым в изобретении способом можно подавать потоки текучих сред с давлением, варьируемым в самом широком диапазоне. Давление подводимого потока текучей среды предпочтительно составляет от 30 до 120 бар, в частности, от 50 до 80 бар.
Под подводимым потоком текучей среды, с одной стороны, подразумевается, например, газ, в частности, природный газ, синтез-газ, коксовый газ, крекинг-газ, газ, образующийся при газификации угля, возвратный газ, газ из органических отходов или газообразные продукты сгорания, а, с другой стороны, в основном несмешивающаяся с абсорбентом жидкость, в частности, сжиженный нефтяной газ или природный газоконденсат.
В предпочтительных вариантах осуществления изобретения подводимым потоком текучей среды является:
(i) поток текучей среды, содержащий водород; речь при этом идет о синтез-газах, например, получаемых посредством газификации угля или парового риформинга и при необходимости подвергаемых превращению по реакции конверсии водяного газа; синтез-газы используют, например, для получения аммиака, метанола, формальдегида, уксусной кислоты, мочевины, для синтеза по Фишеру-Тропшу или в комбинированном цикле производства электроэнергии с внутрицикловой газификацией угля;
(ii) поток текучей среды, содержащий углеводороды; речь при этом идет о природном газе, а также об отходящих газах различных нефтезаводских процессов, например, отходящих газах с установки обработки хвостовых газов, установки легкого крекинга, установки жидкофазного каталитического крекинга, установки гидрокрекинга, установки гидроочистки, коксовой печи, установки для атмосферной дистилляции или установки для обработки жидкости (например, сжиженного нефтяного газа).
В предпочтительном варианте осуществления предлагаемого в изобретении способа подводимым потоком текучей среды является природный газ.
В одном варианте осуществления предлагаемого в изобретении способа парциальное давление кислых газов в подводимом потоке текучей среды составляет менее 3 бар, предпочтительно менее 2 бар, в частности, менее 1 бар.
Предлагаемый в изобретении способ особенно предпочтительно осуществляют, если зона абсорбции функционирует в таком режиме, чтобы температура проходящего через нее абсорбента снижалась, оставалась неизменной или повышалась лишь незначительно, например, максимум на 10 К или 5 К. Разность, получаемая в результате вычитания температуры насыщенного абсорбента, выводимого из зоны абсорбции, из температуры абсорбента, подаваемого в зону абсорбции, предпочтительно находится в диапазоне от -25 К до +35 К, в частности, от -5 К до +20 К. В этом случае охлаждение выходящего из первого теплообменника регенерированного абсорбента перед его возвращением в зону абсорбции не требуется или указанный абсорбент нуждается лишь в незначительном охлаждении, поскольку достаточное охлаждение достигается уже благодаря теплообмену указанного абсорбента с насыщенным абсорбентом в первом теплообменнике. Следовательно, большая часть затрат на дополнительное охлаждение указанного абсорбента исключается или необходимость в подобных затратах отсутствует вовсе. В частности, в этом случае предоставляется возможность осуществлять передачу преимущественного количества тепла в первом теплообменнике или исключить второй теплообменник. При этом требуется осуществлять более сильное нагревание полученного в зоне абсорбции холодного абсорбента, насыщенного кислыми газами. Содержащую углеводороды с 5-8 атомами углерода газовую фазу с требуемым содержанием кислых газов при заданном согласно изобретению давлении в зоне декомпрессии удается получать лишь при достаточно сильном нагревании насыщенного абсорбента.
На температуру абсорбента при его пропускании через зону абсорбции влияет несколько факторов.
Во-первых, сильному нагреванию абсорбента противодействует подача холодного потока текучей среды. Температура подаваемого в зону абсорбции потока текучей среды составляет например, менее 70°С, в частности, менее 50°С, например, от 10 до 35°С.
Во-вторых, нагреванию абсорбента противодействует менее интенсивный поток абсорбента по сравнению с подводимым потоком текучей среды. В случае если теплоемкость потока абсорбента меньше теплоемкости подводимого потока текучей среды, выделяющееся при экзотермической абсорбции кислых газов тепло отводится из зоны абсорбции преимущественно вместе с освобожденным от кислых газов потоком текучей среды. В соответствии с этим отношение теплоемкостей двух указанных потоков (ϕ) предпочтительно составляет менее 1, предпочтительно менее 0,95, в частности, менее 0,90, причем ϕ вычисляют по уравнению:
в котором
 означает массовый расход подаваемого в зону абсорбции абсорбента,
означает массовый расход подаваемого в зону абсорбции абсорбента,
 означает массовый расход подводимого потока текучей среды,
означает массовый расход подводимого потока текучей среды,
сра означает удельную теплоемкость подаваемого в зону абсорбции абсорбента, и
cpf означает удельную теплоемкость подводимого потока текучей среды.
Достаточно полное выделение кислых газов при менее интенсивном потоке абсорбента по сравнению с подводимым потоком текучей среды достигается, в частности, в случае низкой объемной доли кислых газов в подводимом потоке текучей среды. В предпочтительном варианте осуществления предлагаемого в изобретении способа объемная доля кислых газов в подводимом потоке текучей среды составляет менее 5% об., предпочтительно менее 3,3% об., в частности, менее 2,5% об., например, от 0,1 до 2,5% об.
В особенно предпочтительном варианте осуществления предлагаемого в изобретении способа температура подводимого потока текучей среды составляет менее 70°С, в частности, менее 50°С, например, от 10 до 35°С; объемная доля кислых газов в подводимом потоке текучей среды составляет менее 5% об., предпочтительно менее 3,3% об., в частности, менее 2,5% об., например, от 0,1 до 2,5% об., и ϕ составляет менее 1, предпочтительно менее 0,95, в частности, менее 0,90.
Приведенные ниже чертежи и примеры служат для более подробного пояснения настоящего изобретения.
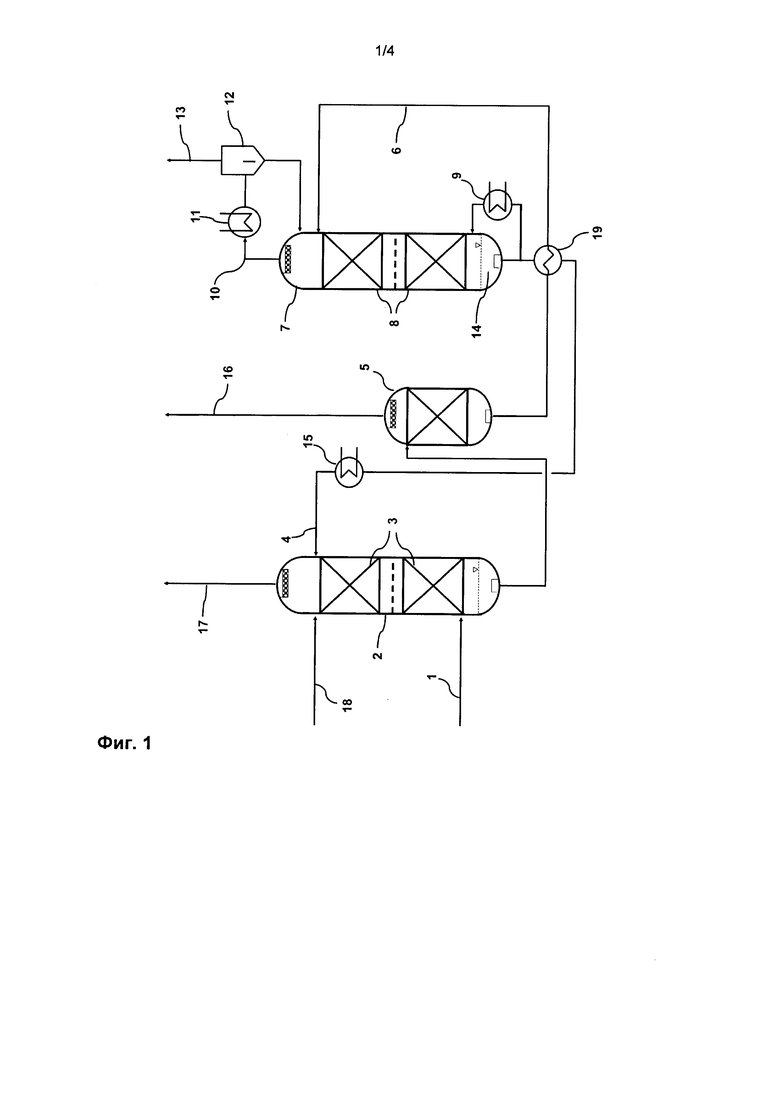
На фиг. 1 схематически показана установка для осуществления способа не в соответствии с изобретением, снабженная только вторым теплообменником.
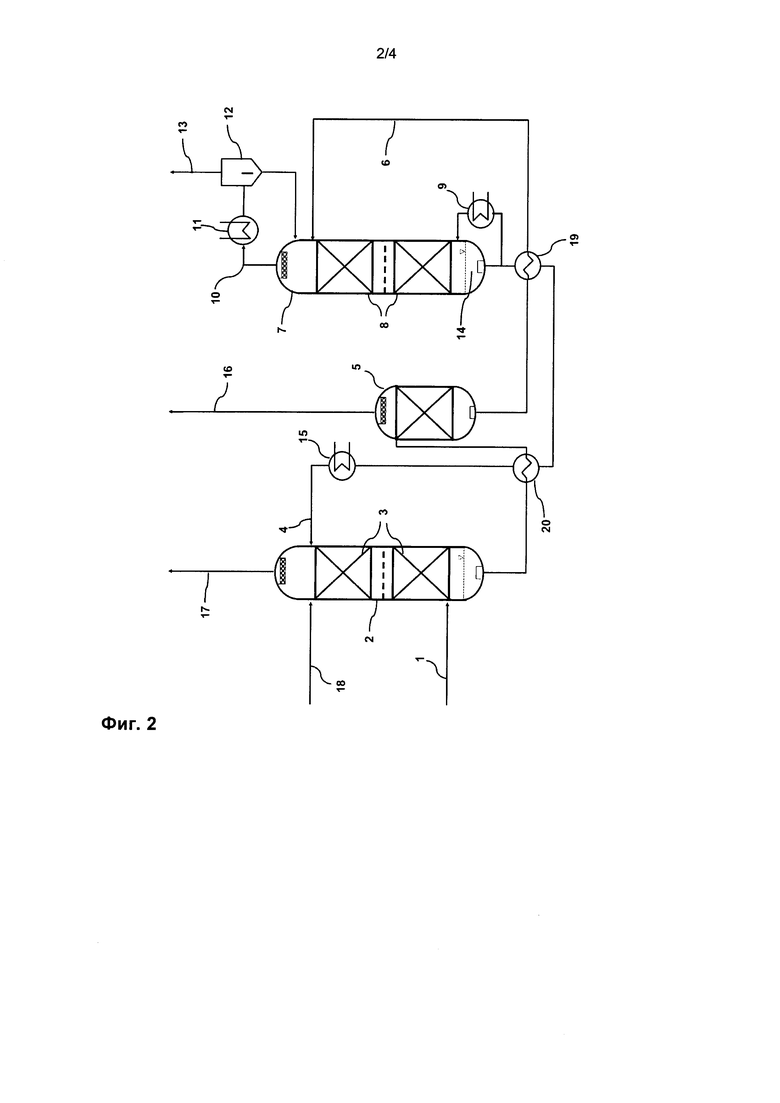
На фиг. 2 схематически показана установка для осуществления предлагаемого в изобретении способа, снабженная первым и вторым теплообменниками.
На фиг. 3 схематически показана установка для осуществления способа не в соответствии с изобретением, снабженная только одним теплообменником, причем давление обедненного углеводородами насыщенного абсорбента перед его нагреванием во втором теплообменнике снижают в зоне десорбции до значений от 1 до 2,5 бар и причем указанный абсорбент предварительно нагревают посредством прямого теплообмена с содержащим кислый газ потоком. Теплообменник, используемый для осуществления представленного на фиг. 3 способа, соответствует при необходимости имеющемуся второму теплообменнику предлагаемого в изобретении способа.
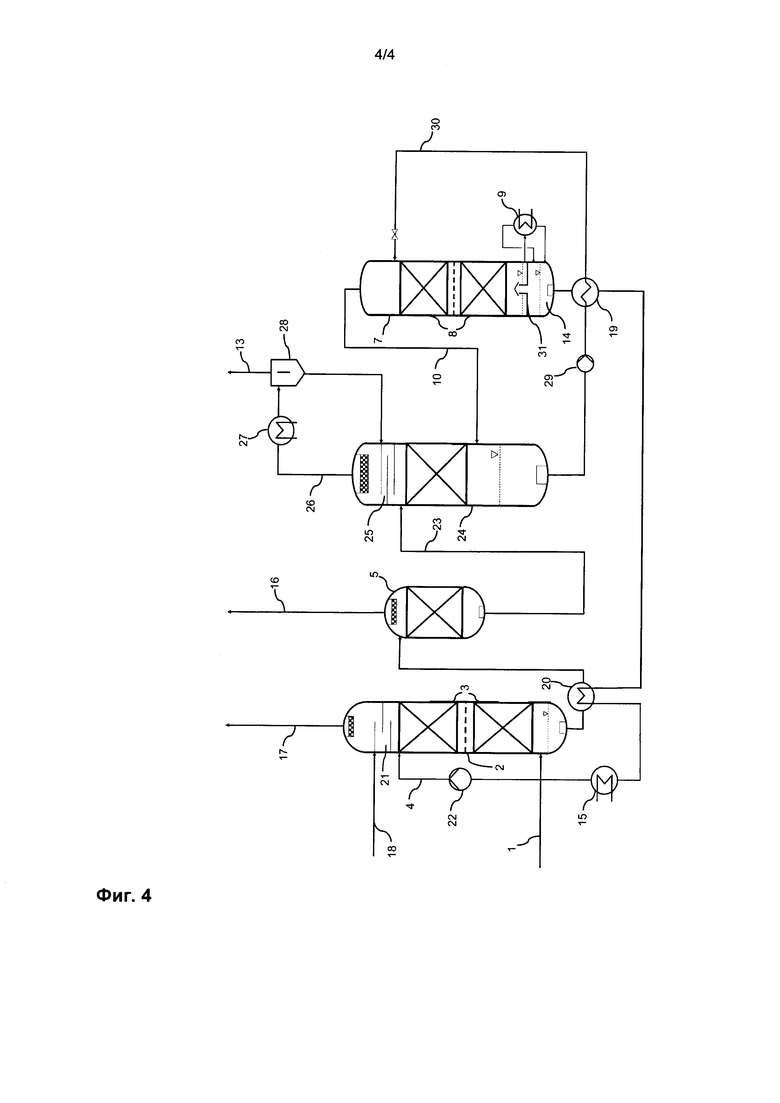
На фиг. 4 схематически показана установка для осуществления предлагаемого в изобретении способа, снабженная первым и вторым теплообменниками, причем давление обедненного углеводородами насыщенного абсорбента перед его нагреванием во втором теплообменнике снижают в зоне десорбции до значений в интервале от 1 до 2,5 бар и причем указанный абсорбент предварительно нагревают посредством прямого теплообмена с содержащим кислые газы потоком.
Как показано на фиг. 1, поток текучей среды 1 вводят в нижнюю часть абсорбционной колонны 2. Абсорбционная колонна 2 имеет зону абсорбции 3, которая включает две расположенные одна над другой секции с насадкой. В зоне абсорбции 3 поток текучей среды в противотоке контактирует с абсорбентом, который вводят в абсорбционную колонну 2 по трубопроводу 4 выше зоны абсорбции. Освобожденный от кислых газов поток текучей среды выводят из абсорбционной колонны 2 по трубопроводу 17. Свежая вода поступает по трубопроводу 18.
Насыщенный кислыми газами абсорбент отбирают со дна абсорбционной колонны 2 и посредством дроссельного клапана (не показанного на чертеже) в зоне декомпрессии расширительного резервуара 5 снижают его давление до значений в интервале от 5 до 10 бар. Снижение давления обусловливает десорбцию абсорбированных компонентов потока текучей среды и части кислых газов, которые отбирают в виде потока 16. Абсорбент, давление которого снижено до значений от 5 до 10 бар, проходит через теплообменник 19 и по трубопроводу 6 поступает в отпарную колонну 7. Отпарная колонна 7 имеет зону регенерации 8, которая включает две расположенные одна над другой секции с насадкой. В нижней части отпарной колонны 7 абсорбент с пониженным давлением посредством испарителя 9 нагревается и частично испаряется. Повышение температуры обусловливает высвобождение абсорбированных кислых газов. Содержащий кислые газы поток по трубопроводу 10 выводят из верхней части отпарной колонны 7 и направляют в холодильник 11. В холодильнике 11 образуется конденсат кислых газов, который накапливают в фазовом сепараторе 12 и возвращают в отпарную колонну. Кислые газы отбирают в виде потока 13. Регенерированный абсорбент 14 через теплообменник 19, холодильник 15, насос (не показанный на чертеже) и трубопровод 4 возвращают в абсорбционную колонну 2.
На фиг. 2 показан вариант осуществления способа согласно изобретению. Позиции на фиг. 2, аналогичные позициям на фиг. 1, обозначены одинаково. В отличие от фиг. 1 насыщенный кислыми газами абсорбент, отбираемый со дна абсорбционной колонны 2, проходит через теплообменник 20, после чего в зоне декомпрессии расширительного резервуара 5 посредством дроссельного клапана (не показан на чертеже) его давление снижают до значений в интервале от 5 до 10 бар. Регенерированный абсорбент 14 через теплообменник 19, теплообменник 20, холодильник 15, насос (не показан на чертеже) и трубопровод 4 возвращают в абсорбционную колонну 2.
Позиции на фиг. 3, аналогичные позициям на фиг. 1, обозначены одинаково. Абсорбент, давление которого снижено до значений в интервале от 5 до 10 бар, по трубопроводу 23 направляют в расширительный резервуар низкого давления 24. Трубопровод 23 выведен в точку расширительного резервуара 24, находящуюся между зоной десорбции, которая расположена в расширительном резервуаре низкого давления ниже, и укрепляющей зоной 25, которая расположена в расширительном резервуаре низкого давления выше. Содержащий кислые газы поток по трубопроводу 10 выводят из верхней части отпарной колонны 7 и направляют в расширительный резервуар низкого давления 24. Трубопровод 10 выведен в точку расширительного резервуара низкого давления 24, находящуюся между кубом и зоной десорбции. В зоне десорбции подаваемый по трубопроводу 10 поток, содержащий кислые газы, контактирует в противотоке с подаваемым по трубопроводу 23 абсорбентом. Затем содержащий кислые газы поток пропускают через укрепляющую зону 25, по трубопроводу 26 выводят из верхней части расширительного резервуара низкого давления 24 и направляют в холодильник 27. В холодильнике 27 образуется конденсат кислых газов, который накапливают в фазовом сепараторе 28 и возвращают в расширительный резервуар низкого давления 24 выше укрепляющей зоны 25. Кислые газы отбирают в качестве потока 13.
Абсорбент, давление которого снижено до значений в интервале от 1 до 2,5 бар, отбирают по соответствующему трубопроводу из куба расширительного резервуара низкого давления и посредством при необходимости используемого насоса 29 направляют через теплообменник 19 и трубопровод 30 в отпарную колонну 7. Абсорбент накапливают на сборной тарелке 31 ниже зоны регенерации 8, нагревают и частично испаряют посредством испарителя 9 и направляют в находящуюся ниже сборной тарелки 31 кубовую часть. Регенерированный абсорбент 14 возвращают в абсорбционную колонну 2 через теплообменник 19, холодильник 15, насос 22 и трубопровод 4. В абсорбционной колонне 2 над зоной абсорбции 3 находится промывная зона 21. Свежую воду 18 подают выше промывной зоны 21.
На фиг. 4 показан вариант осуществления способа согласно изобретению. Позиции на фиг. 4, аналогичные позициям на фиг. 1, 2 и 3, обозначены одинаково. В отличие от фиг. 3 отбираемый со дна абсорбционной колонны 2 абсорбент, насыщенный кислыми газами, пропускают через теплообменник 20, а затем в расширительном резервуаре 5 посредством дроссельного клапана (не показан на чертеже) снижают его давление до значений в интервале от 5 до 10 бар. Регенерированный абсорбент 14 возвращают в абсорбционную колонну 2 через теплообменник 19, теплообменник 20, холодильник 15, насос 22 и трубопровод 4.
Примеры
Общие данные
Состав, расход, температура и давление потока текучей среды 1 в нижеследущих примерах:
Все указанные в настоящем описании значения давления приведены в абсолютных единицах.
Значения расхода, указанные в настоящем описании в нм3/ч, соответственно означают объемный расход в кубометрах в час при нормальных условиях. Кубометр при нормальных условиях определяют при температуре 273,15 К и давлении 1,01325 бар. Все указанные в объемных процентах (% об.) данные также относятся к этим условиям.
Температура освобожденного от кислых газов потока текучей среды 17 (остаточное содержание СО2 в каждом случае максимум 0,005% об.) составляет соответственно 56°С. Давление освобожденного от кислых газов потока текучей среды 17 составляет соответственно 65,9 бар.
В качестве абсорбента во всех примерах используют раствор 33,5% масс. метилдиэтаноламина и 6,5% масс. пиперазина в воде. В абсорбционную колонну 2 по трубопроводу 4 выше зоны абсорбции вводят соответственно 247 т/ч абсорбента с температурой 40,0°С. Температура подаваемой по трубопроводу 18 свежей воды также составляет 40,0°С. Температура насыщенного кислыми газами абсорбента, отбираемого из нижней части абсорбционной колонны 2, составляет соответственно 35,4°С.
Примеры основаны на расчетах, выполненных с использованием имитационной модели. Для описания фазового равновесия используют модель Питцера (K.S. Pitzer, Activity Coefficients in Electrolyte Solutions, 2-е издание, издательство CRC Press, 1991, глава 3, Ion Interaction Approach: Theory). Моделирование процессов абсорбции описывается с использованием основанного на массообмене подхода (соответствующие подробности приведены в публикации Asprion, N., Nonequilibrium Rate-Based Simulation of Reactive Systems: Simulation Model, Heat Transfer, and Influence of Film Discretization, Ind. Eng. Chem. Res. (2006) 45(6), 2054-2069).
Абсорбционная колонна 2 диаметром 3200 мм имеет зону абсорбции 3 с двумя слоями неориентированной насадки (INTALOX® Metal Tower Packing IMTP 50, фирма Koch-Glitsch, Уичито, США) высотой 7 метров каждый. Отпарная колонна 7 диаметром 2300 мм имеет зону регенерации 8 с двумя слоями неориентированной насадки (INTALOX® Metal Tower Packing IMTP 50, фирма Koch-Glitsch, Уичито, США) высотой 5 метров каждый. Расширительные резервуары 5 и 24 соответственно обладают диаметром 2200 мм и имеют зону декомпрессии, соответственно зону десорбции, заполненную неориентированной насадкой (INTALOX® Metal Tower Packing IMTP 50, фирма Koch-Glitsch, Уичито, США) в виде слоя высотой 5 метров.
Сравнительный пример 1
Процесс моделируют на установке, показанной на фиг. 1. В расширительном резервуаре 5 давление насыщенного кислыми газами абсорбента снижают до 6,2 бар. Температура отбираемой из расширительного резервуара газовой фазы (потока 16) и абсорбента, выводимого из этого резервуара снизу, составляет соответственно 34,6°С. Отпарная колонна 7 функционирует под давлением 1,7 бар. По трубопроводу 18 подают 1,87 т/ч свежей воды.
Данные, касающиеся энергопотребления холодильников 11 и 15 и испарителя 9, а также передаваемого посредством теплообменника 19 количества тепла, приведены в таблице 1. Температура конденсации в холодильнике 11 находится в обычном диапазоне, одинаковом для данного примера и остальных примеров и сравнительных примеров. Следовательно, поток 13 во всех примерах и сравнительных примерах также обладает одинаковой температурой.
Пример 2
Процесс моделируют на установке, показанной на фиг. 2. В расширительном резервуаре 5 давление насыщенного кислыми газами абсорбента снижают до 6,2 бар. Температура отбираемой из расширительного резервуара газовой фазы (потока 16) и абсорбента, выводимого из этого резервуара снизу, составляет соответственно 95,8°С. Отпарная колонна функционирует под давлением 1,7 бар. По трубопроводу 18 подают 1,95 т/ч свежей воды.
Данные, касающиеся энергопотребления холодильников 11 и 15 и испарителя 9, а также передаваемого посредством теплообменников 19 и 20 количества тепла, приведены в таблице 1.
Сравнительный пример 3
Процесс моделируют на установке, показанной на фиг. 3. В расширительном резервуаре 5 давление насыщенного кислыми газами абсорбента снижают до 6,2 бар. Температура отбираемой из расширительного резервуара газовой фазы (потока 16) и абсорбента, выводимого из этого резервуара снизу, составляет соответственно 34,6°С. Расширительный резервуар низкого давления функционирует под давлением 1,7 бар, а отпарная колонна под давлением 1,8 бар. По трубопроводу 18 подают 1,86 т/ч свежей воды.
Данные, касающиеся энергопотребления холодильников 11 и 15 и испарителя 9, а также передаваемого посредством теплообменника 19 количества тепла, приведены в таблице 1.
Пример 4
Процесс моделируют на установке, показанной на фиг. 4. В расширительном резервуаре 5 давление насыщенного кислыми газами абсорбента снижают до 6,2 бар. Температура отбираемой из расширительного резервуара газовой фазы (потока 16) и абсорбента, выводимого из этого резервуара снизу, составляет соответственно 95,8°С. Расширительный резервуар низкого давления функционирует под давлением 1,7 бар, а отпарная колонна под давлением 1,8 бар. По трубопроводу 18 подают 1,94 т/ч свежей воды.
Данные, касающиеся энергопотребления холодильников 11 и 15 и испарителя 9, а также передаваемого посредством теплообменников 19 и 20 количества тепла, приведены в таблице 1.
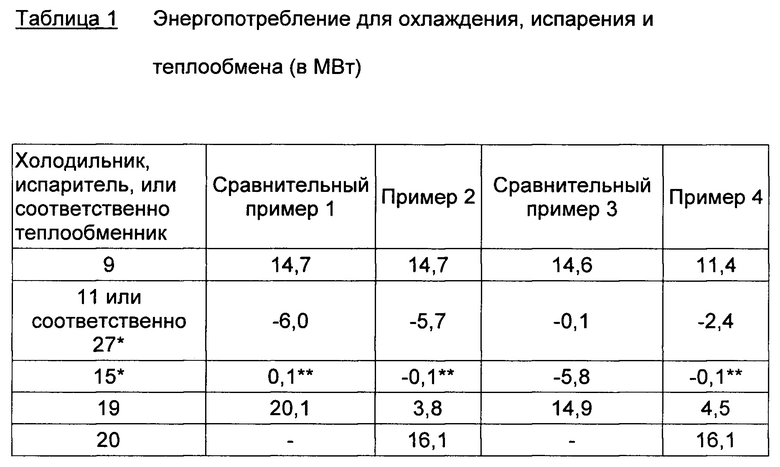
* Значения энергопотребления, обусловленного охлаждением, снабжены знаком «минус»; при моделировании в соответствии со сравнительным примером 1 к холодильнику 15 подводят тепло (поэтому энергопотребление снабжено знаком «плюс»).
** При практической реализации способа указанные холодильники/теплообменники отсутствовали бы.
Параметры потоков 16 и 13 согласно примерам 1-4 приведены в таблице 2.
Как следует из приведенных в таблице 2 данных, в соответствующих изобретению примерах объемная доля углеводородов с 5-8 атомами углерода (С6Н14, бензола, толуола, этилбензола, о-ксилола) в отбираемом потоке 13 кислых газов ниже, чем в сравнительных примерах. Таким образом, согласно изобретению предоставляется возможность выделения большего количества углеводородов с 5-8 атомами углерода.
Кроме того, содержащиеся в потоке 16 углеводороды с 5-8 атомами углерода получают под давлением 6,2 бар, в связи с чем необходимость в дополнительных затратах на сжатие, которое потребовалось бы для подачи этих углеводородов в систему сжигания горючих газов, отсутствует.
Согласно примеру 4 мощность испарителя 9 (мощность, необходимая для регенерации абсорбента) составляет всего 11,4 МВт, то есть меньше, чем в примерах 1-3, на величину от 3,2 до 3,3 МВт. Обусловленное охлаждением энергопотребление в примере 4 также меньше, чем в примерах 1-3. Таким образом, комбинирование реализации предлагаемого в изобретении способа с предварительным нагреванием обедненного углеводородами насыщенного абсорбента посредством прямого теплообмена с содержащим кислые газы потоком способствует достижению сопровождающего энергопотребление синергического эффекта.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛЕНИЯ КИСЛЫХ ГАЗОВ ОТ СОДЕРЖАЩЕГО ВОДУ ПОТОКА ТЕКУЧЕЙ СРЕДЫ | 2013 |
|
RU2637549C2 |
| АБСОРБЕНТ ДЛЯ СЕЛЕКТИВНОГО УДАЛЕНИЯ СЕРОВОДОРОДА | 2016 |
|
RU2746838C1 |
| ДЕСОРБЦИЯ СО БЕЗ СТРИППЕРА | 2011 |
|
RU2565693C2 |
| АБСОРБЕНТ ДЛЯ ИЗВЛЕЧЕНИЯ КИСЛЫХ ГАЗОВ, СОДЕРЖАЩИЙ АМИНОКИСЛОТУ И КИСЛЫЙ ПРОМОТОР | 2010 |
|
RU2531197C2 |
| ПЕРЕОБОРУДОВАНИЕ УСТАНОВОК ДЛЯ УДАЛЕНИЯ КИСЛЫХ ГАЗОВ | 2007 |
|
RU2417824C2 |
| Способ очистки природного газа от примесей диоксида углерода и метанола | 2022 |
|
RU2784052C1 |
| Способ очистки газа от кислых компонентов | 1990 |
|
SU1725988A1 |
| Способ очистки синтез-газа от диоксида углерода | 2024 |
|
RU2839466C1 |
| УДАЛЕНИЕ СУЛЬФАТА ИЗ РАСТВОРИТЕЛЕЙ АНИОНООБМЕННОЙ СМОЛОЙ | 2017 |
|
RU2742639C2 |
| СПОСОБ ДЕКАРБОНИЗАЦИИ УГЛЕВОДОРОДНОГО ГАЗА | 2014 |
|
RU2666865C2 |

Изобретение касается способа выделения углеводородов с 5-8 атомами углерода и кислых газов из потока текучей среды, причем а) поток текучей среды в зоне абсорбции приводят в контакт с абсорбентом, содержащим по меньшей мере один амин, причем получают освобожденный от кислых газов поток текучей среды и насыщенный кислыми газами абсорбент, b) насыщенный абсорбент нагревают в первом теплообменнике и в зоне декомпрессии снижают давление до значений в интервале от 5 до 10 бар, причем получают газовую фазу, содержащую углеводороды с 5-8 атомами углерода, и обедненный углеводородами насыщенный абсорбент, с) обедненный углеводородами насыщенный абсорбент направляют в отпарную колонну, в которой при давлении от 1 до 2,5 бар благодаря подаче тепла по меньшей мере частично высвобождаются кислые газы, причем получают регенерированный абсорбент и содержащий кислый газ поток, причем обедненный углеводородами насыщенный абсорбент перед введением в отпарную колонну при необходимости нагревают во втором теплообменнике, и d) регенерированный абсорбент возвращают в зону абсорбции, причем, если присутствует второй теплообменник, в качестве нагревающего агента во втором теплообменнике используют регенерированный абсорбент, а в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент после его пропускания через второй теплообменник, или, в случае отсутствия второго теплообменника, в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент, и причем в первом теплообменнике реализуют передачу такого количества тепла, чтобы содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляло от 50 до 97% об. 14 з.п. ф-лы, 4 ил., 2 табл.
1. Способ выделения углеводородов с 5-8 атомами углерода и кислых газов из потока текучей среды, причем:
a) поток текучей среды в зоне абсорбции приводят в контакт с абсорбентом, содержащим по меньшей мере один амин, причем получают освобожденный от кислых газов поток текучей среды и загруженный кислыми газами абсорбент,
b) загруженный абсорбент нагревают в первом теплообменнике и в зоне декомпрессии снижают давление до значений в интервале от 5 до 10 бар, причем получают газовую фазу, содержащую углеводороды с 5-8 атомами углерода, и обедненный углеводородами загруженный абсорбент,
c) обедненный углеводородами насыщенный абсорбент направляют в отпарную колонну, в которой при давлении от 1 до 2,5 бар благодаря подаче тепла по меньшей мере частично высвобождаются кислые газы, причем получают регенерированный абсорбент и содержащий кислый газ поток, причем обедненный углеводородами загруженный абсорбент перед введением в отпарную колонну при необходимости нагревают во втором теплообменнике, и
d) регенерированный абсорбент возвращают в зону абсорбции,
причем,
если присутствует второй теплообменник, в качестве нагревающего агента во втором теплообменнике используют регенерированный абсорбент, а в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент после его пропускания через второй теплообменник, или, если второй теплообменник отсутствует, в качестве нагревающего агента в первом теплообменнике используют регенерированный абсорбент,
и причем
в первом теплообменнике реализуют передачу такого количества тепла, чтобы содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляло от 50 до 97% об.
2. Способ по п. 1, согласно которому присутствует второй теплообменник и перед нагреванием обедненного углеводородами загруженного абсорбента во втором теплообменнике давление в зоне десорбции снижают до значений в интервале от 1 до 2,5 бар и предварительно нагревают его посредством прямого теплообмена с содержащим кислый газ потоком.
3. Способ по п. 1, причем поток текучей среды приводят в контакт с абсорбентом в зоне абсорбции при давлении от 50 до 80 бар.
4. Способ по п. 1, причем парциальное давление кислых газов в подводимом потоке текучей среды составляет менее 1 бар.
5. Способ по п. 1, причем объемная доля кислых газов в подводимом потоке текучей среды составляет менее 3,3% об.
6. Способ по п. 1, причем температура подводимого потока текучей среды составляет менее 70°С.
7. Способ по п. 1, причем содержание кислых газов в газовой фазе, содержащей углеводороды с 5-8 атомами углерода, составляет от 70 до 95% об.
8. Способ по п. 1, причем нагретый в первом теплообменнике загруженный абсорбент в зоне декомпрессии подвергают снижению давления до значений в интервале от > 6 до 10 бар.
9. Способ по п. 1, причем осуществляют по меньшей мере частичное отделение посредством конденсации углеводородов с 5-8 атомами углерода из газовой фазы, содержащей углеводороды с 5-8 атомами углерода, и неконденсированные компоненты направляют в зону абсорбции.
10. Способ по п. 1, причем углеводороды с 5-8 атомами углерода включают ароматические углеводороды, выбранные из бензола, толуола, этилбензола и ксилолов.
11. Способ по п. 1, причем подводимый поток текучей среды выбран из потоков текучих сред, содержащих от 0,5 до 10% об. кислых газов и от 10 до 5000 ч. н. млн об. углеводородов с 5-8 атомами углерода.
12. Способ по п. 1, причем подводимым потоком текучей среды является природный газ.
13. Способ по п. 1, причем ϕ составляет менее 1 и причем ϕ вычисляют как:
где
 означает массовый расход подаваемого в зону абсорбции абсорбента,
означает массовый расход подаваемого в зону абсорбции абсорбента,
 означает массовый расход подводимого потока текучей среды,
означает массовый расход подводимого потока текучей среды,
сра означает удельную теплоемкость подаваемого в зону абсорбции абсорбента, и
cpf означает удельную теплоемкость подводимого потока текучей среды.
14. Способ по одному из пп. 1-13, причем амином является стерически затрудненный амин или третичный амин.
15. Способ по п. 14, причем абсорбент содержит также стерически незатрудненный первичный или вторичный амин.
| WO 2015173263 A1, 19.11.2015 | |||
| US 4184855 A, 22.01.1982 | |||
| Разборная электрическая лампа накаливания | 1925 |
|
SU2774A1 |
| Способ очистки газов от кислых компонентов | 1973 |
|
SU507970A1 |

