1
Изобретение касается сварки пластмасс, а именно устройств для сварки термопластов газообразным теплоносителем с использованием присадочного прутка.
Известно устройство для сварки термопластов, содержащее корпус с электронагревателями и каналами для подачи в зону сварки газа и присадочного прутка, формующую головку и механизм подачи присадочного прутка с приводом от электродвигателя 1 .
Недостатком устройства является наличие электродвигателя, что повышает его энергоемкость, увеличивает массу.
Наиболее близким решением из известных является устройство для сварки Термопластов, содержащее корпус с размещенными в нем электронагревателями и каналами для ввода присадочного прутка и подачи его и газообразного теплоносителя в зону йварки, рукоятку с газоподводящим каналом, закрепленную на корпусе шовоформующую головку и механизм захвата и подачи присадочного прутка 2
Недостатком указанного устройства является сложная и громоздкая конструкция привода механизма подачи
присадочного прутка, что ограничивает области его применения. Устройство также не позволяет осуществлять равномерную подачу присадочного материала и не обеспечивает регулирование температурных параметров сварки в зависимости от скорости подачи прутка.
Целью изобретения является упроfOщение конструкции, уменьшение энергоемкости и массы устройства.
Это достигается тем, что в устройстве для сварки термопластов, со15 держгицем корпус с размещенными в нем электронагревателями и каналами для ввода присадочного прутка и подачи его и газообразного теплоносителя в зону сварки, рукоятку с газоподводя20 щим каналом, закрепленную на корпусе шовоформующую головку и механизм захвата и подачи присадочного прутка, механизм захвата и подачи присадочного прутка выполнен в виде
25 смонтированного в корпусе пневмодвигателя с ротором, расположенным соосно каналам для ввода и подачи прутка и выполненным с осевым резьбовым отверстием, а рабочая камера пневмодви30 гателя соединена с газоподводящим
каналом и с каналом для подачи-газа в зону сварки.
С целью регулирования температур.ных параметров сварки .в зависимости от скорости подачи прутка устройство Снабжено расположенными в рукоятке регулятором подачи газа, соединенным с газоподводящим каналом, р.егулятором напряжения электронагревателя, курком и шарнирно установленным двуплечим рычагом, одно плечо которого связано с. курком, а второе - с регуляторами напряжения и подачи газа,
С целью обеспечения равномерной подачи присадочного прутка канал для ввода присадочного прутка выполнен сужаквдимся с большим входным сечением, а в стенке корпуса по месту канала выполнены шлицы, образующие острые кромки.
Такое выполнение устройства делает его более легким, снижается энергоемкость и масса устройства и обеспечивается качественная сварка термопластов .
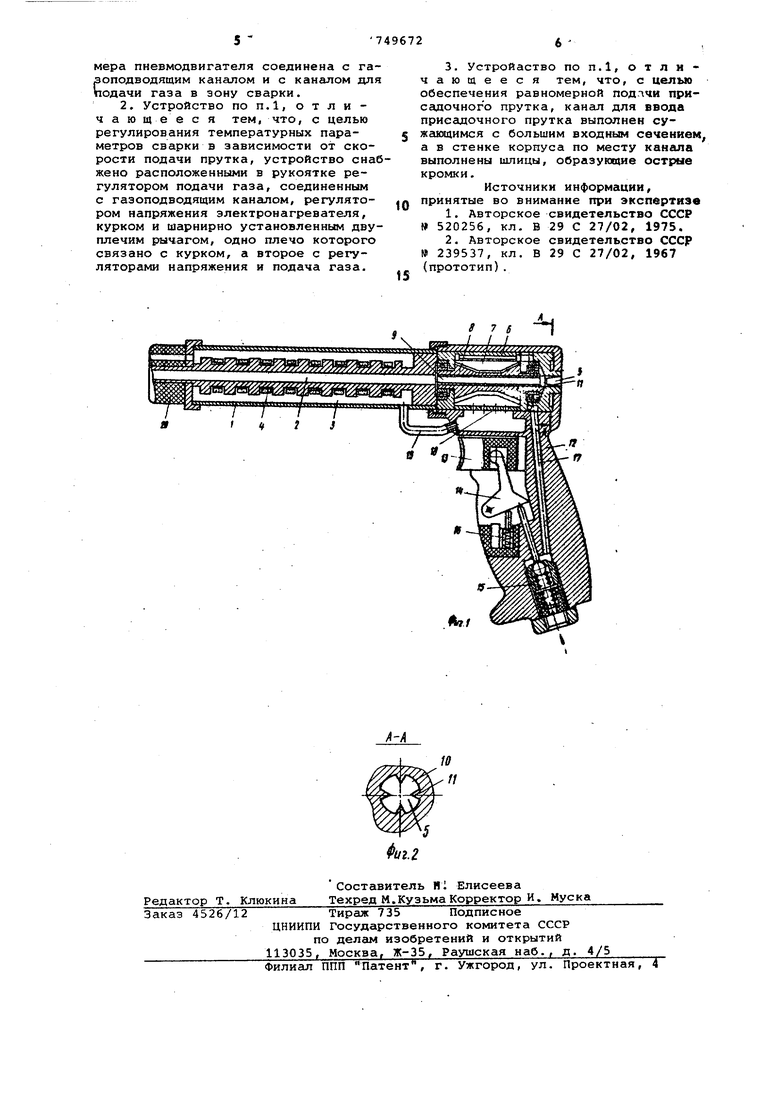
На фиг. 1 изображен общий вид устройства; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит корпус 1, внури которого выполнены канал 2 для подачи в зону сварки присгщочного прутка и канал 3 для подачи газа-теплоносителя с распол-оженным в нем электронагревателем 4. В корпусе также выполнен канал 5 для ввода в него присадочного материала и размещен пневмодвиг&тель б, в рабочей камере 7 которого установлен соосно каналам 2 и 5 ротор 8 с осевым резьбовым отверстием 9. Канал подводящему, сужающимся с большим входным сечением, а в стенке.корпуса по месту канала выполнены шлицы 10, образующие острые кромки. 11. На корпусе закреплена рукоятка 12 с курком 13 и двуплечим рычагом 14, одно плечо которого контактирует с курком, а второе - с регулятором подачи газа 15 и регулятором напряжения 16 электронагревателя 4. Рукоятка также снабжена подводящим каналом 17 для подачи сжатого газа в рабочую камеру пневмодвигателя, которая посредством отверстий 18 и газопровода 19 сообщается с каналом 3 для подачи газа-теплоносителя в зону сварки. Кроме того, устройство снабжено головкой 20 для формования сварного шв а.
Устройство работает следугацим образом.
Через регулятор напряжения 16 на электронагреватель 4 подается напряжение для предварительного разогрва канала 2 подачи прутка. После его разогрева до требуемой температуры в кшицевой канал 5 заправляется присадочный пруток и включается подача
газа под давлением к регулятору 15. , Нажатием на курок 13 поворачивается двуплечий рычаг 14, который действует на регулятор 15 и открывает подачу газа по подводящему каналу 17 к расположенному в рабочей камере 7 ротору 8 пневмодвигателя 6. При этом ротор приводится во вращение и за счет внутренней резьбовой нарезки в осевом отверстии 9 подает присадочный пруток э обогреваемый канал 2, где он пластицируется и через шовоформуиздую головку 20 выдавливается в вязко-текучем состоянии в разделку шва.
Для обеспечения качественной сварки поверхность свариваемых изделий в зоне шва предварительно нагревается горячим газом, поступающим в головку 20 из рабочей камеры 7 пневмодвигателя. 6 через отверстие 18, газопровод 19 и Обогреваемый канал 3.
Скорость подачи присгщочного прутка и температурные параметры сварки взаимосвязаны и регулируются нажатием курка 13 на двуплечий рычаг 14. При более сильном нажатии на курок двуплечий рычаг проворачивается, увеличивая воздействие как на регулятор подачи газа 15, так и на регулятор напряжения 16. При этом увеличивается подача газа к ротору 8 пневмодвигателя, а следовательно, и скорость подачи прутка, соответственно увеличивается напряжение, подаваемое на электронагреватель 4.
Благодаря тому, что входной канал 5 снабжен острыми кромками 11, обеспечивается равномерная подача присадочного прутка. Шлицы вдавливаются 9 термопластичный пруток, что предотвращает его проворачивание за счет сил трения при прохождении через резьбовое отверстие 9 ротора 8.
Устройство просто по конструкции, имеет небольшую массу и энергоемкость.
Формула изобретения
1. Устройство для сварки термопластов, содержащее корпус с размещенными в нем электронагревателями и каналалет для ввода присадочного прутка и подачи его и газообразного теплоносителя в зону сварки, рукоятку е газоподводящим каналом, закрепленную на корпусе шовоФормутую головку и механизм захвата и подачи присадочного прутка, отличающееся тем, что, с целью упрощения конструкции, уменьшения энерroeNJKocTH и массы, механизм захвата и подачи присадочного прутка выполнен в виде .смонтированного в корпусе пневмодвигателя с ротором, расположенным соосно каналам для ввода и подачи прутка и выполненным с осевым 5 резьбовым отверстием, а рабочая, камера пневмодвигателя соединена с газоподводящим каналом и с каналом для подачи газа в зону сварки.
2, Устройство ПОП.1, ОТЛИч а ющее с я тем, что, с целью регулирования температурных параметров сварки в зависимости от скорости подачи прутка, устройство снабжено расположенными в рукоятке регулятором подачи газа, соединенным с газоподводящим каналом, регулятором напряжения электронагревателя, курком и шарнирно установленным двуплечим рычагом, одно плечо которого связано с курком, а второе с регуляторами напряжения и подача газа.
3. Устройаство по п.1,отличающееся тем, что, с цель обеспечения равномерной подлчи присадочного прутка, канал для ввода присадочного прутка выполнен сужающимся с большим входным сечением, а в стенке корпуса по месту канала выполнены шлицы, образукпше острые кромки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 520256, кл. В 29 С 27/02, 1975.
2.Авторское свидетельство СССР № 239537, кл. В 29 С 27/02, 1967 (прототип).
л , S
I I t
Аг/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки деталей из термопластичных материалов | 1984 |
|
SU1224168A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1977 |
|
SU716842A1 |
