Изобретение относится к транспортному машиностроению, в частности к автомобилестроению, и может быть применено в других отраслях техники, например в тракторостроении.
Шейки коленчатого вала изнашиваются неравномерно: коренные шейки приобретают овальную форму, а шатунные шейки - овальную и конусную формы одновременно. Наибольший износ шатунных шеек наблюдается со стороны, обращенной к оси вращения вала. Эти дефекты устраняют путем шлифования шеек на специальных станках. Применяют четыре основные ремонтные размеры с интервалом для шатунных шеек в 0,75 мм, для коренных шеек - в 0,5 мм и обозначают их буквами P1, P2, Р3, Р4. Между основными ремонтными размерами предусмотрены еще промежуточные (дополнительные) ремонтные размеры с интервалом в 0,25 мм, которых обозначают буквами Д1, Д2, Д3 и т.д. После шлифования шейки полируют на специальных станках [1].
Недостатками такого метода восстановления окружностей шеек являются:
1. Шлифование уменьшает толщину самого прочного на износ цементационного слоя шеек и их диаметр и тем самым уменьшает их прочность, а следовательно, и общий срок службы вала - основной детали двигателя.
2. Шлифование и полирование шеек требуют применения специальных габаритных станков, что возможно только в специализированных ремонтных заводах или мастерских. А такой возможности нет во многих сельскохозяйственных предприятиях, ассоциациях, кооперативах и т.д.
3. На шлифование и полирование валов затрачивается много времени, электроэнергии и труда.
Цель изобретения - упростить ремонт коленчатого вала и удлинить срок его службы.
Цель достигается путем применения на всех шейках вала специальных обкладок из высокопрочной износостойкой стали, наружные поверхности которых служат поверхностями шеек, а внутренние поверхности покрыты тонким слоем баббита или подобным ему менее твердым сплавом для более плотного прилегания их к шейкам и предотвращения образования наклёпа на поверхностях шеек.
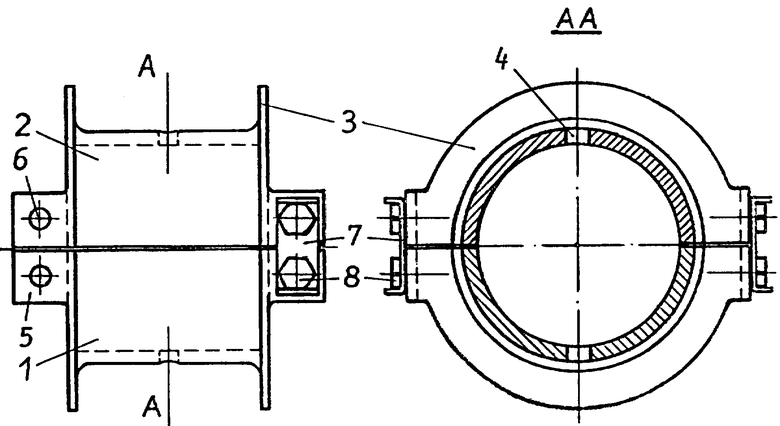
На чертеже показана схема предлагаемой обкладки.
Обкладка шейки коленчатого вала двигателя внутреннего сгорания содержит два одинаковых по форме и размерам взаимозаменяемых вкладыша 1 и 2 с буртами 3 по торцам, плотно прилегающие к поверхностям шеек вала и имеющие смазочные отверстия 4 в середине. Бурты 3 с обеих сторон вкладышей на уровне разъемов имеют выступы 5, плотно прилегающие к поверхностям ребер щек вала, с отверстиями 6 под винты 8 для крепления их к указанным щекам, имеющим резьбовые отверстия. При этом на каждые два смежных выступа накладывают по одной металлической пластине 7 с двумя отверстиями, соосными указанным выше отверстиям в выступах вкладышей и с загибающимися концами. А галтели вкладышей и фаски их внутренних торцевых кромок соответствуют размерам галтелей шеек вала.
Перед укладкой вала в коренные подшипники блока двигателя на все его шейки устанавливают обкладки. При этом вкладыши ставят в комплекте, парами и только нормального размера. Они должны плотно прилегать к поверхностям шеек, а их выступы плотно прилегать к поверхностям ребер щек. На каждые два смежных выступа накладывают по одной металлической пластине 7 с двумя отверстиями, закрепляют вкладыши к щекам винтами 8, под которые на щеках имеются резьбовые отверстия, и загибают концы пластин вверх для предотвращения произвольного отвертывания их.
Укладку вала в подшипники блока и сборку шатунно-поршневой группы производят в соответствии с техническими условиями для каждой марки двигателя.
Рабочий процесс вала с обкладками шеек осуществляется так же, как и рабочий процесс вала без обкладок. Однако при этом всю ударную нагрузку и силу трения воспринимают обкладки, передавая шейкам только силу ослабленного давления от ударных нагрузок и тем самым сохраняя их от износа и наклёпа.
При каждом ремонте двигателя изношенные вкладыши обкладок и подшипников заменяют новыми нормального размера, не допуская применения других размеров.
Сопоставление вала с обкладками шеек с валом без обкладок позволяет сделать следующие выводы:
1. В настоящее время изготовление и ремонт вала осуществляют по противоположным по своей сущности положениям: одни из них направлены на упрочение вала, а другие - на его ослабление.
2. Применение обкладок - это наиболее простой и экономичный способ разрешения существующих противоречий. Он позволяет сохранить первоначальные параметры шеек и щек вала, а также первоначальные радиусы кривошипов и параллельность осей шатунных шеек осям коренных шеек на протяжении всего срока службы вала, что очень важно для нормальной работы двигателя, особенно дизельного. Сохранение форм и размеров шеек способствует и сохранению их прочности, а следовательно, и удлинению срока службы вала. Здесь истина лежит в области здравой логики и побуждает принимать технически логичные решения.
3. Применение обкладок позволяет проводить ремонт двигателя даже в неприхотливых условиях в простых ремонтных мастерских сельскохозяйственных предприятий, что очень важно для небольших населенных пунктов, находящихся вдали от больших селений и хороших дорог, особенно на огромных просторах северных регионов страны.
4. Применение обкладок позволяет изготавливать их вкладыши и вкладыши подшипников только одних нормальных размеров. Это значительно упрощает и ускоряет как производство двигателей, так и проведение их ремонтов. Поэтому применять обкладки можно и целесообразно на всех моделях вновь проектируемых двигателей внутреннего сгорания.
Источники информации
1. Ремонт тракторов, автомобилей и сельскохозяйственных машин. Изд. 2-е, перераб. и доп. - М.: Колос, 1973, с.140-150.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
| Коленчатый вал и способ его изготовления | 1991 |
|
SU1796781A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2248855C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ВАЛОВ ТИХОНОВА | 1990 |
|
RU2006705C1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
Изобретение относится к транспортному машиностроению, в частности к конструкции коленчатых валов двигателей внутреннего сгорания. Обкладка шейки коленчатого вала двигателя внутреннего сгорания содержит два одинаковых по форме и размерам взаимозаменяемых вкладыша с буртами по торцам, плотно прилегающие к поверхностям шеек вала и имеющие смазочные отверстия в середине. Бурты с обеих сторон вкладышей на уровне разъемов имеют выступы, плотно прилегающие к поверхностям щек вала, с отверстиями под винты для крепления их к указанным щекам, которые имеют резьбовые отверстия. На каждые два смежных выступа накладывают по одной металлической пластине с двумя отверстиями, соосными отверстиям в выступах вкладышей и с загибающимися концами. Галтели вкладышей и фаски их внутренних торцевых кромок соответствуют размерам галтелей шеек вала. Технический результат заключается в увеличении срока службы двигателя внутреннего сгорания и упрощении его ремонта. 1 ил.
Обкладка шейки коленчатого вала двигателя внутреннего сгорания, содержащая два одинаковых по форме и размерам взаимозаменяемых вкладыша с буртами по торцам, плотно прилегающих к поверхностям шеек вала и имеющих смазочные отверстия в середине, бурты с обеих сторон вкладышей на уровне разъемов имеют выступы, плотно прилегающие к поверхностям щек вала, с отверстиями под винты для крепления их к указанным щекам, имеющим резьбовые отверстия, при этом на каждые два смежных выступа накладывают по одной металлической пластине с двумя отверстиями, соосными с указанными выше отверстиями в выступах вкладышей и с загибающимися концами, а галтели вкладышей и фаски их внутренних торцевых кромок соответствуют размерам галтелей шеек вала.
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| Коленчатый вал | 1990 |
|
SU1754941A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |

