1. Область техники
Настоящее изобретение относится к системам и способам работы автоматических станков с режущим инструментом, и в частности к системе и способу управления такими автоматическими станками с режущим инструментом.
2. Уровень техники
Автоматические процессы являются предпочтительными в областях применения, имеющих повторяющиеся или опасные операции. Соответственно, в некоторых отраслях промышленности (в особенности в автомобилестроении и в авиастроении) было внедрено использование автоматических процессов во множестве производственных операций.
Среди таких автоматических процессов присутствуют такие, в которых применяют автоматические режущие инструменты, такие как сверлильные приспособления (далее также называемые автоматическими сверлильными установками). Такие автоматические сверлильные установки содержат компьютер или другой процессор, который выполняет программу числового программного управления (ЧПУ), которая подаёт сверлильной установке команды о том, каким образом сверлить каждый элемент (например, отверстие). Существующие в настоящее время автоматические процессы имеют определённые недостатки, которые необходимо устранить для снижения затрат.
Во-первых, автоматические сверлильные установки обычно работают независимо и изолированы друг от друга так, что они не осуществляют связь. Следовательно, данные, полученные от автоматических сверлильных установок, доступны только на местах на отдельных станках. Кроме того, любое автоматическое оборудование, используемое для наладки инструментов, которые используются в автоматической сверлильной установке, не осуществляет связь с автоматическими сверлильными установками или друг с другом, так как данные устройства используют различные операционные системы и управляющие устройства. Соответственно, невозможно отследить использование, тенденции к появлению отказов и текущее положение режущих приспособлений (например, сверлильных приспособлений), используемых в станках с автоматической сверлильной установкой.
Во-вторых, режущие инструменты обычно изнашиваются с каждым использованием и, следовательно, имеют ограниченный срок службы. Автоматические сверлильные установки не позволяют спрогнозировать использование режущего приспособления или обеспечить определение использования режущего приспособления и тенденций его износа. Точное прогнозирование износа или использования режущего приспособления обеспечивает применение производственных технологий «точно в срок» (например, обеспечение точного правильного количества режущих приспособлений для нужной автоматической сверлильной установки, когда это требуется, но не до и не после), которые экономят средства, повышают безопасность рабочего места, а определение тенденций износа может определить области, где применение режущего приспособления может быть оптимизировано для снижения затрат. Например, полезным является определение того, сколько режущих приспособлений теоретически необходимо, и сравнить эти числа с тем, сколько режущих приспособлений было в действительности использовано. Если режущие приспособления не были использованы на 100% от их срока службы, предпочтительно знать, насколько близко к 100% от их срока службы они были использованы, и определить, почему они не были использованы на 100% от их срока службы.
Кроме того, режущие приспособления обычно возвращают поставщикам для заточки, но после заточки поставщики обычно предоставляют режущие приспособления с тем же серийным номером. Так как режущие приспособления имеют тот же серийный номер, то тенденции использования и износа режущего приспособления определить сложно. Система, которая могла бы определить режущие приспособления, которые были повторно заточены, помогла бы для лучшего понимания поведения данных режущих приспособлений и обеспечила бы снижение затрат.
В-третьих, режущие процессы, осуществляемые автоматическими режущими приспособлениями, являются несовершенными, так что некоторые отверстия оказываются опаленными или высверленными до размеров, которые не соответствуют спецификации или близки к ней. Даже в этом случае сложно определить, какие отверстия были опалены, какое режущее приспособление было использовано для сверления опалённого отверстия или определить какие-либо тенденции, которые могли бы пролить свет на то, почему такие опалённые отверстия были просверлены в одних случаях, а в других нет. В то же время, программы для ЧПУ, используемые для резки материалов, обычно определяют элементы, которые необходимо просверлить, в терминах координат обрабатываемой детали (например, воздушного судна). Это усложняет быструю визуализацию процесса сверления. Существует необходимость в создании процесса, который обеспечивает быструю визуализацию любого процесса сверления или любого воздушного судна на производстве. Однако такие программы для ЧПУ обычно не поддерживаются на автоматических сверлильных установках, а поддерживаются на сервере командой программистов ЧПУ и загружаются на автоматические сверлильные установки, когда это требуется.
В-четвёртых, если над режущим приспособлением или автоматическим сверлильным станком необходимо совершить действие, оно обычно требует вмешательства человека. В то же время, автоматические сверлильные станки работают на рельсах и их положение не всегда известно. Следовательно, обслуживание или идентификация отказов и режимов работы при отказе задерживается и влечёт за собой большие издержки. Например, обслуживающему персоналу может требоваться определить положение станка, в котором возникла проблема при работе. Исследовательскому персоналу может быть необходимо определить местоположение режущего приспособления, которое было помечено как неисправное. Неисправное режущее приспособление обычно связано с автоматической сверлильной установкой, в которой использовалось указанное режущее приспособление.
Кроме того, в автоматических сверлильных установках могут быть использованы различные компьютерные программы в зависимости от того, какая автоматическая сверлильная установка используется в процессе. Это может привести к тому, что в каждой автоматической сверлильной установке используются различные версии, файлы и временные метки программного обеспечения. Хотя возможно реализовать сетевое решение, которое включает добавление нового программного обеспечения в каждый станок, желательным, наоборот, является обеспечение возможности использования такого программного обеспечения в сетевом решении. Необходимым является способ реализации сетевого решения, которое использует существующие программные решения, установленные на автоматических сверлильных установках и в других местах.
В-пятых, для обеспечения взаимозаменяемости с любой производственной линией и единообразия наладки станков, автоматические сверлильные установки сообщаются с использованием адреса Интернет протокола (IP-адреса). Ip-адрес потенциально может быть использован для определения положений станка. Однако IP-адрес для каждой автоматической сверлильной установки не уникален, и, следовательно, IP-адрес не может быть использован для отслеживания каждой автоматической сверлильной установки или управления ею независимо от других сверлильных установок. Кроме того, множество автоматических сверлильных станков содержат соответствующие элементы системы, которым будет необходима реконфигурация и сообщение. Изменение IP-адреса каждого из автоматических сверлильных станков возможно, но оно будет требовать реконфигурации сообщения между такими системами. Например, такие системы могут содержать компьютер с пользовательским интерфейсом (человеко-машинным интерфейсом, ЧМИ, HMI), камеру и соответствующее управляющее устройство. Камеры обеспечивают возможность определения положения станка для обозначения элементов, которые необходимо вырезать. Так как такие камеры обычно связаны с возможностью передачи данных с другими элементами сети посредством сети Ethernet, они используют IP-адрес для сообщения с управляющим устройством. Использование нового IP-адреса потребует реконфигурации данного интерфейса связи и решения вопросов, связанных с долгосрочным обслуживанием.
Желательно иметь возможность быстрого и экономичного изменения параметров управляющих устройств автоматических сверлильных станков. Например, в области применения со сверлением, такие параметры могут включать скорость сверлильного шпинделя, скорость подачи, требуется ли охлаждение или периодический вывод сверла.
Наконец, также требуется аудиторский контроль программного обеспечения, используемого в автоматических сверлильных станках. Некоторые такие управляющие устройства станков включают приблизительно 4000 параметров, которые необходимо отслеживать, и в большом производственном станке (которые могут иметь около 100 автоматических сверлильных станков, каждый из которых может быть реконфигурирован после последней аудиторской проверки) очень сложно определить, что все из них работают с правильными параметрами или версиями программного обеспечения.
Соответственно, предпочтительным будет создание устройства и способа для удалённого отслеживания и изменения параметров (например, посредством записи данных и/или команд в управляющее устройство). Данные устройство и способ могут продолжать отслеживать, какой элемент вносит изменения в параметры конфигурации и программное обеспечение станка, и продолжает отслеживать проверки технологической документации (ТД), которая описывает такие проверки.
Система и способ, направленные на удовлетворение указанных выше нужд, описаны в приведённом ниже описании.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Для удовлетворения вышеупомянутым требованиям, в данном документе раскрыты система и способ отображения на карте резания по меньшей мере одного из множества элементов в трехмерной обрабатываемой детали посредством по меньшей мере одного из множества режущих инструментов, управляемых по меньшей мере одним из множества станков с режущим инструментом согласно технологической информации. Согласно одному варианту реализации способ включает:
прием технологической информации, описывающей параметры резания множества элементов от множества станков с режущим инструментом,
анализ технологической информации для извлечения параметров резания, параметров режущего инструмента, содержащих идентификатор элемента, местоположения элемента в обрабатываемой детали, идентификатор режущего инструмента, идентифицирующего режущий инструмент для резания элемента в обрабатываемой детали,
преобразование местоположения каждого элемента в обрабатываемой детали из трехмерного пространства в двумерное пространство,
инициирование запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка для каждого из множества режущих инструментов во время резания множества элементов в трехмерной обрабатываемой детали,
причем информация слежения по режущему инструменту содержит для каждого режущего инструмента соотнесение каждого из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента, и
выдачу состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве.
Другой вариант реализации представляет собой процессор, имеющий соединенное с возможностью передачи данных запоминающее устройство, хранящее инструкции для выполнения описанных выше операций.
Еще один вариант реализации представляет собой средство для выполнения описанных выше операций.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На всех чертежах подобные ссылочные номера обозначают соответствующие части:
На ФИГ. 1 показана схема, изображающая один вариант реализации автоматической производственной системы;
на ФИГ. 2 показана схема, представляющая дополнительные детали станков с режущим инструментом и другие элементы сети;
на ФИГ. 3 показана схема, представляющая приведённые в качестве иллюстрации операции, которые могут быть использованы для резания одного или более элементов в обрабатываемой детали, такой как воздушный летательный аппарат;
на ФИГ. 4 показана схема, изображающая операции, служащие в качестве примера резания элемента в соответствии с вычисленной прогнозируемой величиной износа режущего приспособления;
на ФИГ. 5А-5С показаны схемы, изображающие операции, которые могут быть выполнены после резания элемента;
на ФИГ. 6 показана схема интерфейса наладки для одного или более наборов режущих инструментов;
на ФИГ. 7 показана схема, изображающая параметры режущего инструмента для конкретного режущего инструмента;
на ФИГ. 8 показана схема, изображающая пользовательский интерфейс, который может быть использован для извлечения информации о каком-либо конкретном режущем инструменте;
на ФИГ. 9 показана схема, изображающая пользовательский интерфейс, предоставляющий результат поиска конкретного режущего инструмента;
на ФИГ. 10А и 10В показаны схемы других пользовательских интерфейсов для представления информации об отслеживании режущего инструмента;
на ФИГ. 11 показана схема, изображающая приведённые в качестве иллюстрации операции, которые могут быть использованы для визуализации прогресса резания элементов;
на ФИГ. 12 показана схема, изображающая представление пользовательского интерфейса обычной программы для ЧПУ, а также представление пользовательского интерфейса карты сверления;
на ФИГ. 13 показана схема, изображающая другой вариант реализации;
на ФИГ. 14 показан пользовательский интерфейс, который может быть использован для определения сломанных или преждевременно изношенных режущих инструментов 114 и для анализа их отказа;
на ФИГ. 15 показана схема, представляющая другой пользовательский интерфейс для отображения состояния резания;
на ФИГ. 16А и 16В показаны схемы, представляющие приведённые в качестве иллюстрации этапы способа, которые могут быть использованы в станках с режущим инструментом и других элементах автоматической производственной системы; и
на ФИГ. 17 показана приведённая в качестве примера вычислительная система, которая может быть использована для реализации обрабатывающих элементов приведённого выше описания изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В приведённом ниже описании приведены ссылки на прилагаемые чертежи, которые являются частью настоящего описания и на которых в иллюстративных целях показаны некоторые варианты реализации. Следует понимать, что могут быть использованы другие варианты реализации и могут быть выполнены конструктивные изменения без выхода за пределы объёма настоящего изобретения.
Общие сведения
Системы и способы, описанные ниже, позволяют реализовывать централизованные операции для наладки и автоматизации (ЦОНА) автоматических сверлильных станков с использованием существующих систем сбора данных. Использование существующих систем позволяет системе быть более дешевой и эффективной.
Система содержит защищённую сеть, защищённую межсетевым экраном, которая обеспечивает передачу данных от конкретных сетевых устройств, и к ним, с использованием определённых сетевых портов. Служба облегчённого доступа собирает данные, полученные посредством существующей системы сбора данных, и передаёт данные туда, куда необходимо, в стандартном формате, общим для всех станков. Служба запущена в центральном местоположении и получает информацию от автоматических сверлильных станков. Такая технология получения снижает затраты, так как программное обеспечение, размещённое на сверлильных станках, не нужно изменять или заменять.
Кроме того, так как управляющие устройства на каждом автоматическом сверлильном станке могут использовать различное программное обеспечение, данное решение обеспечивает возможность лёгкого изменения конфигурации для обеспечения сообщения и получения данных от различных управляющих устройств.
Согласно одному варианту реализации данные собирают в стандартизированном формате, к которому может быть обеспечен доступ на высокой скорости с минимальными ошибками (что является преимущественным, так как данные, собранные станком, могут достигать миллионов записей в месяц). Преимущественно нет необходимости изменения IP-адреса станка для того, чтобы система определила, что была проведена аудиторская проверка автоматической сверлильной установки. Вместо этого, идентификацию оборудования проводят при необходимости посредством комбинации совместного доступа к файлам, потоковой передачи данных, идентификации файлов, очередизацию файлов и удалённого доступа пользователей к окнам. В автоматических сверлильных станках установлены облегчённые модули программного обеспечения, которые обеспечивают возможность аудиторского контроля программного обеспечения, файлов и временных меток автоматических сверлильных установок с использованием параметров, заданных в центральном и удалённом местоположении.
Согласно одному варианту реализации система анализирует программы для ЧПУ, установленные на каждом автоматическом сверлильном станке, при необходимости для извлечения показателей износа режущего приспособления, сохранённых в параметрах станка, и вычисляет оценочное использование и прогнозируемые срок службы режущих приспособлений на основании теоретических составных толщин и/или других параметров.
Согласно одному варианту реализации система также обеспечивает возможность использования новых процессов для перевода координат воздушного судна в стандартный формат, который может быть отображён в обозревателе страниц сети Интернет без использования какого-либо расширения или дополнительного программного обеспечения. Перевод координат использует математические методы переноса, преобразования координат вместе с конвертированием дюймов в пиксели и методов расположения в выделенной ёмкости в HTML и CSS.
Система предлагает немедленную визуализацию при необходимости положений автоматических сверлильных станков без необходимости задания различных IP-адресов для каждого станка. Система также выполнена с возможностью определения положений станков, которые используют беспроводную связь для соединения с сетью посредством использования информации от датчиков на базе станков.
Система также может реализовывать новые процессы, которые обеспечивают возможность немедленного определения положения режущего приспособления на предприятии в любой заданный момент, обеспечивая полное определение всех операций, выполненных любым заданным режущим приспособлением с того времени, как режущее приспособление было установлено. Это также позволяет отслеживать соответствие и обеспечивает возможность немедленного определения несоответствующих и/или потенциального несоответствия сверлильных операций и пометку операций станка, которые используют параметры, которые не прошли квалификационный отбор. Согласно одному варианту реализации система осуществляет сообщение с использованием информационного агента перемещения станка, который включает сообщение посредством общего языка, который обеспечивает возможность записи на управляющие устройства автоматических сверлильных установок удалённым образом.
Приведённые выше системы и способы имеют следующие преимущества над другими системами и решениями. В частности, хотя программное обеспечение может быть установлено на автоматических сверлильных станках для сбора и передачи данных по сети, например, соответствующей техническому стандарту MTCONNECT, такие системы вызывают помехи со вспомогательными системами, такими как системы, управляющие камерами, а также время от времени разрывают сообщение между управляющими устройствами автоматических сверлильных станков и компьютерами с человеко-машинным интерфейсом. Кроме того, такие интерфейсы обеспечивают ограниченный сбор данных и упаковывают собранные данные в формат XML, который не особенно хорошо подходит для больших объёмов данных, которые необходимы для управления большими сетями автоматических сверлильных станков и слежения за ними.
В таких системах также используют сетевой протокол telnet для передачи данных, который не является идеальным протоколом в данной области применения. Такие системы зачастую требуют, чтобы каждый элемент сети (включая каждый автоматический сверлильный станок) был связан с IP-адресом, так что каждое такое устройство в сети может быть идентифицировано. Это потребует того, чтобы каждый IP-адрес каждого станка в сети не был переконфигурирован.
В отношении визуализации запланированного процесса сверления, во время или после завершения, доступны расширения для визуализации технических чертежей. Однако такие расширения (включая 3DVIA и CATIA COMPOSER) требуют, чтобы чертежи хранились в оборудовании ЧПУ типа CNC, хотя информация в существующих системах размещена в программах для ЧПУ, реализуемых автоматическими сверлильными станками, и такие данные находятся в координатах воздушного судна, которые бесполезны с точки зрения визуализации.
Наконец, существующие программы для аудиторского контроля программного обеспечения, такие как ASPERA, не могут осуществлять аудиторский контроль файлов с различными форматами, версиями драйверов и временными метками в дополнение к устанавливаемым пакетам программного обеспечения. Указанные станки используются для производства воздушных судов, и добавление тяжёлых пакетов программного обеспечения может оказывать непредвиденное влияние на работу станков, и риски (например, прерывание производства) добавления больших пакетов программного обеспечения с множеством особенностей и сетевых возможностей неприемлемо высоки.
Автоматическая производственная система
На ФИГ. 1 показана схема, изображающая один вариант реализации автоматической производственной системы 100. Система содержит сеть 102 устройств, которые включают автоматические сверлильные станки 104А-104J станков с режущим инструментом (далее также называемых станками 104 с режущим инструментом (СРИ)) и механизмы 106А-106В для наладки режущего приспособления (далее МНРП 106).
Каждый станок 104 с режущим инструментом связан с одним или более режущих инструментов 114, которые используются для резания одного или более элементов 118 в одной или более обрабатываемых деталей 116. Станки 114 с режущим инструментом и механизмы 106 для наладки режущего приспособления соединены с возможностью передачи данных с сервером 110 через интерфейс 108 сообщения. Сервер 110 может, например, содержать SQL-сервер. Сервер 110 соединён с возможностью передачи данных с одним или более обрабатывающим устройством 112А-112Е (далее также называемыми обрабатывающими устройствами 112), которые подают команды и принимают данные от сервера 110. Такие обрабатывающие устройства 112 могут включать компьютеры, имеющие только соединения с прямым считыванием с базой данных 10 с использованием инструментов SQL, таких как SQL MANAGEMENT STUDIO, выделенные серверы, на которых размещены приложения для взаимодействия с сервером 110 или приложения третьего уровня, или приложения на облачных серверах.
На ФИГ. 2 показана схема, представляющая дополнительные детали станков 104 с режущим инструментом и другие элементы сети 100. Каждый станок 104 с режущим инструментом содержит систему 212 числового программного управления типа CNC (ЧПУ типа CNC), которая отвечает на запрограммированные команды, хранящиеся на носителе информации (компьютерном программном модуле, расположенном в ADS 104), для резания элементов в обрабатываемой детали, и человеко-машинный интерфейс (ЧМИ) 202, используемый для управления системой 212 ЧПУ типа CNC. Человеко-машинный интерфейс 202 может содержать, например, компьютер, работающий на операционной системе, такой как WINDOWS или IOS.
Система 212 ЧПУ типа CNC предоставляет информацию об активности станка 104 с режущим инструментом системе 212 сбора данных (СЗД) об электрическом воздействии (ЭВ) человеко-машинного интерфейса 202. Информация об активности режущего инструмента включает, например, информацию о том, какие операции выполнил или выполнит станок 104 с режущим инструментом (в соответствии с программой для ЧПУ, реализуемой на станке 104 с режущим инструментом), при помощи каких режущих 114 инструментов и в какое время. Например, согласно одному варианту реализации, информация об активности, собранная системой 212 сбора данных, содержит идентификатор каждого просверленного отверстия, а также соответствующую информацию, такую как координаты отверстия, скорость сверления, скорость подачи, длительность сверления, используемую для сверления отверстия. Информация об активности может также включать информацию о том, было ли использовано охлаждающее вещество при сверлении отверстия, какое сверло было использовано (что может включать идентификатор самого сверла) для его сверления и когда сверление было начато и закончено. Информация об активности может также включать информацию, собранную после сверления, например, было ли просверленное отверстие исследовано для проведения измерений, и, если да, измеренные размеры и координаты просверленного отверстия.
Система 212 ЧПУ типа CNC также предоставляет информацию о состоянии станка информационному агенту инструмента станка (ИАИС) человеко-машинного интерфейса 202. Информация о состоянии станка используется для определения общей эффективности оборудования (ОЭО) и включает, например, состояние включено/выключено, запись событий станка, таких как пауза, удержание, тряска, сверление, состояние ошибки, стоп и аварийный этап. Такие события могут быть использованы для анализа эффективности и времени простоя станка 104 с режущим инструментом. Информация о состоянии станка включает, например, измеренный износ режущего инструмента 114. Данная информация о состоянии станка с режущим инструментом отправляется в базу 216 данных для хранения. Человеко-машинный интерфейс 202 также содержит средства 206 для аудиторской проверки системы, которые проверяют программное обеспечение, установленное на станке 102 с режущим инструментом, и записывают любые несоответствия в базу 216 данных. Базой 216 данных управляют посредством приложений 218, исполняемых обрабатывающими устройствами 112. Такие приложения могут извлекать и обрабатывать данные, хранящиеся в базе 110 данных или удалённой базе 220 данных, для поддержания управления версиями программ для ЧПУ посредством обеспечения надёжного хранилища, и для сохранения результата в базы 110, 220 данных. Такие приложения 218 включают приложения для создания отчётов о качестве и/или конкретные приложения для централизованных операций для наладки и автоматизации для реализации операций, описанных ниже.
Как также описано ниже, модуль информационного центра 216, содержащий модуль 214 извлечения данных станка (ИДС), получает информацию об активности станка из системы 208 сбора данных об электрическом воздействии (СЗД ЭВ). Это может быть выполнено, например, посредством службы операционной системы, которая выбирает данные из файлов системы 208 сбора данных об электрическом воздействии. Получение информации об активности станка с режущим инструментом, реализуемое модулем 214 извлечения данных станка, обеспечивает сети 100 возможность извлечения информации из широкого разнообразия приложений и типов ЧПУ, реализуемых на станках 102 с режущим инструментом.
На ФИГ. 3 показана схема, представляющая приведённые в качестве иллюстрации операции, которые могут быть использованы для резания одного или более элементов в обрабатываемой детали 116. На этапе 302 технологическую информацию, описывающую параметры резания для резания одного или более элементов 118 в обрабатываемой детали 116, извлекают из станка 102 с режущим инструментом, который выполняет резку обрабатываемой детали 116. Согласно одному варианту реализации это выполняют посредством модуля 214 получения данных станка, который получает программу для ЧПУ, которая описывает параметры резания, из системы 212 ЧПУ типа CNC. Программу для ЧПУ затем анализируют для извлечения параметров резания для элемента 118, который необходимо вырезать в обрабатываемой детали 116.
Параметры резания описывают элемент 118, который необходимо вырезать, и операции режущего инструмента 114, необходимые для резания элемента 118. Например, согласно одному варианту реализации, параметры резания включают информацию об элементе, такую как положение элемента 118 в обрабатываемой детали 116, состав обрабатываемой детали 116 в положении элемента 118, который необходимо вырезать, и размеры элемента 118, который необходимо вырезать в обрабатываемой детали 116.
Информация о работе режущего инструмента включает любой размер или все размеры режущего инструмента 114, состав материала режущего инструмента 114, скорость режущего инструмента 114, усилие режущего инструмента 114 (которое необходимо приложить к обрабатываемой детали 116 при помощи режущего инструмента 114), необходимо ли использовать охлаждающее вещество при работе режущего инструмента 114 и если да, то какое охлаждающее вещество.
Как также раскрыто далее, информация о режущем инструменте может также включать информацию об отслеживании режущего инструмента. Согласно одному варианту реализации информация об отслеживании режущего инструмента включает идентификатор режущего инструмента (который может быть использован в качестве замены размерам и составу материала режущего инструмента), физическое расположение режущего инструмента 114, идентификатор каждого элемента, полученного резанием режущим инструментом до настоящего времени, и идентификатор технологической информации (например, программы для ЧПУ), использованной для резания каждого из элементов, резанных режущим инструментом 114.
На этапе 304 извлекают информацию о прогнозируемом износе режущего инструмента. Информации о прогнозируемом износе режущего инструмента обеспечивает соотнесение параметров резания с прогнозируемыми величинами износа режущего инструмента. Информация о прогнозируемом износе режущего инструмента используется для прогнозирования износа режущего инструмента 114 и описана более подробно ниже.
На этапе 306 извлекают информацию о режущем инструменте. Информация о режущем инструменте включает информацию об измеренном износе режущего инструмента для режущего инструмента 114, который необходимо использовать для резания элемента 118 в обрабатываемой детали 116, и включает информацию об износе режущего инструмента, описывающую предыдущую величину износа режущего инструмента для режущего инструмента 114. Например, согласно одному варианту реализации, информация о режущем инструменте включает самый последний износ режущего инструмента 114, который будет использован для резания элемента. Согласно одному варианту реализации информацию об износе режущего инструмента получают из базы 110 данных, которая получает информацию от информационного агента 210 инструмента станка.
На этапе 308 вычисляют прогнозируемую величину износа режущего инструмента для режущего инструмента на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания. Прогнозируемая величина износа режущего инструмента представляет собой прогноз износа режущего инструмента, который возникнет после того, как режущий инструмент 114 вырежет элемент 118, охарактеризованный в параметрах резания. На этапе 310 элемент 118 резан в соответствии с вычисленной прогнозируемой величиной износа режущего приспособления.
На ФИГ. 4 показана схема, изображающая операции, служащие в качестве примера резания элемента 118 в соответствии с вычисленной прогнозируемой величиной износа режущего приспособления. На этапе 402 сравнивают прогнозируемую величину износа режущего приспособления и пороговое значение износа. На этапе 404 выбирают другой режущий инструмент из множества режущих 114 инструментов для резания элемента 118 в соответствии с указанным сравнением. Например, согласно одному варианту реализации, если прогнозируемая величина износа режущего приспособления показывает, что износ режущего инструмента 114 будет больше, чем пороговый допустимый износ, после завершения резания элемента 118 с использованием текущего режущего инструмента 114, станок 104А с режущим инструментом выберет другой из режущих инструментов 114. Однако, если прогнозируемая величина износа режущего приспособления такая, что износ режущего инструмента 114 меньше, чем пороговый максимальный допустимый износ, для резания элемента будет использован тот же режущий инструмент 114. Возможны другие действия, например, в ответ на повышенные износ режущего инструмента, режущий инструмент может быть использован для резания других элементов в обрабатываемой детали, или для резания элемента может быть использована другая программа для ЧПУ, которая учитывает повышенный износ.
На ФИГ. 5А-5С показаны схемы, изображающие операции, которые могут быть выполнены после резания элемента. Обращаясь сначала к ФИГ. 5А, на этапе 502 измеряют износ режущего инструмента 114 после резания элемента 118. Это может быть выполнено, например, системой 212 ЧПУ типа CNC, и полученные в результате данные отправлены в базу 110 данных при помощи информационного агента 210 инструмента станка. На этапе 504 измеренный износ режущего инструмента 114 после резания элемента 118 используют для обновления информации об измеренном износе режущего инструмента 114.
Например, информация об измеренном износе режущего инструмента обновляется для того, чтобы отражать то, что режущий инструмент износился на дополнительную величину, так как операция резания только что завершилась. Эта информация хранится в базе 216 данных для использования в дальнейшем, когда необходимо будет вырезать другой элемент 118 тем же режущим инструментом 114.
На ФИГ. 5В на этапе 506 измеряют износ режущего инструмента 114 после резания элемента 118. На этапе 508 обновляют информацию о прогнозируемом износе режущего инструмента, которая обеспечивает соотнесение прогнозируемого износа режущего инструмента с параметрами резания в соответствии с измеренным износом режущего инструмента 114. Например, согласно одному варианту реализации, прогнозируемый износ режущего инструмента может быть сравнён с информацией об измеренном износе режущего инструмента, и используется для определения того, нужно ли выполнить обновления информации о прогнозируемом износе режущего инструмента для обеспечения большей точности. Параметрическая модель может быть использована для применения информации об измеренном износе режущего инструмента для усовершенствования информации о прогнозируемом износе режущего инструмента на непрерывной основе. Кроме того, если измеренный износ режущего инструмента существенно отличается от прогнозируемого износа режущего инструмента, система может сигнализировать пользователю для поиска причины.
Далее, на ФИГ. 5С на этапе 510 измеряют износ режущего инструмента 114. На этапе 512 обновляют параметры резания в соответствии с измеренным износом режущего инструмента 114. Согласно одному варианту реализации могут быть выполнены изменения скорости режущего инструмента, используется ли охлаждающее вещество с режущим инструментом при использовании или режущий инструмент 114 может быть переназначен для резания других элементов 118 в обрабатываемой детали 116. Например, если спрогнозировано, что резание одного элемента 118 израсходует 20% оставшегося срока службы режущего инструмента 114, а износ режущего инструмента составляет 85% от максимального срока службы, режущий инструмент 114 может быть переназначен для резания другого элемента, который, согласно прогнозу, израсходует только 15% оставшегося срока службы режущего инструмента 114. Это обеспечивает возможность использования режущих инструментов 114 с наибольшим приближением к их максимальному сроку службы, таким образом снижая бесполезный расход.
Отслеживание режущего инструмента
Одно из ключевых преимуществ автоматической производственной системы 100 заключается в том, что она обеспечивает возможность подробного отслеживания резания элементов 118 и режущего инструмента 114, станков 104 с режущим инструментом и механизмов 106 для наладки режущего приспособления, используемых для резания элементов 118. Механизмы 106 для наладки режущего приспособления используются для наладки режущих инструментов 114 и станков 104 с режущим инструментом. Раньше наладка представляла собой бумажный процесс, а прогресс наладочных операций отслеживался с использованием индивидуумов, вносящих информацию в крупноформатные таблицы. При использовании автоматической производственной системы 100, наладочные параметры режущего инструмента вносят непосредственно в человеко-машинный интерфейс 202, связанный со станками 104 с режущим инструментом и механизмами 106 для наладки режущего приспособления.
На ФИГ. 6 показана схема интерфейса 600 наладки для одного или более наборов для режущих инструментов 114 (например, наборов инструментов) для операций, которые необходимо выполнить с обрабатываемой деталью 116, составляющей переднюю часть воздушного летательного аппарата. Данный интерфейс 600 наладки может быть представлен, например, на человеко-машинном интерфейсе 202, связанном со станком 104 с режущим инструментом механизма 106 для наладки режущего приспособления. В колонке 602 перечислены идентификационные номера для каждого набора. В колонке 604 перечислены типы режущего инструмента, а в колонке 606 представлен размер резания (например, диаметр) режущего инструмента 114. В колонке 608 перечислены серийные номера, связанные с режущим инструментом 114, а в колонке 610 указана дата наладки режущего инструмента 114. В колонке 612 указан первоначальный срок службы инструмента (например, насколько инструмент был изношен), когда была выполнена наладка, а в колонке 614 указан текущий срок службы инструмента. В колонке 616 указан идентификатор индивидуума, который добавил наладку режущего инструмента 114 и внёс информацию в интерфейс 600 для сохранения в базе 110 данных. В колонке 618 указан серийный номер бумажной метки, прикреплённой к инструменту для лёгкой визуальной идентификации.
На ФИГ. 7 показана схема, изображающая параметры 706 режущего инструмента для конкретного режущего инструмента 114. Указанные параметры включают, например, серийный номер 706 режущего инструмента 114, идентификатор 706В механизма 106 для наладки режущего приспособления, используемого для наладки режущего инструмента 114, тип 706С режущего инструмента, дату 706D наладки режущего инструмента 114, держатель 706Е, используемый для закрепления режущего инструмента 114 в станке 104 с режущим инструментом, идентификатор (ИД) 706F инструмента, размеры режущего инструмента 706G-706Р, оставшийся срок службы 706Q режущего инструмента и тип 706 механизма 106 для наладки режущего приспособления 114, использованный для наладки режущего инструмента 114. Ссылочные номера 708-712 изображают карту наладки и ИД МНРП, включая связанные с наладкой, которая еще не была использована.
На ФИГ. 8 показана схема, изображающая пользовательский интерфейс 800, который может быть использован для извлечения информации о каком-либо конкретном режущем инструменте 114. Часть 802 может быть использована для поиска режущего инструмента 114 по серийному номеру режущего инструмента. Часть 804 может быть использована для поиска режущего инструмента по идентификатору механизма 106 для наладки режущего приспособления, использованного для наладки режущего инструмента 114. Часть 806 может быть использована для определения, какое режущее приспособление было использовано последним на конкретном станке из станков 104 с режущим инструментом.
На ФИГ. 9 показана схема, изображающая пользовательский интерфейс 900, предоставляющий результат поиска конкретного режущего инструмента 144. В данном случае был выполнен поиск информации о серийном номере 285 режущего инструмента с использованием пользовательского интерфейса 800. Предоставленная информация включает (при чтении слева направо) дату, когда режущий инструмент 114 был использован для резания конкретного элемента 118, обрабатываемую деталь (воздушное судно или водное судно), в котором режущим инструментом 114 был резан элемент 118, идентификатор элемента (или отверстия), для резания которого в воздушном судне был использован режущий инструмент, ожидаемая или действительная толщина (толщина материала) обрабатываемой детали 116 в положении элемента 118, срок службы режущего инструмента, максимальное усилие, которое было использовано для направления режущего инструмента в поверхность воздушного судна, идентификатор процесса, который был выполнен режущим инструментом 114, текущий измеренный диаметр режущего инструмента, программа для ЧПУ, использованная для резания элемента с использованием режущего инструмента, и станок 104 с режущим инструментом, использованный для резания элемента.
На ФИГ. 10А и 10В показаны схемы других пользовательских интерфейсов 1000А и 1000В для представления информации об отслеживании режущего инструмента. Согласно ФИГ. 10В, пользователь ввёл номер режущего инструмента в пользовательский интерфейс 1000А и представлено общее число использований режущего инструмента (или типа режущего инструмента) во множестве воздушных судов. Каждая из горизонтальных полос представляет различные воздушные суда, а длина полосы представляет общее количество раз, когда режущий инструмент 114 был использован в каждом соответствующем воздушном судне. Эти данные обеспечивают пользователю возможность отметить ситуации, когда конкретный режущий инструмент 114 или тип режущего инструмента был использован меньшее количество раз в конкретном воздушном судне, чем в других воздушных судах, таким образом обеспечивая пользователю возможность обнаружения отклоняющегося от нормы режима работы.
На ФИГ. 10B показана схема пользовательского интерфейса 1000В, показывающая аналогичные результаты. Данный результат указывает на то, какой тип режущих инструментов 114 был использован на конкретном воздушном летательном аппарате, и как много таких режущих инструментов 114 было использовано.
Карта сверления
На ФИГ. 11 показана схема, изображающая приведённые в качестве иллюстрации операции, которые могут быть использованы для визуализации прогресса резания элементов 118. На этапе 1102 принимают технологическую информацию, описывающую параметры резания для множества элементов от множества режущих станков. Согласно одному варианту реализации это выполняют посредством модуля 214 получения данных, который получает программу для ЧПУ от системы 212 ЧПУ типа CNC посредством системы 208 сбора данных об электрическом воздействии.
На ФИГ. 12 показана схема, изображающая представление пользовательского интерфейса 1200А обычной программы для ЧПУ, а также представление пользовательского интерфейса 1200В карты сверления. Как показано на пользовательском интерфейсе 1200А, программу для ЧПУ содержит множество инструкций, которые определяют, какие элементы 118 необходимо вырезать какими режущими инструментами 114, и как указанное резание должно быть выполнено. Модуль 214 получения данных получает инструкции от системы 212 ЧПУ типа CNC посредством системы 208 сбора данных об электрическом воздействии.
На этапе 1104 технологическую информацию анализируют для извлечения параметров резания. Параметры резания могут включать, для каждого из множества элементов, которые необходимо вырезать, идентификатор элемента, положение элемента и идентификатор режущего инструмента, связанный с режущим инструментом 114, который был назначен программой для ЧПУ для резания элемента 118. На этапе 1106 каждое положение каждого элемента 118 (полученное при помощи операции анализа на этапе 1104) преобразовывают из объёмного пространства в двумерное пространство.
Далее, на этапе 1108, пока множество элементов вырезают в обрабатываемой детали 116, подаётся запрос на извлечение информации об отслеживании режущего инструмента 114 из каждого станка 104 с режущим инструментом для каждого режущего инструмента 114, который программа (программы) для ЧПУ, извлечённая на этапе 1102, назначила для резания элементов 118 в воздушном летательном аппарате. Этот запрос может быть подан после того как запланировано резание каждого элемента 108, может быть запланировано с периодичностью, или может быть запланировано без периодичности или несинхронно. Информация об отслеживании режущего инструмента включает, например, идентификатор режущего инструмента и идентификатор элемента для каждого элемента, вырезаемого режущим инструментом 114.
На этапе 1110 соотносят каждый из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента. Следовательно, если программу для ЧПУ анализируют и определяют, что элемент А необходимо вырезать режущим инструментом Х, то элемент А соотносят с режущим инструментом Х и изучают текущее состояние резания режущего инструмента Х для определения, назначен ли режущий инструмент для резания элемента, находится ли в процессе резания элемента или уже вырезал элемент. На этапе 1112 состояние резания, связанное с каждым элементом 118, обеспечивают в положении в преобразованных координатах каждого элемента 118 для представления в двумерном пространстве. Состояние резания может включать, например, вырезается ли элемент в настоящее время, был ли элемент резан ранее и не был ли резан элемент. Состояние резания может также включать, возникла ли ошибка при резании элемента, и было ли завершено резание или нет, несмотря на ошибку.
Состояние резания в двумерном пространстве может быть представлено в двумерном пространстве с использованием методов языка гипертекстовой разметки (HTML). Это может быть выполнено посредством извлечения каждого из положений элементов 118 в объёмных (х, у, z) координатах, и преобразования координат каждого из положений элементов в объёмных координатах в двумерное пространство, имеющее направления х (горизонтальное) и у (вертикальное). Затем состояние резания отправляют для отображения посредством определения минимальной величину в направлении х и в направлении у двумерного пространства. Это может быть определено, например, посредством минимальной величины из положений элементов в двумерном пространстве.
Аналогичным образом, максимальная величина в направлении х и максимальная величина в направлении у двумерного пространства могут быть определены из максимальной величины положения элемента в двумерном пространстве. Затем вычисляют коэффициент масштабирования. Коэффициент масштабирования основан на размерах (в горизонтальном и вертикальном направлении) окна, в котором должна быть представлена карта 1202 сверления, и максимальной и минимальной величинах в направлении х и у, вычисленных как указано выше. Затем положение элемента (в двумерных координатах) масштабируют в соответствии с коэффициентом масштабирования. Полученные в результате данные отправляют для отображения.
На ФИГ. 12 также показан пользовательский интерфейс 1200B. Пользовательский интерфейс 1200В содержит карту 1202 сверления в двумерном пространстве, в котором положения элементов 118 были нанесены в координатах х и у. Элементы, которые ещё предстоит вырезать, обозначены как «х» 1204, а элементы, которые уже были получены резанием, обозначены как «о» 1206. Те элементы, которые были резаны, могут быть также выделены в соответствии с тем, был ли элемент 118 получен резанием надлежащим образом. Например, если элемент 118 был получен резанием без ошибок (и/или измерения показали, что он имеет надлежащие размеры), значок «о» 1206, связанный с указанным элементом, может быть выделен зелёным цветом, а если элемент 118 был получен резанием с ошибками (или не имеет размеры в соответствии со спецификацией), значок «о» 1206, представленный на двумерной карте 1202 сверления, может быть выделен красным цветом.
На ФИГ. 13 показана схема, изображающая другой вариант реализации пользовательского интерфейса 1300, представляющего карту 1202 сверления. Согласно данному варианту реализации карта 1202 сверления представлена для 256 отверстий, которые необходимо просверлить при помощи конкретной программы для ЧПУ. Часть элементов 118, которые были получены резанием, исследованы для определения, находятся ли полученные в результате элементы 118 в пределах допусков. Согласно данному варианту реализации каждое показанное изображение на карте 1202 сверления содержит идентификатор элемента. Элементы, которые небыли исследованы для определения их размеров, указаны в таблице 1302 и показаны ограничивающим символом 1308, а элементы, которые были исследованы и не попадают в пределы допуска, перечислены в таблице 1304 и показаны ограничивающими символами 1306А и 1306В.
Средство 1208 управления может быть использовано для поиска прогресса какого-либо конкретного элемента 118 по идентификатору элемента. После выбора элемент 118 может быть выделен на карте 1202 сверления. Карта 1202 сверления на ФИГ. 12 может изображать прогресс резания элементов 118 одним станком 104 с режущим инструментом, всеми станками 104 с режущим инструментом или какой-либо частью указанных станков.
Кроме того, резание всех элементов 118, резание которых запланировано, станком 104 с режущим инструментом (или группой станков 104 с режущим инструментом) может быть показана индикатором 1210 прогресса, который показывает, какая часть или сколько процентов элементов 118, резание которых запланировано программой (программами) для ЧПУ, было закончено (областью 1212), и сколько процентов элементов 118 остаётся нерезанными (областью 1214).
Кроме того, участок 1216 представляет список типов режущего инструмента 114 и сколько этих режущих инструментов предполагается, что будут использованы при резании элементов 114, показанных на карте 1202 сверления. Прогнозируемое использование режущего инструмента может быть определено при помощи извлечения информации о прогнозируемом износе режущего инструмента, которая обеспечивает соотнесение прогнозируемой величины износа режущего инструмента с параметрами резания. Кроме того, извлекают информацию о режущем инструменте. Информация о режущем инструменте включает информацию об износе режущего инструмента 114 для каждого из режущих инструментов 114, используемых для резания элементов 118, показанных на карте 1202 сверления. Такая информация об износе режущего инструмента описывает текущее состояние износа режущего инструмента 114, которое может быть определено как сумма износа, вызванного каждым использованием режущего инструмента 114.
С использованием информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания для каждого режущего инструмента вычисляют прогнозируемую величину износа режущего инструмента для каждого из режущих инструментов, показанных на карте 1202 сверления. Прогнозируемую величину износа режущего инструмента затем используют для вычисления прогнозируемого использования режущего инструмента, показанного на участке 1216.
Участок 1218 указывает действительный износ режущего инструмента 114 по типу режущего инструмента. Действительный износ определяют посредством измерения износа каждого из режущих инструментов, показанных на карте 1202 сверления, после того как каждый такой режущий инструмент 114 вырезал элемент 118. Эту информацию используют для обновления информации об измеренном износе режущего инструмента для каждого режущего инструмента (хранится в базе 110 данных), которая представлена на участке 1218.
Состояние резания
Другая информация также может быть получена посредством модуля 214 извлечения данных и использована для определения состояния операций станка 104 с режущим инструментом. Например, режущие инструменты 114 ломаются и преждевременно изнашиваются. Если положения, в которых происходят такие поломки или преждевременный износ, легко определить, проблема может быть решена путём обеспечения новых режущих инструментов 114 или затачивания использованных режущих инструментов 114.
На ФИГ. 14 показан пользовательский интерфейс 1400, который может быть использован для определения сломанных или преждевременно изношенных режущих инструментов 114 и для анализа их поломок. В показанном варианте реализации пользовательский интерфейс 1400 содержит график 1402, изображающий операцию резания (например, скорость по отношению к скорости подачи) и таблицу, описывающую релевантные параметры режущего инструмента 114 и параметры резания для конкретного режущего инструмента 114. Автоматическая производственная система 100 также обеспечивает возможность исследования ошибок в процессе сверления и определения воздушных судов, которые могли пострадать от ошибок.
На ФИГ. 15 показана схема, представляющая другой пользовательский интерфейс 1500 для отображения состояния резания. Показано представление воздушного летательного аппарата и указано состояние резания для каждой части воздушного летательного аппарата. В показанном примере воздушный летательный аппарат содержит переднюю левую, переднюю правую, боковую левую, боковую правую, заднюю левую и заднюю правую части. Указано состояние резания для каждой части (в терминах процента выполненных работ), а также указана программа для ЧПУ, управляющая процессом резания. Эти данные также могут быть представлены в более обобщённой форме для более чем одного воздушного летательного аппарата на более чем одной сборочной линии.
Управление версиями
Другим преимуществом автоматической производственной системы является возможность отслеживания большого количества параметров станка и версий программного обеспечения для обеспечения того, что все станки работают синхронно в соответствии с описаниями технологической документацией (ТД) и документации с описанием версии (ДОВ). Информация может быть считана со станков 104 с режущим инструментом и механизмов 106В для наладки режущего приспособления (например, величины памяти станка с режущим инструментом, которые хранят информацию о версии работающего программного обеспечения и величины параметров станка) в базу 110 данных и сравнена с ожидаемыми величинами в последней версии технологической документации и документации с описанием версии для выполнения аудиторской проверки установленного программного обеспечения. Если какой-либо конкретный станок 104 с режущим инструментом или механизм 106 для наладки режущего приспособления работает с устаревшим или неутвержденным программным обеспечением, аудиторская проверка сгенерирует сообщение пользователю, выделяющее указанное несоответствие, станок 104 с режущим инструментом или механизм 106 для наладки режущего приспособления, имеющий устаревшее программное обеспечение и, при необходимости, положение станка 104 с режущим инструментом или механизма 106 для наладки режущего приспособления. Согласно возможному варианту реализации, автоматическая производственная система 100 может обеспечивать станок 104 с режущим инструментом, механизм 106 для наладки режущего приспособления или другой системный элемент последними версиями программного обеспечения, а также управлять установкой указанных обновлённых версий программного обеспечения.
Положение станка и режущего приспособления
Как описано выше, преимущество заключается в обеспечении возможности установления положения станков 104 с режущим инструментом и режущих инструментов 114 в любой момент времени. Это особенно важно на больших предприятиях (обычно с воздушным летательным аппаратом), так как расстояния между станками 104 с режущим инструментом зачастую значительное, и имеет ступеньки вверх и вниз. Автоматическая производственная система 100 также обеспечивает возможность немедленного определения положения режущего инструмента 114 или станка 104 с режущим инструментом на предприятии в любой заданный момент, обеспечивая полное отслеживание всех транзакций, выполненных любым заданным режущим инструментом с того времени, как режущий инструмент был установлено. Это также позволяет отслеживать соответствие и обеспечивает возможность немедленного определения несоответствующих и/или потенциального несоответствия сверлильных операций и пометку станков 104 с режущим инструментом, которые используют параметры, которые не прошли квалификационный отбор.
На ФИГ. 16А и 16В показаны схемы, представляющие приведённые в качестве иллюстрации этапы способа, которые могут быть использованы в станках 104 с режущим инструментом и других элементах автоматической производственной системы 100. Такие станки 104 с режущим инструментом и другие элементы содержат проводные и беспроводные станки 104 с режущим инструментом. На ФИГ. 16А описано, каким образом могут быть расположены станки 104 с режущим инструментом и другие элементы автоматической производственной системы 100. На этапе 1602 создают файл для индивидуальной идентификации каждого проводного станка 104 с режущим инструментом. На этапе 1606 только что созданное положение файла конфигурируется как файл с общим доступом. Положение файла с общим доступом является одинаковым для всех станков в автоматической производственной системе 100, положение которой необходимо определить, включая станки 104 с режущим инструментом. На этапе 1606 портам Ethernet, которые используются для соединения станков 104 с режущим инструментом с автоматической производственной системой 100, присваиваются IP- адреса. На этапе 1610 на внешнем сервере устанавливают службу операционной системы, которая проходит по всем IP-адресам Ethernet в поиске станков. На этапе 1608 осуществляют доступ к папке с общим доступом, связанной с найденными IP-адресами, для поиска идентификационного номера станка 104 с режущим инструментом. Положение станка определяют исходя из уникального идентификатора станка и отображают на карте.
На ФИГ. 16B показана схема, описывающая, как может быть определено положение беспроводного станка 104 с режущим инструментом и других механизмов. Станки 104 с режущим инструментом перемещаются в различные положения по рельсам. На этапе 1612 располагают датчик в станке 104 с режущим инструментом для определения идентификатора рельса и регулировки параметров смещения соответственно.
Таким образом определяют положение беспроводного станка 104 с режущим инструментом. На этапе 1614 информацию об идентификаторе датчика рельса сохраняют в памяти системы 212 ЧПУ типа CNC. На этапе 1616 значение идентификатора датчика рельса считывают из памяти системы ЧПУ типа CNC и передают в базу 110 данных. На этапе 1618 соотносят идентификаторы датчиков с идентификаторами рельс и, следовательно, положениями на рельсах системы 212 ЧПУ типа CNC. На этапе 1620 положения станка 104 с режущим инструментом отображают на карте.
Среда аппаратного обеспечения
На ФИГ. 17 показана приведённая в качестве примера вычислительная система 1700, которая может быть использована для реализации обрабатывающих элементов приведённого выше раскрытия, включая станки 104 с режущим инструментом, механизмы 106 наладки режущего приспособления, обрабатывающие устройства 112, базы 110 данных и интерфейс 108. Компьютер 1702 содержит процессор 1704 и запоминающее устройство, например запоминающее устройство 1706 с произвольным доступом (RAM).
Компьютер 1702 операционным образом соединён с отображающим устройством 1722, которое предоставляет изображения, такие как окна, пользователю на графическом пользовательском интерфейсе 1718В. Компьютер 1702 может быть соединён с другими устройствами, такими как клавиатура 1714, устройство 1716 типа «мышь», принтер и т.д. Специалисту в данной области техники будет очевидно, что любые комбинации указанных выше компонентов или любое другое количество других компонентов, периферических устройств и других устройств может быть использовано с компьютером 1702.
В целом компьютер 1702 работает под управлением операционной системы 1708, хранящейся в запоминающем устройстве 1706, и взаимодействует с пользователем для приёма входных данных и команд и для предоставления результатов посредством модуля 1718А графического пользовательского интерфейса (ГПИ). Хотя модуль 1718А графического пользовательского интерфейса показан как отдельный модуль, инструкции, выполняющие функции графического пользовательского интерфейса, могут быть расположены или распределены в операционной системе 1708, компьютерной программе 1710, или могут быть реализованы при помощи запоминающих устройств и процессоров специального назначения. Компьютер 1702 также реализует компилятор 1712, который обеспечивает возможность преобразования прикладной программы 1710, написанной на таком языке программирования как Кобол, С++, Фортран или на другом языке, в код, читаемый процессором 1704. После завершения, приложений 1710 осуществляет доступ к данным, сохранённым в запоминающем устройстве 1706 компьютера 1702, и производит действия с ними, с использованием соотношений и логики, которые были сгенерированы с использованием компилятора 1712. Компьютер 1702 также при необходимости содержит внешнее устройство связи, например модем, спутниковый канал, карту Ethernet или другое устройство для связи с другими компьютерами.
Согласно одному варианту реализации инструкции, реализующие операционную систему 1708, компьютерную программу 1710 и компилятор 1712, на практике реализованы на компьютерочитаемом носителе, например устройстве 1720 хранения данных, которое может содержать одно или более фиксированных или съёмных устройств хранения данных, таких как привод для гибких магнитных дисков, дисковод 1724 для дискет, жёсткий диск, устройство для чтения компакт-дисков, привод для лент и т.д.
Кроме того, операционная система 1708 и компьютерная программа 1710 состоят из инструкций, которые, при прочтении и исполнении компьютером 1702, обуславливают выполнение компьютером 1702 операций, раскрытых в настоящем документе.
Компьютерная программа 1710 и/или рабочие инструкции могут также быть на практике реализованы в запоминающем устройстве 1706 и/или устройствах 1730 передачи данных, таким образом реализуя компьютерный программный продукт или изделие производства.
Таким образом, предполагается, что термины «изделие производства», «устройство хранения программы» и «компьютерный программный продукт», используемые в настоящем документе, охватывают компьютерную программу, доступ к которой обеспечен с любого компьютерочитаемого устройства или носителя.
Специалисту в данной области техники будет понятно, что может быть выполнено множество изменений конфигурации без выхода за пределы объёма настоящего раскрытия. Например, специалисту в данной области техники будет очевидно, что может быть использована любая комбинация указанных выше компонентов или любое количество других компонентов, периферических устройств и других устройств.
Кроме того, настоящее раскрытие включает варианты реализации согласно следующим пунктам:
Пункт 1. Способ отображения на карте резания по меньшей мере одного из множества элементов в трехмерной обрабатываемой детали посредством по меньшей мере одного из множества режущих инструментов, управляемых по меньшей мере одним из множества станков с режущим инструментом согласно технологической информации, включающий:
- приём технологической информации, описывающей параметры резания указанного по меньшей мере одного из множества элементов, от множества станков с режущим инструментом;
- анализ технологической информации для извлечения параметров резания, параметров режущего инструмента, содержащих для каждого из множества элементов:
идентификатор элемента,
местоположение элемента в обрабатываемой детали,
идентификатор режущего инструмента, идентифицирующий режущий инструмент для резания элемента в обрабатываемой детали;
- преобразование местоположения каждого элемента в обрабатываемой детали из трехмерного пространства в двумерное пространство,
- инициирование запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка для каждого из множества режущих инструментов во время резания множества элементов в трехмерной обрабатываемой детали,
причем информация слежения по режущему инструменту содержит для каждого режущего инструмента:
идентификатор режущего инструмента;
идентификатор для каждого элемента, получаемого резанием режущим инструментом и текущее состояние резания для каждого элемента, получаемого резанием режущим инструментом;
- соотнесение каждого из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента и
- выдачу состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве.
Пункт 2. Способ по п. 1, в котором состояние резания включает по меньшей мере одно из следующего:
элемент, в данный момент получаемый резанием;
элемент, ранее полученный резанием;
элемент, не полученный резанием; и
элемент, полученный резанием с ошибкой.
Пункт 3. Способ по любому предыдущему пункту, также включающий:
извлечение программы числового программного управления из станка с режущим инструментом.
Пункт 4. Способ по любому предыдущему пункту, в котором:
- преобразование местоположения каждого элемента из трехмерного пространства в двумерное пространство, для каждого элемента, включает:
извлечение трехмерного местоположения элемента;
координатное преобразование трехмерного местоположения элемента в двумерное пространство, имеющее направление х и направление y; а
- выдача состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве включает:
определение минимальной величины по направлению x двумерного пространства и минимальной величины по направлению y двумерного пространства;
определение максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
вычисление коэффициента масштабирования на основании размера окна представления, минимальной величины по направлению x двумерного пространства, минимальной величины по направлению y двумерного пространства, максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
масштабирование местоположения с преобразованными координатами каждого элемента и
выдачу состояния резания в масштабированном местоположении в преобразованных координатах элемента в двумерном пространстве.
Пункт 5. Способ по любому предыдущему пункту, также включающий:
генерирование, на основании соотнесенного множества элементов и текущего состояния резания каждого элемента, показателя количественной доли элементов из указанного множества элементов, ранее полученный резанием, относительно количества элементов указанного множества элементов и
обеспечение выдачи полученного показателя для отображения.
Пункт 6. Способ по любому предыдущему пункту, в котором каждый из режущих инструментов относится к одному из множества типов режущего инструмента, и при этом способ также включает:
извлечение информации о прогнозируемом износе режущего инструмента, обеспечивающей соотнесение прогнозируемой величины износа режущего инструмента для одного из множества режущих инструментов с параметрами резания;
извлечение информации о режущем инструменте, включающей информацию об измеренном износе режущего инструмента для каждого из множества режущих инструментов и описывающую предыдущую по времени измеренную величину износа режущего инструмента;
вычисление прогнозируемой величины износа режущего инструмента для каждого из множества режущих инструментов на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания для каждого режущего инструмента; и
вычисление прогнозируемого использования режущего инструмента по меньшей мере частично на основании прогнозируемого износа режущего инструмента.
Пункт 7. Способ по любому предыдущему пункту, также включающий:
измерение износа каждого из режущих инструментов после резания множества элементов;
обновление информации об измеренном износе режущего инструмента в соответствии с измеренным износом режущего инструмента после резания по меньшей мере одного элемента и
обеспечением выдачи обновленной информации об измеренном износе режущего инструмента для представления.
Пункт 8. Устройство для отображения на карте резания по меньшей мере одного из множества элементов в трехмерной обрабатываемой детали посредством по меньшей мере одного из множества режущих инструментов, управляемых по меньшей мере одним из множества станков с режущим инструментом согласно технологической информации, содержащее:
процессор, соединенный с возможностью передачи данных c запоминающим устройством, хранящим инструкций для:
- приема технологической информации, описывающей параметры резания указанного по меньшей мере одного из множества элементов, от множества станков с режущим инструментом;
- анализа технологической информации для извлечения параметров резания параметров режущего инструмента, содержащих для каждого из множества элементов:
идентификатор элемента;
местоположение элемента в обрабатываемой детали;
идентификатор режущего инструмента, идентифицирующий режущий инструмент для резания элемента в обрабатываемой детали;
- преобразования местоположения каждого элемента в обрабатываемой детали из трехмерного пространства в двумерное пространство;
- инициирования запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка для каждого из множества режущих инструментов во время резания множества элементов в трехмерной обрабатываемой детали,
причем информации слежения по режущему инструменту содержит для каждого режущего инструмента:
идентификатор режущего инструмента;
идентификатор для каждого элемента, получаемого резанием режущим инструментом, и текущее состояние резания для каждого элемента, получаемого резанием режущим инструментом;
- соотнесения каждого из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента и
- выдачи состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве.
Пункт 9. Устройство по п. 8, в котором состояние резания включает по меньшей мере одно из следующего:
элемент, в данный момент получаемый резанием;
элемент, ранее полученный резанием;
элемент, не полученный резанием; и
элемент, полученный резанием с ошибкой.
Пункт 10. Устройство по любому из пунктов 8-9, в котором инструкции также содержат инструкции для:
извлечения программы числового программного управления из станка с режущим инструментом.
Пункт 11. Устройство по любому из пунктов 8-10, в котором:
инструкции для преобразования местоположения каждого элемента из трехмерного пространства в двумерное пространство содержат инструкции, для каждого элемента, для:
извлечения трехмерного местоположения элемента;
координатного преобразования трехмерного местоположения элемента в двумерное пространство, имеющее направление х и направление y;
причем инструкции для обеспечения выдачи состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве содержат инструкции для:
определения минимальной величины по направлению x двумерного пространства и минимальной величины по направлению y двумерного пространства;
определения максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
вычисления коэффициента масштабирования на основании размера окна представления, минимальной величины по направлению x двумерного пространства, минимальной величины по направлению y двумерного пространства, максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
масштабирования местоположения с преобразованными координатами каждого элемента;
выдачи состояния резания в масштабированном местоположении в преобразованных координатах элемента в двумерном пространстве.
Пункт 12. Устройство по любому из пунктов 8-11, в котором инструкции также содержат инструкции для:
генерирования, на основании соотнесенного множества элементов и текущего состояния резания каждого элемента, показателя количественной доли элементов из указанного множества элементов, ранее полученных резанием, относительно количества элементов указанного множества элементов и обеспечение выдачи полученного показателя для отображения.
Пункт 13. Устройство по любому из пунктов 8-12, в котором каждый из режущих инструментов относится к одному из множества типов режущего инструмента, а инструкции также содержат инструкции для:
извлечения информации о прогнозируемом износе режущего инструмента, обеспечивающей соотнесение прогнозируемой величины износа режущего инструмента для одного из множества режущих инструментов с параметрами резания;
извлечения информации о режущем инструменте, включающей информацию об измеренном износе режущего инструмента для каждого из множества режущих инструментов и описывающую предыдущую по времени измеренную величину износа режущего инструмента;
вычисления прогнозируемой величины износа каждого из множества режущих инструментов на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметрам резания для каждого режущего инструмента; и
вычисления прогнозируемого использования для режущего инструмента по меньшей мере частично на основании прогнозируемого износа режущего инструмента.
Пункт 14. Устройство по любому из пунктов 8-13, в котором инструкции также содержат инструкции для:
измерения износа каждого из режущих инструментов после резания множества элементов;
обновления информации об измеренном износе режущего инструмента в соответствии с измеренным износом режущего инструмента после резания по меньшей мере одного элемента и
обеспечения выдачи обновленной информации об измеренном износе режущего инструмента для представления.
Пункт 15. Устройство для отображения на карте резания по меньшей мере одного из множества элементов в трехмерной обрабатываемой детали посредством по меньшей мере одного из множества режущих инструментов, управляемых по меньшей мере одним из множества станков с режущим инструментом согласно технологической информации, содержащее:
средство для приема технологической информации, описывающей параметры резания указанного по меньшей мере одного из множества элементов, от множества станков с режущим инструментом;
средство для анализа технологической информации для извлечения параметров резания, параметров режущего инструмента, содержащих для каждого из множества элементов:
идентификатор элемента;
местоположение элемента в обрабатываемой детали;
идентификатор режущего инструмента, идентифицирующее режущий инструмент для резания элемента в обрабатываемой детали;
средство для преобразования местоположения каждого элемента в обрабатываемой детали из трехмерного пространства в двумерное пространство;
средство для инициирования запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка для каждого из множества режущих инструментов во время резания множества элементов в трехмерной обрабатываемой детали, причем информация слежения по режущему инструменту имеет для каждого режущего инструмента:
идентификатор режущего инструмента;
идентификатор для каждого элемента, получаемого резанием режущим инструментом, и текущее состояние резания для каждого элемента, получаемого резанием режущим инструментом,
средство для соотнесения каждого из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента;
средство для выдачи состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве.
Пункт 16. Устройство по п. 15, в котором состояние резания включает по меньшей мере одно из следующего:
элемент, в данный момент получаемый резанием;
элемент, ранее полученный резанием;
элемент, не полученный резанием; и
элемент, полученный резанием с ошибкой.
Пункт 17. Устройство по любому из пунктов 15-16, также содержащее:
средство для извлечения программы числового программного управления из станка с режущим инструментом.
Пункт 18. Устройство по любому из пунктов 15-17, в котором:
средство для преобразования местоположения каждого элемента из трехмерного пространства в двумерное пространство содержит:
средство для извлечения трехмерного местоположения элемента;
средство для координатного преобразования трехмерного местоположения элемента в двумерное пространство, имеющее направление х и направление y;
причем средство для выдачи состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах каждого элемента для представления в двумерном пространстве содержит:
средство для определение минимальной величины по направлению x двумерного пространства и минимальной величины по направлению y двумерного пространства;
средство для определения максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
средство для вычисления коэффициента масштабирования на основе размера окна представления, минимальной величины по направлению x двумерного пространства, минимальной величины по направлению y двумерного пространства, максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства;
средство для масштабирование местоположения с преобразованными координатами каждого элемента;
средство для выдачи состояния резания в масштабированном местоположении в преобразованных координатах элемента в двумерном пространстве.
Пункт 19. Устройство по любому из пунктов 15-18, также содержащее:
средство для генерирования, на основании соотнесенного множества элементов и текущего состояния резания каждого элемента, показателя количественной доли элементов из указанного множества элементов, ранее полученных резанием, относительно количества элементов указанного множества элементов; и
средство для обеспечения выдачи полученного показателя для отображения.
Пункт 20. Устройство по любому из пунктов 15-19, в котором каждый из режущих инструментов относится к одному из множества типов режущего инструмента, и при этом устройство также содержит:
средство для извлечения информации о прогнозируемом износе режущего инструмента, обеспечивающей соотнесение величины прогнозируемого износа режущего инструмента для одного из множества режущих инструментов с параметрами резания;
средство для извлечения информации о режущем инструменте, содержащей информацию об измеренном износе режущего инструмента для каждого из множества режущих инструментов и описывающую предыдущую по времени измеренную величину износа режущего инструмента;
средство для вычисления прогнозируемой величины износа каждого из множества режущих инструментов на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания для каждого режущего инструмента; и
средство для вычисления прогнозируемого использования режущего инструмента по меньшей мере частично на основании прогнозируемого износа режущего инструмента.
Заключение
Здесь приведено заключение к описанию предпочтительных вариантов реализации настоящего раскрытия. Приведенное выше описание предпочтительных вариантов реализации было представлено в целях иллюстрации и описания. Не предполагается, что оно является исчерпывающим или ограничивает изобретение конкретной формой, которая раскрыта. Ввиду приведённого выше раскрытия возможно множество изменений и вариантов. Предполагается, что объём прав ограничен не данным подробным описанием, а прилагаемой к нему формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОГО ОБЕСПЕЧЕНИЯ СООТВЕТСТВИЯ, РАБОТЫ И НАЛАДКИ АВТОМАТИЧЕСКИХ СТАНКОВ С РЕЖУЩИМ ИНСТРУМЕНТОМ | 2017 |
|
RU2752339C2 |
| СБОРКА КОНСТРУКТИВНОГО УЗЛА ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА БЕЗ РЕГУЛИРОВОЧНЫХ ПРОКЛАДОК, УСТАНОВОЧНЫХ ПРИСПОСОБЛЕНИЙ ИЛИ СВЕРЛИЛЬНЫХ КОНДУКТОРОВ, ПРИМЕНЯЕМЫХ ДЛЯ ПОЛУЧЕНИЯ ГОТОВЫХ ОТВЕРСТИЙ НЕОБХОДИМОГО РАЗМЕРА | 2016 |
|
RU2703377C2 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| СПОСОБ И УСТРОЙСТВО КОРРЕКЦИИ ИНСТРУМЕНТА | 2010 |
|
RU2553785C2 |
| КОНТРОЛЛЕР ДЛЯ СТАНКОВ С ЧПУ | 1993 |
|
RU2108900C1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| НОСИМЫЙ ДИСПЛЕЙ ДЛЯ ИСПОЛЬЗОВАНИЯ ВМЕСТЕ СО СТАНКОМ | 2016 |
|
RU2648631C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| ИНСТРУМЕНТ С ПРОПУСКАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2712678C1 |
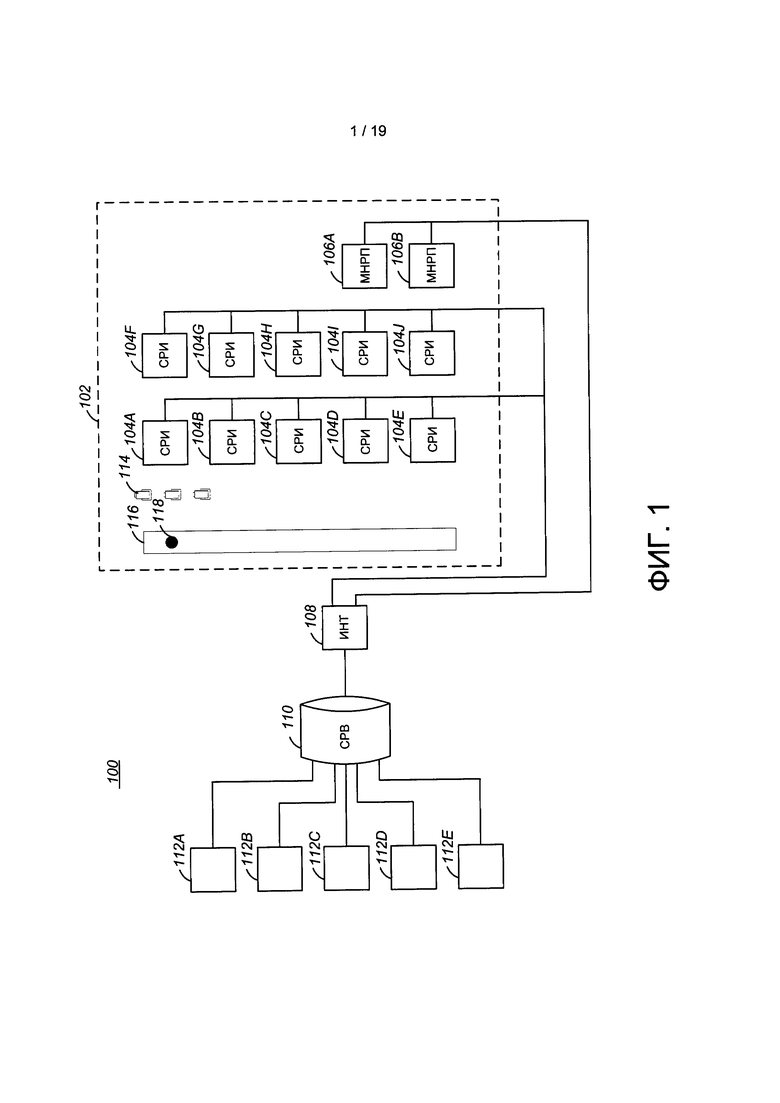
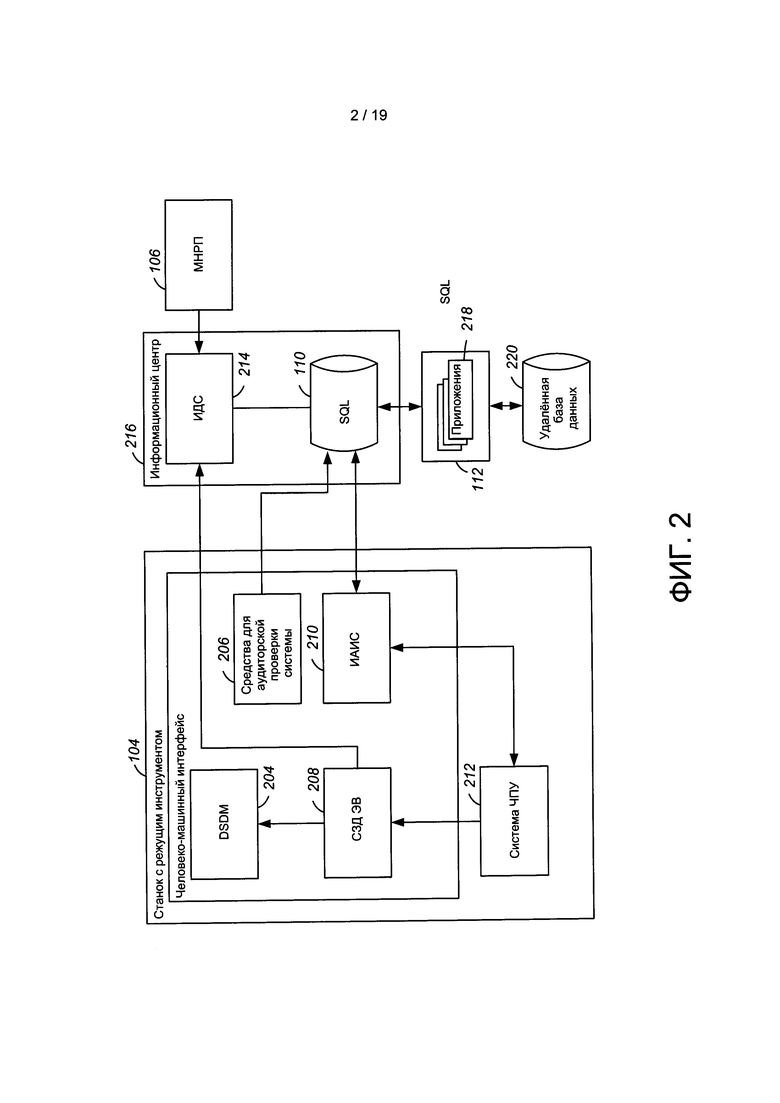
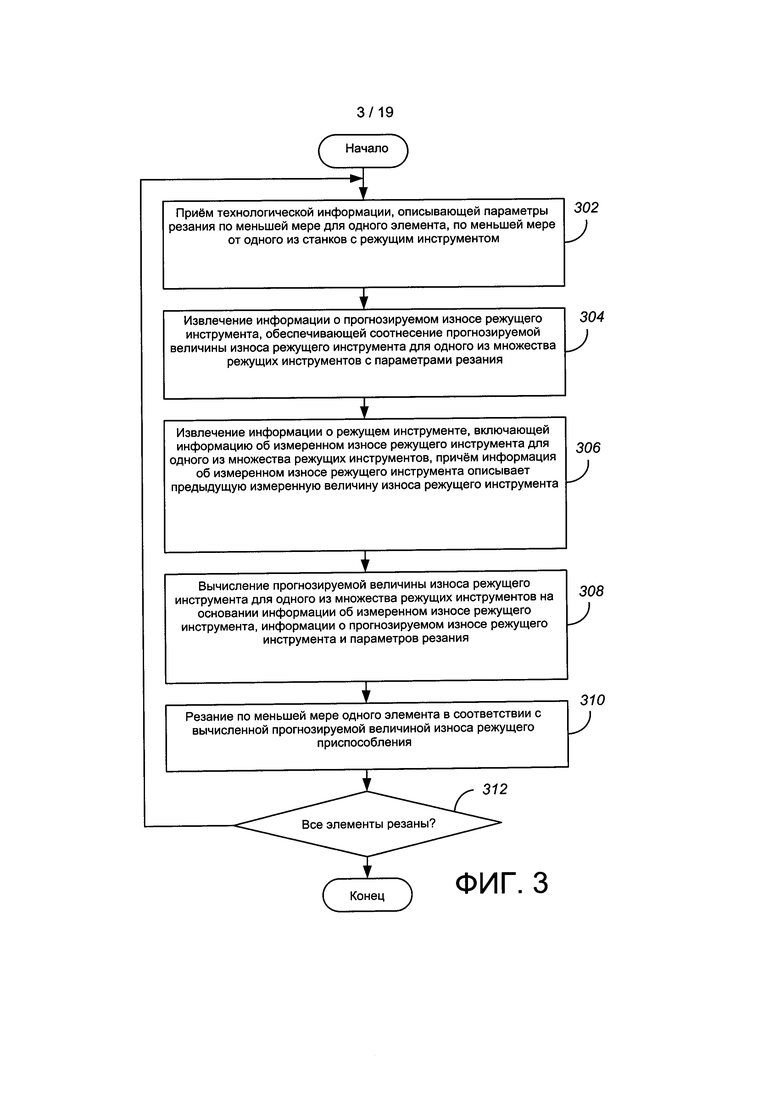
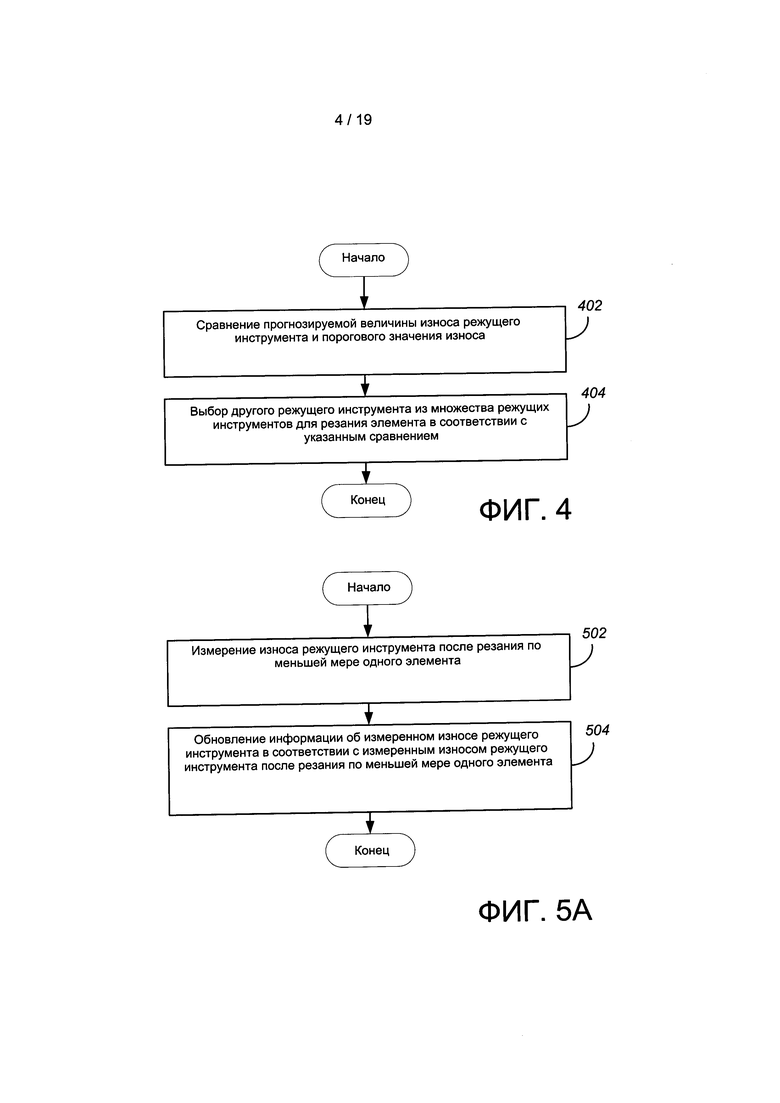
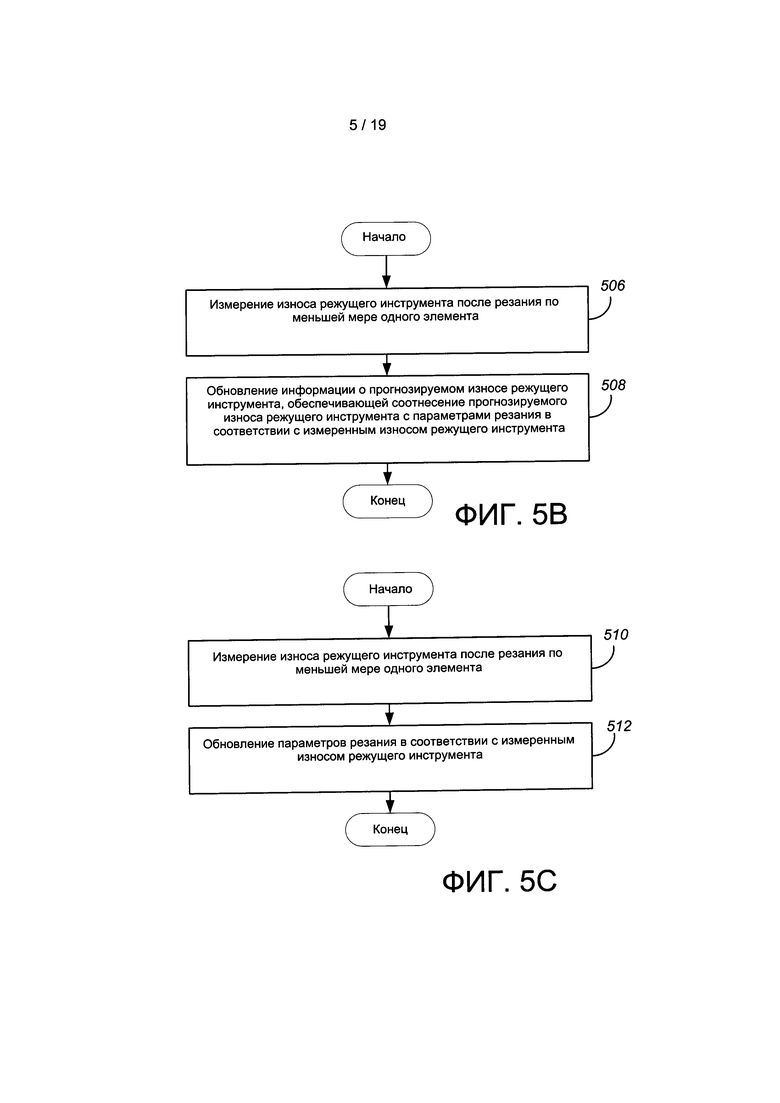
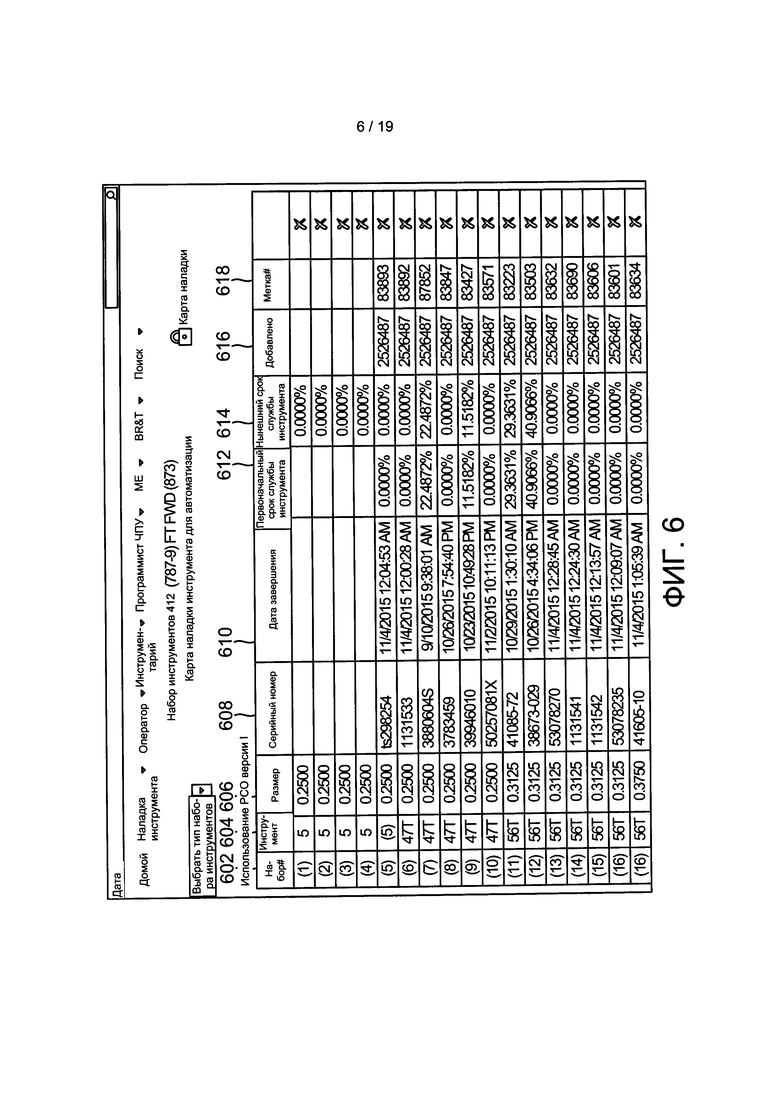
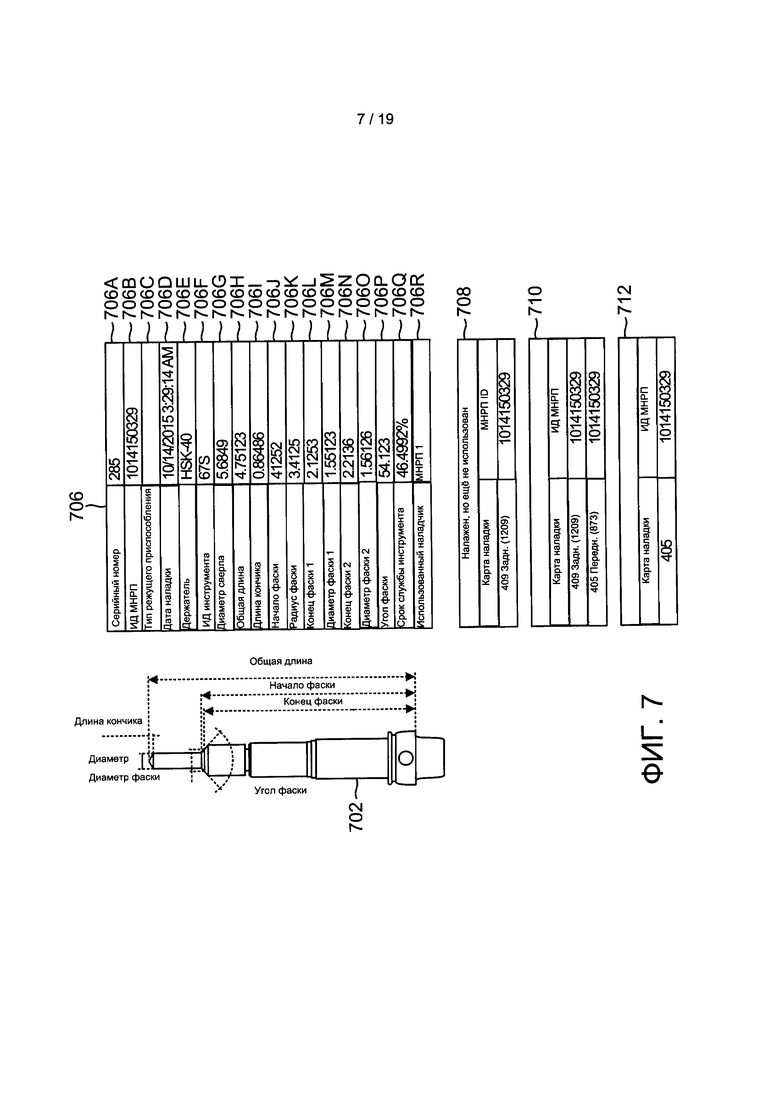
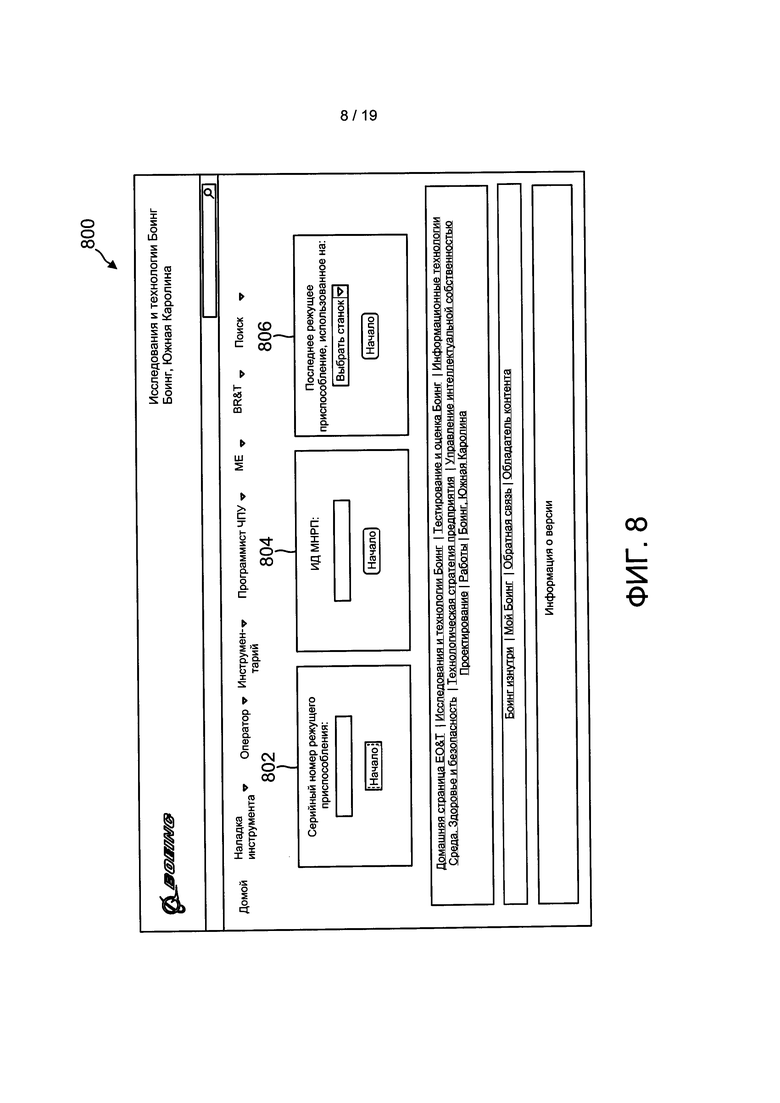
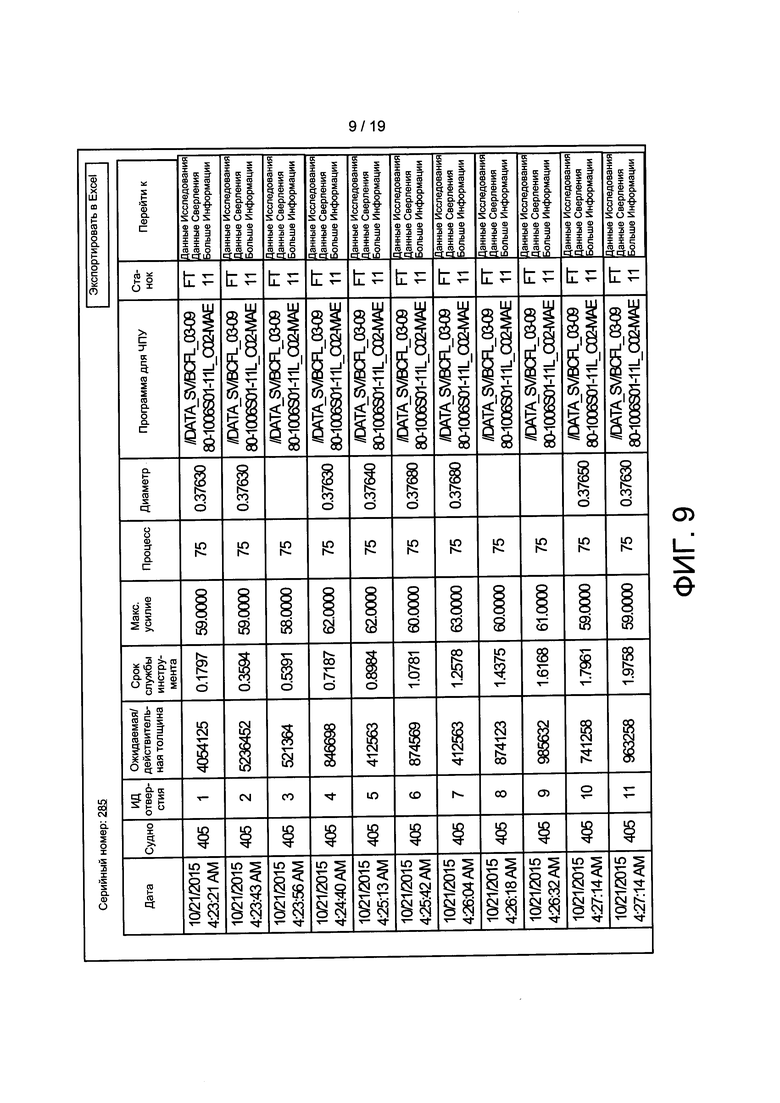
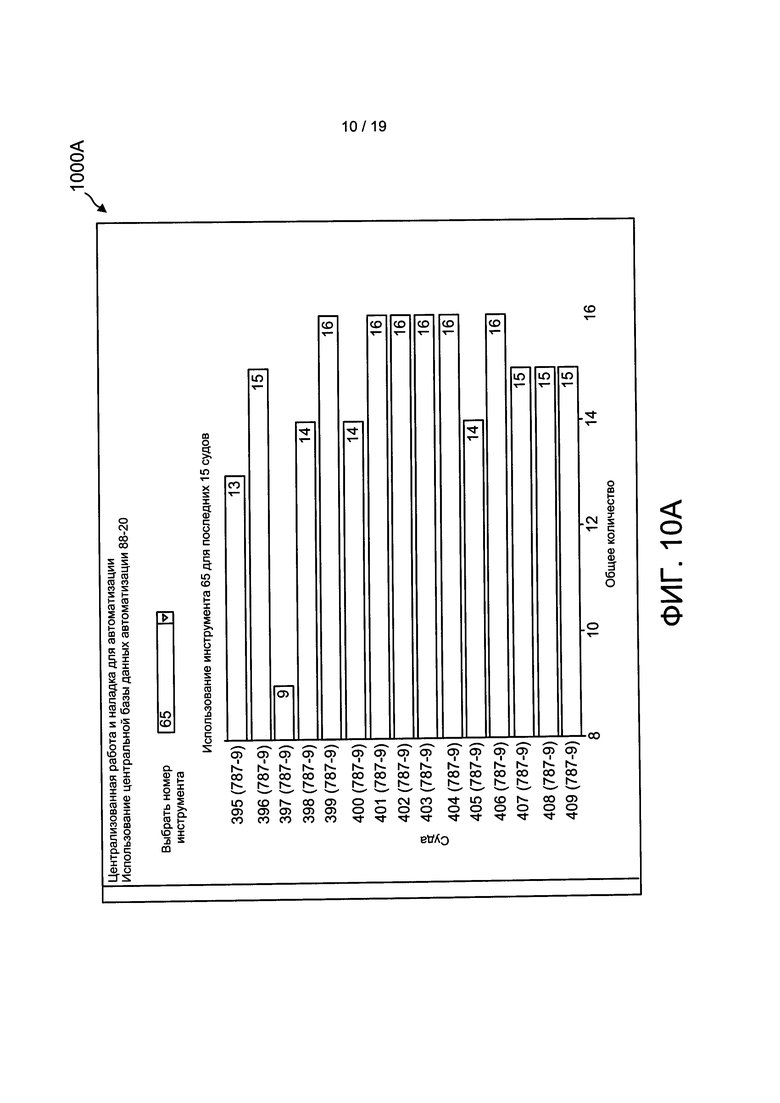
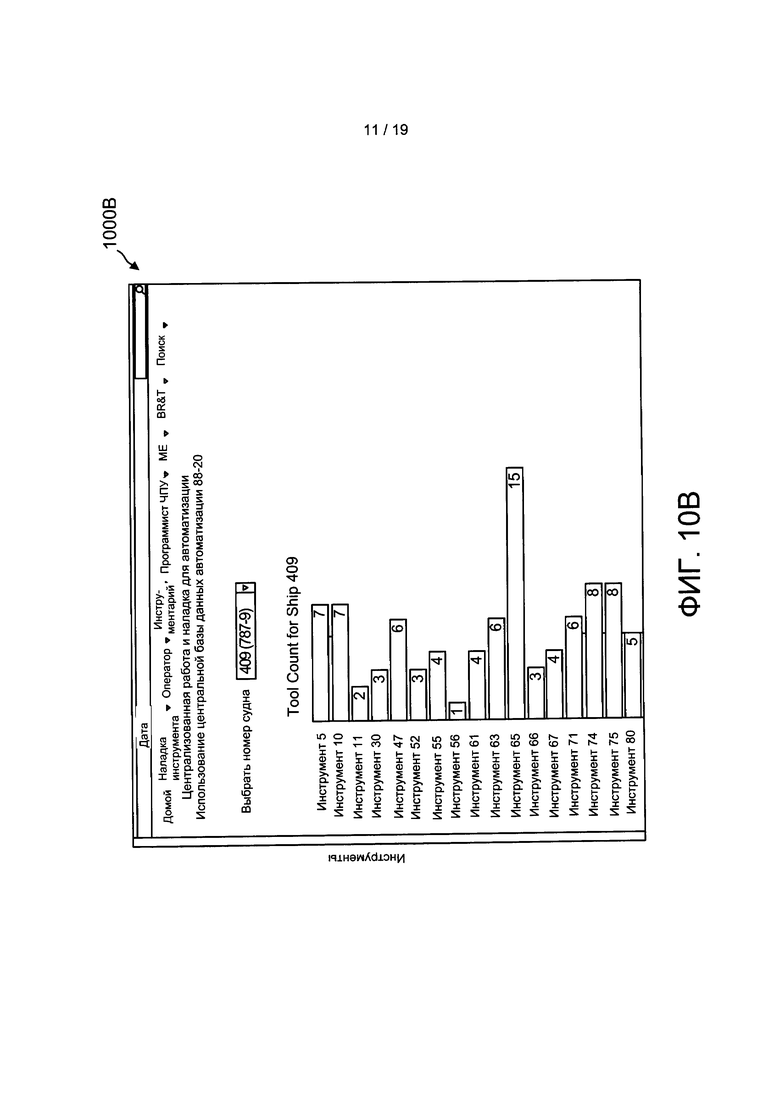
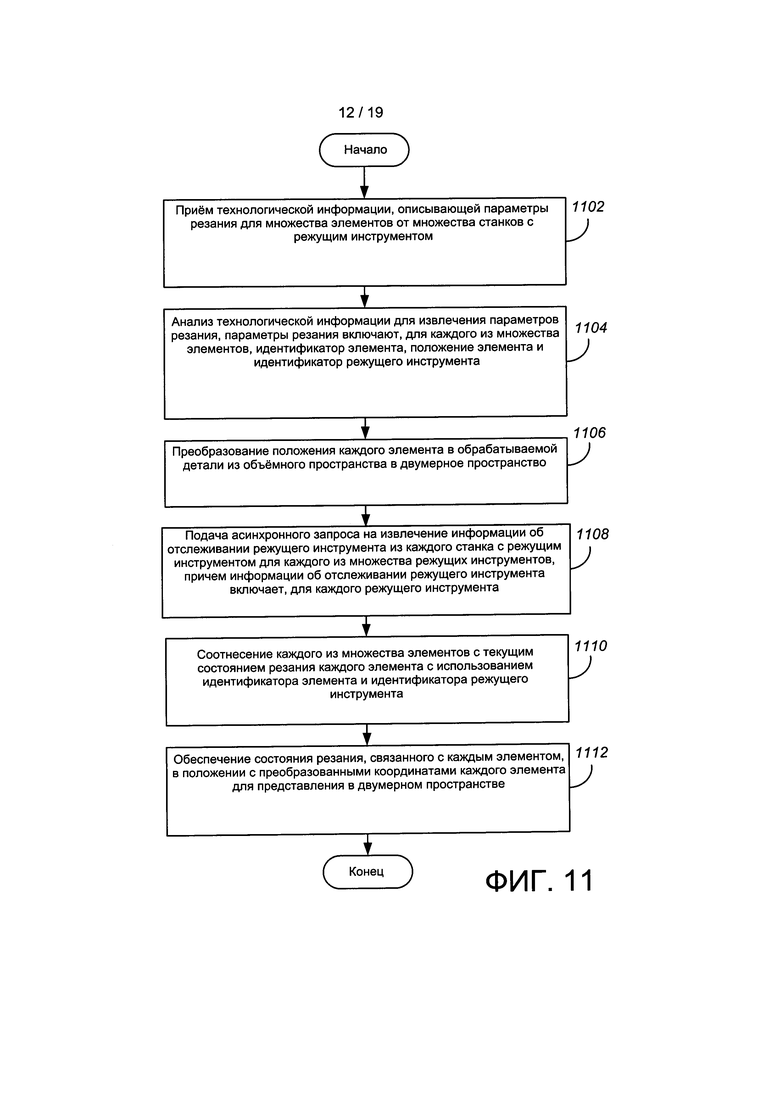
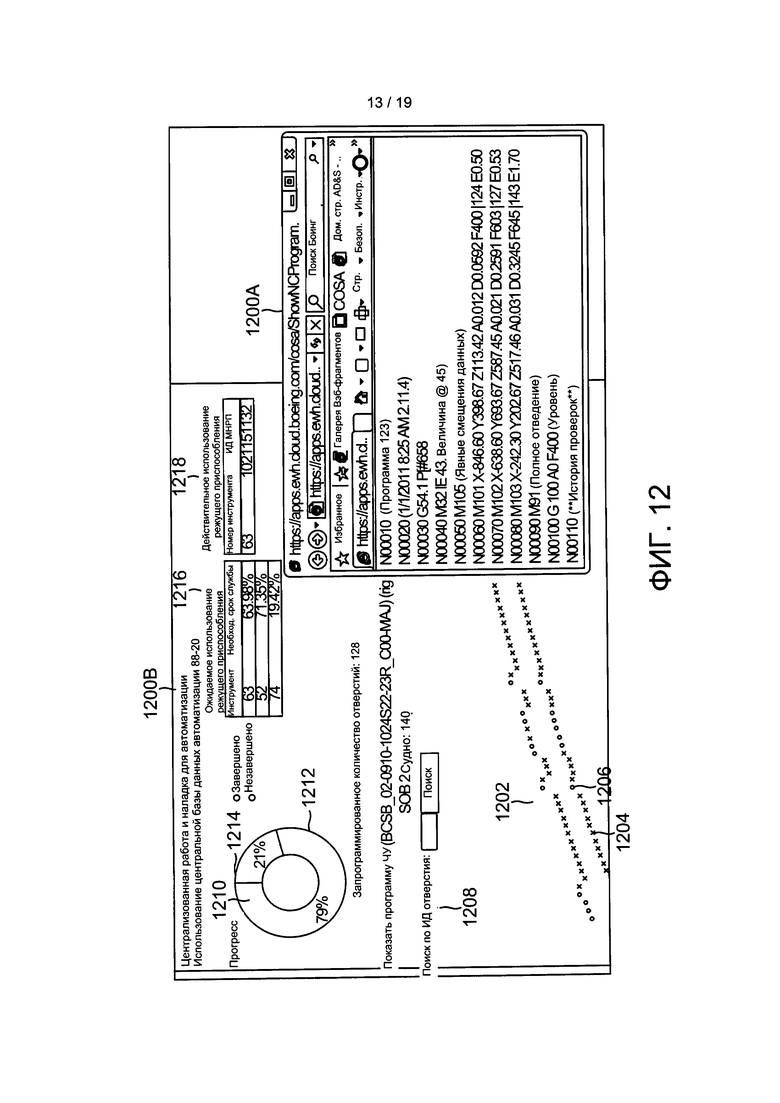
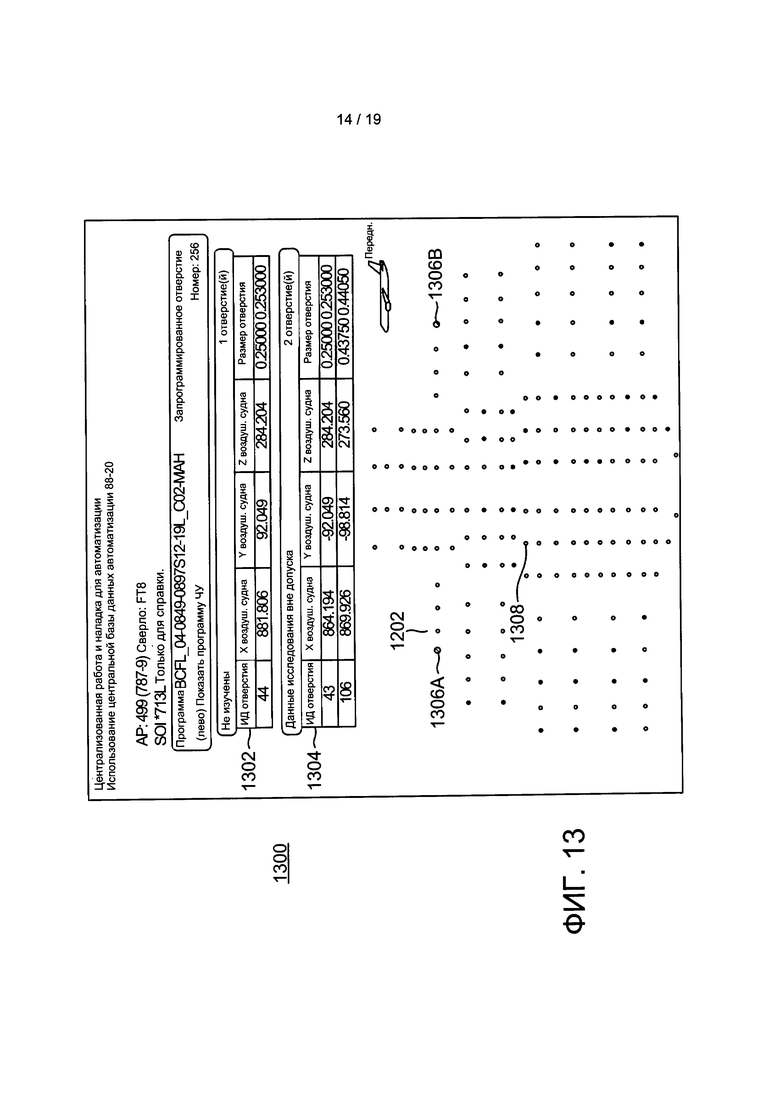
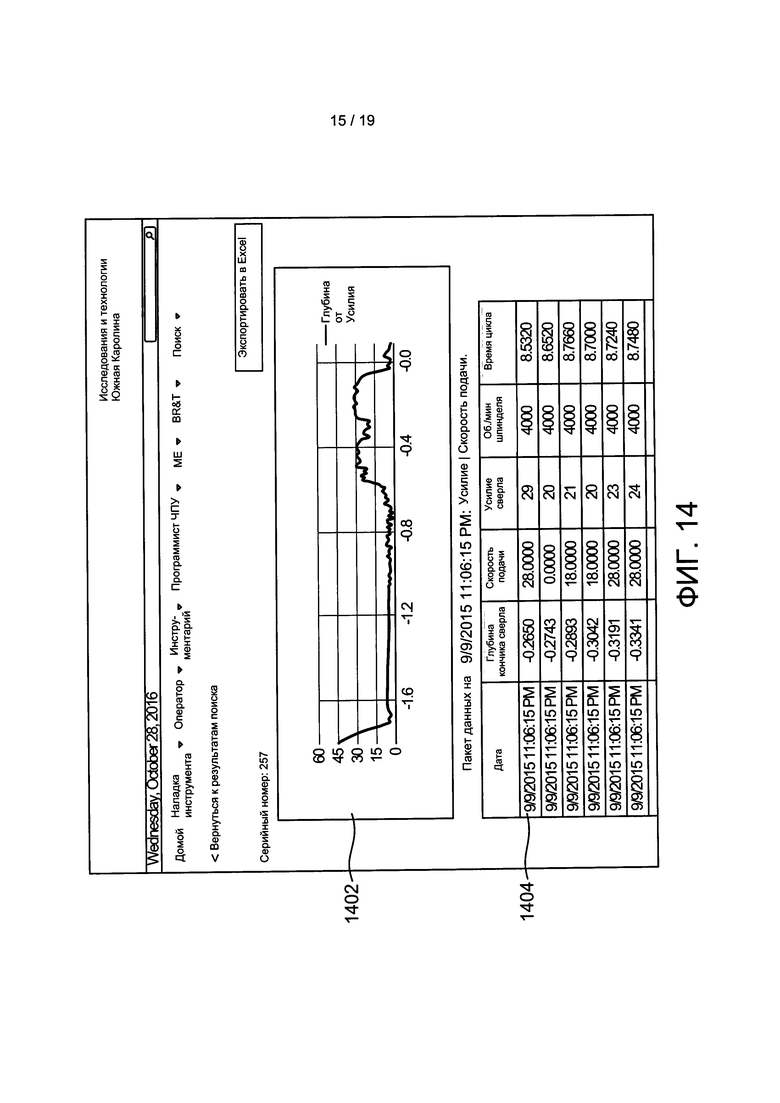
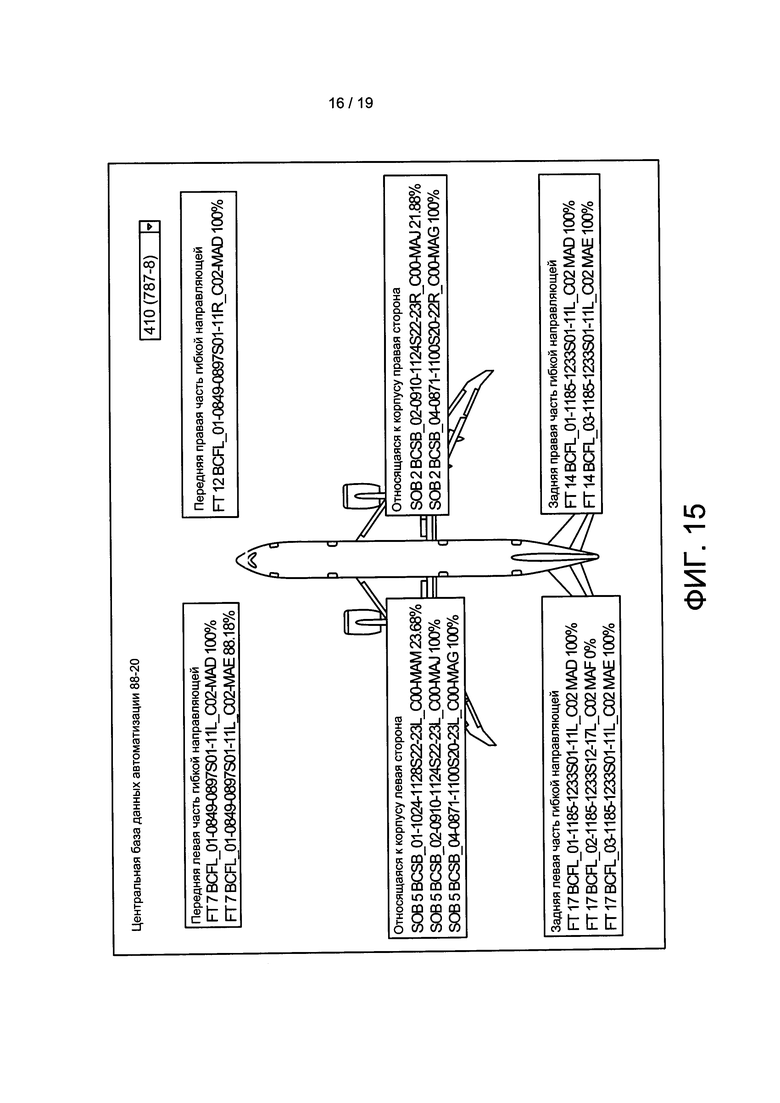
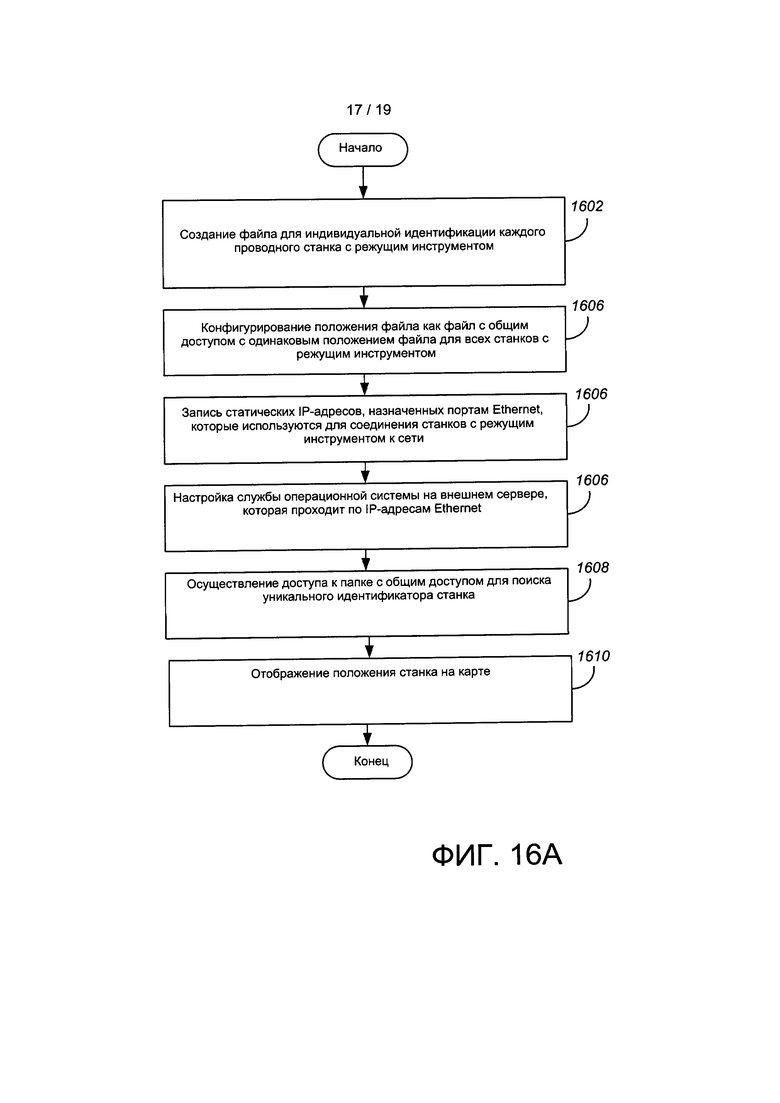
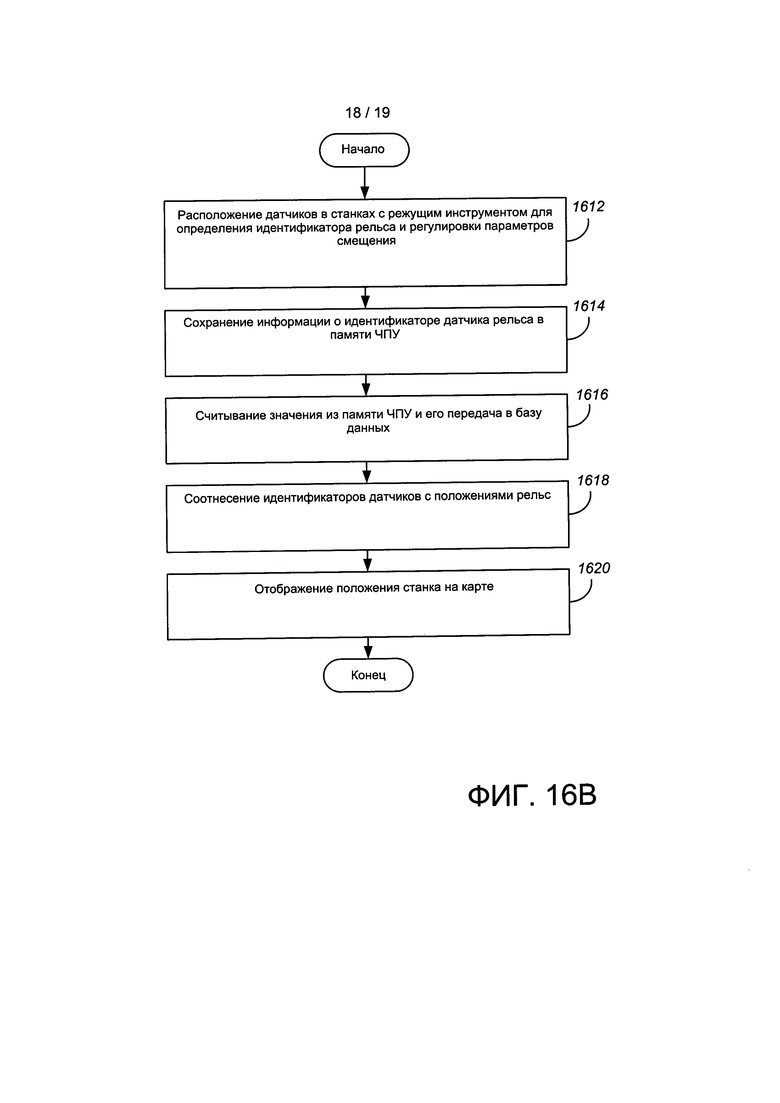
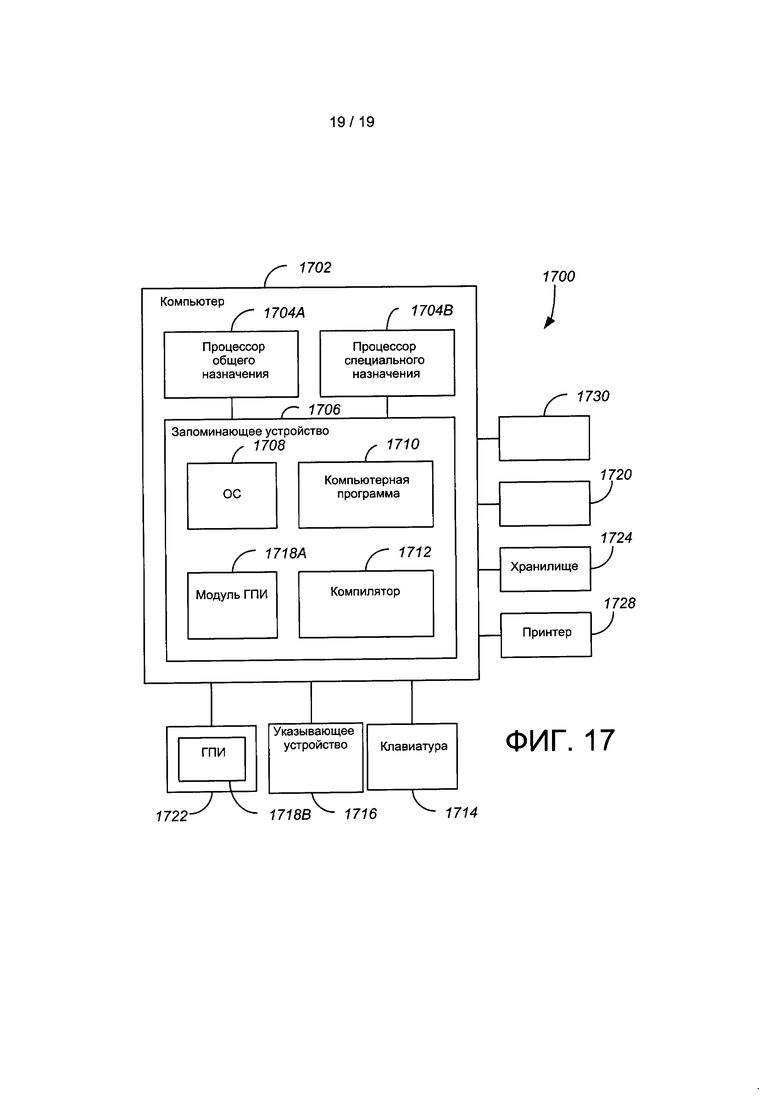
Изобретение относится к области мониторинга процессов обработки резанием трехмерной обрабатываемой детали посредством режущих инструментов, управляемых станками. Способ включает приём от множества станков технологической информации, содержащей параметры резания элементов в трехмерной обрабатываемой детали, анализ технологической информации для извлечения параметров резания и параметров режущего инструмента, преобразование местоположения каждого элемента в обрабатываемой детали из трехмерного в двумерное пространство, инициирование запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка во время резания множества элементов в трехмерной обрабатываемой детали, соотнесение каждого из множества элементов с текущим состоянием резания каждого элемента с использованием идентификатора элемента и идентификатора режущего инструмента и отображение состояния резания в двумерном пространстве. Изобретение касается также устройства для мониторинга. Использование изобретения позволяет повысить качество мониторинга и расширить его технологические возможности. 2 н. и 12 з.п. ф-лы, 17 ил.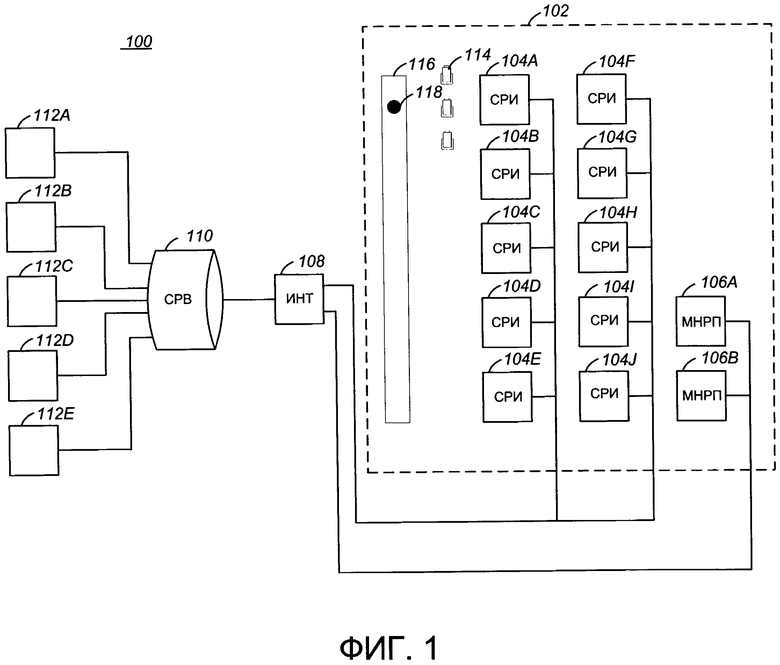
1. Способ мониторинга процесса резания трехмерной обрабатываемой детали (116) посредством по меньшей мере одного из множества режущих инструментов (114), управляемых по меньшей мере одним из множества станков (104) с режущим инструментом, включающий:
- приём технологической информации, описывающей параметры резания по меньшей мере одного из множества элементов (118) в трехмерной обрабатываемой детали (116), от множества станков (104) с режущим инструментом;
- анализ технологической информации для извлечения параметров резания и параметров режущего инструмента, содержащих для каждого из множества элементов (118):
идентификатор элемента,
местоположение элемента в обрабатываемой детали (116),
идентификатор режущего инструмента, идентифицирующий режущий инструмент (114) для резания элемента (118) в обрабатываемой детали (116);
- преобразование местоположения каждого элемента в обрабатываемой детали (116) из трехмерного пространства в двумерное пространство,
- инициирование запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка (104) для каждого из множества режущих инструментов (114) во время резания множества элементов (118) в трехмерной обрабатываемой детали,
причем информация слежения по режущему инструменту содержит для каждого режущего инструмента (114):
идентификатор режущего инструмента,
идентификатор для каждого элемента (118), получаемого резанием режущим инструментом (114), и текущее состояние резания для каждого элемента (118), получаемого резанием режущим инструментом (114),
- соотнесение каждого из множества элементов (118) с текущим состоянием резания каждого элемента (118) с использованием идентификатора элемента и идентификатора режущего инструмента и
- выдачу состояния резания, связанного с каждым элементом (118), в местоположении в преобразованных координатах этого каждого элемента (118) для представления в двумерном пространстве.
2. Способ по п. 1, в котором состояние резания включает по меньшей мере одно из следующего:
элемент, в данный момент получаемый резанием,
элемент, ранее полученный резанием,
элемент, не полученный резанием, и
элемент, полученный резанием с ошибкой.
3. Способ по п. 1 или 2, включающий
извлечение программы числового программного управления из станка (104) с режущим инструментом.
4. Способ по п. 1 или 2, в котором преобразование местоположения каждого элемента из трехмерного пространства в двумерное пространство, для каждого элемента (118), включает:
извлечение трехмерного местоположения элемента,
координатное преобразование трехмерного местоположения элемента в двумерное пространство, имеющее направление х и направление y, а
выдача состояния резания, связанного с каждым элементом (118), в местоположении в преобразованных координатах этого каждого элемента (118) для представления в двумерном пространстве включает:
определение минимальной величины по направлению x двумерного пространства и минимальной величины по направлению y двумерного пространства,
определение максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства,
вычисление коэффициента масштабирования на основании размера окна представления, минимальной величины по направлению x двумерного пространства, минимальной величины по направлению y двумерного пространства, максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства,
масштабирование местоположения в преобразованных координатах каждого элемента (118) и
выдачу состояния резания в масштабированном местоположении в преобразованных координатах элемента в двумерном пространстве.
5. Способ по п. 1 или 2, включающий
генерирование, на основании соотнесенного множества элементов (118) и текущего состояния резания каждого элемента, показателя количественной доли элементов (118) из указанного множества элементов, ранее полученных резанием, относительно количества элементов указанного множества элементов и обеспечение выдачи полученного показателя для отображения.
6. Способ по п. 1 или 2, который включает:
извлечение информации о прогнозируемом износе режущего инструмента, обеспечивающей соотнесение прогнозируемой величины износа режущего инструмента для одного из множества режущих инструментов (114) с параметрами резания,
извлечение информации о режущем инструменте, включающей информацию об измеренном износе режущего инструмента для каждого из множества режущих инструментов (114) и описывающую предыдущую по времени измеренную величину износа режущего инструмента (114),
вычисление прогнозируемой величины износа режущего инструмента для каждого из множества режущих инструментов (114) на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания для каждого режущего инструмента (114) и вычисление прогнозируемого использования режущего инструмента по меньшей мере частично на основании прогнозируемого износа режущего инструмента.
7. Способ по п. 1 или 2, включающий:
измерение износа каждого из режущих инструментов (114) после резания множества элементов (118),
обновление информации об измеренном износе режущего инструмента (114) в соответствии с измеренным износом режущего инструмента (114) после резания по меньшей мере одного элемента (118) и
обеспечение выдачи обновленной информации об измеренном износе режущего инструмента для представления.
8. Устройство (100) для мониторинга процесса резания трехмерной обрабатываемой детали (116) посредством по меньшей мере одного из множества режущих инструментов (114), управляемых по меньшей мере одним из множества станков (104) с режущим инструментом, содержащее:
процессор (1704), соединенный с возможностью передачи данных c запоминающим устройством (1706), хранящим инструкции, при исполнении которых компьютером (1702), содержащим процессор (1704), обеспечена возможность:
- приема технологической информации, описывающей параметры резания по меньшей мере одного из множества элементов (118) в трехмерной обрабатываемой детали (116), от множества станков (104) с режущим инструментом,
- анализа технологической информации для извлечения параметров резания и параметров режущего инструмента, содержащих для каждого из множества элементов (118):
идентификатор элемента,
местоположение элемента в обрабатываемой детали (116),
идентификатор режущего инструмента, идентифицирующий режущий инструмент (114) для резания элемента (118) в обрабатываемой детали (116),
- преобразования местоположения каждого элемента в обрабатываемой детали (116) из трехмерного пространства в двумерное пространство,
- инициирования запроса для извлечения информации слежения по режущему инструменту от каждого режущего станка (104) для каждого из множества режущих инструментов (114) во время резания множества элементов (118) в трехмерной обрабатываемой детали,
причем информация слежения по режущему инструменту содержит для каждого режущего инструмента (114):
идентификатор режущего инструмента,
идентификатор для каждого элемента (118), получаемого резанием режущим инструментом (114), и текущее состояние резания для каждого элемента (118), получаемого резанием режущим инструментом (114),
- соотнесения каждого из множества элементов (118) с текущим состоянием резания каждого элемента (118) с использованием идентификатора элемента и идентификатора режущего инструмента и
- выдачи состояния резания, связанного с каждым элементом (118), в местоположении в преобразованных координатах этого каждого элемента (118) для представления в двумерном пространстве.
9. Устройство по п. 8, в котором состояние резания включает по меньшей мере одно из следующего:
элемент в данный момент получаемый резанием,
элемент, ранее полученный резанием,
элемент, не полученный резанием, и
элемент, полученный резанием с ошибкой.
10. Устройство по п. 8 или 9, в котором инструкции также содержат инструкции, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность
извлечения программы числового программного управления из станка с режущим инструментом.
11. Устройство по п. 8 или 9, в котором
инструкции для преобразования местоположения каждого элемента из трехмерного пространства в двумерное пространство содержат инструкции, для каждого элемента, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность:
извлечения трехмерного местоположения элемента,
координатного преобразования трехмерного местоположения элемента в двумерное пространство, имеющее направление х и направление y,
причем инструкции для выдачи состояния резания, связанного с каждым элементом, в местоположении в преобразованных координатах этого каждого элемента для представления в двумерном пространстве содержат инструкции, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность:
определения минимальной величины по направлению x двумерного пространства и минимальной величины по направлению y двумерного пространства,
определения максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства,
вычисления коэффициента масштабирования на основании размера окна представления, минимальной величины по направлению x двумерного пространства, минимальной величины по направлению y двумерного пространства, максимальной величины по направлению x двумерного пространства и максимальной величины по направлению y двумерного пространства,
масштабирования местоположения в преобразованных координатах каждого элемента, выдачи состояния резания в масштабированном местоположении в преобразованных координатах элемента в двумерном пространстве.
12. Устройство по п. 8 или 9, в котором инструкции также содержат инструкции, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность
генерирования, на основании соотнесенного множества элементов и текущего состояния резания каждого элемента, показателя количественной доли элементов из указанного множества элементов, ранее полученных резанием, относительно количества элементов указанного множества элементов, и обеспечения выдачи полученного показателя для отображения.
13. Устройство по п. 8 или 9, в котором инструкции также содержат инструкции, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность:
извлечения информации о прогнозируемом износе режущего инструмента, обеспечивающей соотнесение прогнозируемой величины износа режущего инструмента для одного из множества режущих инструментов с параметрами резания,
извлечения информации о режущем инструменте, включающей информацию об измеренном износе режущего инструмента для каждого из множества режущих инструментов и описывающую предыдущую по времени измеренную величину износа режущего инструмента, вычисления прогнозируемой величины износа для каждого из множества режущих инструментов на основании информации об измеренном износе режущего инструмента, информации о прогнозируемом износе режущего инструмента и параметров резания для каждого режущего инструмента и
вычисления прогнозируемого использования режущего инструмента по меньшей мере частично на основании прогнозируемого износа режущего инструмента.
14. Устройство по п. 8 или 9, в котором инструкции также содержат инструкции, при исполнении которых компьютером, содержащим указанный процессор, обеспечена возможность:
измерения износа каждого из режущих инструментов после резания множества элементов,
обновления информации об измеренном износе режущего инструмента в соответствии с измеренным износом режущего инструмента после резания по меньшей мере одного элемента и
обеспечения выдачи обновленной информации об измеренном износе режущего инструмента для представления.
| US 2005222706 A1, 06.10.2005 | |||
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2010 |
|
RU2452595C2 |
| УСТРОЙСТВО ДЛЯ МОНИТОРИНГА РАБОТЫ В СВАРОЧНОЙ ЯЧЕЙКЕ СВАРОЧНОЙ СИСТЕМЫ | 2011 |
|
RU2597461C2 |
| US 2003023341 A1, 30.01.2003 | |||
| US 2016132039 A1, 12.05.2016. | |||

