Изобретение относится к металлургии, а именно к разливке сталей и сплавов и может быть использовано в цехах металлургических заводов для повышения качества фильтрационной обработки металлов путем увеличения суммарной эффективной площади фильтра.
Известен способ фильтрования металла в литейном производстве с помощью пенокерамического фильтра. Одной из характеристик, влияющих на эффективность процесса фильтрации, является площадь поверхности фильтра. Фильтр должен быть достаточно большим для того, чтобы он не замедлял скорость потока расплавленного металла, не забивался и не блокировался задержанными включениями до полной заливки формы (Фильтрование металла в литейной форме // Сб. материалов по фильтрам, эффективности применения, опыту использования в отечественной и зарубежной практике. Москва, 2005 г. сс. 65-67).
Недостатком известного способа является невозможность изменения площади фильтра в случае использования его в ограниченном пространстве, например, в литниковой системе, либо специальном посадочном месте в промковше. Такая ситуация приводит к необходимости изменения оснастки и увеличения массы и площади самого фильтра, что, в свою очередь, удорожает процесс литья.
Известен способ фильтрационной обработки расплавленного металла при литье, при котором после осуществления вакуумного рафинирования расплав сливают в изложницу через двухслойный пенокерамический фильтр. Размер пор верхнего слоя фильтра больше размера пор нижнего слоя. В первом слое происходит улавливание большей части включений, поэтому толщину первого слоя выбирают большей, чем толщину второго слоя. В нижнем слое улавливают тонкодисперстные включения, (см. RU 2194594 С1, В22С 91/08, 20.12.2002).
Недостатком известного способа также является невозможность изменения площади фильтра, так как он устанавливается в литниковую систему, имеющую строгие геометрические размеры. Таким образом, при необходимости фильтрации большего количества металла, чем обычно (например, при увеличении садки печи, увеличении емкость разливочных ковшей или необходимости разливки нескольких плавок в одну форму) необходимо будет увеличивать эффективную площадь фильтра, так как при пропуске большего объема металла фильтр может закупорится раньше наполнения формы, что приведет к браку. Указанный источник выбран в качестве прототипа.
В основу изобретения поставлена задача устранения недостатков аналога и прототипа путем разработки фильтра с увеличенной суммарной эффективной площадью без увеличения его геометрических размеров для увеличения его пропускной способности.
Техническим результатом предлагаемого изобретения является обеспечение увеличения пропускной способности фильтра, т.е. фильтрации большего объема металла, за счет изменения суммарной эффективной площади фильтра при фильтрации металла без увеличения его геометрических размеров и массы.
Следует отметить, что технологическими приемами, позволяющими увеличить пропускную способность фильтра являются повышение площади фильтра, либо уменьшение его пористости. Последний прием приводит к ухудшению качества фильтрации, а первый к необходимости изменения литейной оснастки. Ни один из указанных приемов не позволяет оперативно решить задачу по увеличению пропускной способности пенокерамического фильтра, поэтому предложено данное техническое решение, характеризующее двухслойный пористый пенокерамический фильтр для перегородки промежуточного ковша машины непрерывного литья металла, содержащий верхний и нижний слои, при этом фильтр выполнен в форме трапеции с площадью фильтрации составляющей от 0,06 до 0,09 м2, при этом верхний слой фильтра выполнен с цилиндрическими отверстиями на всю толщину слоя, диаметр которых составляет от 6,5 до 8,5 мм, а количество упомянутых отверстий составляет от 120 до 180 штук для обеспечения сохранения механической прочности фильтра, причем боковые поверхности цилиндрических отверстий обеспечивают увеличение суммарной эффективной площади фильтра, по меньшей мере, в три раза.
Также технический результат достигается тем, что диаметр цилиндрических отверстий в верхнем слое фильтра, преимущественно, равен 7,6 мм, а их количество, преимущественно, равно 164.
Предлагаемое изобретение поясняется графическими материалами, на которых изображено:
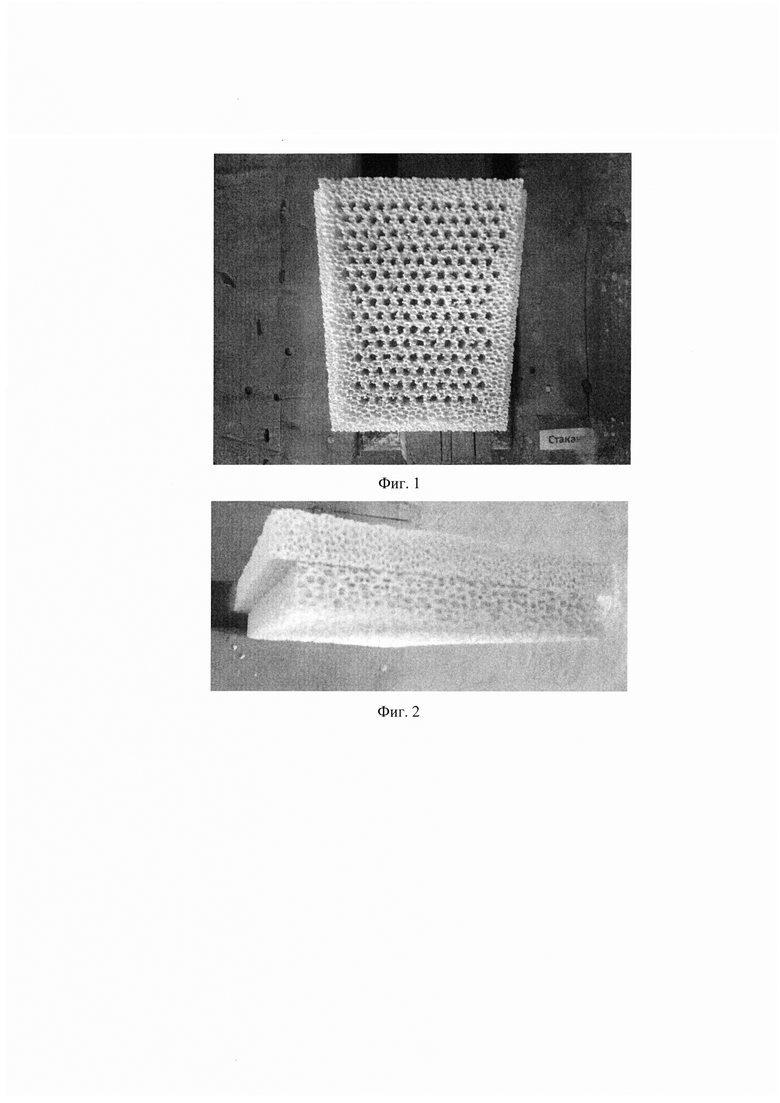
- фиг. 1 - внешний вид пенокерамического фильтра с перфорированным верхним слоем;
- фиг 2 - вид сбоку пенокерамического фильтра с перфорированным верхним слоем;
- фиг. 3 - образец металла сплава ЭП-718 х500 нетравленный, полученный в прототипе;
- фиг. 4 - образец металла сплава ЭП-718 х500 нетравленный, полученный предложенным способом.
Заявленный двухслойный пористый пенокерамический фильтр для перегородки промежуточного ковша машины непрерывного литья металла содержит верхний и нижний слои. Указанный фильтр выполнен в форме трапеции с площадью фильтрации составляющей от 0,06 до 0,09 м2, которая позволяет пропускать через себя до 5 тонн металла.
Верхний слой фильтра выполнен с цилиндрическими отверстиями на всю толщину слоя, диаметр которых составляет от 6,5 до 8,5 мм. Количество упомянутых отверстий составляет от 120 до 180 штук. При этом указанный диапазон количества отверстий обеспечивает сохранение механической прочности фильтра.
Боковые поверхности цилиндрических отверстий обеспечивают дополнительные пути протекания металла при фильтрации, позволяющие металлу протекать не только вниз, но и вбок, тем самым обеспечивая увеличение суммарной эффективной площади фильтра, по меньшей мере, в три раза, чем обеспечивается достижение указанного ранее технического результата, заключающегося в увеличении пропускной способности фильтра.
Предложенный двухслойный пористый пенокерамический фильтр для перегородки промежуточного ковша машины непрерывного литья металла был опробован на ПАО «Русполимет».
Первоначально был использован фильтр без перфорации верхнего слоя, однако он закупоривался после разливки около 2 тонн металла, при садке печи в 3 тонны. Эффективная площадь фильтрации составляла 245 см2 и определялась как площадь верхнего слоя (трапеции). Таким образом, каждый квадратный сантиметр фильтра должен был пропустить через себя 3000 кг/245 см2=12,24 кг металла.
Собственный опыт и анализ литературных данных показал, что максимальное количество металла, которое может пропустить через себя один квадратный сантиметр фильтра до закупоривания составляет около 8 кг. Стандартная технология фильтрации подразумевает в этом случае увеличение в полтора раза площади фильтра, однако такое решение приведет к необходимости увеличения геометрических размеров фильтра и его массы, а также к изменению литейной оснастки. Был опробован фильтр (фиг. 1 и 2) с перфорированным на всю толщину верхним слоем. Количество отверстий в верхнем слое составило 164, диаметр которых составил 7,6 мм. Таким образом, эффективная площадь фильтрации определялась как сумма площади верхнего слоя и суммы площадей внутренних боковых поверхностей всех цилиндрических перфорированных отверстий и составила 831,6 см2. Это значит, что каждый квадратный сантиметр фильтра в этом случае должен был пропустить через себя 3000 кг/831,6 см2=3,61 кг металла. Предложенный фильтр позволил повысить суммарную эффективную площадь фильтрации в 3,4 раза без изменения геометрических размеров самого фильтра и литниковой системы.
Были проведены несколько плавок, на которых удалось пропустить через перфорированный фильтр весь объем металла из печи до закупоривания. Были проведены исследования металла по количеству неметаллических включений в слитке при разливке фильтром без перфорации и с предложенной конструкцией фильтра. Ухудшения качества металла не обнаружено (фиг. 3 и 4). Как видно, объемная доля неметаллических включений при фильтрации предложенным изобретением не больше, чем при фильтрации изобретением, выбранным в качестве прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОКЕРАМИЧЕСКОГО ФИЛЬТРА ИЗ КАРБИДА ТИТАНА | 2004 |
|
RU2280536C1 |
| УСТРОЙСТВО И СПОСОБ ЗАЛИВКИ ФИЛЬТРА ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2013 |
|
RU2604082C2 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| Индукционная канальная печь | 1992 |
|
SU1836613A3 |
| УСТРОЙСТВО И СПОСОБ ФИЛЬТРОВАНИЯ РАСПЛАВОВ МЕТАЛЛА И ВВЕДЕНИЯ В НИХ ДОБАВКИ РАФИНИРУЮЩЕГО ВЕЩЕСТВА | 2001 |
|
RU2237733C2 |
| Литниковая система | 1984 |
|
SU1148693A1 |
| СПОСОБ ФИЛЬТРАЦИОННОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2001 |
|
RU2194594C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
Изобретение относится к металлургии, а именно к разливке сталей и сплавов, и может быть использовано в цехах металлургических заводов для повышения качества фильтрационной обработки металлов путем увеличения суммарной эффективной площади фильтра. Двухслойный пористый пенокерамический фильтр для перегородки промежуточного ковша машины непрерывного литья металла содержит верхний и нижний слои. Фильтр выполнен в форме трапеции с площадью фильтрации, составляющей от 0,06 до 0,09 м2. Верхний слой фильтра выполнен с цилиндрическими отверстиями на всю толщину слоя, диаметр которых составляет от 6,5 до 8,5 мм, а количество упомянутых отверстий составляет от 120 до 180 штук для обеспечения сохранения механической прочности фильтра. Боковые поверхности цилиндрических отверстий обеспечивают увеличение суммарной эффективной площади фильтра, по меньшей мере, в три раза. Диаметр цилиндрических отверстий в верхнем слое фильтра преимущественно равен 7,6 мм, а их количество преимущественно равно 164. В результате обеспечивается увеличение пропускной способности фильтра. 1 з.п. ф-лы, 4 ил.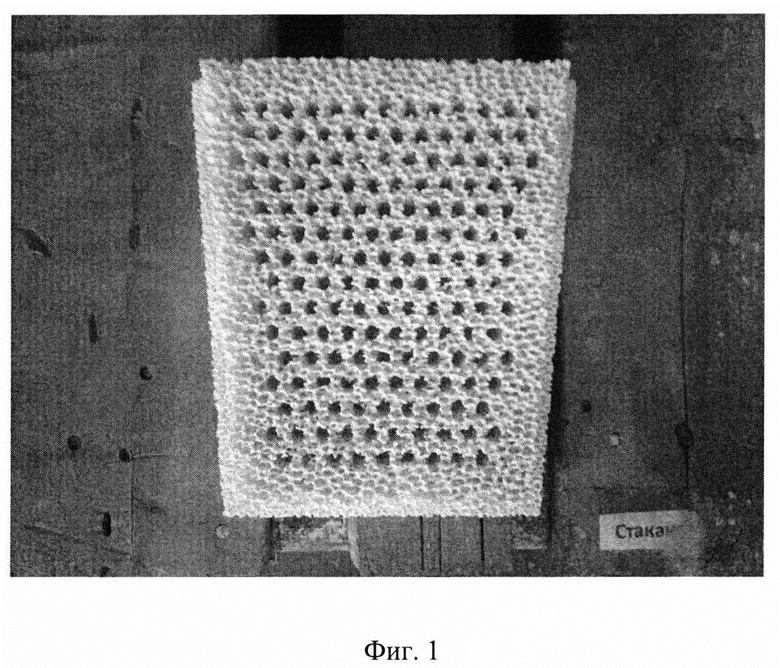
1. Двухслойный пористый пенокерамический фильтр для перегородки промежуточного ковша машины непрерывного литья металла, содержащий верхний и нижний слои, отличающийся тем, что фильтр выполнен в форме трапеции с площадью фильтрации, составляющей от 0,06 до 0,09 м2, при этом верхний слой фильтра выполнен с цилиндрическими отверстиями на всю толщину слоя, диаметр которых составляет от 6,5 до 8,5 мм, а количество упомянутых отверстий составляет от 120 до 180 штук для обеспечения сохранения механической прочности фильтра, причем боковые поверхности цилиндрических отверстий обеспечивают увеличение суммарной эффективной площади фильтра, по меньшей мере, в три раза.
2. Фильтр по п. 1, отличающийся тем, что диаметр цилиндрических отверстий в верхнем слое фильтра преимущественно равен 7,6 мм, а их количество преимущественно равно 164.
| СПОСОБ ФИЛЬТРАЦИОННОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2001 |
|
RU2194594C1 |
| Пустотелые строительные плиты | 1929 |
|
SU25475A1 |
| ФИЛЬТР ДЛЯ ФИЛЬТРАЦИИ МЕТАЛЛА | 2009 |
|
RU2419506C2 |
| Фильтр для очистки жидкого металла от неметаллических включений | 1989 |
|
SU1708491A1 |
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2288286C2 |
| US 5785851 A1, 28.07.1998 | |||
| US 5603373 A1, 18.02.1997. | |||

