Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Известен способ получения сортовых заготовок из сляба, включающий его деформирование и разделение двумя синхронно перемещающимися по замкнутой траектории бойками с разделяющими выступами, в котором разделение сляба на ряд заготовок производят одновременно с обжатием разделяемых участков сляба по двум взаимно перпендикулярным направлениям (А.С. №1352761, B23D 23/10, 1985).
Одним из недостатков данного способа является недостаточно хорошее качество получаемых из непрерывнолитого сляба сортовых заготовок, поскольку ликвационный слой сляба остается в центральной и боковых зонах сортовой заготовки.
Наиболее близким по технологической сущности к предлагаемому изобретению является способ непрерывного литья заготовок, выбранный за прототип, заключающийся в том, что металл перед подачей в разъемный кристаллизатор пропускают через неразъемный, вплотную состыкованный с разъемным, где формируют затвердевшую корочку, а элементам разъемного кристаллизатора, контактирующими с широкими гранями заготовки, дополнительно придают качательные движения в направлении перпендикулярном оси движения заготовки, и в том же разъемном кристаллизаторе осуществляют смыкание стенок корочки, обжатие, калибровку заготовки с закругленными боковыми гранями и одновременное вытягивание заготовки из неразъемной части кристаллизатора.
Одним из недостатков данного способа является возможность при смыкании стенок корочки образования трещин, а также разрушения узких плоских стенок корочки и прорыв жидкого металла вследствие возникновения растягивающих напряжений на внешней поверхности узкой плоской стенки корочки при ее гибке, а также образования осевой ликвационной зоны по всей ширине заготовки.
Известно устройство для непрерывного литья заготовок, принятое за прототип, заключающееся в том, что оно снабжено неразъемным кристаллизатором, размещенным перед разъемным и подпружиненным к его стенкам, причем рабочие поверхности узких стенок разъемного кристаллизатора выполнены вогнутыми с увеличением глубины вогнутости по всей длине, а механизм качания каждой широкой стенки представляет собой суппорт, установленный на двух параллельных горизонтальных эксцентриковых валах с синхронным приводом их перемещения (патент на изобретение РФ №2077407, от 15.02.94).
Одним из недостатков данного устройства является то, что боковые стенки неразъемного кристаллизатора выполнены плоскими, что при смыкании стенок корочки путем гибки узких плоских стенок приводит к возникновению на их внешних поверхностях высоких растягивающих напряжений, которые приводят к возникновению трещин на поверхности заготовки, тем самым ухудшая ее качество, а также к возможности прорыва корочки, то есть к снижению стабильности процесса непрерывного литья.
Технической задачей изобретения является устранение указанных недостатков, а именно: повышение стабильности процесса непрерывного литья за счет предотвращения прорывов жидкого металла и улучшения качества заготовок за счет устранения трещин на боковых стенках корочки и осевой ликвации в заготовке.
Поставленная задача достигается тем, что в способе непрерывного литья заготовок формирование затвердевшей корочки стенками с двумя выступами на боковых частях рабочих поверхностей осуществляют в два этапа, на первом осуществляют выступами стенок разъемного кристаллизатора смыкание боковых зон широких стенок корочки и исключение жидкой фазы путем гибки закругленных боковых стенок корочки, на втором - полное смыкание широких стенок корочки и исключение жидкой фазы.
В предлагаемом способе при формировании корочки по мере гибки закругленных боковых стенок корочки происходит увеличение их толщины до смыкания боковых зон широких стенок корочки, что исключает разрушение боковых стенок корочки и прорыв жидкого металла и тем самым повышает стабильность процесса непрерывного литья. При гибке боковых стенок корочки происходит смыкание боковых зон широких стенок корочки и исключение жидкой фазы и одновременно удаление ликватов и неметаллических включений из боковых осевых зон заготовки в центральную. На втором этапе происходит полное смыкание широких стенок корочки и исключение жидкой фазы из центральной зоны заготовки и одновременное удаление ликватов и неметаллических включений из конуса жидкой фазы, что повышает качество заготовок.
Поставленная задача также достигается тем, что в устройстве для непрерывного литья заготовок неразъемный кристаллизатор имеет радиусы сопряжения широких и узких стенок, равных половине расстояния между широкими стенками, а каждая широкая стенка разъемного кристаллизатора имеет увеличивающиеся в направлении литья два выступа на боковых частях рабочих поверхностей. Радиусы смыкания широких и узких стенок неразъемного кристаллизатора позволяют получить корочку с закругленными боковыми стенками, гибка которых приводит к снижению растягивающих напряжений на их внешних поверхностях, что предотвращает образование трещин и способствует улучшению качества заготовок. Два выступа на боковых частях рабочих поверхностей широких стенок разъемного кристаллизатора позволяют путем гибки закругленных боковых стенок корочки осуществить смыкание боковых зон широких стенок корочки и исключение жидкой фазы, что приводит к увеличению толщины боковых стенок корочки и тем самым предотвращению их разрушения и прорыва жидкого металла, что повышает стабильность процесса непрерывного литья. При гибке закругленных боковых стенок корочки происходит смыкание боковых зон широких стенок корочки удаление ликватов и неметаллических включений из боковых осевых зон заготовки в центральную. На втором этапе широкие стенки разъемного кристаллизатора осуществляют полное смыкание широких стенок корочки, исключение жидкой фазы одновременное удаление ликватов и неметаллических включений из конуса жидкой фазы, что в совокупности ведет к улучшению качества заготовок.
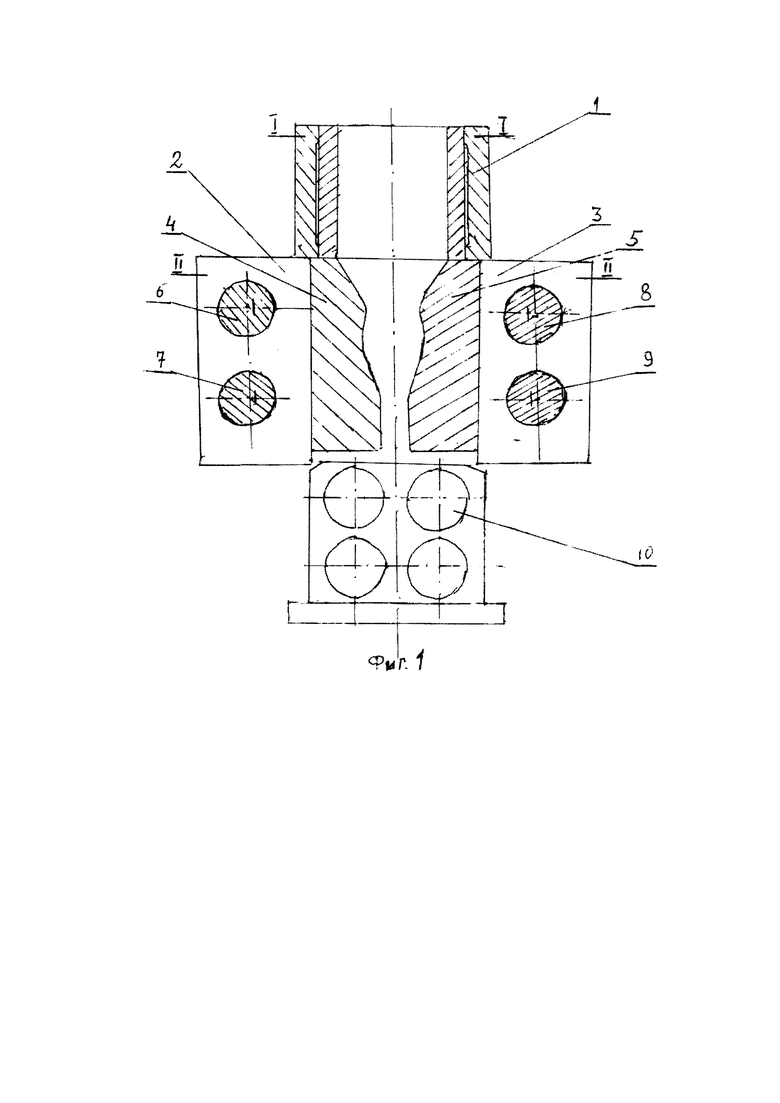
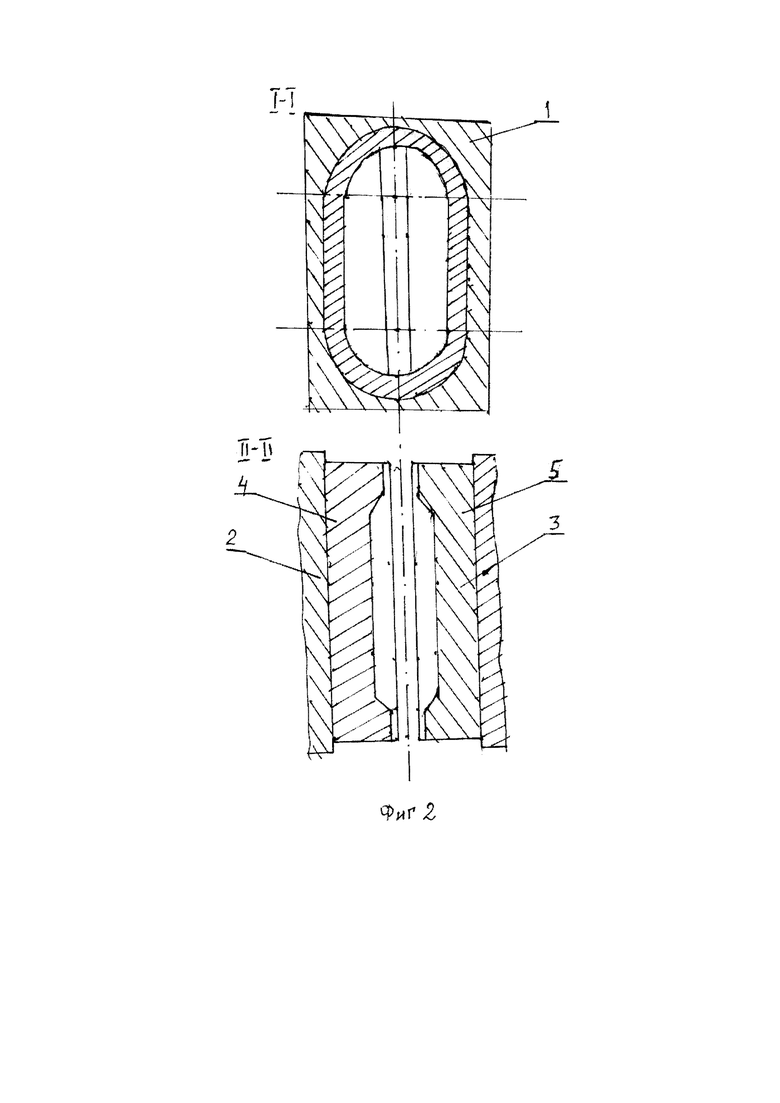
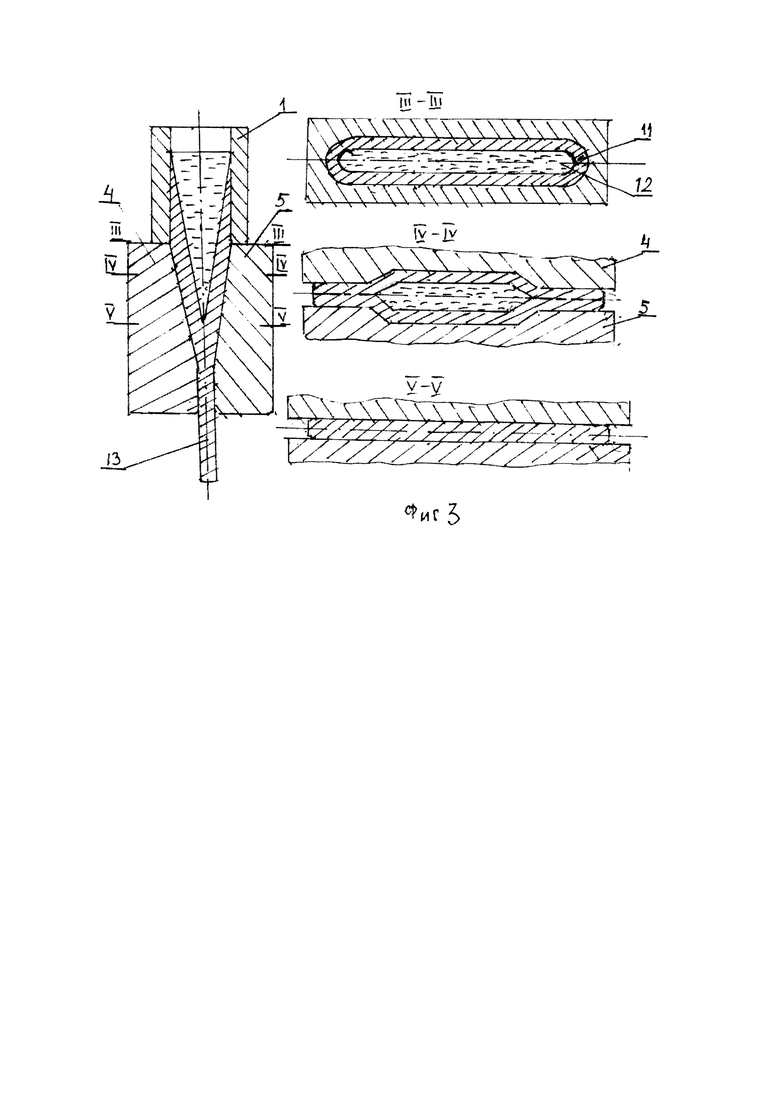
На фигуре 1 и 2 изображено устройство для непрерывного литья заготовок, а на фигуре 3 показан способ непрерывного литья заготовок.
Устройство (фигура 1 и 2) состоит из вод охлаждаемого неразъемного кристаллизатора 1 и двух подвижных суппортов 2 и 3 разъемного кристаллизатора. Каждый суппорт установлен на двух эксцентриковых валах: второй на 6 и 7, третий на 8 и 9. К суппорту 2 крепится стенка 4 с двумя выступами, к суппорту 3 крепится стенка 5 двумя выступами. Калибровка выступов на боковых частях рабочих поверхностей каждой из двух широких стенок разъемного кристаллизатора выполнена таким образом, чтобы они на первом этапе способа обеспечивали смыкание боковых зон широких стенок корочки и исключение жидкой фазы. Неразъемный кристаллизатор 1 имеет радиусы сопряжения широких и узких стенок, равных половине расстояния между широкими стенками. Синхронное вращение эксцентриковых валов 6, 7, 8 и 9 осуществляется от любого известного привода. Вытягивание заготовки из неразъемного кристаллизатора осуществляется с помощью стенок 4 и 5 и на холостом ходу с помощью тянущих роликов 10.
Сущность способа непрерывного литья заготовок заключается в следующем (фигура 3).
Жидкий металл 12 заливается в неразъемный водоохлаждаемый кристаллизатор 1, который совершает синхронные возвратно-поступательные движения. За счет отвода тепла водоохлаждаемыми стенками неразъемного кристаллизатора 1 образуется замкнутая корочка 11 с закругленными боковыми стенками с жидкой фазой 12. Далее корочка 11 с жидкой фазой 12 с помощью широких стенок 4 и 5 подается в разъемный кристаллизатор. При этом на корочку 11 с закругленными боковыми стенками начинает воздействовать выступы боковых частей рабочих поверхностей широких стенок 4 и 5, высота которых увеличивается в направлении непрерывного литья. По мере продвижения корочки 11 с жидкой фазой 12 через разъемный кристаллизатор выступы на широких стенках 4 и 5 осуществляют смыкание боковых зон широких стенок корочки 11 путем гибки ее закругленных боковых стенок и одновременно исключение жидкой фазы и удаление ликватов и неметаллических включений из боковых зон корочки в центральные. После прохождения корочкой 11 зоны широких стенок с выступами происходит полное смыкание широких стенок корочки центральной зоны, циклическая деформация затвердевшего металла и калибровка заготовки, что осуществляется широкими стенками разъемного кристаллизатора.
ПРИМЕР
В устройстве непрерывного литья заготовок отливаются листы сечением 8×1400 мм из стали 09Г2С. Поперечное сечение неразъемного кристаллизатора 1350 мм. Высота 650 мм. Радиус сопряжения широких и узких стенок кристаллизатора 30 мм. Угол наклона рабочей поверхности широких стенок разъемного кристаллизатора 12,5 градусов. Скорость вытягивания заготовки из неразъемного кристаллизатора 2,5 м/мин. Угловая скорость эксцентриковых валов 110 мин-1. Толщина корочки с жидкой фазой после выхода из неразъемного кристаллизатора 15 мм. Толщина сляба после смыкания широких стенок корочки - 30 мм. Высота выступов на боковых частях рабочих поверхностей стенок разъемного кристаллизатора - 15 мм. Угол наклона и длина поверхности выступа соответственно 20 градусов и 40 мм. Ширина боковых зон широких стенок корочки после их смыкания - 70 мм, а толщина 30 мм. Степень деформации заготовки за один проход - 73%. Часовая производительность 49 т/час.
Таким образом, заявляемое изобретение позволяет повысить стабильности процесса непрерывного литья за счет предотвращения прорывов жидкого металла и улучшить качество заготовок за счет устранения трещин на боковых стенках корочки и осевой ликвации в заготовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077407C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2758485C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2658761C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2754336C2 |
| Способ непрерывного литья заготовок и устройство для его осуществления | 2019 |
|
RU2761373C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДВУТАВРОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2794362C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2018 |
|
RU2712158C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2020 |
|
RU2742407C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2023 |
|
RU2828457C1 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2227081C1 |
Изобретение относится к непрерывному литью заготовок. Металл подают в неразъемный кристаллизатор (1) для образования затвердевшей корочки заготовки с закругленными боковыми стенками, которую вытягивают в разъемный кристаллизатор, вплотную состыкованный с неразъемным. Широкие и узкие стенки неразъемного кристаллизатора сопряжены по радиусам, равным половине расстояния между широкими стенками. Широким стенкам (4, 5) разъемного кристаллизатора придают качательные движения в направлении, перпендикулярном к оси движения заготовки. Заготовку формируют в разъемном кристаллизаторе смыканием корочек широких стенок заготовки, обжатием и калибровкой. На боковой части рабочей поверхности каждой широкой стенки разъемного кристаллизатора выполнены по два выступа. Для двухэтапного формирования заготовки выступы выполнены с увеличенной в направлении литья высотой. На первом этапе смыкают боковые зоны широких стенок корочки путем их гибки, а на втором этапе широкие стенки корочки полностью смыкают с исключением жидкой фазы. Обеспечивается повышение качества заготовки, предотвращение прорывов жидкого металла и повышение стабильности литья. 2 н.п. ф-лы, 3 ил.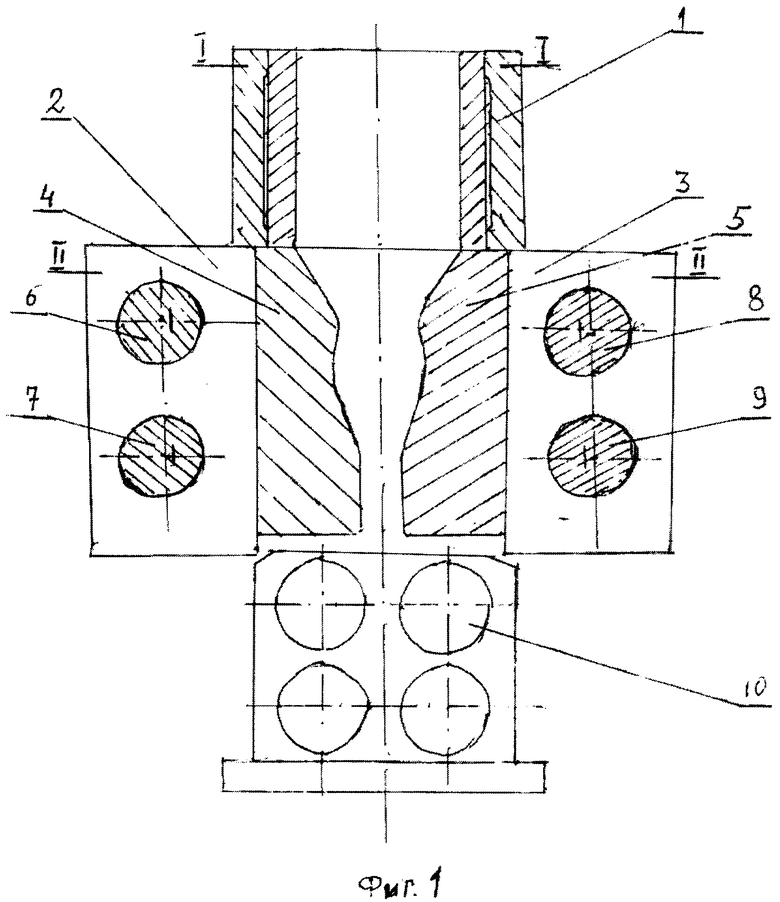
1. Способ непрерывного литья заготовок, включающий подачу металла в неразъемный кристаллизатор, вплотную состыкованный с размещенным за ним разъемным кристаллизатором, образование заготовки с закругленными боковыми стенками с затвердевшей корочкой в неразъемном кристаллизаторе и одновременное вытягивание заготовки из него в разъемный кристаллизатор, при этом в разъемном кристаллизаторе осуществляют формирование заготовки смыканием корочек широких стенок заготовки с ее обжатием и калибровкой, причем элементам разъемного кристаллизатора, контактирующим с широкими стенками заготовки, придают качательные движения в направлении, перпендикулярном к оси движения заготовки, отличающийся тем, что используют разъемный кристаллизатор, выполненный с выступами на его широких стенках, а формирование заготовки осуществляют в два этапа, на первом из которых обеспечивают смыкание боковых зон широких стенок корочки путем гибки корочки закругленных боковых стенок заготовки, а на втором – полное смыкание широких стенок корочки с исключением жидкой фазы.
2. Устройство для непрерывного литья заготовок, содержащее неразъемный кристаллизатор, вплотную состыкованный с размещенным за ним разъемным кристаллизатором, причем разъемный кристаллизатор подпружинен к стенкам неразъемного кристаллизатора, механизм качания каждой широкой стенки разъемного кристаллизатора, выполненный в виде суппорта, установленного на двух параллельных горизонтальных эксцентриковых валах с синхронным приводом их перемещения, отличающееся тем, что неразъемный кристаллизатор выполнен с сопряжением его широких и узких стенок по радиусам, равным половине расстояния между широкими стенками, а на боковой части рабочей поверхности каждой широкой стенки разъемного кристаллизатора с увеличением их высоты в направлении литья выполнены по два выступа.
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077407C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136433C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1999 |
|
RU2176173C2 |
| US 4088295 A1, 09.05.1978. | |||

