Изобретение относится к области сварочного производства, в частности к технологии ремонта конструкций из плохо и удовлетворительно свариваемых алюминиевых сплавов.
Известен способ закупоривания отверстия в металлической детали при помощи сварки в результате трения и использование металлического стержня и опорной детали подшипника для осуществления этого способа (патент №2377108, МПК В23К 20/12 (2006.01), опубл. 27.12.2009). Сущность способа заключается в следующем, способ закупоривания при помощи сварки трением отверстия, выполненного в металлической детали и проходящего по существу вдоль оси, причем проходное пространство по оси этого отверстия не является свободным вследствие наличия, по меньшей мере, одного препятствия на этой оси, при котором металлический стержень, проходящий по существу вдоль оси, приводят во вращательное движение относительно своей оси и вводят в упомянутое отверстие с обеспечением его приваривания в этом отверстии за счет трения, при этом ось упомянутого стержня наклоняют по отношению к оси отверстия на отличный от нуля угол (α) во избежание упомянутого препятствия.
Однако, данный способ предназначен для ремонта сквозных отверстий, требует сложной оснастки для непосредственного ремонта фланца турбореактивного двигателя и опорной детали подшипника.
Известен инструмент для сварки трением с перемешиванием (патент, полезная модель №186699, МПК В23К 20/12 (2006.01), СПК В23К 20/12 (2018.08) опубл. 29.01.2019). Полезная модель относится к области сварочного производства, а именно к вращающимся инструментам для сварки трением с перемешиванием, предпочтительно стальных заготовок. Инструмент содержит корпус, в котором с возможностью передачи продольной нагрузки и вращения установлен зонд. Зонд выполнен с полостью соосной его оси вращения, при этом в полости зонда с возможностью вращения размещен стержень, верхний конец которого выступает из зонда. Зонд и стержень выполнены с возможностью вращения с разной скоростью, для чего в корпусе с возможностью вращения параллельно оси вращения зонда установлен приводной вал, верхний конец которого выступает из полости корпуса и выполнен с возможностью подключения привода, при этом на приводном валу жестко закреплены зубчатые колеса, верхнее из которых введено в зацепление со вторым верхним зубчатым колесом, жестко закрепленным на стержне, а нижнее введено в зацепление со вторым нижним зубчатым колесом, жестко закрепленным на зонде.
Однако, данный инструмент предназначен для сварки стальных заготовок встык, в частности, для повышения равномерности распределения тепловой мощности по радиусу площади контакта зонда с заготовкой за счет увеличения количества тепла, вводимого в центре сварной точки.
Технической проблемой, на решение которой направлено предлагаемое изобретение является создании способа ремонта приповерхностного дефекта конструкций и изделий, изготовленных из плохо свариваемых плавлением алюминиевых сплавов.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении надежности и качества соединения металла присадочного прутка с полостью дефекта без образования трещин и пережога за счет не превышения температуры 465°С.
Технический результат достигается тем, что в способе ремонта приповерхностного дефекта конструкции из сплава на основе алюминия путем нагрева за счет трения, включающем приведение во вращение инструмента, состоящего из полого стального стержня, в полости которого размещен присадочный пруток из алюминиевого сплава при соотношении площади поперечного сечения стального стержня к площади поперечного сечения присадочного прутка из алюминиевого сплава 5/1, установление механического контакта между поверхностью восстанавливаемой конструкции и торцом вращающегося инструмента и осуществление трения для нагрева присадочного прутка и перевода его в вязко текучее состояние, при этом температура в зоне трения инструмента и поверхности восстанавливаемой конструкции не должна превышать 465°С, затем выталкивают вязко текучий присадочный пруток из алюминиевого сплава с противоположной стороны инструмента со скоростью 2-5 мм/мин. и заполняют им полость восстанавливаемой конструкции.
Перед приведением во вращение инструмента проводят предварительный подогрев поверхности восстанавливаемой конструкции.
Выталкивание присадочного алюминиевого прутка производят поршнем либо толкателем.
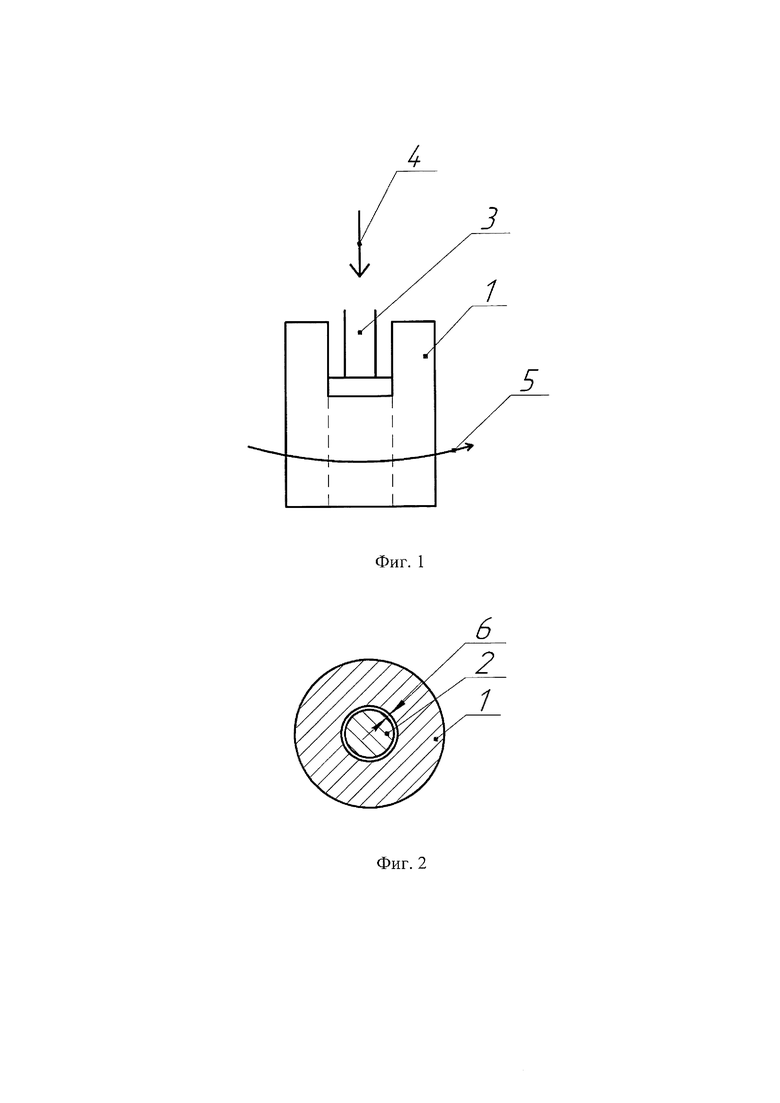
На фигуре 1 представлена принципиальная схема осуществления способа, вид инструмента для осуществления способа сбоку.
На фигуре 2 представлено поперечное сечение инструмента со сплошным прутком и зазором между внутренней полостью стержня инструмента и наружной поверхностью присадочного алюминиевого прутка.
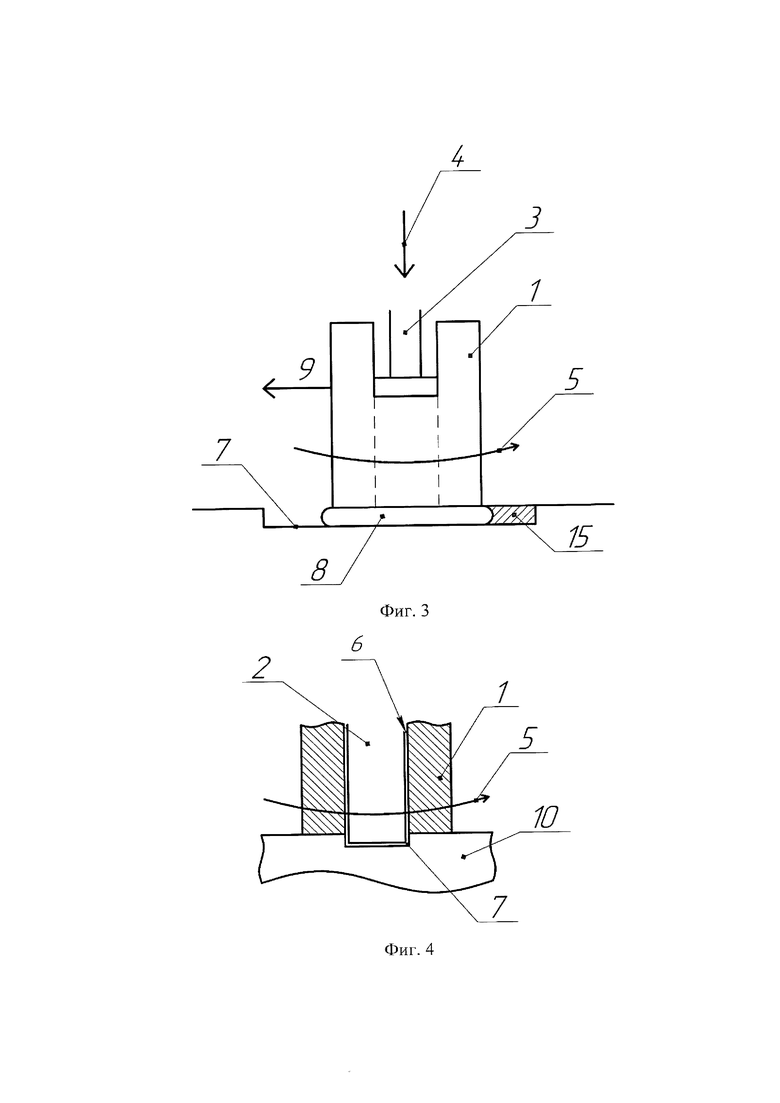
На фигуре 3 представлен процесс заполнения выдавливаемым металлом дефектной полости конструкции в продольном сечении.
На фигуре 4 представлено поперечное сечение инструмента, прутка и разделки восстанавливаемой конструкции.
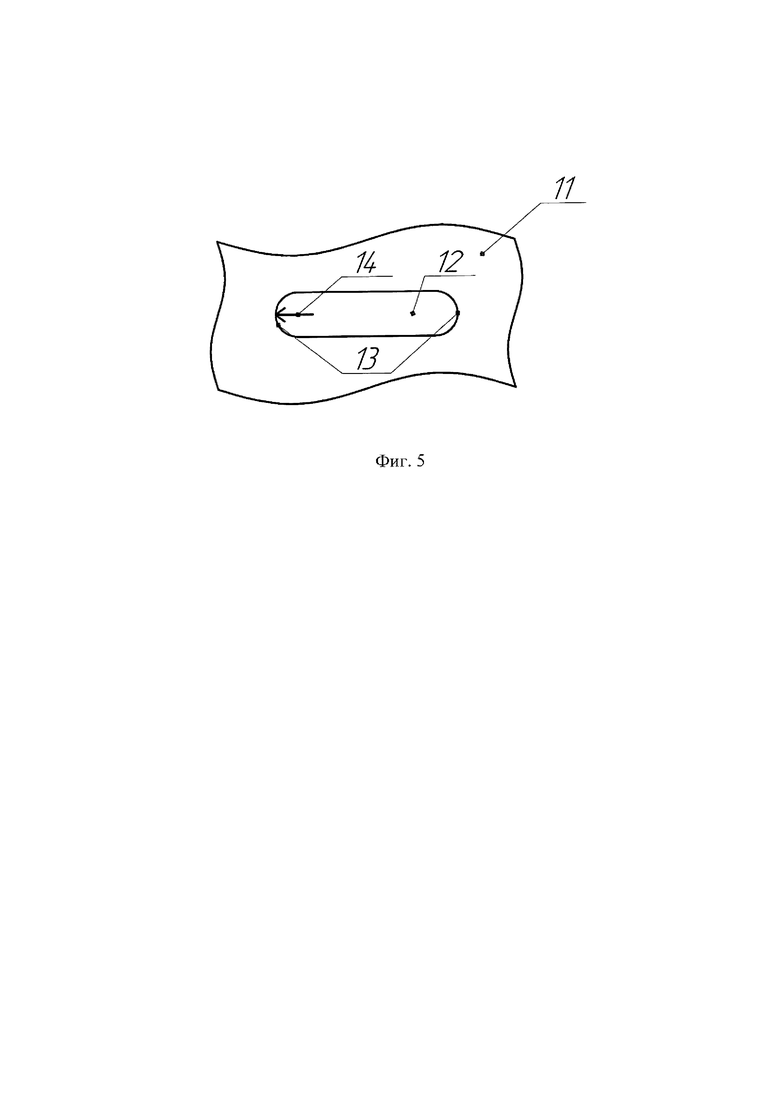
На фигуре 5 представлен фрагмент поверхности восстанавливаемой конструкции и разделки дефекта, вид с верху.
Позиции на фигурах: 1 - вращающийся стержень инструмента; 2 - присадочный пруток из алюминиевого сплава; 3 - поршень или толкатель; 4 - направление приложения давления при выдавливании присадочного алюминиевого прутка; 5 - направление вращения стержня инструмента; 6 - зазор между внутренней полостью стержня инструмента и присадочного алюминиевого прутка; 7 - разделка полости дефекта; 8 - выдавливаемый металл присадочного алюминиевого прутка; 9 -направление движения инструмента вдоль полости разделки; 10 - фрагмент поперечного сечения восстанавливаемой конструкции; 11 - фрагмент поверхности восстанавливаемой конструкции, вид сверху; 12 - разделка дефекта, вид с верху; 13 - кромки разделки дефекта; 14 - радиус кромки дефекта; 15 - выдавленный металл присадочного прутка, заполнивший часть полости разделки.
Сущность способа заключается в следующем. Подготавливают восстанавливаемую поверхность посредством механической разделки трещины, образуя полость разделки дефекта 7, при этом ширина полости разделки дефекта, определяемая радиусом 14, должна быть не значительно больше (максимум на 20%), чем диаметр присадочного алюминиевого прутка 2, по причине того, что в противном случае металл присадочного алюминиевого прутка 2 не сможет полностью заполнить разделку дефекта 12, в результате чего в объеме восстанавливаемой конструкции 10 могут образоваться пустоты и несплошности. Кромки начала и конца разделки 13 выполняются с радиусом 14 в продольном сечении, аналогичным радиусу присадочного алюминиевого прутка 2 в поперечном сечении или больше не более чем на 5-15 процентов. Выбирают полый стержень рабочего инструмента 1 с площадью поперечного сечения, минимум в пять раз больше площади поперечного сечения присадочного алюминиевого прутка 2. При необходимости, в зависимости от технологии, осуществляют предварительный подогрев газовой горелкой до температуры 200-250°С. Приводят во вращение полый стержень инструмента 1, доводят до скорости 300-500 оборотов в минуту, при этом обеспечивается неподвижность присадочного прутка 2, то есть вращения вокруг своей оси, и вертикальное перемещение. Постепенно устанавливают между поверхностью восстанавливаемой конструкции, в области начальной кромки, и торцом вращающегося инструмента механический контакт. В процессе трения нижней торцевой поверхности стержня инструмента 1 и поверхности восстанавливаемой конструкции выделяется тепловая энергия, которая постепенно нагревает стержень инструмента 1, поверхность восстанавливаемой конструкции и присадочный алюминиевый пруток 2, находящийся в полости стержня инструмента 1. При достижении между восстанавливаемой конструкцией и стержнем инструмента температуры 400-450°С, измеряемой на поверхности механического контакта, на присадочный алюминиевый пруток 2 прилагается давление, в направлении 4 полости восстанавливаемой конструкции со скоростью 2-5 мм/мин выталкивания присадочного алюминиевого прутка 2, определяемой экспериментально. Металл присадочного алюминиевого прутка 2, переходя в вязко текучее состояние в результате нагрева трением стержня инструмента 1 о поверхность восстанавливаемой конструкции, и под действием давления, прилагаемого в направлении 4 разделки дефекта 12 заполняет разделку полости дефекта 7. При заполнении полости дефекта непосредственно под стержнем инструмента 1, что определяется глубиной разделки, которую заполняет соответствующее количество металла выдавливаемого алюминиевого прутка 2, рассчитанное по объему прутка 2, инструмент начинает продольное движение вдоль полости разделки в направлении 9 от начальной кромки к противоположной конечной кромке. Скорость перемещения инструмента вдоль разделки рассчитывается эмпирическим путем и зависит от глубины полости разделки дефекта 7, скорости вращения стержня инструмента 1, скорости и давления подачи выдавливаемого присадочного алюминиевого прутка 2. Продольное движение стержня инструмента в направлении 9 продолжается до совмещения ближнего края внутренней полости стержня инструмента I с торцевой поверхностью конечной кромки. После чего продольное перемещение стержня инструмента 1 вдоль полости разделки прекращается, тогда как вращение стержня инструмента 1 продолжается до тех пор, пока металл алюминиевого присадочного прутка 2, находящийся в вязко текучем состоянии не начнет выдавливаться из-под стержня вращающегося инструмента 1 со стороны, противоположной конечной кромке, либо с любой другой стороны. После чего металл присадочного алюминиевого прутка 2 выдавливается с большей в 4-6 раз скоростью, относительно скорости выдавливания присадочного алюминиевого прутка 2 в процессе заполнения полости разделки дефекта 7. Одновременно с увеличением скорости выдавливания присадочного алюминиевого прутка 7, вращающийся стержень инструмента 1 поднимается над плоскостью восстанавливаемой конструкции на 5-10 мм, в результате чего прекращается механический контакт между торцевой плоскостью инструмента и восстанавливаемой конструкцией. Это приводит к снижению температуры металла присадочного алюминиевого прутка, в результате уменьшения тепловыделения при прекращении трения о поверхность восстанавливаемой конструкции. Уменьшение температуры металла присадочного алюминиевого прутка 2 приводит к переходу металла присадочного алюминиевого прутка 2 из вязко текучего состояния в менее пластичное, близкое к твердому состоянию. Так как вращение стержня инструмента 1 не прекращается, а металл присадочного алюминиевого прутка 2 не является вязким происходит разрушение металла присадочного прутка и отделение его от металла, заполнившего полость разделки дефекта 7 в вязко текучем состоянии. По вышеописанной технологии осуществляется заполнение полости разделки дефекта 7 сплавом на основе алюминия, близкого но химическому составу к основному металлу конструкции или изделия, таким образом, чтобы температура металла, заполняющего в вязко текучем состоянии полость дефекта не превышала 465°С. После отделения металла присадочного алюминиевого прутка от металла, заполнившего полость разделки дефекта, производится механическая обработка поверхности восстанавливаемой конструкции, в результате которой удаляются излишки металла присадочного прутка, заполнившего полость разделки, с целью получения бездефектного участка конструкции из плохо свариваемого плавлением алюминиевого сплава. Температурный интервал 400-450°С обеспечивает образование металлических связей выдавливаемого металла прутка в вязко текучем состоянии и металла восстанавливаемой конструкции. После охлаждения металла присадочного прутка и металла восстанавливаемой конструкции между ними образуется монолитное соединение. Устройство, предназначенное для осуществления способа, состоит из полого цилиндрического вращающегося инструмента, полость которого выполнена вдоль центральной оси и симметрично относительно оси цилиндра. Поверхность, противоположная поверхности контакта торца инструмента с поверхностью восстанавливаемой конструкции, снабжена механизмом, позволяющим производить выталкивание присадочного алюминиевого прутка. Механизм позволяет выталкивать присадочный пруток посредством толкателя или поршня с механическим, гидравлическим, пневматическим или гидропневматическим приводом. Диаметр стержня полого вращающегося инструмента должен быть больше ширины разделки в 2,5-3 раза, для обеспечения выделения достаточного количества тепла при трении о поверхность восстанавливаемого изделия. Стержень вращающегося инструмента должен быть выполнен из сплава на основе железа и быть инертным к металлу присадочного алюминиевого прутка. Диаметр внутренней полости стержня инструмента должен быть на 2-5 мм больше диаметра присадочного алюминиевого прутка, что зависит от ширины полости разделки дефекта. Присадочный пруток может быть изготовлен из свариваемых сплавов системы Al-Mg, Al-Mn, также из плохо свариваемых сплавов систем Al-Zn-Mg-Cu, Al-Cu-Mg или из чистого алюминия. Обоснование технического результата заключается в следующем. При сварке плавлением высокопрочных сплавов типа В95, Д16 происходит пережог при температуре 490-505°С, результатом чего является окисление и частичное оплавление по границам зерен, что значительно снижает прочность и пластичность свариваемого металла. Даже незначительный распад твердого раствора в процессе охлаждения с 500°С приводит к выделению интерметаллидных фаз по границам зерен и снижает сопротивление межкристаллитной коррозии. Также при сварки плавлением этих сплавов образовываются горячие трещины и пустоты, снижается стойкость к коррозии под напряжением. В предлагаемом способе предполагается, нагрев за счет трения до температур, не превышающих 465°С, что ниже температуры пережога. А процесс нагрева за счет трения сопровождается медленным нагревом и медленным естественным охлаждением, что исключает возможность повторной закалки. Данная технология ремонта приповерхностных дефектов может быть применена для восстановления геометрических размеров, герметических и механических свойств в авиационной и судостроительной промышленностях, где используются высокопрочные плохо свариваемые сплавы систем Al-Zn-Mg-Cu, Al-Cu-Mg.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2481916C2 |
| СПОСОБ НАПЛАВКИ ТРЕНИЕМ | 1993 |
|
RU2041780C1 |
Изобретение относится к области сварочного производства, в частности к технологии ремонта конструкций из плохо и удовлетворительно свариваемых алюминиевых сплавов. Способ ремонта приповерхностного дефекта конструкции из сплава на основе алюминия путем нагрева за счет трения включает приведение во вращение инструмента, состоящего из полого стального стержня, в полости которого размещен присадочный пруток из алюминиевого сплава при отношении площади поперечного сечения стального стержня к площади поперечного сечения присадочного прутка из алюминиевого сплава 5/1, установление механического контакта между поверхностью восстанавливаемой конструкции и торцом вращающегося инструмента и осуществление трения для нагрева присадочного прутка из алюминиевого сплава и перевода его в вязко текучее состояние, при этом температура в зоне трения инструмента и поверхности восстанавливаемой конструкции не должна превышать 465°С, затем выталкивают вязко текучий присадочный пруток из алюминиевого сплава с противоположной стороны инструмента со скоростью 2-5 мм/мин. и заполняют им полость восстанавливаемой конструкции. Изобретение направлено на повышение надежности и качества соединения металла присадочного прутка с полостью дефекта. 2 з.п. ф-лы, 5 ил.
1. Способ ремонта приповерхностного дефекта конструкции из сплава на основе алюминия путем нагрева за счет трения, включающий приведение во вращение инструмента, состоящего из полого стального стержня, в полости которого размещен присадочный пруток из алюминиевого сплава при отношении площади поперечного сечения стального стержня к площади поперечного сечения присадочного прутка из алюминиевого сплава 5/1, установление механического контакта между поверхностью восстанавливаемой конструкции и торцом вращающегося инструмента и осуществление трения для нагрева присадочного прутка из алюминиевого сплава и перевода его в вязко текучее состояние, при этом температура в зоне трения инструмента и поверхности восстанавливаемой конструкции не должна превышать 465°С, затем выталкивают вязко текучий присадочный пруток из алюминиевого сплава с противоположной стороны инструмента со скоростью 2-5 мм/мин. и заполняют им полость восстанавливаемой конструкции.
2. Способ по п. 1, отличающийся тем, что перед приведением во вращение инструмента проводят предварительный подогрев поверхности восстанавливаемой конструкции.
3. Способ по п. 1, отличающийся тем, что выталкивание присадочного прутка из алюминиевого сплава производят поршнем или толкателем.
| ЛИТЕЙНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 0 |
|
SU186699A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2481916C2 |
| СПОСОБ ЗАДЕЛКИ ПРИ ПОМОЩИ СВАРКИ ТРЕНИЕМ ОТВЕРСТИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, ПРИМЕНЕНИЕ ОПОРНОЙ ДЕТАЛИ И УДЕРЖИВАЮЩЕЙ ДЕТАЛИ В УКАЗАННОМ СПОСОБЕ | 2005 |
|
RU2376116C2 |
| CN 103071912 A, 01.05.2013 | |||
| СПОСОБ ЗАКУПОРИВАНИЯ ОТВЕРСТИЯ В МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ СВАРКИ В РЕЗУЛЬТАТЕ ТРЕНИЯ И ИСПОЛЬЗОВАНИЕ МЕТАЛЛИЧЕСКОГО СТЕРЖНЯ И ОПОРНОЙ ДЕТАЛИ ПОДШИПНИКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2377108C2 |

