Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к композитному листу, которому придают неровную геометрическую форму и в котором волокна поднимают с поверхностей выступов и углублений, и способу его изготовления.
[0002] Настоящее изобретение также относится к очищающему листу, предпочтительно используемому для захватывания и удаления волос, пыли или частиц мусора на полу, полках или стенах.
Уровень техники
[0003] Нетканая материя, которая имеет поднятые волокна, превосходно захватывает мусор или имеет приятную текстуру, и, таким образом, ее исследуют, чтобы применять материю к очищающему листу или косметическому листу. В качестве способа поднимания волокон, которым формируют нетканую материю, можно считать способы, в которых нетканую материю обрабатывают с использованием пробивной иглы или абразивной бумаги, или способы, в которых волос пересаживают в нетканую материю посредством способа пересадки волос.
[0004] Например, в патентной литературе 1 описана нетканая материя, которую подвергают поднимающей волокна обработке с использованием ворсовального валика, который используют в поднимающей волокна обработке тканой материи, чтобы разрушать часть волокон, образующих лист, тем самым поднимая волокна. В патентной литературе 2 описан впитывающий лист, в котором нетканую материю формируют посредством прилипания или сплетения волокон и часть волокон срезают с поверхности нетканой материи, а часть волокон расплетают и поднимают. В патентной литературе 3 описана нетканая материя, в которой волокна поднимают с использованием пробивной иглы.
[0005] Однако согласно способам, описанным в патентной литературе 1 и 2, подъем осуществляют посредством разрушения или резания части составных волокон и, таким образом, генерируют волокнистые отходы, что делает обрабатывающую машину грязной. Когда получаемую нетканую материю используют, например, для очищающего листа, волокнистые отходы нежелательно падают с листа. Кроме того, резание волокон обеспечивает сильное повреждение нетканой материи или листа. В частности, когда используют нетканую материю, образуемую посредством сплетения волокон, образуемая поднятая нетканая материя имеет проблему, связанную с прочностью сплетения. Кроме того, когда нетканую материю, описанную в патентной литературе 1, лист, описанный в патентной литературе 2, и нетканую материю, описанную в патентной литературе 3, используют, например, для очищающего листа, сложно захватывать частицы мусора.
[0006] С другой стороны, данный заявитель ранее предлагал толстый лист, в котором из ячеистого листа и подобной нетканой материи агрегатов волокон, образуемых посредством сплетения волокон, формируют трехмерную неровную геометрическую форму (см. патентную литературу 3). В соответствии с толстым листом, описанным в патентной литературе 3, лист может повторять неровный пол или щели из-за своей неровной геометрической формы, поскольку его используют в качестве очищающего листа из волокон, в котором используют разницу температур плавления между ячеистым листом и волокнами, и он может эффективно захватывать волосы и мусор, такой как хлопковая пыль. Данный заявитель ранее также предлагал очищающий лист, содержащий толстые волокна (патентная литература 4). Очищающий лист, описанный в патентной литературе 4, может удалять устойчивые загрязнения.
[0007] Однако в последнее время возросли требования к очищающему листу, способному, кроме того, эффективно захватывать волосы и мусор, такой как хлопковая пыль, и достаточно захватывать частицы мусора.
[0008] Далее, в качестве очищающего листа, известны листы, преимущественно содержащие нетканую материю, такую как гидросплетенная нетканая материя, в которой волокна, образующие нетканую материю, поднимают посредством поднимающей волокна обработки (взлохмачивания) (см., например, патентную литературу 1 и 2). Поднимающую волокна обработку, описанную в патентной литературе 1 и 2, осуществляют, прикладывая нетканую материю, подлежащую обработке, к периферийной поверхности валика, который имеет множество игл на его периферийной поверхности (опорный ворсовальный валик), и вращая его. Согласно патентной литературе 1 и 2, волокна, образующие нетканую материю, захватывают иглами на валике, и составные волокна режут, или составные волокна режут и сплетенные части расплетают посредством поднимающей волокна обработки для того, чтобы создавать множество поднятых волокон, таким образом, получая улучшенное захватывающее мусор свойство с помощью таких поднятых волокон.
[0009] Очищающий лист используют не только для очистки сухой поверхности, подлежащей очистке (или для захватывания сухого мусора), но также иногда можно использовать для очистки влажной поверхности, подлежащей очистке (или для захватывания влажного мусора). Следовательно, очищающий лист должен обладать высокими захватывающими мусор свойствами, позволяющими легко впитывать волосы и мусор, такой как пыль, и высокими удерживающими мусор свойствами, позволяющими удерживать захваченный мусор, без падения, независимо от того, является поверхность, подлежащая очистке, или мусор на поверхности, подлежащей очистке, сухим или влажным. Степень сухости поверхности, подлежащей очистке, или мусора влияет на захватывающие мусор свойства очищающего листа больше, чем незначительно, и когда поверхность, подлежащая очистке, или мусор является влажным, захватывающие мусор свойства очищающего листа иногда могут снижаться по сравнению со случаем, в котором они являются сухими. В дополнение к высоким захватывающим мусор свойствами и высоким удерживающим мусор свойствам, очищающий лист должен иметь прочность, достаточную для практического использования, и иметь как можно меньше падающих составных волокон. Однако очищающие листы, отвечающие всем этим свойствам, еще не предоставлены.
[0010] Патентная литература 1: JP-2007-190254 A
Патентная литература 2: EP 0959164 A1
Патентная литература 3: US 2005/255297 A1
Патентная литература 4: US 2002/106478 A1
Раскрытие изобретения
[0011] Настоящее изобретение, соответственно, предоставляет композитный лист, способный отвечать описанным выше требованиям.
[0012] Кроме того, настоящее изобретение относится к очищающему листу, который демонстрирует высокие захватывающие свойства и удерживающие свойства в отношении волос или мусора, такого как пыль, без какой-либо связи с сухим состоянием поверхности, подлежащей очистке, или мусора, и едва вызывает падение составных волокон.
[0013] В соответствии с настоящим изобретением предоставлен композитный лист, который содержит подобный нетканой материи агрегат волокон и ячеистый лист или термоскрепленную нетканую материю в качестве каркасного материала, причем агрегат волокон интегрируют в одну или обе стороны ячеистого листа или термоскрепленной нетканой материи в состоянии, в котором волокна, образующие агрегат волокон, сплетены друг с другом и с каркасным материалом. Композитному листу придают трехмерную неровную геометрическую форму с тем, чтобы иметь множество выступов и углублений. Составные волокна агрегата волокон поднимают с поверхностей выступов и углублений. Отношение числа составных волокон, которые поднимают с поверхности углублений и имеют высоту 1 мм или больше, к числу составных волокон, которые поднимают с поверхностей углублений и имеют высоту 0,1 мм или больше, составляет 25% или больше.
[0014] Кроме того, в соответствии с настоящим изобретением, предоставлен очищающий лист, содержащий агрегат волокон и основу, несущую агрегат волокон, причем волокна, образующие агрегат волокон, сплетены друг с другом и с основой, тем самым формируя состояние, в котором агрегат волокон как единое целое сплетен с основой, при этом концы волокон у составных волокон, имеющие длину 10 мм или более, которые формируют посредством поднимающей волокна обработки, выходят за пределы прямой линии, соединяющей контуры одной поверхности очищающего листа на виде сбоку очищающего листа.
Краткое описание чертежей
[0015]
На Фиг. 1 представлен вид в перспективе, показывающий один из вариантов осуществления композитного листа по настоящему изобретению.
На Фиг. 2 представлен разборный вид в перспективе композитного листа, представленного на Фиг. 1.
На Фиг. 3 представлен вид в разрезе по линии Y1-Y1 на Фиг. 1.
На Фиг. 4 представлен схематический вид, показывающий предпочтительное устройство изготовления композитного листа, представленного на Фиг. 1.
На Фиг. 5 представлен схематический вид, показывающий секцию поднимающей волокна обработки в обрабатывающем устройстве, представленном на Фиг. 4, если смотреть под углом.
На Фиг. 6 представлен схематический вид, показывающий секцию обеспечивающей неровную трехмерную геометрическую форму обработки в обрабатывающем устройстве, представленном на Фиг. 4, если смотреть под углом.
На Фиг. 7 представлен увеличенный вид в разрезе основной части секции, обеспечивающей неровную трехмерную геометрическую форму обработки, представленной на Фиг. 6.
На Фиг. 8 представлен поясняющий вид очищающего инструмента, используемого, когда композитный лист по настоящему изобретению используют в качестве очищающего листа.
На Фиг. 9(a) представлен схематический вид, показывающий стадию изготовления исходной материи в другом предпочтительном устройстве изготовления композитного листа, представленного на Фиг. 1, и на Фиг. 9(b) представлен схематический вид, показывающий стадию вторичной обработки (изготовления) в другом устройстве, описанном выше.
На Фиг. 10 представлен схематический вид, показывающий способ измерения числа поднятых составных волокон и высоты подъема поднятого волокна.
На Фиг. 11 представлен вид, показывающий пример, в котором высоту поднятого составного волокна измеряют с использованием режима перпендикулярных линий цифрового микроскопа.
На Фиг. 12 представлен схематический вид в перспективе, показывающий один из примеров очищающего листа по настоящему изобретению.
На Фиг. 13 представлен схематический вид в разрезе поперечного сечения по линии I-I на Фиг. 12.
На Фиг. 14 представлен увеличенный схематический вид сбоку, показывающий одну поверхность (поверхность, которую подвергали поднимающей волокна обработке) очищающего листа, представленного на Фиг. 12.
На Фиг. 15 представлен поясняющий вид для способа измерения длины выступа из агрегата волокон для конца волокна.
На Фиг. 16 представлен вид сверху, показывающий основу в очищающем листе, представленном на Фиг. 12.
На Фиг. 17(a)-(b) представлен вид сверху, показывающий основу в другом варианте осуществления настоящего изобретения.
На Фиг. 18 представлен контурный вид, показывающий производственное устройство, которое можно использовать при изготовлении очищающего листа, представленного на Фиг. 12.
На Фиг. 19 представлен контурный вид, показывающий производственное устройство (устройство для поднимающей волокна обработки), который можно использовать при изготовлении очищающего листа, представленного на Фиг. 12.
Осуществление изобретения
[0016] Композитный лист по настоящему изобретению объяснен на основе приведенного ниже предпочтительного варианта осуществления со ссылкой на чертежи. На Фиг. 1 представлен один из вариантов осуществления композитного листа по настоящему изобретению, а на Фиг. 2 представлен разборный вид в перспективе, показывающий композитный лист, представленный на Фиг. 1. Композитный лист 1A по настоящему варианту осуществления (далее в настоящем документе его также могут обозначать как «композитный лист 1A») представляет собой лист, в котором подобные нетканой материи агрегаты 12 волокон интегрируют с обеих сторон 11a и 11b ячеистого листа или термоскрепленной нетканой материи, которая служит в качестве каркасного материала 11, в состоянии, в котором волокна 13, образующие агрегат волокон, сплетают друг с другом и также с каркасным материалом 11. Более подробно, как показано на Фиг. 1-3, композитный лист 1A имеет два агрегата 12 волокон, и каркасный материал 11, который располагают между агрегатами 12 волокон и который несет каждый агрегат 12 волокон. Волокна 13, образующие каждый агрегат 12 волокон, сплетают друг с другом, а также сплетают с каркасным материалом 11, тем самым интегрируя каркасный материал 11 в агрегаты 12 волокон на обеих сторонах 11a и 11b каркасного материала 11. Агрегат 12 волокон располагают на одной поверхности 1a и другой поверхности 1b, находящейся на противоположной стороне таким образом образованного композитного листа 1A.
В следующем объяснении в целом определяют, что направление MD вдоль направления ориентации волокна представляет собой продольное направление X, а направление CD, перпендикулярное ему, представляет собой направление ширины Y, если смотреть в направлении ориентации 13 волокон, образующих агрегат 12 волокон.
[0017] В композитном листе по настоящему изобретению, как показано на Фиг. 1, предусмотрена трехмерная неровная геометрическая форма с тем, чтобы лист имел множество выступов 2 и углублений 3. Выступы 2 и углубления 3 формируют в выступающем или углубленном состоянии в направлении толщины T. Более подробно, композитный лист 1A имеет множество выступов 2, 2…, сформированных выступающими с другой стороны поверхности 1b на первую сторону поверхности 1a. В композитном листе 1A выступы 2, как показано на Фиг. 1, располагают с определенными интервалами с тем, чтобы они формировали линии в продольном направлении X и направлении ширины Y композитного листа 1A, посредством чего формируют чередующийся паттерн расположения. Углубления 3, 3… формируют между выступами 2, 2…, и они также формируют чередующийся паттерн расположения. Выступы 2 и углубления 3 поочередно встречаются в продольном направлении X, и также поочередно встречаются в направлении ширины Y. Посредством этой структуры, композитному листу 1A придают трехмерную неровную геометрическую форму в целом.
[0018] Как показано на Фиг. 1, выступ 2 на композитном листе 1A имеет почти полусферическую форму и углубление 3 также имеет такую же геометрическую форму, как указано выше. Когда композитный лист 1A конкретно используют в качестве очищающего листа, предпочтительно геометрическая форма выступа 2 и интервал между выступами на одной поверхности 1a являются почти такими же, как те, что на другой поверхности 1b, обе поверхности 1a и 1b предпочтительно имеют одинаковые свойства. Выступы 2 на одной поверхности 1a и углубления 3 на другой поверхности 1b взаимосвязаны как лицевая и обратная стороны и, аналогичным образом, углубления 3 на одной поверхности 1a и выступы 2 на другой поверхности 1b предпочтительно взаимосвязаны как лицевая и обратная стороны. Кроме того, выступ 2 предпочтительно имеет обратную геометрическую форму относительно геометрической формы углубления 3.
[0019] В квадратной области 10×10 см на одной поверхности 1a композитного листа 1A, предпочтительно 50 или больше выступов 2, более предпочтительно 100 или больше выступов 2 формируют в какой-либо области одной поверхности 1a и предпочтительно формируют 850 или меньше выступов 2, более предпочтительно 600 или меньше выступов 2. Более подробно, предпочтительно от 50 до 850 выступов, более предпочтительно от 100 до 600 выступов формируют в этой области. Когда число выступов 2 корректируют до диапазона, описанного выше, выступы 2 и углубления 3 располагают равномерно и, таким образом, когда композитный лист 1A по настоящему варианту осуществления используют, например, для очищающего листа, получаемый очищающий лист может эффективно захватывать волосы и мусор, такой как хлопковая пыль, и имеет превосходные захватывающие частицы мусора свойства.
[0020] Когда композитный лист 1A по настоящему варианту осуществления используют, например, для очищающего листа, площадь выступа 2 на виде сверху предпочтительно составляет 1 мм2 или больше, более предпочтительно 4 мм2 или больше и предпочтительно 100 мм2 или меньше, более предпочтительно 25 мм2 или меньше, в отношении захватывающих пыль свойств и стабильного сохранения неровной геометрической формы. Более подробно, площадь предпочтительно составляет от 1 до 100 мм2, более предпочтительно от 4 до 25 мм2. То же самое применимо к площади углубления 3 на виде сверху. По тем же причинам интервал между выступами 2 и 2 или углублениями 3 и 3 в продольном направлении X предпочтительно составляет 1 мм или больше, более предпочтительно 4 мм или больше и предпочтительно 20 мм или меньше. Более подробно, интервал предпочтительно составляет от 1 до 20 мм, более предпочтительно от 4 до 20 мм. То же самое применимо к интервалу между выступами 2 и 2 и интервалу между углублениями 3 и 3 в направлении ширины Y.
Как видно из предпочтительного способа изготовления композитного листа 1A, описанного ниже, геометрическая форма, размер и расположение выступов 2 и углублений 3 на композитном листе 1A можно свободно проектировать в зависимости от выгравированного паттерна на валике для тиснения.
[0021] В композитном листе по настоящему изобретению, как показано на Фиг. 1 и 3, не только волокна 13, образующие агрегат 12 волокон, поднимают с поверхности выступов 2, но также волокна 13, образующие агрегат 12 волокон, поднимают с поверхности углублений 3. В композитном листе по настоящему изобретению, отношение числа составных волокон, которые поднимают с поверхностей углублений 3 и имеют высоту 1 мм или больше, к числу составных волокон, которые поднимают с поверхностей углублений 3 и имеют высоту 0,1 мм или больше, (число составных волокон, которые поднимают с поверхностей углублений 3, с высотой 1 мм или больше/число составных волокон, которые поднимают с поверхностей углублений 3, с поверхностей углублений 3 и имеют высоту 0,1 мм или больше) составляет 25% или больше. Здесь «поднимающий волокно» в настоящем изобретении относится не только к состоянию, в котором концы волокон выступают из поверхности листа и состоянию, в котором петлевидные волокна выступают из поверхности листа (концы волокон не видны), но также к случаям, в которых внешнее усилие (физическое усилие), обусловленное машиной, прикладывают к агрегату 12 волокон, например, агрегат 12 волокон подвергают поднимающей волокна обработке для того, чтобы поднимать составные волокна с тем, чтобы отношение числа составных волокон, которые поднимают с поверхностей углублений 3, с высотой 1 мм или больше, к числу составных волокон, которые поднимают с поверхностей углублений 3, с высотой 0,1 мм или больше, составляло 25% или больше, тем самым образуя состояние, в котором концы волокон выступают из поверхности листа или состояния, в котором петлевидные волокна выступают из поверхности листа. Дополнительно, отношение числа составных волокон, которые поднимают, с высотой 1 мм или больше не имеет конкретного верхнего предела, и чем больше высота, тем лучше лист, но когда отношение составляет приблизительно 60%, можно получать удовлетворительные эффекты.
[0022] В композитном листе имеют место как поднятые волокна в состоянии, в котором их концы выступают, так и петлевидные волокна. Говоря подробнее о композитном листе 1A, как показано на Фиг. 3, высота составных волокон 13, поднятых с поверхности углубления 3, больше таковой у составных волокон 13, поднятых с поверхности выступа 2. Здесь «высота поднятого составного волокна 13 (высота подъема поднятого волокна)» относится к высоте от поверхности выступа 2 или углубления 3 до кончика поднятого волокна в естественном состоянии и не относится к высоте от поверхности выступа 2 или углубления 3 в состоянии, в котором вытянуто поднятое составное волокно 13. Как описано подробно в способе изготовления, композитный лист 1A, как описано ниже, поскольку поднимающую волокна обработку осуществляют перед обеспечивающей неровную геометрическую форму обработкой, высоты подъема поднятых волокон равны друг другу непосредственно после поднимающей волокна технологической обработки. Как в объяснении способа изготовления композитного листа, описанном ниже, композитный лист по настоящему изобретению подвергают поднимающей волокна обработке, к нему применяют обеспечивающую неровную геометрическую форму обработку, и осуществляют собирание на валики и производственное собирание, тем самым помещая лист на другой лист. В это время составные волокна 13, которые поднимают в местоположениях на выступах 2, разрушают, но сохраняют состояния для поднятых волокон из составных 13 волокон, которые поднимают в местоположениях в углублении 3. Таким образом, в композитном листе по настоящему изобретению, кажущаяся высота подъема составных 13 волокон, поднятых в местоположениях в углублениях 3, становится выше в естественном состоянии, и лист формируют в состоянии, представленном на Фиг. 3.
[0023] Когда используют, например, для очищающего листа, отношение высоты (h3) составного волокна 13, которое поднимают на нижней части углубления 3, к высоте (h2) составного волокна 13, которое поднимают на верхней части выступа 2 (h3/h2) предпочтительно составляет 1 или больше, и предпочтительно 3 или меньше, более предпочтительно 2 или меньше, с точки зрения захватывающих волосы свойств и удерживающих свойств, позволяющих удерживать захваченный мусор без падения. Более подробно, отношение предпочтительно составляет от 1 до 3, более предпочтительно от 1 до 2. Высота (h2) составного волокна 13, которое поднимают на выступе 2, предпочтительно составляет 0,5 мм или больше, более предпочтительно 1 мм или больше и предпочтительно 30 мм или меньше, более предпочтительно 20 мм или меньше. Более подробно, высота h2 предпочтительно составляет от 0,5 до 30 мм, более предпочтительно от 1 до 20 мм. Высота (h3) составного волокна 13, которое поднимают на углублении 3, предпочтительно составляет 0,5 мм или больше, более предпочтительно 1 мм или больше и предпочтительно 30 мм или меньше, более предпочтительно 20 мм или меньше. Более подробно, высота h3 предпочтительно составляет от 0,5 до 30 мм, более предпочтительно от 1 до 20 мм.
Число составных 13 волокон, которые поднимают на выступах 2, предпочтительно составляет 5 или больше волокон/10 мм ширины, более предпочтительно 10 или больше волокон/10 мм ширины и предпочтительно 80 или меньше волокон/10 мм ширины, более предпочтительно 50 или меньше волокон/10 мм ширины. Более подробно, число предпочтительно составляет от 5 до 80 волокон/10 мм ширины, более предпочтительно от 10 до 50 волокон/10 мм ширины. Число составных 13 волокон, которые поднимают в углублениях 3, предпочтительно составляет 5 или больше волокон/10 мм ширины, более предпочтительно 10 или больше волокон/10 мм ширины, и предпочтительно 80 или меньше волокон/10 мм ширины, более предпочтительно 50 или меньше волокон/10 мм ширины. Более подробно, число предпочтительно составляет от 5 до 80 волокон/10 мм ширины, более предпочтительно от 10 до 50 волокон/10 мм ширины.
Высота и число поднятых составных 13 волокон измеряют согласно следующим способам измерения.
[0024]
<Получение образца для наблюдений>
Два несколько больших образца для наблюдений (приблизительно от 60 до 70 мм в направлении CD и приблизительно 50 мм в направлении MD) вырезали из композитного листа 1A с тем, чтобы можно было наблюдать область для наблюдений шириной 50 мм, и, как показано на Фиг. 10, композитный лист 1A складывали вдвое с тем, чтобы он разделялся в направлении MD, и его фиксировали на черном многослойном картоне. Когда образец для наблюдений складывают вдвое, образец складывают по линии сгиба в положении, где неровную геометрическую форму образца для наблюдений можно наблюдать на виде в поперечном разрезе. Линия сгиба представляет собой линию, проходящую через почти центр множества выступов и углублений. Сложенную вдвое часть, подлежащую наблюдению слегка трут 5 раз щеткой (щетка № 812 для общего использования, изготовленная в KOMERI Co., Ltd, 30 мм) в направлении от образца для наблюдений к черному многослойному картону для того, чтобы свободно наблюдать поднятые составные волокна. Здесь обработку щеткой осуществляют не для того, чтобы поднимать волокна, а для того, чтобы свободно наблюдать состояние волокон, поднятых с помощью легкого трения об них. Обработкой щеткой управляют с тем, чтобы усилие, прикладываемое к области, подлежащей измерению, 93 (усилие перемещения) находилось в пределах диапазона от 5 до 15 гс во время перемещения щетки. Усилие перемещения можно измерять с использованием весов, и его можно корректировать, исходя из измеряемых значений.
[0025]
<Фактическое измерение числа поднятых волокон и высоты подъема>
Образец для наблюдений, который складывают вдвое, как описано выше, наблюдают с использованием цифрового микроскопа (модель VHX-500) производства компании KEYENCE Corporation при 20-кратном увеличении. Как показано на Фиг. 11, измерение осуществляют с использованием режима перпендикулярных линий в режимах измерения цифрового микроскопа. После того, как задают эталонную линию выступа 2 или часть прогиба (углубление 3), максимальную точку поднятого составного волокна 13 измеряют в диапазоне выступа 2 или углубления 3. Высоту подъема измеряют в диапазоне приблизительно от 0,1 мм, и принимают значения 0,1 мм или больше. Измеряют два или более образца для наблюдений (n=2 или больше), и высоты подъема поднятых волокон измеряют фактически, и подсчитывают число поднятых волокон для всех выступов 2 и углублений 3 в области для наблюдений, которая имеет ширину 50 мм. Здесь число поднятых составных волокон на выступах 2 или углублениях 3 получают, если объяснять подробно, взяв, например, выступ 2 в качестве примера, посредством получения числа (TN) всех волокон во всех выступах 2 в наблюдаемом диапазоне, который имеет ширину 50 мм, получения общей длины (TL) всех выступов 2 в диапазоне измерений числа поднятых волокон, как показано на Фиг. 11, и перевода указанного выше числа в число поднятых волокон на выступах 2 на 10 мм длины. В частности, число можно получать посредством следующей формулы:
Число составных волокон на выступах 2
(волокна/10 мм) = TN×10/TL
Дополнительно, число (волокна/10 мм) поднятых составных волокон в углублениях 3 можно получать аналогичным образом, как указано выше.
[0026] Высота поднятого волокна поднятых составных 13 волокон представляет собой наибольшую высоту относительно эталонной линии. Конец волокна поднятых составных 13 волокон не обязательно является самым высоким, но петлевидная часть иногда может представлять являться самой высокой. Когда составные волокна 13 поднимают в состоянии, в котором они образуют петлевидную форму, покрывающую выступ 2 и углубление 3, число волокон определяют как одно на выступе 2 и одно на углублении 3, и высоту определяют как высоту, измеряемую от эталонной линии выступа 2 и углубления 3.
В способе, описанном выше, измерение высоты подъема поднятых волокон осуществляют для поднятых составных волокон (поднятых волокон), которые имеют высоту 0,1 мм или больше.
Дополнительно, высота подъема h2 или h3 поднятых волокон представляет собой средние значения измеряемых высот подъема.
[0027] Отношение составных волокон с высотой подъема 1 мм или больше в поднятых составных волокнах 13 в углублениях 3 обычно бывает выше, чем отношение поднятых составных волокон 13 на выступах 2. Однако, когда комбинируют волокна, которые имеют большой диаметр волокна, сложно разрушать волокна на выступах 2 из-за высокой жесткости толстых волокон; как результат, нет необходимости увеличивать долю волокон, имеющих высоту 1 мм или больше, в углублениях 3. Расстояние (глубина) от низа углубления 3 до верха выступа 2 принимают равным высоте 1 мм.
Для поднятых составных 13 волокон в углублениях 3, отношение поднятых составных волокон, имеющих высоту подъема 1 мм или больше, ко всем поднятым волокнам предпочтительно составляет 30% или больше, более предпочтительно 40% или больше, и предпочтительно 95% или меньше. Более подробно, отношение предпочтительно составляет от 30 до 95%, более предпочтительно от 40 до 95%.
Для поднятых составных 13 волокон на выступах 2, отношение поднятых составных волокон, имеющих высоту подъема 1 мм или больше, ко всем поднятым волокнам составляет 20% или больше, более предпочтительно 40% или больше и предпочтительно 90% или меньше, более предпочтительно 80% или меньше. Более подробно, отношение предпочтительно составляет от 20 до 90%, более предпочтительно от 40 до 80%.
Кроме того, происходит снижение общего числа волокон, поскольку происходит увеличение комбинированной доли волокон, которые имеют большой диаметр волокна, по сравнению с волокнами, которые имеют такую же основную массу и малый диаметр волокна. Как результат, число поднятых волокон стремится к снижению.
Долю поднятых составных волокон, имеющих высоту подъема 1 мм или больше, можно получать из фактического измерения числа поднятых волокон и высоты подъема, описанного выше.
[0028] Среди поднятых составных 13 волокон с поверхностей углублений 3 имеют место петлевидные волокна, как показано на Фиг. 10. Когда используют композитный лист 1A, например, для очищающего листа, отношение петлевидных волокон к поднятым волокнам предпочтительно составляет 2% или больше, более предпочтительно 5% или больше и предпочтительно 70% или меньше, более предпочтительно 50% или меньше, с точки зрения эффекта, в котором частицы мусора захватывают или улавливают с тем, чтобы повысить долю захватываемого мусора. Более подробно, доля предпочтительно составляет от 2 до 70%, более предпочтительно от 5 до 50%. Здесь «петлевидное волокно» не относится к волокну, которое имеет свободные концы, а относится к волокну, которое не имеет свободных концов на обоих своих концах.
То же самое применимо к отношению петлевидных волокон к поднятым составным волокнам 13 с поверхностей выступов 2. Петлевидные волокна включают от «поверхности выступа» до «части секции, переходящей от выступа к углублению», от «поверхности углубления» до «части секции, переходящей от углубления к выступу», и петлевидную форму, образуемую посредством перекрывания составными волокнами 13 от «поверхности выступа» до «поверхности углубления». Долю петлевидных волокон измеряют следующим образом:
[0029]
[Способ измерения доли петлевидных волокон] Когда измеряют фактические высоту и число поднятых волокон в [способе измерения высоты поднятых составных волокон], описанном выше, измеряют фактическое число петлевидных волокон и число всех поднятых волокон. Наивысшую точку поднятых волокон петлевидной формы от поверхности выступа или поверхности углубления определяют как высоту подъема поднятого волокна, и число волокон считают как единица. Когда составные волокна перекрывают от поверхности выступа до поверхности углубления в форме петли, число волокон равно одному в каждом месте, и измеряют фактическую высоту подъема от эталонной линии в каждом месте.
[0030] Когда используют композитный лист 1A, например, для очищающего листа, толщина композитного листа 1A, т.е. расстояние между верхом выступа 2 на одной поверхности 1a и верхом выступа 2 на другой поверхности 1b предпочтительно составляет 0,5 мм или больше, более предпочтительно 1,0 мм или больше и предпочтительно 7,0 мм или меньше, более предпочтительно 4,0 мм или меньше. Более подробно, толщина предпочтительно составляет от 0,5 до 7,0 мм, более предпочтительно от 1,0 до 4,0 мм. Толщину композитного листа 1A измеряют при нагрузке 0,3 кПа с использованием, например, толстомера производства компании DAIEI KAGAKU SEIKI MGF. Co., Ltd. (модель FS-60DS). Эта нагрузка соответствует давлению, которое измеряют, когда на композитный лист 1A слегка нажимают рукой. Этот толстомер имеет площадь прижимной лапки 20 см2 (диаметр 50,5 мм).
[0031] Кроме того, композитный лист 1A имеет толщину под нагрузкой больше указанных выше 0,7 кПа предпочтительно 0,5 мм или больше, более предпочтительно 1 мм или больше и предпочтительно 6 мм или меньше, более предпочтительно 3 мм или меньше. Более подробно, толщина предпочтительно составляет от 0,5 до 6 мм, более предпочтительно от 1 до 3 мм, с точки зрения сохранения объемности, когда используют композитный лист 1A. Эта нагрузка почти соответствует нагрузке, прикладываемой, когда композитный лист 1A прикрепляют к очищающему инструменту, и пол или тому подобное очищают с использованием инструмента. Толщину под нагрузкой 0,7 кПа измеряют, например, посредством корректировки массы груза в толстомере, описанном выше.
[0032] Когда используют композитный лист 1A, например, для очищающего листа, основная масса композитного листа 1A предпочтительно составляет 30 г/м2 или больше, более предпочтительно 40 г/м2 или больше и предпочтительно 110 г/м2 или меньше, более предпочтительно 80 г/м2 или меньше, с точки зрения прочности листа, захватывающей способности, проникающих свойств захватываемых материалов и эффективности получения. Более подробно, основная масса предпочтительно составляет от 30 до 110 г/м2, более предпочтительно от 40 до 80 г/м2.
[0033] Для каркасного материала 11 композитного листа 1A предусмотрена трехмерная неровная геометрическая форма с тем, чтобы материал имел множество выступов 2 и углублений 3. Как видно из предпочтительного способа изготовления композитного листа 1A, описанного ниже, обеспечение этой неровной геометрической формы основано на тепловой деформации или пластической деформации, посредством чего эту трехмерную неровную геометрическую форму стабильно сохраняют на каркасном материале 11.
В композитном листе 1A, температура плавления материала, образующего каркасный материал 11, является наименьшей среди материалов волокон, образующих композитный лист 1A, исходя из точки зрения, которая описана выше. В случае, когда каркасный материал 11 формируют из ячеистого листа, как описано ниже, или в случае, когда его формируют из материала, отличного от указанного выше, такого как нетканая материя, предпочтительно, чтобы температура плавления материала, образующего каркасный материал 11, была ниже температуры плавления материалов 13 волокон, образующих агрегат 12 волокон, описанный ниже, и если композитный лист 1A имеет материалы, образующие композитный лист 1A, отличные от каркасного материала 11 и агрегата 12 волокон, предпочтительно температура плавления материала, образующего каркасный материал ниже температуры плавления этих материалов волокон.
[0034] Каркасный материал 11 композитного листа 1A формируют из ячеистого листа. Ячеистый лист, образующий каркасный материал 11, как показано на Фиг. 2, в целом представляет собой ячеистую сеть из смолы. Ячеистый лист имеет диаметр проволоки предпочтительно 50 мкм или больше, более предпочтительно 100 мкм или больше и предпочтительно 600 мкм или меньше, более предпочтительно 400 мкм или меньше. Более подробно, диаметр проволоки предпочтительно составляет от 50 до 600 мкм, более предпочтительно от 100 до 400 мкм. Расстояние между проволоками предпочтительно составляет 2 мм или больше, более предпочтительно 4 мм или больше и предпочтительно 30 мм или меньше, более предпочтительно 20 мм или меньше. Более подробно, расстояние предпочтительно составляет от 2 до 30 мм, более предпочтительно от 4 до 20 мм. Ячеистый лист может давать тепловую усадку или нет.
[0035] В качестве материала, образующего ячеистый лист, можно использовать, например, материалы, описанные в третьей колонке, строки 39-46 описания в патенте США № 5525397. Особенно предпочтительно использовать различные термопластические смолы. Материал, образующий ячеистый лист, предпочтительно является эластическим, поскольку даже если нагрузку прикладывают к композитному листу 1A, можно сохранять объемность. Конкретные его примеры могут включать полиолефиновые смолы, полиэфирные смолы, полиамидные смолы, акрилонитриловые смолы, виниловые смолы, винилиденовые смолы и т.п. Полиолефиновая смола может включать полиэтилен, полипропилен, полибутилен и т.п. Полиэфирная смола может включать полиэтилентерефталат, полибутилентерефталат и т.п. Полиамидная смола может включать нейлон и т.п. Виниловая смола может включать поливинилхлорид и т.п. Винилиденовая смола может включать поливинилиденхлорид и т.п. Также можно использовать их модифицированные смолы и их смеси.
[0036] Для каркасного материала 11 композитного листа 1A, нетканую материю, бумагу, пленку можно использовать в дополнение к сетчатому ячеистому листу, и предпочтительно использовать нетканую материю с точки зрения силы сцепления, обусловленной сплетением с материалом волокна 13, образующим агрегат 12 волокон. Нетканая материя может включать, например, термоскрепленные нетканые материи. В качестве термоскрепленной нетканой материи можно использовать пропускающие воздух нетканые материи, нетканые материи Spunbond и нетканые материи Pointbond, и предпочтительно использовать нетканую материю Spunbond с точки зрения прочности в качестве каркасного материала и силы сцепления с агрегатом волокон. Нетканая материя Spunbond предпочтительно имеет воздухопроницаемость от 0,1 до 1000 см3/(см2⋅с), с точки зрения связывания с составными волокнами 13. Нетканая материя Spunbond имеет основную массу предпочтительно от 10 до 50 г/м2, более предпочтительно 10 г/м2 или больше и 30 г/м2 или меньше.
[0037] Различные термопластические смолы предпочтительно используют в качестве материала, образующего термоскрепленную нетканую материю. Нетканая материя, обладающая эластичностью, является предпочтительной в качестве материала, образующего термоскрепленную нетканую материю, поскольку даже если нагрузку прикладывают к композитному листу 1A, его объемность сохраняется. Следует отметить выбор материала, обладающего наименьшей температурой плавления среди материалов, образующих композитный лист. В частности, примеры могут включать полиолефиновые смолы, полиэфирные смолы, полиамидные смолы, акрилонитриловые смолы, виниловые смолы, винилиденовые смолы и т.п. Полиолефиновая смола может включать полиэтилен, полипропилен, полибутилен и т.п. Полиэфирная смола может включать полиэтилентерефталат, полибутилентерефталат и т.п. Полиамидная смола может включать нейлон и т.п. Виниловая смола может включать поливинилхлорид и т.п. Винилиденовая смола может включать поливинилиденхлорид и т.п. Также можно использовать их модифицированные смолы и их смеси.
[0038] Агрегаты 12 волокон, которые образуют одну поверхность 1a и другую поверхность 1b композитного листа 1A, представляют собой нетканую материю, образуемую посредством сплетения волокон волокнистого полотна, преимущественно образованного из волокон, и расположены слоями на каркасном материале 11. Агрегаты 12 волокон интегрируют в каркасный материал 11 вдоль неровных геометрических форм каркасного материала 11 трехмерной неровной геометрической формы. Эта структура дает трехмерную геометрическую форму, которая имеет множество выступов 2 и углублений 3 в композитном листе 1A в целом. Геометрические формы выступов 2 и углублений 3 в композитном листе 1A, соответственно, представляют собой почти то же самое, что и геометрические формы выступов и углублений на каркасном материале 11.
[0039] В качестве агрегата 12 волокон можно использовать гидросплетенную нетканую материю, образуемую способом гидросплетения или посредством пробивной иглы, и в композитном листе 1A гидросплетенную нетканую материю используют с точки зрения производительности и захватывающих свойств. Гидросплетенная нетканая материя агрегата волокон на одной стороне имеет основную массу предпочтительно 10 г/м2 или больше, более предпочтительно 15 г/м2 или больше и предпочтительно 50 г/м2 или меньше, более предпочтительно 40 г/м2 или меньше с точки зрения ограничений производственной машины, прочности листа и захватывающих свойств в качестве очищающего листа. Более подробно, основная масса предпочтительно составляет от 10 до 50 г/м2, более предпочтительно от 15 до 40 г/м2. Когда агрегат 12 волокон гидросплетенной нетканой материи располагают слоями на каждой поверхности каркасного материала 11, гидросплетенная нетканая материя может иметь такую же основную массу или другую основную массу.
[0040] В качестве волокна 13, образующего агрегат 12 волокон, можно использовать волокна, обычно используемые для формирования различной нетканой материи, и его примеры могут включать полиолефины, такие как полиэтилен (PE) и полипропилен (PP); сложные полиэфиры, такие как полиэтилентерефталат (PET) и полибутилентерефталат (PBT); полиамиды, такие как нейлон (зарегистрированный товарный знак) и нейлон 6; синтетические волокна, получаемые из синтетической смолы, такой как акриловая смола (термопластическое волокно); природную целлюлозу, такую как хлопок, регенерированные целлюлозные волокна, такие как вискоза, биоразлагаемые волокна, например, из полимолочной кислоты, и т.п. Составное волокно 13 можно формировать из мононити, содержащей одну смолу, или конъюгированного волокна, содержащего две или более смолы, которые имеют температуру плавления, отличную от других. Конъюгированное волокно может включать конъюгированные волокна со структурой ядро-оболочка, которые имеют оболочечную часть, образованную из смолы с относительно низкой температурой плавления (смола с низкой температурой плавления), и ядерную часть, образованную из смолы с относительно высокой температурой плавления (смола с высокой температурой плавления); параллельные конъюгированные волокна, в которых смолу с низкой температурой плавления и смолу с высокой температурой плавления располагают на линии в предварительно определяемом направлении и т.п.
[0041] Предпочтительно агрегат 12 волокон формируют посредством смешивания составных 13 волокон двух или более типов, диаметр волокна которых отличается от других в два раза или больше с точки зрения объемности, очищающих свойств и формуемости структуры с большим пространством между волокнами. Агрегат 12 волокон имеет отношение составных волокон, которые имеют диаметр волокна от 5 до 20 мкм (которые далее в настоящем документе также можно обозначать как волокна, которые имеют малый диаметр волокна), ко всем составным волокна предпочтительно 10% по массе или больше, более предпочтительно 30% по массе или больше и предпочтительно 90% по массе или меньше, более предпочтительно 70% по массе или меньше. Более подробно, отношение предпочтительно составляет от 10 до 90% по массе, более предпочтительно от 30 до 70% по массе. Агрегат 12 волокон имеет отношение составных волокон, которые имеют диаметр волокна от 20 до 60 мкм (которые далее в настоящем документе также можно обозначать как волокна, имеющие больший диаметр волокна), ко всем составным волокнам предпочтительно 10% по массе или больше, более предпочтительно 30% по массе или больше и предпочтительно 90% по массе или меньше, более предпочтительно 70% по массе или меньше. Более подробно, отношение предпочтительно составляет от 10 до 90% по массе, более предпочтительно от 30 до 70% по массе.
Предпочтительно диаметр волокна у волокна, имеющего большой диаметр волокна, отличается от такового у волокна, имеющего малый диаметр волокна, в два раза или больше, более предпочтительно 2,5 раза или больше, с точки зрения соответствия производственной машине, сплетающих свойств волокна и очищающих свойств листа.
Диаметр волокна составного волокна измеряют следующим образом:
[0042]
[Способ измерения диаметра волокна] Случайно выбирают пять составных волокон 13, образующих агрегат 12 волокон, диаметр волокна каждого извлеченного составного волокна 13 измеряют с использованием микроскопа и определяют среднее значение для пяти измеряемых значений в качестве диаметр волокна у волокна. Когда агрегат 12 волокон содержит составные волокна 13 двух или более типов, которые имеют диаметр волокна, отличающийся друг от друга, диаметр каждого волокна измеряют согласно процедурам, описанным выше.
Также возможно получать приблизительное значение из вычисления тонины, основываясь на следующих формулах.
дтекс=πr2×10000×ρ×10-6
r=√(дтекс/(πρ×10-2)), φмкм=2r
[0043] Далее объяснен предпочтительный способ изготовления композитного листа по настоящему изобретению со ссылкой на Фиг. 4-7. Согласно данному производственному способу, сначала волокнистое полотно располагают слоями на одной поверхности или обеих поверхностях каркасного материала 11. После этого составные волокна 13 волокнистого полотна сплетают друг с другом и составные волокна 13 сплетают с каркасным материалом 11 посредством высокого давления струи воды, а затем получаемый продукт сушат, посредством чего подобный нетканой материи агрегат 12 волокон формируют из волокнистого полотна и одновременно агрегат 12 волокон интегрируют в каркасный материал 11. Впоследствии получаемый интегрированный лист подают в валик с выступами, который имеет множество выступов на своей периферийной поверхности, посредством чего одну поверхность или обе поверхности листа подвергают поднимающей волокна обработке, а затем лист, который подвергали поднимающей волокна обработке, пропускают между парой валиков для тиснения, которые имеют множество неровностей и сцеплены друг с другом для того, чтобы осуществлять горячее тиснение, посредством чего множество частей листа подвергают обеспечивающей неровную геометрическую форму обработке с тем, чтобы лист имел неровную геометрическую форму, соответствующую неровной геометрической форме валиков для тиснения.
[0044] На Фиг. 4 представлено производственное устройство 20, которое предпочтительно используют в способе изготовления композитного листа 1A по настоящему варианту осуществления. Производственное устройство 20 грубо делится от стороны впуска в направлении стороны выпуска, на наслаивающую секцию 20A, сплетающую секцию 20B, секцию 20C поднимающей волокна обработки, секцию 20D обеспечивающей неровную трехмерную геометрическую форму обработки и охлаждающую секцию 20E.
Стрелка, обозначенная символом x, на каждом чертеже показывает направление композитного листа 1A во время изготовления и соответствует направлению MD (продольное направление X) вдоль направления ориентации волокон; и стрелка, обозначенная символом y, на каждом чертеже показывает направление оси вращения валика и соответствует направлению CD (направлению ширины Y).
[0045] Наслаивающая секция 20A, как показано на Фиг. 4, содержит, от стороны впуска в направлении стороны выпуска, чесальные машины 21A и 21B, которые соответствующим образом изготавливают волокнистые полотна 10a и 10b; выпускающие валики 22 и 22 волокнистых полотен 10a и 10b; и выпускающий валик 24, который выпускает лентовидный каркасный материал 11 с рулонной исходной материи 23 каркасного материала 11.
[0046] Сплетающая секция 20B, как показано на Фиг. 4, содержит, от стороны впуска в направлении стороны выпуска, поддерживающую полотно ленту 25A бесконечной ленты и водоструйные сопла 26A, которые сплетают составные волокна в потоке воды с одной стороны поверхности (одна поверхность, верхняя поверхность) наслоенного продукта 5, описанного ниже, поддерживающее полотно ленту 25B бесконечной ленты и водоструйные сопла 26B, которые сплетают составные волокна в потоке воды с другой стороны поверхности (оставшаяся поверхность, нижняя поверхность) наслоенного продукта 5, описанного ниже, на стороне выпуска поддерживающей полотно ленты 25A, и сушилку 27 на стороне выпуска указанного выше.
[0047] Секция 20C поднимающей волокна обработки представляет собой секцию, в которой волокна, образующие ламинат 6 (исходный лист композитного листа 1A), описанный ниже, подвергают поднимающей волокна обработке и, как показано на Фиг. 4, от стороны впуска в направлении стороны выпуска, содержит валик с выступами 31, который имеет выступы 310 на его периферийной поверхности, и a валик с выступами 34, который имеет выступы 340 на его периферийной поверхности. Несмотря на то, что валик с выступами 31 и валик с выступами 34 представляют собой одинаковые валики, валик с выступами 31 представляет собой валик, поднимающий волокна на одной поверхности ламината 6 после интеграции, описанной ниже, а валик с выступами 34 представляет собой валик, поднимающий волокна на другой поверхности (оставшаяся поверхность) ламината 6 после интеграции, описанной ниже. Валики с выступами 31 и 34 имеют цилиндрическую геометрическую форму и выполнены из металла, такого как алюминиевый сплав или сталь. Валики с выступами 31 и 34 вращают посредством движущей силы, передаваемой с приводного средства (не показанного на чертежах) на ось вращения валика. Скоростью вращения (периферийной скоростью V3) валика с выступами 31 и скоростью вращения (периферийной скоростью V4) валика с выступами 34 управляют посредством управляющей секции (не показана на чертеже), предусмотренной в производственном устройстве 20. Здесь периферийная скорость V3 валика с выступами 31 относится к скорости на поверхности валика с выступами 31 и, аналогичным образом, периферийная скорость V4 валика с выступами 34 относится к скорости на поверхности валика с выступами 34.
[0048] Секция 20C поднимающей волокна обработки, как показано на Фиг. 4 и Фиг. 5, содержит несущие валики 32 и 33, которые несут ламинат 6, к которому поднимающую волокна обработку еще не применяли, к валику с выступами 31 на стороне впуска и стороне выпуска валика с выступами 31, и несущие валики 35 и 36, которые несут ламинат 6', одну сторону которого подвергали поднимающей волокна обработке, к валику с выступами 34 на стороне впуска и стороне выпуска валика с выступами 34. Скоростью V2 переноса ламината 6 управляют посредством управляющей секции (не показана на чертеже), предусмотренной в производственном устройстве 20. Здесь скорость V2 переноса ламината 6, который еще не подвергали поднимающей волокна обработке, относится к скорости на поверхности ламината 6, который подают на валик с выступами 31.
[0049] Каждый выступ 310 или 340 на валике с выступами 31 или 34 имеет высоту от периферийной поверхности валика с выступами 31 или 34 до верхней части выступа 310 или 340 предпочтительно 0,01 мм или больше и предпочтительно 3 мм или меньше, более предпочтительно 1 мм или меньше. Более подробно, высота предпочтительно составляет от 0,01 до 3 мм, более предпочтительно от 0,01 до 1 мм. Расстояние (шаг) между выступами 310 и 340, расположенными смежно в направлении по окружности предпочтительно составляет 0,01 мм или больше, и предпочтительно 50 мм или меньше, более предпочтительно 3 мм или меньше. Более подробно, расстояние предпочтительно составляет от 0,01 до 50 мм, более предпочтительно от 0,01 до 3 мм. Расстояние (шаг) между выступами 310 и 340, расположенными смежно в направлении оси вращения предпочтительно составляет 0,01 мм или больше и предпочтительно 30 мм или меньше, более предпочтительно 3 мм или меньше. Более подробно, расстояние предпочтительно составляет от 0,01 до 30 мм, более предпочтительно от 0,01 до 3 мм. Предпочтительно число выступов 310 или 340 на единицу площади составляет от 500 до 20000 выступов/см2, поскольку происходит увеличение число точек поднимающего волокно действия и, таким образом, можно получать ламинат 6', который имеет большое количество поднятых волокон. Геометрическая форма поверхности верхней части каждого выступа 310 или 340 на валике с выступами 31 или 34 конкретно не ограничена и, например, используют круг, многоугольник, эллипс и т.п. Площадь поверхности верхней части каждого выступа 310 или 340 предпочтительно составляет 0,001 мм2 или больше, более предпочтительно 0,01 мм2 или больше и предпочтительно 20 мм2 или меньше, более предпочтительно 1 мм2 или меньше. Более подробно, Площадь предпочтительно составляет от 0,001 до 20 мм2, более предпочтительно от 0,01 до 1 мм2.
[0050] В производственном устройстве 20 по настоящему варианту осуществления для того, чтобы поднимать волокна ламината 6, к которому еще не применяли поднимающую волокна обработку, более эффективно, как показано на Фиг. 5, положение несущего валика 33, расположенного на стороне выпуска валика с выступами 31, задавать выше положения валика с выступами 31, и приводить ламинат 6, к которому еще не применяли поднимающую волокна обработку, в контакт с контактной поверхностью валика с выступами 31 при угле α сгиба предпочтительно 10° или больше, более предпочтительно 30° или больше и предпочтительно 180° или меньше, более предпочтительно 120° или меньше. Более подробно, ламинат 6 приводят в контакт с контактной поверхностью при угле α сгиба предпочтительно от 10 до 180°, более предпочтительно от 30 до 120°. Также предпочтительно приводить валик с выступами 34 в контакт при таком же угле α сгиба, как указано выше.
[0051] Секция 20D обеспечивающей неровную трехмерную геометрическую форму обработки, как показано на Фиг. 4 и Фиг. 6, представляет собой секцию, в которой множество частей ламината 6', к которым применили поднимающую волокна обработку, подвергают обработке тепловой деформацией или пластической деформацией. В производственном устройстве 20 по настоящему варианту осуществления, как показано на Фиг. 4 и Фиг. 6, предусмотрен стальной совмещаемый тиснильный валик 43, образованный из пары неодинаковых валиков 41 и 42, и совмещаемый с зазором тиснильный валик 43 соединяют с нагревательным средством (не показано на чертеже) с тем, чтобы валик можно было нагревать до предварительно определяемой температуры. Обработка «тепловой деформацией или пластической деформацией» в настоящем документе относится к деформации термопластической смолы посредством нагревания до ее температуры размягчения или выше и сохранения получаемой геометрической формы. «Температура размягчения» относится к температуре, при которой термопластическую смолу можно деформировать посредством механического усилия или тому подобного.
Тиснение с совмещением с зазором характеризуется тем, что неодинаковые валики не приводят в контакт друг с другом для того, чтобы вводить в зацепление друг с другом, а выступы и углубления почти вводят в зацепление друг с другом, при этом сохраняя механически задаваемый зазор (пропуск).
[0052] В паре неодинаковых валиков 41 и 42 один валик 41 имеет множество выступов 410 на его периферийной поверхности, а другой валик 42 имеет углубления 420, в которые выступы 410 на валике 41 входят в положения, соответствующие выступу 410, на его периферийной поверхности. Пара неодинаковых валиков 41 и 42 имеет цилиндрическую форму, и ее выполняют из металла, такого как алюминиевый сплав или сталь. Производственное устройство 20 по настоящему варианту осуществления содержит так называемый совмещаемый с зазором тиснильный валик 43, образованный из пары неодинаковых валиков 41 и 42, в которой выступ 410 и углубление 420, которые вводят в зацепление друг с другом, формируют на периферийных поверхностях. Как показано на Фиг. 7, совмещаемый с зазором тиснильный валик 43 формируют с тем, чтобы множество выступов 410, сформированных на периферийной поверхности валика 41, и множество углублений 420, сформированных на периферийной поверхности валика 42, входили в зацепление друг с другом (их не приводят в контакт друг с другом, как описано выше), и множество выступов 410 располагают равномерно и регулярно в направлении оси вращения валика 41 и в направлении по окружности. Пару валиков 41 и 42 вращают посредством движущей силы, передаваемой с приводного средства (не показано на чертеже) с использованием зубчатого колеса (не показано на чертеже). Предпочтительно передавать движущую силу на пару валиков с использованием зубчатого колеса, чтобы избегать исчезновения состояния поднятого волокна у поднятого составного волокна.
Скоростями вращения пары валиков 41 и 42 управляют посредством управляющей секции (не показана на чертеже), предусмотренной в производственном устройстве 20.
[0053] Геометрическая форма выступа 410 периферийной поверхности валика 41 может представлять собой круг, четырехугольник, эллипс, ромб, прямоугольник (сторона в направлении переноса или направлении, ортогональном направлению переноса, является длинной) на виде в плоскости, и круг является предпочтительным, поскольку снижение прочности ламината 6', к которому применили поднимающую волокна обработку, является низким. Геометрическая форма выступа 410 на виде сбоку может содержать трапециевидную, четырехугольную, изогнутую геометрическую форму и т.п. трапециевидная является предпочтительной по причине малого трения во время вращения валика, и трапециевидная, имеющая угол при основании от 70° до 89°, является более предпочтительной. Когда мелки выступы и углубления формируют предварительно на части выступа 410 на валике 41, с которым ламинат 6' приводят в контакт, эффект поднимающей волокна обработки и состояние поднятых волокон можно восстанавливать, когда ламинат 6'' отслаивают от валика 41 после деформации.
[0054] В секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки каждый выступ 410 на валике 41 имеет высоту h от периферийной поверхности валика 41 до верхней части выступа 410 предпочтительно равную 1 мм или больше, более предпочтительно 2 мм или больше и предпочтительно 10 мм или меньше, более предпочтительно 7 мм или меньше. Более подробно, высота h предпочтительно составляет от 1 до 10 мм, более предпочтительно от 2 до 7 мм. Расстояние (шаг P1) между выступами 410, смежно расположенными в направлении по окружности, предпочтительно составляет 0,01 мм или больше, более предпочтительно 1 мм или больше, и предпочтительно 20 мм или меньше, более предпочтительно 6 мм или меньше. Более подробно, шаг P1 предпочтительно составляет от 0,01 до 20 мм, более предпочтительно от 1 до 6 мм. Расстояние (шаг P2 (не показан на чертеже)) между выступами 410, смежно расположенными в направлении оси вращения, предпочтительно составляет 0,01 мм или больше, более предпочтительно 1 мм или больше и предпочтительно 20 мм или меньше, более предпочтительно 6 мм или меньше. Более подробно, шаг P2 предпочтительно составляет от 0,01 до 20 мм, более предпочтительно от 1 до 6 мм. Геометрическая форма поверхности верхней части каждого выступа 410 на валике 41 конкретно не ограничена и может представлять собой, например, круг, многоугольник, эллипс и т.п. Площадь поверхности верхней части каждого выступа 410 предпочтительно составляет 0,01 мм2 или больше, более предпочтительно 0,1 мм2 или больше, и предпочтительно 500 мм2 или меньше, более предпочтительно 10 мм2 или меньше. Более подробно, площадь предпочтительно составляет от 0,01 до 500 мм2, более предпочтительно от 0,1 до 10 мм2. Площадь каждой поверхности основания между смежными выступами 410 предпочтительно составляет 0,01 мм2 или больше, более предпочтительно 0,1 мм2 или больше и предпочтительно 500 мм2 или меньше, более предпочтительно 10 мм2 или меньше. Более подробно, площадь предпочтительно составляет от 0,01 до 500 мм2, более предпочтительно от 0,1 до 10 мм2. Краевая часть выступа 410 предпочтительно имеет форму буквы R. В этом случае площадь поверхности выступа 410 представляет собой промежуточную точку в R (выступ выдается сверху).
[0055] В секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки каждое углубление 420 в валике 42, как показано на Фиг. 6 и Фиг. 7, располагают в положении, соответствующем каждому выступу 410 на валике 41. Каждое углубление 420 на валике 42, как показано на Фиг. 7, имеет глубину D зацепления каждого выступа 410 на валике 41 и каждого выступа на валике 42 (длина части, в которой каждый выступ 410 и каждое углубление 420 перекрываются) предпочтительно 0,1 мм или больше, более предпочтительно 1 мм или больше и предпочтительно 10 мм или меньше, более предпочтительно 8 мм или меньше. Более подробно, глубина D предпочтительно составляет от 0,1 до 10 мм, более предпочтительно от 1 до 8 мм. Предпочтительно имеет место пространство между верхней частью выступа 410 на валике 41 и нижней частью углубления 420 на валике 42 с тем, чтобы не зажимать ламинат 6' между ними, когда подают ламинат 6', к которому применили поднимающую волокна обработку, поскольку ламинат 6'', получаемый после обработки деформацией, не разрушают посредством зацепления, а состояние поднятого волокна не исчезает.
[0056] Секция 20D обеспечивающей неровную трехмерную геометрическую форму обработки имеет, как показано на Фиг. 4 и Фиг. 6, несущие валики 44 и 45, которые несут ламинат 6', к которому применили поднимающую волокна обработку, в совмещаемый с зазором тиснильный валик 43 на сторону впуска и сторону выпуска совмещаемого с зазором тиснильного валика 43.
[0057] Охлаждающая секция 20E, как показано на Фиг. 4, имеет трубку 28 для нагнетания воздуха, обращенную к одной поверхности ламината 6'', получаемого после обработки деформацией, и вакуумный конвейер 29, обращенный к другой поверхности ламината 6''. Холодный поток подают из трубки 28 для нагнетания воздуха в направлении ламината 6''. С другой стороны, вакуумный конвейер 29 формируют из бесконечной сетчатой ленты, которая несет ламинат 6''. Вакуумный конвейер 29 имеет структуру, в которой засасывают холодный поток, подаваемый из трубки 28 для нагнетания воздуха через сетчатую ленту. Охлаждающая секция 20E не ограничена указанным выше, и можно использовать другие охлаждающие средства. Например, можно использовать охлаждаемый водой валик, через который пропускают охлаждающую воду, или вакуумный валик, способный засасывать воздух в направлении внутрь со своей периферийной поверхности. Также можно ожидать, что будут получать эффект поднятых волокон, которые опадают под действием воздуха, подаваемого из трубки для нагнетания воздуха, во время обеспечивающей неровную геометрическую форму обработки.
[0058] Далее приведено объяснение одного из вариантов осуществления способа изготовления композитного листа по настоящему изобретению с использованием производственного устройства 20 по настоящему варианту осуществления, со ссылкой на Фиг. 4-7.
Сначала волокнистые полотна 10a и 10b соответствующим образом непрерывно подают из чесальной машины 21A и 21B в наслаивающую секцию 20A через выпускающие валики 22 и 22. С другой стороны, рулонную исходную материю 23 каркасного материала 11 располагают между чесальными машинами 21A и 21B, и каркасный материал 11 подают из выпускающего валика 24 рулонной исходной материи 23. Волокнистые полотна 10a и 10b соответствующим образом помещают на обе стороны каркасного материала 11 посредством выпускающих валиков 22 и 22 для того, чтобы формировать наслоенный продукт 5.
[0059] Впоследствии, в сплетающей секции 20B, обе поверхности наслоенного продукта 5, которые перемещают и переносят на поддерживающую полотно ленту 25, подвергают обработке сплетения посредством реактивной струи воды высокого давления, которая вырывается из водоструйных сопел 26A и 26B. Посредством этого способа, волокна 13, образующие волокнистые полотна 10a и 10b в наслоенном продукте 5, сплетают для того, чтобы формировать агрегаты 12 волокон, и одновременно составные волокна 13 сплетают с каркасным материалом 11, тем самым получая ламинат 6, в котором три компонента сплетают, и затем из них удаляют воду посредством сушилки 27, чтобы получать ламинат 6. Этот ламинат 6 представляет собой исходный лист композитного листа 1A, получаемый в конечном итоге.
[0060] Затем в секции 20C поднимающей волокна обработки, ламинат 6 подвергают поднимающей волокна обработке, при которой поднимают волокна 13, образующие ламинат 6, т.е. волокна 13, образующие агрегат 12 волокон, который образуют исходный лист композитного листа 1A. В настоящем варианте осуществления, как показано на Фиг. 4, ламинат 6 подают на валик с выступами 31, который имеет выступы 310, сформированные на его периферийной поверхности, посредством несущих валиков 32 и 33; волокна 13, образующие агрегат 12 волокон, который образует ламинат 6, поднимают с одной поверхности (верхняя поверхность) ламината 6 посредством валика с выступами 31; ламинат 6, который имеет поднятые волокна на одной поверхности (верхняя поверхность), подают на валик с выступами 34, который имеет выступы 340 на его периферийной поверхности, посредством несущих валиков 35 и 36; и волокна 13, образующие агрегат 12 волокон, которые образуют ламинат 6, также поднимают с другой поверхности (нижняя поверхность) ламината 6 посредством валика с выступами 34.
[0061] В настоящем варианте осуществления, предпочтительно, как показано на Фиг. 4 и 5, направление вращения валика с выступами 31 задают в направлении, противоположном направлению переноса x ламината 6, поскольку волокна 13, образующие ламинат 6, эффективно поднимают с поверхности ламината 6, и можно получать ламинат 6', имеющий малое количество сужений и складок. Когда валик 31 вращают в противоположном направлении, как указано выше, значение V3/V2 составляет 0,3 или больше, предпочтительно 1,1 или больше, более предпочтительно 1,5 или больше и составляет 20 или меньше, более предпочтительно 15 или меньше, более предпочтительно 12 или меньше. Более подробно, предпочтительно значение V3/V2 составляет от 0,3 до 20, более предпочтительно V3>V2, еще более предпочтительно значение V3/V2 составляет от 1,1 до 15 и еще более предпочтительно значение составляет от 1,5 до 12, поскольку может возникать достаточное поднятие волокон и только малое количество волокон может сплетаться с валиком. Вращение в противоположном направлении и разница в периферийной скорости повышает количество поднятых волокон. Когда валик с выступами 31 не вращают в противоположном направлении, но вращают в направлении, сонаправленном с направлением переноса x ламината 6, зависимость между скоростью V2 переноса ламината 6 и периферийной скоростью V3 валика с выступами 31, значение V3/V2, предпочтительно составляет 1,1 или больше, более предпочтительно 1,5 или больше, даже более предпочтительно 2 или больше и предпочтительно 20 или меньше, более предпочтительно 10 или меньше, даже более предпочтительно 8 или меньше. Более подробно, V3/V2 предпочтительно составляет от 1,1 до 20, более предпочтительно от 1,5 до 10, даже более предпочтительно от 2 до 8.
[0062] Направление вращения валика с выступами 34 является таким же, как направление вращения валика с выступами 31. Предпочтительно его вращают в направлении, противоположном направлению переноса x ламината 6. Когда его вращают в противоположном направлении, как указано выше, значение V4/V2 составляет 0,3 или больше, предпочтительно 1,1 или больше, более предпочтительно 1,5 или больше и составляет 20 или меньше, предпочтительно 15 или меньше, более предпочтительно 12 или меньше. Более подробно, предпочтительно значение V4/V2 составляет от 0,3 до 20, более предпочтительно V4>V2, еще более предпочтительно значение V4/V2 составляет от 1,1 до 15 и еще более предпочтительно значение составляет от 1,5 до 12, поскольку может возникать достаточное поднятие волокна и только небольшое количество волокон может сплетаться с валиком. Вращение в противоположном направлении и различия в периферийной скорости повышают количество поднятых волокон. Когда валик с выступами 34 не вращают в противоположном направлении, но вращают в направлении, сонаправленном с направлением переноса x ламината 6, зависимость между скоростью V2 переноса ламината 6 и периферийной скоростью V4 валика с выступами 34, значение V4/V2, предпочтительно составляет 1,1 или больше, более предпочтительно 1,5 или больше, даже более предпочтительно 2 или больше и предпочтительно 20 или меньше, более предпочтительно 10 или меньше, даже более предпочтительно 8 или меньше. Более подробно, V4/V2 предпочтительно составляет от 1,1 до 20, более предпочтительно от 1,5 до 10, даже более предпочтительно от 2 до 8.
[0063] Состоянием поднятых волокон можно произвольно управлять посредством скорости валика и геометрической формы валика с выступами, т.е. относительную периферийную скорость соответственно меняют с помощью состояния валика с выступами. Альтернативно, состояние поднятых волокон также можно менять произвольно посредством соответствующим образом изменения геометрической формы валика с выступами, при этом сохраняя относительную периферийную скорость. Состояние поднятых волокон отражает число поднятых волокон и высоту подъема поднятого волокна.
[0064] После этого, в секции 20D, обеспечивающей неровную трехмерную геометрическую форму обработки, множество частей ламината 6' подвергают обеспечивающей неровную геометрическую форму обработке с тем, чтобы множество выступов 2 и углублений 3 формировать на ламинате 6', к которому применяют поднимающую волокна обработку. В настоящем варианте осуществления, как показано на Фиг. 4 и 6, ламинат 6', к которому применили поднимающую волокна обработку, подают между парой валиков 41 и 42 совмещаемого с зазором тиснильного валика 43 в секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки посредством несущих валиков 44 и 45, и ламинат 6' подвергают обработке деформацией. В частности, как показано на Фиг. 6 и Фиг. 7, ламинат 6', который переносят посредством несущих валиков 44 и 45, сжимают между множеством выступов 410 на одном валике 41 и множеством углублений 420 на другом валике 42, и множество частей ламината 6', к которому применили поднимающую волокна обработку, подвергают обработке деформацией в направлении переноса x и направлении ширины y, перпендикулярном направлению переноса, тем самым получая ламинат 6'', к которому применяли обработку деформацией. В ламинате 6'', к которому применяли обработку деформацией, обеспечивают неровную геометрическую форму, соответствующую неровной геометрической форме на валике 41.
[0065] В секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки предпочтительно осуществлять обработку деформацией при температуре равной температуре размягчения термопластической смолы, образующей каркасный материал 11 ламината 6', или выше нее для изготовления ламината 6'', который имеет превосходные амортизирующие свойства посредством сохранения неровной геометрической формы, обусловленной валиками 41 и 42, в ламинате 6', к которому применили поднимающую волокна обработку, и для изготовления ламината 6'', который имеет превосходные захватывающие мусор свойства, посредством поднятия волокон в углублениях неровной геометрической формы. Также эффективно осуществлять обработку при температуре, равной температуре плавления термопластической смолы или выше нее. Этот способ может надежно обеспечивать неровную геометрическую форму каркасного материала 11 и неровную геометрическую форму можно стабильно сохранять.
[0066] Когда композитный лист 1A используют для очищающего листа, предпочтительно обработку в секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки осуществляют в условиях, в которых захватывающие пыль свойства не снижают в агрегатах 12 волокон (волокнистые полотна 10a и 10b) в ламинате 6', к которому применили поднимающую волокна обработку. Например, в случае, в котором волокна 13, образующие агрегаты 12 волокон (волокнистые полотна 10a и 10b), содержат термопластическую смолу, если обработку деформацией осуществляют при температуре, при которой термопластическая смола плавится, происходит снижение захватывающих пыль свойств в агрегате 12 волокон (волокнистые полотна 10a и 10b). Соответственно, предпочтительно температура плавления материала, образующего каркасный материал 11 (ячеистый лист или термоскрепленная нетканая материя), является наименьшей среди температур плавления материалов волокон, образующих композитный лист 1A. Когда оба каркасных материала 11 и агрегаты волокон (волокнистые полотна 10a и 10b) формируют из термопластических смол, предпочтительно температура плавления термопластической смолы, образующей каркасный материал 11, ниже температуры плавления термопластических смол, образующих агрегаты 12 волокон (волокнистые полотна 10a и 10b). В этих условиях обработку деформацией можно осуществлять при температуре, равной температуре плавления каркасного материала, или выше нее, как описано выше, если температура равна температуре размягчения термопластической смолы, образующей каркасный материал 11, или выше нее и равна температуре плавления составного волокна 13 или ниже нее.
[0067] Ламинат 6'', к которому применяли обработку деформацией и придали неровную геометрическую форму, находится в условиях, в которых его температура превышает обработку деформацией. Если высокотемпературное состояние неровной геометрической формы продолжается после предоставления формы, объемность трехмерного каркасного материала 11, который получают посредством предоставления неровной геометрической формы, может быть снижена. Затем ламинат 6'' пропускают через охлаждающую секцию 20E для того, чтобы охлаждать его, посредством чего непрерывно изготавливают желаемый композитный лист 1A, в котором фиксируют неровную геометрическую форму каркасного материала 11 в ламинате 6''. В этом случае эта охлаждающая секция 20E не обязательно зависит от состояния обработки деформацией (например, случай низкой температуры нагрева), и в таком случае неровную геометрическую форму предоставляют в ламинате 6', к которому применили поднимающую волокна обработку, чтобы непрерывно изготавливать желаемый композитный лист 1A.
[0068] Изготавливаемый непрерывный композитный лист 1A обычно, как показано на Фиг. 4, оборачивают вокруг рулонного намоточного устройства и хранят в состоянии, в котором лист смотан. Когда лист хранят в таком скрученном состоянии, происходит легкое разрушение поднятых волокон с поверхности выступов 2 на композитном листе 1A. В композитном листе 1A, соответственно, как показано на Фиг. 3, высота поднятых составных волокон с поверхностей углублений 3 выше высоты поднятых составных волокон с поверхностей выступов 2.
Когда изготавливаемый непрерывный композитный лист 1A, как показано на Фиг. 4, подвергают производственной обработке, такой как складывание и наволакивание при производственной обработке и в упаковочной секции, также происходит легкое разрушение волокон, поднятых с поверхностей выступов 2 на композитном листе 1A. В таком случае, в композитном листе 1A, как показано на Фиг. 3, высота поднятых составных волокон с поверхностей углублений 3 также выше высоты поднятых составных волокон с поверхностей выступов 2.
[0069] Согласно способу изготовления композитного листа 1A по настоящему варианту осуществления, даже если неровную геометрическую форму композитного листа 1A разрушают за счет его хранения в скрученном состоянии или в состоянии продукта, неровную геометрическую форму можно восстанавливать или составные волокна, которые разрушены на поверхности выступов 2, можно поднимать снова, подвергая их, например, обработке горячим воздухом при последующем использовании.
[0070] Смазочное средство можно наносить на таким образом изготовленный композитный лист 1A в соответствии с использованием. Смазочное средство включает предпочтительно по меньшей мере масло одного типа, выбранное из минерального масла, синтетического масла, силиконового масла и поверхностно-активных веществ. Минеральное масло может включать парафиновые углеводороды, нафтеновые углеводороды, ароматические углеводороды и т.п. Синтетическое масло может включать алкилбензоловое масло, полиолефиновое масло, полигликолевое масло и т.п. Силиконовое масло может включать цепной диметилполисилоксан, циклический диметилполисилоксан, метилгидродиенполисилоксан, различные модифицированные силиконы и т.п. Поверхностно-активное вещество может включать длинноцепочечные моноалкилтриметиламмониевые соли, длинноцепочечные диалкилдиметиламмониевые соли и длинноцепочечные моноалкилдиметилбензиламмониевые соли, которые имеют алкильную группу или алкенильную группу с от 10 до 22 углеродных атомов в качестве катионного поверхностно-активного вещества; и поверхностно-активные вещества полиэтиленгликолевые простые эфиры, такие как полиоксиэтилен (от 6 до 35 моль) длинноцепочечные алкиловые или алкениловые (первичные или вторичные C8-C22) простые эфиры и полиоксиэтилен (от 6 до 35 моль) алкил (C8-C18) фениловые простые эфиры, блок-сополимеры полиоксиэтилена и полиоксипропилена, сложные эфиры глицерина и жирных кислот, сложные эфиры сорбитана и жирных кислот, поверхностно-активные вещества многоатомные спирты, такие как алкилгликозиды и т.п., в качестве неионного поверхностно-активного средства. Стадию нанесения можно осуществлять или перед или после секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки.
[0071] Композитный лист 1A, изготавливаемый с использованием производственного устройства 20, можно использовать, например, для очищающего листа. Композитному листу 1A, как показано на Фиг. 1, придают трехмерную неровную геометрическую форму с тем, чтобы иметь множество выступов 2 и углублений 3, и волокна 13, образующие агрегат 12 волокон, поднимают не только с поверхностей выступов 2, но также с поверхностей углублений 3. Когда композитный лист 1A используют для очищающего листа, соответственно, волосы и мусор, такой как хлопковая пыль, можно дополнительно эффективно захватывать, и частицы мусора можно захватывать в достаточной мере.
В частности, когда композитный лист 1A используют для очищающего листа, как показано на Фиг. 8, лист прикрепляют к головной части 71 очищающего инструмента 7, содержащего головную часть 71 и ручку 72, соединяющую головную часть 71, которую используют. Прикрепленная поверхность (нижняя поверхность) головной части 71 имеет прямоугольную форму на виде сверху, и композитный лист 1A прикрепляют, например, с тем, чтобы продольное направление головной части 71 совпадало с направлением MD вдоль направления ориентации волокон, образующих композитный лист 1A. Композитный лист 1A располагают на нижней поверхности головной части 71 с тем, чтобы поверхность с поднятыми волокнами была обращена от головной части 71 (в направлении поверхности, подлежащей очистке, во время очистки) когда его прикрепляют, затем части обоих боковых краев вдоль продольного направления композитного листа 1A загибают назад на верхнюю сторону головной части 71, и загнутые две части боковых краев вставляют во множество удерживающих гибкий лист частей 73, которые имеют щели в головной части 71 для того, чтобы фиксировать их, что используют. Когда очищающий инструмент 7, к которому композитный лист 1A прикрепляют, используют обычным образом, очистку осуществляют посредством перемещения (в частности, перемещения назад и вперед) головной части 71 в направлении ее ширины. Направление очистки очищающего инструмента 7, соответственно, представляет собой направление ширины (направление, перпендикулярное продольному направлению) головной части 71. Очищающий инструмент 7, к которому прикрепляют композитный лист 1A, можно использовать, например, для вытирания твердой поверхности, такой как деревянный пол, стена, полоток, стекло, мат татами, зеркало или мебель, бытовые приборы, внешняя стена дома или корпус автомобиля.
[0072] Когда очищающий инструмент 7, к которому прикрепляют композитный лист 1A, используют, в частности, для вытирания деревянного пола, частицы мусора легко трехмерно удерживаются в углублениях 3, поскольку составные волокна 13 поднимают с поверхностей углублений 3, частицы мусора, удерживаемые в углублениях 3, сплетаются с составными волокнами 13 и, таким образом, частицам мусора сложно выпадать оттуда, что, таким образом, ведет к улучшенной эффективности захвата.
[0073] Настоящее изобретение не ограничено вариантом, осуществления описанным выше.
Например, одну поверхность 1a и другую поверхность 1b композитного листа 1A, описанные выше, как показано на Фиг. 1, подвергают поднимающей волокна обработке, но только любую одну из поверхностей можно подвергать поднимающей волокна обработке. Когда только одну поверхность (или только одну поверхность 1a или только другую поверхность 1b) подвергают такой поднимающей волокна обработке, секция 20C поднимающей волокна обработки в производственном устройстве 20 может содержать только любой один из валика с выступами 31 и валика с выступами 34.
[0074] Композитному листу 1A, описанному выше, как показано на Фиг. 1, придают трехмерную неровную геометрическую форму с тем, чтобы иметь множество выступов 2 и углублений 3, и выступы 2 и углубления 3 располагают по чередующемуся паттерну, но для повышения конструктивных характеристик, выступы 2 и углубления 3 можно располагать в форме полосы, или для выступов 2 и углублений 3 может быть предусмотрено некоторое оформление. Волокна можно поднимать над всеми поверхностями выступов 2 и углублений 3, или после волокна можно частично поднимать с поверхности листа, придавать ему неровную геометрическую форму, посредством чего волокна можно частично поднимать в неровной геометрической форме.
Композитный лист 1A, описанный выше, можно использовать для косметики, листов для косметики или медицинского использования в дополнение к очищающему листу.
[0075] Производственное устройство 20, используемое в способе изготовления композитного листа 1A, содержит, как показано на Фиг. 4, валики с выступами 31 и 34, которые имеют выступы 310 и 340 на их периферийной поверхности в секции 20C поднимающей волокна обработки. Устройство может содержать пару зубчато-желобковых валиков, которые имеют зубчатые желобки, которые входят в зацепление друг с другом на своих периферийных поверхностях, валики, к которым применяют накатку, валики, к которым применяют сварку, или кардную проволоку, вместо валиков 31 и 34 с выступами. Валик может представлять собой материал, который имеет фрикционное сопротивление, например, резиновые валики или абразивные валики, на которых предусмотрена резина или абразивная бумага на их периферийной поверхности. Кроме того, формирование ламината 6 композитного листа 1A в наслаивающей секции 20A, сплетающей секции 20B, поднимающую волокна обработку в секции 20C поднимающей волокна обработки и обработку деформацией в секции 20D обеспечивающей неровную трехмерную геометрическую форму обработки можно осуществлять непрерывно или осуществлять периодически.
[0076] Способ периодической работы наслаивающей секции, в которой формируют ламинат 6 композитного листа 1A, осуществления сплетающей секции, поднимающей волокна обработки и обработки деформацией конкретно объяснен подробно с использованием Фиг. 9.
Производственное устройство 20', представленное на Фиг. 9, разделено на стадию изготовления ламината 6 из исходной материи (исходный лист перед обработкой) (Фиг. 9 (a)), которая включает наслаивающую секцию 20A и сплетающую секцию 20B, и стадию вторичной обработки (изготовления) (Фиг. 9 (b)), включающую секцию 20C поднимающей волокна обработки, секцию 20D обеспечивающей неровную геометрическую форму обработки, охлаждающую секцию 20E и последующую стадию получения рулона или стадию получения продукта. Стадия изготовления исходной материи, как показано на Фиг. 9 (a), представляет собой стадию, в которой промежуточный продукт изготавливают в исходном состоянии скрученной материи, и можно оптимизировать производительность и можно реализовать массовое производство посредством увеличения размера устройства. На стадии вторичной обработки, как показано на Фиг. 9 (b), когда используют исходную материю, которая имеет прорези, равные ширине продукта, можно легко выполнять снижение стоимости фиксации посредством миниатюризации устройства и изменение модели посредством изменения описания листового продукта. Согласно способу с использованием производственного устройства 20', представленного на Фиг. 9, в котором стадию изготовления исходной материи и стадию вторичной обработки (изготовления) осуществляют промежуточно, соответственно, можно снижать влияние на стадии, расположенные выше по потоку операций, или стадии, расположенные ниже по потоку операций, когда скорость производства на стадии изготовления из исходной материи (Фиг. 9 (a)) достаточно отличается от скорости производства на стадии вторичной обработки (Фиг. 9 (b)), или когда место изготовления отделено или возникают проблемы. На стадии вторичной обработки исходную материю можно оборачивать один раз после вторичной обработки и затем можно изготавливать продукты или стадию получения продукта можно осуществлять непрерывно после вторичной обработки.
[0077] Далее приведено объяснение для очищающего листа по настоящему изобретению на основе предпочтительного варианта осуществления со ссылкой на чертежи. Очищающий лист 1B по настоящему варианту осуществления имеет, как показано на Фиг. 12 и 13, основу 3b, поддерживающую агрегат 12b волокон и агрегат 2b волокон, и волокна, образующие агрегат 2b волокон, сплетают друг с другом, и также с основой 3b, чтобы тем самым формировать состояние, в котором агрегат 2b волокон как единое целое сплетают с основой 3b. Основа 3b находится внутри очищающего листа 1B в направлении толщины и, как показано на Фиг. 13, верхняя и нижняя поверхности основы 3b покрывают агрегатами 2b волокон. Одну поверхность 1ab и другую поверхность 1bb в противоположном положении очищающего листа 1B формируют из агрегатов 2b волокон. Очищающий лист 1B представляет собой сухой очищающий лист, который непреднамеренно импрегнируют жидкость, такую как водное моющее средство.
[0078] Агрегат 2b волокон представляет собой нетканую материю, образуемую посредством сплетения волокон в волокнистом полотне, преимущественно образованном волокнами. Агрегат 2b волокон в настоящем варианте осуществления формируют посредством сплетения волокнистого полотна в потоке воды, как описано ниже, и он представляет собой так называемую гидросплетенную нетканую материю. Агрегат 2b волокон в настоящем варианте осуществления имеет более высокую степень свободы составного волокна, чем агрегат волокон, сформированный только посредством плавления или связывания составных волокон (например, пропускающая воздух нетканая материя или нетканая материя Spunbond), поскольку ее формируют только посредством сплетения составных волокон. По этой причине захватывающие свойства и удерживающие свойства составных волокон в отношении волос и мусора, такого как мелкая пыль, являются превосходными, имеют мягкие тактильные свойства, лист легко повторяет поверхность, подлежащую очистке, и сложно повредить поверхность подлежащую очистке.
[0079] Одной из основных характеристик очищающего листа 1B по настоящему варианту осуществления, как показано на Фиг. 14, является существование концов 21b волокон составных волокон с длиной 10 мм или больше (которые далее в настоящем документе также можно обозначать как длинный конец волокна), которые выходят за прямую линию BLb, соединяющую контуры одной поверхности 1ab очищающего листа 1B (снаружи очищающего листа 1B или агрегатов 2b волокон) на виде сбоку очищающего листа 1B. Длина конца волокна, соответственно, представляет собой длину части (концевой части), выступающие за пределы агрегата 2b волокон в составном волокне, которую также можно обозначать как «длину выступа из агрегата волокон». Длинный конец 21b волокна, как описано ниже, представляет собой часть, в которой составное волокно не режут посредством поднимания волокна агрегата 2b волокон, частично вытягивают из агрегата 2b волокон, и он выходит за пределы поверхности (контура) агрегата 2b волокон, и таким образом он представляет собой конец волокна исходного составного волокна (конец волокна перед поднимающей волокна обработкой), но не представляет собой разрезанный конец волокна, образуемый посредством резания составного волокна. Концевые части, противоположные длинному концу 21b волокна в составных волокнах, имеющих длинные концы 21b волокон, существуют в агрегате 2b волокон, и их сплетают с другими составными волокнами или с основой 3b. В настоящем варианте осуществления причина, по которой имеют место сравнительно длинные концы 21b волокон, имеющие длину выступа от агрегата 2b волокон 10 мм или больше, заключается в заимствовании такой поднимающей волокна обработки посредством вытягивания составных волокон из агрегата волокон. Если используют поднимающую волокна обработку с использованием валиков, которые имеют множество игл на своей периферийной поверхности (опорные ворсовальные валики), как описано в патентной литературе 1 и 2, множество составных волокон, захваченный посредством игл, не вытягивают, а режут, как описано в этой патентной литературе, и, таким образом, сложно получать длину выступа 10 мм или больше. На Фиг. 14 длинные концы 21b волокон тянут с тем, чтобы они выступали из одной поверхности 1ab очищающего листа 1B в направлении, почти пересекающем поверхность 1ab, и стояли, но фактически длинные концы 21b волокон не обязательно формировать в состоянии, представленном на Фиг. 14, перед использованием. Например, имеет место случай, в котором они лежат почти вдоль поверхности 1ab в положении снаружи от прямой линии BLb, или имеет место случай, в котором они идут почти в одном направлении без извитости, или они находятся в извитом состоянии.
[0080] Прямая линия BLb, как описано выше, представляет собой прямую линию, которая соединяет контуры одной поверхности (поверхность поднимающей волокна обработки) 1ab очищающего листа 1B. Когда поверхность 1ab представляет собой плоскую поверхность без выступов и углублений, линия BLb совпадает с контурной линией плоской поверхности, и также совпадает с линией сгиба 90Lb (см. Фиг. 15), когда измеряемый образец (очищающий лист) имеет сгиб наружу в способе измерения длины выступа конца волокна из агрегата волокон. Когда поверхность 1ab, как показано на Фиг. 12-14, представляет собой неровную поверхность, которая имеет выступы и углубления, линия BLb не совпадает с контурной линией неровной поверхности, и необходимо отдельное определение. В настоящем изобретении, когда поверхность 1ab представляет собой неровную поверхность, касательную на верхней части выступа, образующего выступы и углубления, определяют как прямую линию BLb, и когда высоты множества выступов, образующих выступы и углубления, отличаются друг от друга, касательная на верхней части выступа, имеющего наибольшую высоту, определяют как прямую линию BLb. Прямую линию BLb можно определять посредством наблюдения боковой поверхности (или поперечного сечения вдоль направления толщины) очищающего листа 1B с использованием оптического микроскопа.
[0081] Очищающий лист 1B имеет определенные захватывающие свойства и удерживающие свойства в отношении волос и мусора, такого как пыль, из-за существования поверхности (поверхности, поднимающей волокна обработки) 1ab, которая имеет длинные концы 21b волокон, захватывающие мусор свойства и удерживающие мусор свойства дополнительно улучшены из-за длины выступа 10 мм или больше у длинных концов 21b волокон из агрегата 2b волокон, и превосходные захватывающие мусор свойства и удерживающие мусор свойства могут быть проявлены не только в случае, в котором поверхность, подлежащая очистке, такая как пол, является сухой (или мусор, подлежащий захвату, является сухим), но также в случае, в котором поверхность, подлежащая очистке, является влажной, с водой или тому подобным (или мусор, подлежащий захвату, является влажным). Когда длина выступа меньше чем 10 мм, захватывающее мусор свойство или удерживающее мусор свойство является недостаточным, и, в частности, когда поверхность, подлежащая очистке, или мусор является влажным, захватывающие мусор свойства или удерживающие мусор свойства являются недостаточными. Для того, чтобы определенно проявлять такие эффекты, обусловленные длинными концами 21b волокон, длина выступа длинного конца 21b волокна предпочтительно составляет 10 мм или больше, и предпочтительно 30 мм или меньше, более предпочтительно 25 мм или меньше. Более подробно, длина выступа предпочтительно составляет от 10 до 30 мм, более предпочтительно от 10 до 25 мм. Когда длина выступа является слишком большой, все составные волокна легко выпадают из агрегата 2b волокон, длинные концы 21b волокон возможно не могут существовать. Длину выступа конца волокна из агрегата волокон измеряют следующим образом.
[0082] <Способ измерения длины конца волокна (длина выступа из агрегата волокон)>
На Фиг. 15 представлен поясняющий вид для способа измерения длины конца волокна. Из листа, который имеет поверхность поднимающей волокна обработки, подлежащую измерению, вырезают измеряемый образец 90b 20 см × 20 см, и измеряемый образец 90b имеет сгиб наружу по линии сгиба 90Lb прямой линии в состоянии обращенной наружу стороны поверхности, поднимающей волокна обработки, его кладут на черный многослойный картон 91b формата A4, при этом сохраняя состояние сгиба наружу. На Фиг. 15 символ 90Ab обозначает одну концевую часть измеряемого образца 90b со сгибом наружу на стороне многослойного картона 91b, и символ 90Bb представляет собой другую концевую часть измеряемого образца 90b. Направление сгиба, когда измеряемый образец 90b имеет сгиб наружу, конкретно не ограничено, и он может представлять собой MD (направление обработки) измеряемого образца 90b или может представлять собой CD (направление, перпендикулярное направлению обработки), перпендикулярное MD. Направление обычно представляет собой MD. «Направление сгиба представляет собой MD» обозначает, что измеряемый образец 90b складывают с тем, чтобы направление выступания из линии сгиба 90Lb совпадало с CD (направлением, перпендикулярным MD). Двухстороннюю ленту 92b вставляют вдоль линии сгиба 90Lb во всей области в пределах от линии сгиба 90Lb до 30 мм наружу от направления, перпендикулярного линии сгиба 90Lb (продольное направление многослойного картона 91b) в многослойном картоне 91b, на который кладут измеряемый образец 90b (так что двухстороннюю ленту 92b не накладывают на линию сгиба 90Lb). Длину L92b двухсторонней ленты 92b в направлении вдоль линии сгиба 90Lb задают равной 10 см. Прямоугольную область (часть с диагональной линией на Фиг. 15), на виде сверху, которая имеет площадь 10 см2, от линии сгиба 90Lb (край стороны в продольном направлении на стороне линии сгиба 90Lb двухсторонней ленты 92b) до 10 мм внутрь в продольном направлении многослойного картона 91b в измеряемом образце 90b, лежащую на многослойном картоне 91b, определяют как область, подлежащую измерению 93b. По области, подлежащей измерению 93b, проводят щеткой [щетка № 812 для общего использования производства компании KOMERI Co., Ltd, ширина щетки (ширина всей части, где волоски расположены на щетке) 30 мм], и ее соединяют с двухсторонней лентой 92b в состоянии, в котором концы волокон 94b составных волокон измеряемого образца 90b в области, подлежащей измерению 93b, вытягивают по прямой линии в направлении, перпендикулярном линии сгиба 90Lb. По области, подлежащей измерению 93b, щеткой проводят таким образом, что щетку перемещают десять раз в направлении, перпендикулярном линии сгиба 90Lb, от внутренней стороны в направлении внешней стороны (к двухсторонней ленте 92b) измеряемого образца 90b, и усилие, прикладываемое к области, подлежащей измерению 93b (усилие перемещения) корректируют в диапазоне от 5 до 15 гс, когда проводят щеткой. Усилие перемещения можно измерять с использованием весов, и им можно управлять, исходя из измеряемых значений. Таким образом, как показано на Фиг. 15, изображена перпендикулярная линия для каждого конца волокна 94b, соединенного с двухсторонней лентой 92b в состоянии, в котором оно растянуто в направлении, перпендикулярном линии сгиба 90Lb, перпендикулярная линия идет от свободного конца волокна 94b к прямой линии BLb [прямая линия, которая соединяет контуры поверхности, поднимающей волокна обработки измеряемого образца 90b на виде сбоку измеряемого образца 90b (очищающий лист)]; и длину перпендикулярной линии определяют к длину выступа 10b из агрегата волокон конца волокна 94b (см. Фиг. 15). Прямая линия BLb описана выше, и когда поверхность поднимающей волокна обработки измеряемого образца 90b представляет собой плоскую поверхность без выступов и углублений, прямая линия BLb совпадает с линией сгиба 90. Длину выступа 10b каждого конца волокна 94b измеряют в процедурах, описанных выше, в произвольных трех точках в области, подлежащей измерению 93b, в каждом измеряемом образце 90b, и максимальное значение из множества значений 10b определяют как длину выступа конца волокна из агрегата волокон в измеряемом образце 90b.
[0083] Число длинных концов 21b волокон, имеющих длину выступа из агрегата 2b волокон 10 мм или более, предпочтительно составляет 10 или больше, более предпочтительно от 10 до 60 на 10 см2 поверхности, поднимающей волокна обработки (на каждую прямоугольную область, подлежащую измерению 93b на виде сверху, представленную на Фиг. 15) в каком-либо положении на поверхности, поднимающей волокна обработки 1ab для того, чтобы определенно повышать захватывающие мусор свойства и удерживающие мусор свойства. Число длинных концов волокон в очищающем листе 1B, соответственно, предпочтительно составляет 10 или больше. Число длинных концов волокон соответствует числу концов волокон, имеющих длину выступа 10b 10 мм или больше, среди множества концов волокон 94b, соединенных с двухсторонней лентой 92b в способе измерения длины выступа, описанном выше (см. Фиг. 15). В частности, число концов волокон 94b, имеющих длину выступа 10b 10 мм или больше (т.е. длинные концы волокон) считают в каждой из трех произвольных точек в области, подлежащей измерению 93b, в каждом измеряемом образце 90b, и его среднее значение определяют как число длинных концов волокон в измеряемом образце 90b.
[0084] В настоящем варианте осуществления, как показано на Фиг. 12 и 13, очищающий лист 1B, который имеет длинные концы 21b волокон, имеет неровность, содержащую выступы 11b и углубления 12b на одной поверхности (поверхности, поднимающей волокна обработки) 1ab. Более конкретно, очищающий лист 1B имеет поверхность 1ab и другую поверхность 1bb, которая расположена на противоположной ему стороне, и имеет множество выступов 11b, которые формируют с тем, чтобы выступы выступали из стороны другой поверхности 1bb на сторону одной поверхности 1ab. Углубление 12b формируют между смежными выступами 11b и 11b, и лист имеет неровную геометрическую форму, образованную из множества выступов 11b и углублений 12b. Неровность предоставляют на поверхности листа, как описано выше, и, таким образом, мусор можно захватывать и удерживать посредством самой неровности. Одновременно, при поднимающей волокна обработке листа посредством контакта валика поднимающей волокна обработки с листом, подлежащим прохождению поднимающей волокна обработки, в устройстве для поднимающей волокна обработки, описанном ниже, выступы 11b, образующие неровность, более эффективно входят в контакт с периферийной поверхностью валика поднимающей волокна обработки по сравнению со случаем, в котором поверхность листа представляет собой плоскую поверхность без выступов и углублений, и, таким образом, составные волокна листа легко вытягивают из него, длинные концы 21b волокон получают легко и эффекты, обусловленные длинными концами 21b волокон, могут быть проявлены более определенно.
[0085] В настоящем варианте осуществления, число длинных концов 21b волокон больше на выступе 11b, чем в углублении 12b. Более подробно, число длинных концов 21b волокон, имеющих длину выступа из агрегата 2b волокон 10 мм или больше, сравнительно велико в верхней части выступа 11b и вблизи от него, и сравнительно мало в нижней части углубления 12b и вблизи от него. В этой связи, длина выступа конца волокна составного волокна из агрегата 2b волокон (среднее значение длины выступа для множества концов волокон) в верхней части выступа 11b и вблизи от него больше, чем длина выступа в нижней части углубления 12b и вблизи от него. Причина, по которой выступ 11b имеет более длинные концы 21b волокон, чем углубление 12b, и длина выступа имеет большое значение, как указано выше, заключается в том, что выступ 11b имеет больше шансов, чтобы его привели в контакт с валиком поднимающей волокна обработки, чем углубление 12b, при поднимающей волокна обработке неровной поверхности, содержащей выступы 11b и углубления 12b, как описано выше. Описанная выше «верхняя часть выступа 11b и вблизи от него» соответствует «верхнему слою», когда высоту hb (см. Фиг. 13) выступа 11b разделяют на три равные части и каждую часть называют «верхним слоем», «средним слоем» и «нижним слоем» сверху вниз, а описанная выше «нижняя часть углубления 12b и вблизи от него» соответствует «нижнему слою».
[0086] Поскольку имеют место сравнительно много длинных концов 21b волокон на выступах 11b и длина выступа конца волокна углубления 12b является сравнительно малой, как указано выше, функции выступа 11b и углубления 12b отличаются друг от друга, за счет чего поверхность очищающего листа 1B (неровная поверхность) 1ab может в целом эффективно захватывать и удерживать различные куски мусора. Когда авторы настоящего изобретения осуществляли очищающий тест с различным кусками мусора с использованием очищающего листа, который имеет неровную поверхность, как показано на Фиг. 12 и 13, результаты показывают, что отношение количества семян кунжута, которые используют в качестве частиц мусора, удерживаемых в углублениях, к количеству на выступах составляет углубление: выступ = приблизительно 5:1 и, таким образом, сравнительно большое количество семя кунжута удерживают в углублениях, и с другой стороны, волосы, которые используют в качестве волокнистого мусора, почти равномерно удерживаются на всем листе. Из приведенных выше результатов можно делать предположение о том, что выступы 11b, которые имеют сравнительно большое число длинных концов 21b волокон, захватывают куски мусора, которые имеют различные геометрические формы, например, в форме волокон и частиц, с поверхности, подлежащей очистке, и, одновременно, сплетаются с волокнистым мусором среди них с участием длинных концов 21b волокон, чтобы предпочтительно удерживать его; углубление 12b, имеющее сравнительно малое число длинных концов 21b волокон, захватывают преимущественно частицы мусора из мусора, захваченного выступами 11b; и длинные концы 21b волокон, идущие из смежного выступа 11b, удерживают частицы мусора.
[0087] Многие выступы 11b имеют, как показано на Фиг. 12, почти одинаковый размер и форму возвышенности со слегка увеличенной шириной, и сформированы регулярно. Интервал между смежными выступами 11b и 11b на поверхности 1ab очищающего листа 1B предпочтительно составляет 1 мм или больше, более предпочтительно 2 мм или больше и предпочтительно 10 мм или меньше, более предпочтительно 8 мм или меньше, в направлении ширины листа (направление Y на Фиг. 12, CD при изготовлении листа). Более подробно, интервал в направлении ширины листа предпочтительно составляет от 1 до 10 мм, более предпочтительно от 2 до 8 мм. Интервал в продольном направлении листа (направление X на Фиг. 12, MD при изготовлении листа) предпочтительно составляет 3 мм или больше, более предпочтительно 4 мм или больше и предпочтительно 20 мм или меньше, более предпочтительно 15 мм или меньше. Более подробно, интервал в продольном направлении листа предпочтительно составляет от 3 до 20 мм, более предпочтительно от 4 до 15 мм. Выступ 11b может быть частично соединен с другим выступом в направлении ширины и/или продольном направлении листа для того, чтобы формировать непрерывное образование, и также они формируют непрерывное образование на всем листе. Когда выступы 11b формируют с такими интервалами, можно усовершенствовать мягкость очищающего листа 1B, а также предотвращать повреждение поверхности, подлежащей очистке. Кроме того очищающие свойства в отношении пыли в канавках в деревянном полу или на неровной поверхности являются превосходными, и захватывающие свойства и удерживающие свойства в отношении относительно большой пыли, такой как хлебные крошки, также являются превосходными. Кроме того, трехмерная геометрическая форма выступов 11b становится чистой и происходит повышение стабильности трехмерной геометрической формы и, таким образом, неровность становится чистой и сложно сминать выступы, пока используют лист.
[0088] Предпочтительно, что обе стороны очищающего листа 1B имеют одни и те же функции, и геометрическая форма выступа 11b, и интервал между выступами 11b на другой поверхности 1bb являются почти одинаковыми, как те, что на поверхности (поверхности, поднимающей волокна обработки) 1ab. В частности, общая площадь выступа 11b на другой поверхности 1bb предпочтительно составляет 20% или больше, более предпочтительно 35% или больше и предпочтительно 100% или меньше от всей площади выступа 11b на одной поверхности 1ab. Более подробно, доля предпочтительно составляет от 20 до 100%, более предпочтительно от 35 до 100%. Предпочтительно выступы 11b на поверхности 1ab и углубления 12b на другой поверхности 1bb очищающего листа 1B взаимосвязаны как лицевая и обратная стороны, с точки зрения захватывающих мусор и удерживающих свойств. Также является предпочтительным, что геометрическая форма выступа 11b представляет собой обратную геометрическую форму относительно геометрической формы углубления 12b.
[0089] Выступы 11b и углубления 12b формируют из агрегата 2b волокон, и формируют только посредством сплетения волокон, образующих агрегат 2b волокон. Для этой структуры, выступы 11b и углубления 12b отличаются от выступов и углублений, которые формируют, частично подвергая волокна термопластической смолы обработке нагреванием и давлением, такой как тиснение, чтобы плавить их и иметь мягкие тактильные свойства. Кроме того, степень свободы составных волокон является высокой из-за того, что они находятся в состоянии, в котором составные волокна не сплавлены и существуют независимо, и волосы и мусор, такой как мелкая пыль, можно эффективно захватывать посредством всей поверхности листа, таким образом получая превосходные захватывающие свойства и удерживающие свойства.
[0090] Выступы 11b и углубления 12b, как описано ниже, формируют посредством перераспределения и повторного сплетения составных волокон посредством способа гидросплетения, которому подвергают агрегат 2b волокон, и, таким образом, выступы 11b и углубления 12b сохраняют геометрическую форму самостоятельно. Выступы 11b и углубления 12b, соответственно, с трудом теряют свою прочность под действием нагрузок. «Сформированный посредством перераспределения и повторного сплетения волокон» в настоящем описании обозначает, что агрегат волокон, который был слабо сплетен посредством сплетения в потоке воды, сплетают в потоке воды снова на узорообразующем элементе, который имеет множество выступов и углублений или множество отверстий, посредством чего волокна перераспределяют вдоль углублений и выступов и снова сплетают. Из-за формирования выступов 11b и углублений 12b, кажущаяся толщина очищающего листа 1B становится больше толщины агрегата 2b волокон, в котором выступы 11b и углубления 12b еще не предоставлены. Очищающий лист 1B, который имеет выступы 11b и углубления 12b с выраженными сохраняющими геометрическую форму свойствами, имеет превосходные очищающие свойства в отношении канавок и неровной поверхности на поверхности, подлежащей очистке, и превосходные захватывающие свойства и удерживающие свойства в отношении мусора, такого как хлебные крошки.
[0091] Как описано выше, когда агрегат 2b волокон снова подвергают сплетению в потоке воды на узорообразующем элементе, составные волокна, располагаемые в углублениях узорообразующего элемента, т.е. составные волокна, располагаемые на выступах 11b очищающего листа 1B, вытягивает поток воды в направлении углублений узорообразующего элемента и, таким образом, происходит снижение степени сплетения составных волокон по сравнению с листом до формирования узора. С другой стороны, волокна, располагаемые на выступах узорообразующего элемента, т.е. по составным волокнам, располагаемым в углублениях 12b очищающего листа 1B, бьет поток воды в направлении выступов узорообразующего элемента и, таким образом, происходит повышение степени сплетения составных волокон по сравнению с листом перед формированием узора. Как результат, в очищающем листе 1B, структура сплетения составных волокон на выступах 11b слабее, чем в углублениях 12b. Для этой структуры очищающие свойства в отношении канавок или неровной поверхности на поверхности, подлежащей очистке, являются превосходными, и захватывающие свойства и удерживающие свойства в отношении мусора, такого как хлебные крошки, являются превосходными, и, кроме того, волосы и пыль можно эффективно сплетать, поскольку волокна, образующие выступы 11b, которые имеют сравнительно слабое сплетение, приводят в тесный контакт с поверхностью пола. Кроме того, волокна, образующие углубления 12b, имеют сравнительно сильное сплетение, и, таким образом, можно предотвращать выпадение составных волокон при очистке.
[0092] Когда сплетение составных волокон на выступах 11b слабее, чем в углублениях 12b, как указано выше, и значение вероятности того, что выступы 11b приводят в контакт с валиком поднимающей волокна обработки, больше, чем значения такой вероятности в углублениях 12b, при поднимающей волокна обработке неровной поверхности, содержащей выступы 11b и углубления 12b, как описано выше, часть волокон, образующих выступ 11b (верхняя часть выступа 11b и вблизи от него), легко вытягивают посредством валика поднимающей волокна обработки, и множество длинных концов 21b волокон имеет место на выступе 11b.
[0093] Предпочтительно, что предпочтительно 50 или больше, более предпочтительно 100 или больше, и предпочтительно 850 или меньше, более предпочтительно 600 или меньше выступов 11b в среднем в пределах поверхности 1ab 10 см × 10 см (поверхность поднимающей волокна обработки) или другой поверхности 1bb очищающего листа 1B на любой поверхности из двух. Более подробно, предпочтительно формируют от 50 до 850, более предпочтительно от 100 до 600 выступов. Когда выступы 11b частично продолжают для того, чтобы формировать непрерывное образование, или формируют непрерывное образование на всем листе в направлении ширины и/или продольном направлении листа, предпочтительно в среднем формируют 10 или больше линий, более предпочтительно 20 или больше линий, и предпочтительно 50 или меньше линий, более предпочтительно 40 или меньше линий выступов в пределах длины 10 см в направлении ширины и/или продольном направлении листа. Более подробно, предпочтительно формируют от 10 до 50 линий, более предпочтительно от 20 до 40 линий. Когда число выступов 11b корректируют в описанных выше пределах, расположение выступов 11b и углублений 12b хорошо сбалансировано и, таким образом, происходит дополнительно улучшение захватывающих свойств и удерживающих свойств в отношении мелкого мусора и также происходит дополнительно улучшение захватывающих свойств и удерживающих свойств в отношении сравнительно крупного мусора, такого как хлебные крошки.
[0094] В очищающем листе 1B, как показано на Фиг. 13, кажущаяся толщина [толщина между самой верхней частью (при условии, что длинный конец 21b волокна исключен) поверхности (поверхности, поднимающей волокна обработки) 1ab и самой нижней частью другой поверхности 1bb] Tb больше толщины самого агрегата 2b волокон [толщина между самой нижней частью основы 3b и самой верхней частью (при условии, что длинный конец 21b волокна исключен) поверхности (поверхности, поднимающей волокна обработки) 1ab] tb, и, таким образом, очищающий лист находится в объемистом состоянии. Кажущаяся толщина Tb самого очищающего листа 1B предпочтительно составляет 1 мм или больше, более предпочтительно 1,3 мм или больше и предпочтительно 5 мм или меньше, более предпочтительно 4 мм или меньше. Более подробно, предпочтительно толщина Tb составляет от 1 до 5 мм, более предпочтительно от 1,3 до 4 мм, поскольку достаточные пространства формируют в очищающем листе 1B, чтобы придать объемистость, и его предпочтительно можно использовать в качестве очищающего листа. Толщина tb самого агрегата 2b волокон зависит от массы агрегата 2b волокон и условий обработки и предпочтительно составляет 0,2 мм или больше, более предпочтительно 0,5 мм или больше, и предпочтительно 4 мм или меньше, более предпочтительно 3 мм или меньше. Более подробно, толщина tb предпочтительно составляет от 0,2 до 4 мм, более предпочтительно от 0,5 до 3 мм. Как показано на Фиг. 13, высота hb выступа 11b предпочтительно составляет 0,2 мм или больше, более предпочтительно 0,5 мм или больше и предпочтительно 4 мм или меньше. Более подробно, высота hb предпочтительно составляет от 0,2 до 4 мм, более предпочтительно от 0,5 до 4 мм. Кажущуюся толщину Tb очищающего листа 1B, толщину tb самого агрегата 2b волокон и высоту hb выступа 11b измеряют таким образом, при котором груз на акриловой пластине 10 см × 5 см, имеющей общую массу 30 г, помещают на очищающий лист 1B, который имеет агрегат 2b волокон, подлежащий измерению, к очищающему листу 1B прикладывают нагрузку 30 гс/50 см2 = (59 Па) в направлении толщины и наблюдают поперечное сечение очищающего листа 1B с использованием оптического микроскопа, пока сохраняется указанное выше состояние.
[0095] Дополнительно описан агрегат 2b волокон. Как описано выше, агрегат 2b волокон в настоящем варианте осуществления представляет собой гидросплетенную нетканую материю, образуемую посредством сплетения волокнистого полотна в потоке воды, и его формируют только посредством сплетения составных волокон, но агрегат волокон в настоящем изобретении может частично содержать части, образованные посредством плавления или соединения составных волокон при условии, что он содержит часть, образованную посредством сплетения составных волокон. Однако для того, чтобы легко получать поднятые волокна, которые имеют длину поднятой части 10 мм или больше за счет поднимающей волокна обработки с использованием валика поднимающей волокна обработки, в настоящем изобретении предпочтительным является агрегат волокон, имеющий высокую степень свободы составных волокон; в частности, предпочтительно используют агрегаты, образованные только посредством сплетения составных волокон, такие как гидросплетенная нетканая материя. В дополнение к гидросплетенной нетканой материи, иглопробивную нетканую материю и вязально-прошивную нетканую материю также предпочтительно используют в качестве агрегата волокон в настоящем изобретении по причине высокой степени свободы составных волокон. В частности, гидросплетенная нетканая материя является предпочтительной по причине превосходных захватывающих свойств в отношении мусора.
[0096] Различные волокна, обычно используемые в качестве волокна, образующего нетканую материю, можно использовать в качестве волокна, образующего агрегат 2b волокон (длинный конец 21b волокна), и их примеры могут включать полиолефины, такие как полиэтилен (PE) и полипропилен (PP); сложные полиэфиры, такие как полиэтилентерефталат (PET) и полибутилентерефталат (PBT); синтетические волокна (термопластические волокна), выполненные из синтетической смолы, такой как полиамид, включая Нейлон (зарегистрированный товарный знак) и нейлон 6; регенерированные целлюлозные волокна, такие как вискоза, биоразлагаемые волокна, такие как полимолочная кислота, и т.п. Композиция волокон составного волокна может представлять собой мононить, содержащую смолу одного типа, или конъюгированное волокно, содержащее смолы двух или более типов, температуры плавления которых отличаются друг от друга. Конъюгированное волокно может включать конъюгированные волокна ядро-оболочка, которые имеют оболочечную часть, образованную из смолы с относительно низкой температурой плавления (смолы с низкой температурой плавления), и ядерную часть, образованную из смолы с относительно высокой температурой плавления (смолы с высокой температурой плавления); параллельные конъюгированные волокна, в которых смолу с низкой температурой плавления и смолу с высокой температурой плавления располагают в линию в предварительно определяемом направлении, и т.п.
[0097] В агрегате 2b волокон отношение числа составных волокон, которые имеют размер волокна (диаметр) от 5 до 60 мкм (которые далее в настоящем документе также можно обозначать как специальное волокно), к числу всех составных волокон предпочтительно составляет 50% по массе или больше, более предпочтительно 70% по массе или больше, даже более предпочтительно 100% по массе, с точки зрения захватывающих мусор свойств и удерживающих мусор свойств. Специальное волокно имеет нижний предел размера волокна предпочтительно 8 мкм, более предпочтительно 10 мкм, для снижения фрикционного сопротивления, когда поверхность, подлежащую очистке, вытирают. Его верхний предел предпочтительно составляет 45 мкм, более предпочтительно 40 мкм, с точки зрения предотвращения падения волокон и захватывающих свойств в отношения мелкого мусора. Когда размер волокна у волокон (специальные волокна, описанные выше), образующих агрегат 2b волокон, находится в диапазоне, описанном выше, размер волокна длинного конца 21b волокна находится в диапазоне, описанном выше. Размер волокна составного волокна измеряют следующим образом:
[0098] <Способ измерения размера волокна>
Размер произвольных десяти волокон (диаметр) у волокна, подлежащего измерению (волокна, образующего агрегат волокон), измеряют с использованием микроскопа, среднее значение для 10 значений измерений определяют как размер волокна у волокна. Когда агрегат волокон содержит два или более типов волокон, размеры этих волокон отличаются от других, размер произвольных 10 волокон для каждого волокна измеряют согласно процедурам, описанным выше, и среднее значение из десяти значений измерений определяют как размер волокна у каждого волокна. Когда поперечное сечение волокна представляет собой не идеальный круг, а эллипс или плоскую структуру (когда объект, подлежащий измерению, представляет собой не идеально круглое волокно), эквивалентный диаметр просто получают в соответствии со следующим способом, и диаметр определяют как размер волокна у не идеального круглого волокна. Десять частей, которые являются относительно толстыми, и десять частей, которые являются относительно тонкими, произвольно выбирают из не идеально круглого волокна, размер волокна (диаметр) каждой из 20 частей измеряют с использованием микроскопа, квадратный корень произведения a, которое представляет собой среднее значение десяти толстых частей, и b, которое представляет собой среднее значение десяти тонких частей, определяют как размер волокна у не идеально круглого волокна.
[0099] Длина волокон, образующих агрегат 2b волокон, предпочтительно составляет 25 мм или больше, более предпочтительно 35 мм или больше и предпочтительно 100 мм или меньше, более предпочтительно 70 мм или меньше, для того, чтобы получать длину конца волокна (длину выступа из агрегата 2b волокон) 10 мм или больше, когда концы волокон у составных волокон вытягивают из агрегата 2b волокон посредством поднимающей волокна обработки, описанной ниже, и для того, чтобы сохранять прочность, достаточную для практического использования в качестве очищающего листа после поднимающей волокна обработки. Более подробно, длина волокна предпочтительно составляет от 25 до 100 мм, более предпочтительно от 35 до 70 мм. Длину волокна измеряют следующим образом: десять составных волокон вытягивают из агрегата волокон, подлежащего измерению, внимательно проверяя, что составные волокна не разрезаны, длину каждого вытянутого волокна измеряют и их среднее значение определяют в качестве длины волокна у волокон, образующих агрегат волокон. Когда вытянутые волокна извиты, длину измеряют в состоянии, в котором волокна вытянуты по прямой.
[0100] Основная масса агрегата 2b волокон предпочтительно составляет 15 г/м2 или больше, более предпочтительно 20 г/м2 или больше и предпочтительно 100 г/м2 или меньше, более предпочтительно 80 г/м2 или меньше. Более подробно, основная масса предпочтительно составляет от 15 до 100 г/м2, более предпочтительно от 20 до 80 г/м2 по причине того, что можно предотвращать прохождение мусора через лист 1B на его обратную сторону или что рука, держащая лист 1B, будет испачкана, когда используют очищающий лист 1B, и волокна, образующие агрегат 2b волокон, можно достаточно сплести друг с другом, и агрегат 2b волокон можно достаточно сплести с основой 3b.
[0101] В настоящем варианте осуществления основа 3b содержит ячеистый лист, с которым волокна, образующие агрегат 2b волокон, можно сплетать, и, в частности, как показано на Фиг. 16, ячеистую сеть 31, которая имеет множество отверстий 30b. Поскольку основа 3b идет непрерывно в направлении вида сверху очищающего листа 1B, даже если агрегат 2b волокон имеет низкую основную массу и имеет слабое сплетение и, таким образом, прочность является не вполне достаточной, прочность, достаточную для практического использования, можно предоставлять в целом в листе очищающего листа 1B посредством использования ячеистого листа в качестве основы 3b. Для того чтобы стабильно осуществлять вытягивание составных волокон при поднимающей волокна обработке, предпочтительно степень свободы составных волокон делают как можно более высокой, а сплетение составных волокон в агрегате 2b волокон более слабым. В целом, когда сплетение волокон является слабым, происходит снижение прочности очищающего листа 1B, и сложно предоставить прочность, достаточную для практического использования. Однако когда используют основу 3b, в очищающем листе можно предусматривать достаточную прочность и, таким образом, даже если сплетение агрегата 2b волокон является слабым, прочность очищающего листа не становится настолько низкой, что сложно использовать лист. Как результат, волокна можно эффективно вытягивать при поднимающей волокна обработке, не разрезая волокна, и можно получать очищающий лист 1B, который имеет достаточную прочность.
[0102] Каждый размер диаметра проволоки L1b сети 31 и расстояние L2b между проволоками соответствующим образом определяют с учетом сплетения с агрегатом 2b волокон и т.п. Диаметр проволоки L1b соответствует толщине сети 31b. Диаметр проволоки L1b предпочтительно составляет 50 мкм или больше, более предпочтительно 100 мкм или больше и предпочтительно 600 мкм или меньше, более предпочтительно 400 мкм или меньше. Более подробно, диаметр проволоки L1b предпочтительно составляет от 50 до 600 мкм, более предпочтительно от 100 до 400 мкм. Расстояние L2b между проволоками предпочтительно составляет 2 мм или больше, более предпочтительно 4 мм или больше и предпочтительно 30 мм или меньше, более предпочтительно 20 мм или меньше. Более подробно, расстояние L2b предпочтительно составляет от 2 до 30 мм, более предпочтительно от 4 до 20 мм. Диаметр проволоки L1b может частично отличаться от других частей и, в таком случае, диаметр проволоки относительно толстой части соответствует значению, описанному выше. Расстояние L2b между проволоками в направлении ширины листа (Y направление на Фиг. 16, CD при изготовлении листа) может равняться таковому в продольном направлении листа (направление X на Фиг. 16, MD при изготовлении листа) или отличаться от него.
[0103] Основа (ячеистый лист) в настоящем изобретении не ограничен ячеистой сетью 31b, и может представлять собой, например, перфорированную пленку 32b, которая имеет множество отверстий 30b, как показано на Фиг. 17(a)-17(c). Следовательно, тип ячеистого листа конкретно не ограничен при условии, что он представляет собой основу, которая имеет отверстия, в которые волокна могут проходить и в которые агрегат волокон или волокнистое полотно, которое представляет собой материал, образующий его, можно встраивать в сплетенном состоянии. Например, неплотную тканую материю, которая имеет сравнительно большое пространство между нитями, такую как марля; нетканую материю или бумагу, которая имеет пространства между волокнами, допускающими наложение волокнистого полотна на ее одну сторону или обе стороны и встраивание его в сплетенном состоянии; различные нетканые материи или бумагу, которые имеют отверстия, можно использовать в качестве ячеистого листа основы 3b. На Фиг. 16 и 17, геометрическую форму отверстия 30b на виде сверху можно менять соответствующим образом. Например, геометрическая форма в перфорированной пленке 32b может представлять собой форму звезды (форму креста), как показано на Фиг. 17(a), или круга, как показано на Фиг. 17(b). Кроме того, как показано на Фиг. 17(c), геометрическая форма может представлять собой комбинацию отверстий 30b с геометрическими формами нескольких типов на виде сверху (формы звезды двух видов и круга в состоянии, показанном на чертеже).
[0104] Материал, образующий основу 3b (ячеистый лист) может включать, например, полиолефиновые смолы, такие как полиэтилен, полипропилен и полибутен; полиэфирные смолы, такие как полиэтилентерефталат и полибутилентерефталат; полиамидные смолы, такие как нейлон 6 и нейлон 66; акрилонитриловые смолы; виниловые смолы, такие как поливинилхлорид; винилиденовые смолы, такие как поливинилиденхлорид; целлюлозные регенерированные волокна, такие как вискоза; пульповые материалы и т.п. Кроме того, также можно использовать модифицированные продукты образующего материала, его сплавы и смеси.
[0105] Основная масса основы 3b (ячеистый лист) предпочтительно составляет 3 г/м2 или больше, более предпочтительно 4 г/м2 или больше и предпочтительно 60 г/м2 или меньше, более предпочтительно 40 г/м2 или меньше. Более подробно, основная масса предпочтительно составляет от 3 до 60 г/м2, более предпочтительно от 4 до 40 г/м2. Массовая доля основы 3b в целом очищающем листе 1B предпочтительно составляет 5% по массе или больше, более предпочтительно 8% по массе или больше и предпочтительно 70% по массе или меньше, более предпочтительно 60% по массе или меньше. Более подробно, массовая доля предпочтительно составляет от 5 до 70% по массе, более предпочтительно от 8 до 60% по массе.
[0106] Удлинение листа для основы 3b (ячеистого листа) предпочтительно составляет меньше чем 40%, более предпочтительно меньше чем 20%, даже более предпочтительно меньше чем 10%, для того, чтобы улучшать прикрепляющие свойства очищающего листа 1B к очищающему инструменту, для того, чтобы предотвращать ухудшение эксплуатационной пригодности, такое как выпадение из очищающего инструмента за счет удлинения очищающего листа 1B во время очистки, и для того, чтобы стабильно подвергать очищающий лист 1B поднимающей волокна обработке.
[0107] Основная масса очищающего листа 1B предпочтительно составляет 35 г/м2 или больше, более предпочтительно 45 г/м2 или больше и предпочтительно 150 г/м2 или меньше, более предпочтительно 100 г/м2 или меньше. Более подробно, основная масса предпочтительно составляет от 35 до 150 г/м2, более предпочтительно от 45 до 100 г/м2, для обеспечения ощущения подходящей плотности очищающего листа 1B и улучшения пригодности для обработки.
[0108] Очищающий лист 1B имеет коэффициент сплетения, выражаемый посредством начального градиента кривой напряжение-деформация в вертикальном направлении относительно ориентации волокон в агрегате 2b волокон, образующим очищающий лист 1B предпочтительно 0,05 Н×м/г или больше, более предпочтительно 0,2 Н×м/г или больше и более предпочтительно 2 Н×м/г или меньше, более предпочтительно 1,2 Н×м/г или меньше. Более подробно, коэффициент сплетения предпочтительно составляет от 0,05 до 2 Н×м/г, более предпочтительно от 0,2 до 1,2 Н×м/г, поскольку можно осуществлять достаточное сплетение и можно получать степень свободы волокон, достаточную для захватывания мусора. Можно сказать, что чем слабее сплетение между волокнами, тем меньше значения коэффициента сплетения. Напряжение показывает значение, получаемое посредством деления растягивающей нагрузки на удерживаемую ширину (ширину образца, где измеряют прочность при растяжении), и основная масса подобная нетканой материю агрегата 2b волокон и напряжение показывают удлинение. Степень сплетения между волокнами преимущественно зависит от энергии сплетения, которую прикладывают к волокнистому полотну при обработке сплетения. Например, при сплетении в потоке воды (иглопробивании водой), энергией сплетения, добавляемой в волокнистое полотно, можно управлять посредством таких условий, как тип волокна, основная масса волокнистого полотна, число водоструйных сопел и давление воды в них, а также линейная скорость.
[0109] Далее один из примеров способа изготовления очищающего листа 1B по настоящему варианту осуществления объяснен со ссылкой на Фиг. 18 и Фиг. 19. Способ изготовления очищающего листа 1B по настоящему варианту осуществления включает стадию наслоения, в которой волокнистое полотно 4ab верхнего слоя и волокнистое полотно нижнего слоя 4bb накладывают на обе поверхности основы 3b (сеть 31b) для того, чтобы формировать наслоенный продукт 5b; стадию сплетения, в которой составные волокна на волокнистых полотнах 4ab и 4b в наслоенном продукте 5b сплетают друг с другом для того, чтобы формировать агрегаты 2b волокон и, одновременно, составные волокна сплетают с основой 3b посредством сплетения в потоке воды для того, чтобы формировать композит 6b, в котором интегрируют два компонента; стадию предоставления неровности, в которой композит 6b переносят на узорообразующий элемент, который имеет множество выступов и углублений, и часть агрегата 2b волокон вдавливают в углубления для того, чтобы предоставлять множество выступов 11b (см. Фиг. 12 и Фиг. 13), соответствующих углублениям на композите 6b, тем самым получая неровный композит 7b; стадию сушки, в которой сушат неровный композит 7b; и a поднимающую волокна стадию, в которой неровный композит 7b подвергают поднимающей волокна обработке, стадии осуществляют в этом порядке. Стрелка, обозначенная символом X на Фиг. 18, и стрелка, обозначенная символом V1b на Фиг. 19, показывают MD (направление обработки) во время изготовления очищающего листа 1B.
[0110] Производственное устройство 50b содержит, как показано на Фиг. 18, наслаивающую секцию 50Ab и сплетающую секцию 50Bb, и предоставляющую неровность секцию 50Cb. Наслаивающая секция 50Ab содержит чесальные машины 51Ab и 51Bb, которые изготавливают волокнистые полотна 4ab и 4bb соответствующим образом, выпускающие валики 52b и 52b для волокнистых полотен 4ab и 4bb и выпускающий валик 54b для основы 3b (сети 31b), которая находится в состоянии рулона. Сплетающая секция 50Bb содержит поддерживающую полотно ленту 55b, образованную из бесконечной ленты, и первое водоструйное сопло 56b. Предоставляющая неровность секция 50Cb содержит узорообразующий элемент 57b, образованный из бесконечной ленты, и второе водоструйное сопло 58b. Узорообразующий элемент 57b вращают в направлении стрелки на Фиг. 18. Узорообразующий элемент 57b является проницаемым для жидкости и имеет множество выступов и углублений на своей поверхности.
[0111] Производственное устройство 50b также содержит, как показано на Фиг. 19, секцию поднимающей волокна обработки 50Db. Секция поднимающей волокна обработки 50Db представляет собой секцию, в которой волокна, образующие неровный композит 7b, который прошел через стадию предоставления неровности, поднимают, и производственное устройство 50b по настоящему варианту осуществления содержит валик поднимающей волокна обработки 60b, который имеет множество выступов 60Ab на его периферийной поверхности. Валик поднимающей волокна обработки 60b является цилиндрическим и выполнен из металла, такого как алюминиевый сплав или сталь. Валик поднимающей волокна обработки 60b вращают посредством передачи движущей силы на ось вращения от приводного средства (не показано на чертеже). Скоростью вращения (периферийная скорость V2b) валика поднимающей волокна обработки 60b управляют посредством управляющей секции (не показана на чертеже), предусмотренной в производственном устройстве 50b. Здесь периферийная скорость V2b валика поднимающей волокна обработки 60b относится к скорости на поверхности валика поднимающей волокна обработки 60b. Высота подъема поднятого волокна (высота стоячего длинного конца 21b волокна) и число поднятых волокон (число длинных концов волокон) можно корректировать посредством управления периферийной скоростью V2b валика поднимающей волокна обработки 60b.
[0112] Каждый выступ 60Ab на периферийной поверхности валика поднимающей волокна обработки 60b имеет высоту, которая составляет от периферийной поверхности до верхней части (кончик верхушки) выступа 60Ab предпочтительно 0,01 мм или больше и предпочтительно 5 мм или меньше, более предпочтительно 2 мм или меньше. Более подробно, высота предпочтительно составляет от 0,01 до 5 мм, более предпочтительно от 0,01 до 2 мм. Расстояние (шаг) между выступами 60Ab, смежными в направлении по окружности, и расстояние (шаг) между выступами 60Ab, смежными в направлении оси вращения предпочтительно составляют 0,01 мм или больше и предпочтительно 60 мм или меньше, более предпочтительно 5 мм или меньше. Более подробно, расстояния предпочтительно составляют от 0,01 до 60 мм, более предпочтительно от 0,01 до 5 мм. Предпочтительно число выступов 60Ab на единицу площади составляет от 50 до 5000/см2, поскольку можно эффективно осуществлять поднятие волокна. Геометрическая форма верхней части выступа 60Ab на виде сверху конкретно не ограничена и ее примеры могут включать круг, эллипс, многоугольник и т.п. Площадь кончика верхней части выступа 60Ab предпочтительно составляет 0,001 мм2 и предпочтительно 10 мм2 или меньше, более предпочтительно 1 мм2 или меньше для улучшения легкости захвата волокон и для осуществления эффективного поднимания волокна. Более подробно, площадь предпочтительно составляет от 0,001 до 10 мм2, более предпочтительно от 0,001 до 1 мм2. Валик, который имеет неровную поверхность, содержащую такие выступы 60Ab, может содержать, в дополнение к валику для тиснения, имеющего мелкий неровный паттерн на его периферийной поверхности, валик, который имеет абразивную бумагу, обернутую вокруг периферийной поверхности, валик, имеющий периферийную поверхность, к которой применяют обеспечивающую неровность обработку посредством песчаной струи (валик после пескоструйной обработки) и т.п.
[0113] Секция поднимающей волокна обработки 50Db содержит, как показано на Фиг. 19, несущие валики 61b и 62b, которые предусмотрены на стороне впуска и стороне выпуска валика поднимающей волокна обработки 60b, соответственно, и несут объект, подлежащий прохождению поднимающей волокна обработки (неровный композит 7b). Скоростью переноса V1b неровного композита 7b управляют посредством управляющей секции (не показана на чертеже), предусмотренной в производственном устройстве 50b. Здесь скорость переноса V1b неровного композита 7b относится к скорости на поверхности неровного композита 7b, подаваемого на валик поднимающей волокна обработки 60b.
[0114] Для того чтобы более эффективно поднимать волокна, образующие неровный композит 7b, как показано на Фиг. 19, предпочтительно положение несущего валика 61b, расположенного на стороне выпуска валика поднимающей волокна обработки 60b, устанавливают выше положения валика поднимающей волокна обработки 60b. Более подробно, неровный композит 7b приводят в контакт с контактной поверхностью (периферийной поверхностью) валика поднимающей волокна обработки 60b под углом α сгиба предпочтительно 10° или больше, более предпочтительно 30° или больше и предпочтительно 180° или меньше, более предпочтительно 120° или меньше. Более подробно, композит 7b приводят в контакт под углом сгиба предпочтительно от 10 до 180°, более предпочтительно от 30 до 120°.
[0115] В производственном устройстве 50b очищающего листа 1B, имеющем такую структуру, сначала, как показано на Фиг. 18, волокнистые полотна 4ab и 4bb непрерывно выпускают из чесальных машин 51Ab и 51Bb в наслаивающую секцию 50Ab через выпускающие валики 52b и 52b, соответственно, и одновременно рулонную основу 3b (net 31b) подают из выпускающего валика 54b. Затем волокнистые полотна 4ab и 4bb наслаивают на обе поверхности сети 31b через выпускающие валики 52b и 52b для того, чтобы формировать наслоенный продукт 5b (стадия наслоения).
[0116] Затем, в сплетающей секции 50Bb, как показано на Фиг. 18, наслоенный продукт 5b подвергают сплетению с использованием реактивной струи воды высокого давления, подаваемой из первого водоструйного сопла 56b, в то время как его перемещают и переносят на поддерживающую полотно ленту 55b (стадия сплетения). Таким образом, составные волокна волокнистых полотен 4ab и 4bb в наслоенном продукте 5b сплетают друг с другом для того, чтобы формировать агрегат 2b волокон и одновременно составные волокна сплетают с основой 3b, тем самым получая композит 6b, в котором сплетают три компонента.
[0117] Затем в предоставляющей неровность секции 50Cb, как показано на Фиг. 18, давление прикладывают к композиту 6b посредством реактивной струи воды высокого давления, подаваемой из второго водоструйного сопла 58b, в то время как его перемещают и переносят на узорообразующий элемент 57b (стадия предоставления неровности). В это время к частям композита 6b, располагаемым в углублениях узорообразующего элемента 57b, прикладывают давление и части под давлением вдавливают в углубления. Как результат, части под давлением превращаются в углубления 12b, соответствующие углублениям (см. Фиг. 12 и Фиг. 13). С другой стороны, части композита 6b, располагаемые на выступах узорообразующего элемента 57b, не вдавливают, а превращают в выступы 11b. Таким образом многие выступы 11b и углубления 12b формируют на композите 6b и получают неровный композит 7b, в котором неровную геометрическую форму предоставляют во всем композите 6b. Множество выступов 11b и углублений 12b формируют на неровном композите 7b, но сеть 31b, которая представляет собой основу 3b, не имеет неровную геометрическую форму. Геометрическую форму выступа 11b на неровном композите 7b определяют в соответствии с типом узорообразующего элемента 57b или энергией сплетения, прикладываемой к агрегату волокон, которую генерируют посредством реактивной струи воды высокого давления, в сплетающей секции 50Bb и предоставляющей неровность секции 50Cb. Этой энергией сплетения управляют посредством условий, таких как геометрическая форма сопла у водоструйного сопла, шаг сопел, давление воды, число сопел и линейная скорость. Стадия предоставления неровности представляет собой стадию, в которой реактивную струю воды высокого давления подают на агрегат волокон (волокнистое полотно) и основу, в качестве стадии сплетения, и, таким образом, их сплетение иногда также можно осуществлять на стадии предоставления неровности, и сплетение не обязательно завершать на стадии сплетения.
[0118] Таким образом, получаемый неровный композит 7b переносят в нагревающее устройство (не показан на чертеже) посредством несущей ленты 29b, и композит подвергают тепловой обработке, такой как продувание горячим воздухом для того, чтобы сушить его (стадия сушки). Как в последующей поднимающей волокна стадии, одну поверхность 1ab' (см. Фиг. 19) неровного композита 7b подвергают поднимающей волокна обработке, и желательно на основу 3b не воздействовать с поверхности 1ab', которую еще не подвергали поднимающей волокна обработке.
[0119] Затем в секции поднимающей волокна обработки 50Db, как показано на Фиг. 19, неровный композит 7b переносят на периферийную поверхность валика поднимающей волокна обработки 60b в направлении Y посредством несущих валиков 61b и 62b, и поверхность 1ab' неровного композита 7b подвергают поднимающей волокна обработке посредством мелких выступов и углублений периферийной поверхности (поднимающая волокна стадия). В секции поднимающей волокна обработки 50Db, неровный композит 7b переносят, пока его приводят в контакт с периферийной поверхностью валика поднимающей волокна обработки 60b, посредством чего волокна, образующие неровный композит 7b, сплетают с выступами 60Ab, образующими мелкие выступы и углубления на периферийной поверхности, и составные волокна, сплетенные с выступами, частично вытягивают из неровного композита 7b, т.е. составные волокна не полностью вытягивают (не удаляют из неровного композита 7b), как результат, концы волокон у составных волокон выступают из поверхности 1ab' неровного композита 7b и образуют множество длинных концов 21b волокон, содержащих концы волокон (см. Фиг. 14). Концевые части составного волокна, располагаемые на противоположной стороне от концов волокон (длинные концы 21b волокон), все еще остаются в неровном композите 7b. Многие выступы 60Ab на периферийной поверхности валика поднимающей волокна обработки 60b имеют более короткую длину выступа из периферийной поверхности и большое число выступов на единицу площади по сравнению с множеством игл на периферийной поверхности опорного ворсовального валика, описанного в патентной литературе 1 и 2, и, таким образом, сложно резать сплетенное составное волокно при поднимающей волокна обработке агрегата волокон (нетканая материя), и составные волокна легко частично вытягивать из агрегата волокон, без резания составных волокон. В секции поднимающей волокна обработки 50Db для того, чтобы способствовать вытягиванию составных волокон, и эффективно формировать длинные концы 21b волокон, как показано на Фиг. 19, предпочтительно валик поднимающей волокна обработки 60b вращают в направлении вращения, противоположном направлению переноса неровного композита 7b. Таким образом, можно получать очищающий лист 1B, который имеет поверхность поднимающей волокна обработки 1ab, на которой формируют многие длинные концы 21b волокон, имеющие длину выступа из агрегата 2b волокон 10 мм или больше.
[0120] Настоящее изобретение не ограничено вариантом осуществления, описанным выше. Например, в очищающем листе 1B другая поверхность 1bb, расположенная на противоположной стороне поверхности 1ab, также может представлять собой поверхность поднимающей волокна обработки, которая имеет длинные концы 21b волокон, не ограничиваясь одной поверхностью 1ab. Когда обе стороны 1ab и 1bb очищающего листа 1B представляют собой поверхности, поднимающей волокна обработки, как указано выше, производственное устройство 50b может иметь две секции поднимающей волокна обработки, которые имеют ту же структуру, что и секция поднимающей волокна обработки 50Db, представленная на Фиг. 19, в MD (направление переноса неровного композита 7b), и их можно формировать с тем, чтобы обе поверхности листа последовательно подвергать поднимающей волокна обработке посредством последовательного пропускания неровного композита 7b через секции поднимающей волокна обработки. Альтернативно, структуру производственного устройства 50b не изменяют, и неровный композит 7b переворачивают с использованием одной секции поднимающей волокна обработки 50Db, посредством чего две поверхности можно впоследствии подвергать поднимающей волокна обработке.
[0121] В варианте осуществления, описанном выше, на стадии сплетения сплетающую обработку осуществляют посредством подачи реактивной струи воды высокого давления на одну поверхность наслоенного продукта 5b, но сплетающую обработку можно осуществлять посредством подачи реактивной струи воды на обе поверхности наслоенного продукта 5b одновременно или последовательно. Кроме того, поверхность 1ab очищающего листа 1B, имеющая длинные концы 21b волокон, может не быть неровной.
[0122] С учетом варианта осуществления, описанного выше, дополнительно раскрыты следующие композитные листы, способы их производства и очищающие листы.
[0123]
<1> Композитный лист, который содержит подобный нетканой материи агрегат волокон и ячеистый лист или термоскрепленную нетканую материю в качестве каркасного материала, агрегат волокон интегрируют в одну или обе стороны ячеистого листа или термоскрепленной нетканой материи в состоянии, в котором волокна, образующие агрегат волокон, сплетают друг с другом и с каркасным материалом,
композитному листу придают трехмерную неровную геометрическую форму с тем, чтобы иметь множество выступов и углублений,
составные волокна агрегата волокон поднимают с поверхностей выступов и углублений, и
отношение числа составных волокон, которые поднимают с поверхностей углублений и имеют высоту 1 мм или больше, к числу составных волокон, которые поднимают с поверхностей углублений и имеют высоту 0,1 мм или больше, составляет 25% или больше.
[0124]
<2> Композитный лист согласно приведенному выше п. <1>, где высота поднятых составных волокон с поверхностей углублений больше высоты поднятых составных волокон с поверхностей выступов.
<3> Композитный лист согласно приведенному выше п. <1> или <2>, где высота поднятого составного волокна в углублении составляет от 0,5 до 30 мм и число поднятых составных волокон в углублении составляет от 5 до 80 волокон/10 мм ширины.
<4> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<3>, где материал, образующий каркасный материал, имеет наименьшую температура плавления среди материалов волокон, образующих композитный лист.
<5> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<4>, где агрегат волокон формируют посредством смешивания составных волокон двух или более типов, диаметры которых отличаются от других вдвое или больше.
<6> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<5>, который используют для очищающего листа.
<7> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<6>, где композитный лист имеет 50 или больше или 100 или больше выступов в пределах квадрата 10 см × 10 см или 850 или меньше или 600 или меньше выступов в пределах квадрата 10 см × 10 см или 50 до 850 или 100 до 600 выступов в пределах квадрата 10 см × 10 см.
<8> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<7>, где поднятые составные волокна содержат поднятые волокна в состоянии, в котором выступает конец волокна и подняты петлевидные волокна.
<9> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<8>, где отношение (h3/h2) высоты (h3) поднятых составных волокон в углублениях к высоте (h2) поднятых составных волокон на выступах составляет 1 или больше, 3 или меньше, 2 или меньше, от 1 до 3 или от 1 до 2.
<10> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<9>, где высота (h2) поднятых составных волокон на выступах составляет 0,5 мм или больше, 1 мм или больше, 30 мм или меньше, 20 мм или меньше, от 0,5 до 30 мм или от 1 до 20 мм.
<11> Композитный лист согласно какому-либо одному из приведенных выше. пп. <1>-<10>, где число поднятых составных волокон на выступе составляет 5 или больше волокон/10 мм ширины, 10 или больше волокон/10 мм ширины, 80 или меньше волокон/10 мм ширины, 50 или меньше волокон/10 мм ширины, от 5 до 80 волокон/10 мм ширины или от 10 до 50 волокон/10 мм ширины.
[0125]
<12> Композитный лист согласно какому-либо одному из приведенных выше п.п. <3>-<11>, где высота (h3) поднятых составных волокон в углублениях составляет 0,5 мм или больше, 1 мм или больше, 30 мм или меньше, 20 мм или меньше, от 0,5 до 30 мм или от 1 до 20 мм.
<13> Композитный лист согласно какому-либо одному из приведенных выше п.п. <3>-<12>, где число поднятых составных волокон в углублениях составляет 5 или больше волокон/10 мм ширины, 10 или больше волокон/10 мм ширины, 80 или меньше волокон/10 мм ширины, 50 или меньше волокон/10 мм ширины, от 5 до 80 волокон/10 мм ширины или от 10 до 50 волокон/10 мм ширины.
<14> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<13>, где отношение поднятых составных волокон в углублениях, имеющих высоту подъема 1 мм или больше, к поднятым составным волокнам в углублениях составляет 30% или больше, 40% или больше, 95% или меньше, от 30 до 95% или от 40 до 95%.
<15> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<14>, где отношение поднятых составных волокон на выступах, имеющих высоту подъема 1 мм или больше, к поднятым составным волокнам на выступах составляет 20% или больше, 40% или больше, 90% или меньше, предпочтительно 80% или меньше, от 20 до 90% или от 40 до 80%.
<16> Композитный лист согласно какому-либо одному из приведенных выше п.п. <8>-<15>, где отношение петлевидных поднятых волокон к поднятым составным волокнам составляет 2% или больше, 5% или больше, 70% или меньше, 50% или меньше, от 2 до 70% или от 5 до 50%.
<17> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<16>, где толщина композитного листа составляет от 0,5 до 7,0 мм при нагрузке 0,3 кПа или от 1,0 до 4,0 мм при нагрузке 0,3 кПа.
<18> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<17>, где каркасный материал представляет собой ячеистый лист и ячеистый лист представляет собой сеть из смолы, которой придают в целом ячеистую геометрическую форму.
<19> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<17>, где каркасный материал представляет собой термоскрепленную нетканую материю, и термоскрепленная нетканая материя представляет собой пропускающую воздух нетканую материю, нетканую материю Spunbond или нетканую материю Pointbond.
<20> Композитный лист согласно какому-либо одному из приведенных выше п.п. <1>-<19>, где в агрегате волокон отношение составного волокна, имеющего диаметр волокна от 20 до 60 мкм, ко всем составным волокнам составляет от 10 до 90% по массе, или от 30 до 70% по массе.
[0126]
<21> Способ изготовления композитного листа по п. 1, который включает:
осуществление поднимающей волокна обработки, при которой поднимают составные волокна композитного листа; и затем
осуществление обеспечивающей неровную геометрическую форму обработки множества частей композитного листа, которые подвергали поднимающей волокна обработке, чтобы на композитном листе формировать множество выступов и углублений.
[0127]
<22> Способ изготовления композитного листа согласно приведенному выше п. <21>, где
поднимающую волокна обработку осуществляют с использованием валика с выступами, который имеет множество выступов на его периферийной поверхности, и
композитный лист подают на валик с выступами и поднимают волокна, образующие агрегат волокон, который образует композитный лист.
<23> Способ изготовления композитного листа согласно приведенному выше п. <21> или <22>, где
обеспечивающую неровную геометрическую форму обработку осуществляют с использованием пары неодинаковых валиков,
один валик из неодинаковых валиков имеет множество выступов на его периферийной поверхности, и другой валик из неодинаковых валиков имеет множество углублений, в которые вставляют выступы первого валика в местоположениях, соответствующих выступам первого валика на его периферийной поверхности, и
композитный лист, который подвергали поднимающей волокна обработке, подают между парой неодинаковых валиков, и неровные геометрические формы обеспечивают во множестве частей композитного листа, который подвергали поднимающей волокна обработке.
<24> Способ изготовления композитного листа согласно приведенному выше п. <22> или <23>, где
волокнистое полотно наслаивают по меньшей мере на одну поверхность каркасного материала,
наслоенный продукт подвергают сплетению в потоке воды, посредством чего волокна, образующие наслоенный продукт, сплетают друг с другом для того, чтобы формировать агрегат волокон, и, одновременно, составные волокна сплетают с каркасным материалом для того, чтобы интегрировать три компонента.
<25> Способ изготовления композитного листа согласно какому-либо одному из приведенных выше п.п. <22>-<24>, где
первый валик с выступами и второй валик с выступами используют в качестве валика с выступами,
первый валик с выступами располагают на стороне впуска второго валика с выступами,
первый валик с выступами вращают в направлении, противоположном направлению переноса агрегата волокон, и
отношение V3/V2 периферийной скорости V3 первого валика с выступами к периферийной скорости V4 второго валика с выступами корректируют до значения от 0,3 до 20, V3>V2, значения от 1,1 до 15 или значения от 1,5 до 12.
<26> Способ изготовления композитного листа согласно какому-либо одному из приведенных выше п.п. <22>-<24>, где
первый валик с выступами и второй валик с выступами предоставляют в качестве валика с выступами,
первый валик с выступами располагают на стороне впуска второго валика с выступами,
первый валик с выступами вращают в направлении, сонаправленном с направлением переноса агрегата волокон, и
отношение V3/V2 периферийной скорости V3 первого валика с выступами к периферийной скорости V4 второго валика с выступами корректируют до значения от 1,1 до 20, от 1,5 до 10 или от 2 до 8.
<27> Способ изготовления композитного листа согласно какому-либо одному из приведенных выше п.п. <21>-<26>, где
обеспечивающую форму обработку осуществляют при температуре, равной температуре размягчения термопластической смолы, образующей каркасный материал, или выше нее, или при температуре, равной температуре плавления термопластической смолы, или выше нее.
[0128]
<28> Очищающий лист, который содержит агрегат волокон и основу, поддерживающую агрегат волокон, составные волокна агрегата волокон сплетают друг с другом и с основой, тем самым образуя состояние, в котором агрегат волокон как единое целое сплетают с основой, где
имеют место концы волокон у составных волокон, которые имеют длину 10 мм или более, которые формируют посредством поднимающей волокна обработки, снаружи от прямой линии, соединяющей контуры одной поверхности очищающего листа на виде сбоку очищающего листа.
[0129]
<29> Очищающий лист согласно приведенному выше п. <28>, где имеют место 10 или больше концов волокон на 10 см2 поверхности очищающего листа.
<30> Очищающий лист согласно приведенному выше п. <28> или <29>, где агрегат волокон формируют способом гидросплетения.
<31> Очищающий лист согласно какому-либо одному из приведенных выше п.п. <28>-<30>, где одна поверхность очищающего листа имеет неровность, которая имеет выступы и углубления.
<32> Очищающий лист согласно приведенному выше п. <31>, где выступ имеет больше концов волокон, чем углубление.
<33> Очищающий лист согласно приведенному выше п. <30> или <31>, где выступы и углубления формируют способом гидросплетения, которому подвергают агрегат волокон.
<34> Очищающий лист согласно какому-либо одному из представленных выше п.п. <28>-<33>, где концы волокон имеют длину выступа от 10 до 30 мм или от 10 до 25 мм.
<35> Очищающий лист согласно какому-либо одному из представленных выше п.п. <29>-<34>, где имеют место от 10 до 60 концов волокон на 10 см2 поверхности очищающего листа.
<36> Очищающий лист согласно какому-либо одному из представленных выше п.п. <31>-<35>, где длина выступа концов волокон в верхушечных частях выступов и вблизи от них (среднее значение длин выступа множества концов волокон) больше длины выступа концов волокон нижних частях углублений и вблизи от них.
<37> Очищающий лист согласно какому-либо одному из представленных выше п.п. <31>-<36>, где на выступах имеют место относительно много концов волокон по сравнению с углублениями.
<38> Очищающий лист согласно какому-либо одному из представленных выше п.п. <31>-<37>, где интервал между смежными выступами составляет от 1 до 10 мм или от 2 до 8 мм в направлении ширины очищающего листа и составляет от 3 до 20 мм или от 4 до 15 мм в продольном направлении очищающего листа.
<39> Очищающий лист согласно какому-либо одному из представленных выше п.п. <31>-<38>, где выступы на одной поверхности очищающего листа и углубления на другой поверхности очищающего листа взаимосвязаны как лицевая и обратная стороны.
[0130]
<40> Очищающий лист согласно какому-либо одному из представленных выше п.п. <28>-<39>, где очищающий лист имеет кажущуюся толщину от 1 до 5 мм или от 1,3 до 4 мм.
<41> Очищающий лист согласно какому-либо одному из представленных выше п.п. <28>-<40>, где основа содержит ячеистый лист.
<42> Очищающий лист согласно приведенному выше п. <41>, где ячеистый лист включает ячеистую сеть, которая имеет множество отверстий, перфорированную пленку, которая имеет множество отверстий, неплотную тканую материю, которая имеет сравнительно большое пространство между нитями, нетканую материю или бумагу, которая имеет пространства между волокнами, или нетканую материю или бумагу, которая имеет отверстия.
<43> Очищающий лист согласно какому-либо одному из представленных выше п.п. <28>-<42>, где очищающий лист имеет коэффициент сплетения от 0,05 до 2 Н×м/г или от 0,2 до 1,2 Н×м/г.
<44> Очищающий лист согласно какому-либо одному из представленных выше п.п. <28>-<43>, где имеют место концы волокон у составных волокон, которые имеют длину 10 мм или больше, формируемые посредством поднимающей волокна обработки, на другой поверхности, расположенные на стороне, противоположной одной поверхности очищающего листа.
ПРИМЕР
[0131] Настоящее изобретение объяснено более подробно посредством примеров, но объем настоящего изобретения не ограничен этим.
[0132] [Пример 1] Композитный лист получали способом, представленным на Фиг. 4. Волокнистое полотно, которое имеет основную массу 53 г/м2, получали с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм; 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм и диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, который сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем получаемый продукт сушили, тем самым получая ламинат, имеющий агрегаты волокон. Затем обе поверхности ламината подвергали поднимающей волокна обработке с использованием валиков с выступами 31 и 34. Валики с выступами 31 и 34 вращали в направлении, противоположном направлению переноса ламината, и каждый угол α сгиба составлял 130°. Высоты выступов 310 и 340 на валиках с выступами 31 и 34 составляют приблизительно 0,07 мм; расстояние (шаг) между смежными выступами в направлении по окружности и расстояние (шаг) между смежными выступами в направлении оси вращения составляли приблизительно 0,22 мм каждый; и число выступов на единицу площади составляло 2000 выступов/см2. Затем ламинат пропускали через совмещаемый с зазором тиснильный валик 43 для того, чтобы осуществлять обеспечивающую неровную геометрическую форму (деформацию) обработку. Валик 41 и валик 42 имели температуру поверхности 105°C. Каждый выступ 410 на валике 41 имел высоту 2,0 мм, и глубина сплетения между каждым выступом 410 на валике 41 и каждым углублением 420 на валике 42 составляла 1,6 мм. Кроме того, расстояние (шаг) между смежными выступами 410 в направлении оси вращения составляло 7 мм, а расстояние (шаг) между смежными выступами 410 в направлении по окружности составляло 7 мм. Композитный лист из примера 1 изготавливали в описанных выше условиях.
[0133] [Пример 2] Композитный лист из примера 2 изготавливали аналогичным образом, как в примере 1, за исключением того, что сложное полиэфирное волокно (1,45 дтекс при длине волокна 38 мм/9,0 дтекс при длине волокна 38 мм: 70%/30%) использовали в качестве исходного материала волокнистого полотна.
[0134] [Пример 3] Композитный лист из примера 3 изготавливали аналогичным образом, как в примере 1, за исключением того, что сложное полиэфирное волокно (1,45 дтекс при длине волокна 38 мм/9,0 дтекс при длине волокна 38 мм: 50%/50%) использовали в качестве исходного материала волокнистого полотна.
[0135] [Пример 4] Композитный лист из примера 4 изготавливали аналогичным образом, как в примере 1, за исключением того, что сложное полиэфирное волокно (1,45 дтекс при длине волокна 38 мм/17,0 дтекс при длине волокна 51 мм: 70%/30%) использовали в качестве исходного материала волокнистого полотна.
[0136] [Пример 5] Композитный лист из примера 5 изготавливали аналогичным образом, как в примере 1, за исключением того, что сложное полиэфирное волокно (1,45 дтекс при длине волокна 38 мм/17,0 дтекс при длине волокна 51 мм: 50%/50%) использовали в качестве исходного материала волокнистого полотна.
[0137] [Сравнительный пример 1] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. Затем поднимающую волокна стадию осуществляли при тех же условиях, как в примере 1, за исключением того, что обеспечивающую неровную трехмерную форму (деформацию) обработку не осуществляли, тем самым получая композитный лист из сравнительного примера 1.
[0138] [Сравнительный пример 2] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. Затем осуществляли только обеспечивающий неровную трехмерную форму (деформацию) способ при тех же условиях, как в примере 1, без осуществления поднимающей волокна стадии, тем самым получая композитный лист из сравнительного примера 2.
[0139] [Сравнительный пример 3] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. В сравнительном примере 3, поднимающую волокна стадию и обеспечивающую неровную трехмерную форму (деформацию) обработку осуществляли в противоположном порядке относительно порядка в примере 1; т.е. ламинат подвергали обеспечивающей неровную трехмерную форму (деформацию) обработке при тех же условиях, как в примере 1, и затем обе его поверхности подвергали поднимающей волокна обработке с использованием абразивной бумаги №1200, тем самым получая композитный лист из сравнительного примера 3.
[0140] [Сравнительный пример 4] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. Выполняли слабое сплетение волокон посредством снижения давления воды реактивной струи воды или тому подобного. Поднимающую волокна стадию и обеспечивающую неровную трехмерную форму (деформацию) обработку не осуществляли, тем самым получая композитный лист из сравнительного примера 4.
[0141] [Сравнительный пример 5] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. Сплетение волокон посредством реактивной струи воды осуществляли, как в примерах. Поднимающую волокна стадию и обеспечивающую неровную трехмерную форму (деформацию) обработку не осуществляли, как в сравнительном примере 4, тем самым получая композитный лист из сравнительного примера 5.
[0142] [Сравнительный пример 6] Волокнистое полотно, имеющее основную массу 53 г/м2, получали аналогичным образом, как в примере 1, с использованием сложного полиэфирного волокна (1,45 дтекс при длине волокна 38 мм: 100%) в качестве исходного материала согласно обычному способу чесания. Полипропиленовую ячеистую сеть (расстояние между волокнами 8 мм, диаметр проволоки 300 мкм) использовали в качестве ячеистого листа, который представлял собой каркас, как в примере 1. После волокнистое полотно наслаивали на верхние и нижние стороны ячеистого листа, которые сплетали и интегрировали посредством реактивной струи воды, подаваемой из множества сопел, и затем сушили получаемый продукт, тем самым получая ламинат, имеющий агрегаты волокон, аналогичным образом, как в примере 1. Выполняли сильное сплетение волокон посредством повышения давления воды реактивной струи воды или тому подобного. Как в примере 4, поднимающую волокна стадию и обеспечивающую неровную трехмерную форму (деформацию) обработку не осуществляли, тем самым получая композитный лист из сравнительного примера 6.
[0143] [Оценка свойств] Толщину при нагрузке 40 Па, 0,3 кПа и 0,7 кПа и основную массу получали для каждого композитного листа в примерах 1-5 и сравнительных примерах 1-6, и результаты представлены в таблице 1.
Захватывающие свойства измеряли как описано ниже, когда каждый композитный лист из примеров 1-5 и сравнительных примеров 1-6 использовали в качестве очищающего листа.
[0144] [Захватывающие волосы свойства]
<Захватывающие волосы свойства на сухом полу>
Каждый композитный лист из примеров 1-5 и сравнительных примеров 1-6 прикрепляли к Quickle Wiper [производства компании Kao Corporation]. Десять волосков длиной приблизительно 10 см разбрасывали на деревянном полу 30 см × 90 см (NEW Woody Super Z производства компании Matsushita Electric Corporation), на который помещали головную часть, к которой прикрепляли композитный лист, и осуществляли одно определенное чистящее движение назад-вперед (90 см). После этого электричество удаляли с композитного листа, захватывающего волоски, с использованием антистатического устройства SJ-R036 (производства компании KEYENCE Corporation) и головную часть встряхивали 10 раз, и затем измеряли число волосков, захваченных композитным листом. Эту операцию осуществляли три раза повторно и измеряли, сколько захватывали волосков из 30 волосков. Число захваченных волосков делили на 30, затем умножали на 100 и получаемое значение определяли как долю захваченных волос (%).
Захватываемую долю волосков, имеющих длину приблизительно 20 см, вычисляли аналогичным образом, как указано выше.
[0145] [Захватывающие волосы свойства]
<Захватывающие волосы свойства на влажном полу>
Каждый композитный лист из примеров 1-5 и сравнительных примеров 1-6 прикрепляли к Quickle Wiper [производства компании Kao Corporation]. На деревянный пол 30 см × 90 см (NEW Woody Super Z производства компании Matsushita Electric Corporation) добавляли по каплям 0,3 см3 ионообменной воды, и воду размазывали в пределах размеров головки губки (приблизительно 10 см × 25 см), на который разбрасывали десять волосков, имеющих длину приблизительно 10 см, и волоски адаптировали к ионообменной воде пальцем. Головную часть, к которой прикрепляли композитный лист, помещали на него и осуществляли пять раз определенное чистящее движение назад-вперед (90 см). После этого электричество удаляли с композитного листа, захватывающего волоски, посредством использования антистатического устройства SJ-R036 (производства компании KEYENCE Corporation) и головную часть встряхивали 10 раз, а затем измеряли число волосков, захваченных композитным листом. Эту операцию осуществляли три раза повторно и измеряли, сколько захватывали волосков из 30 волосков. Число захваченных волосков делили на 30, а затем умножали на 100 и получаемое значение определяли в качестве доли захваченных волос (%).
Захватывающие волосы свойства листа на сухом полу или влажном полу оценивали, основываясь на следующих критериях:
A: захватываемая доля 80% или больше, хорошие захватывающие волосы свойства.
B: захватываемая доля 60% или больше и меньше чем 80%, и захватывающие волосы свойства, достаточные для практического использования.
C: захватываемая доля 40% или больше и меньше чем 60%, плохие захватывающие волосы свойства.
D: захватываемая доля меньше чем 40%, практическое использование при таких захватывающих волосы свойствах невозможно.
[0146]
[Захватывающие частицы мусора свойства] Каждый композитный лист из примеров 1-5 и сравнительных примеров 1-3 прикрепляли к Quickle Wiper [производства компании Kao Corporation]. Десять семян кунжута, которые представляли собой частицы мусора, разбрасывали на деревянном полу 30 см × 90 см (NEW Woody Super Z производства компании Matsushita Electric Corporation), на который помещали головную часть, на которую прикрепляли композитный лист, и осуществляли одно определенное чистящее движение назад-вперед (90 см). После этого головную часть, к которой композитный лист, захватывающий семена кунжута, встряхивали 10 раз и измеряли число семян кунжута, захваченных композитным листом. Эту операцию осуществляли три раза повторно и измеряли, сколько захватывали семян кунжута из 30 семян кунжута. Число семян кунжута делили на 30, а затем умножали на 100 и получаемое значение определяли как долю захватываемых частиц мусора (%).
Захватывающее частицы мусора свойства листа оценивали, основываясь на следующих критериях:
A: захватываемая доля 50% или больше, хорошие захватывающие частицы мусора свойства.
B: захватываемая доля 30% или больше и меньше чем 50%, захватывающие частицы мусора свойства достаточны для практического использования.
C: захватываемая доля 15% или больше и меньше чем 30%, плохие захватывающие частицы мусора свойства.
D: захватываемая доля меньше чем 15%, практическое использование при таких захватывающих частицы мусора свойствах невозможно.
[0147]
Абразив-ная бумага
[0148] Кроме того, высота (h2) поднятого составного волокна на верхней части выступа, высота (h3) поднятого составного волокна на нижней части углубления, и отношение (h3/h2) для каждого композитного лист из примеров 1-5 и сравнительных примеров 1-6 получали, основываясь на «Способе измерения высоты поднятых составных волокон», результаты представлены в таблице 2. Композитные листы из сравнительных примеров 1-4 до 6 не подвергали обеспечивающей неровную трехмерную форму (деформацию) обработке и, таким образом, высоту поднятых составных волокон на поверхности композитного листа измеряли аналогичным образом.
Для каждого композитного листа из примеров 1-5 и сравнительных примеров 1-6 получали долю (%) поднятых составных волокон 0,1 мм или больше и меньше чем 1 мм, 1 мм или больше и меньше чем 3 мм, 3 мм или больше и меньше чем 10 мм или 10 мм или больше на выступах, основываясь на способе, описанном выше. Кроме того, долю (%) составного волокна в углублениях получали аналогичным образом в качестве доли около выступов, результаты представлены в таблице 2. Каждый композитный лист из сравнительных примеров 1 и 4-6 не подвергали обеспечивающей неровную трехмерную форму (деформацию) обработке и, таким образом, долю поднятых составных волокон на поверхности композитного листа измеряли аналогичным образом.
Кроме того, долю петлевидных волокон на выступах или в углублениях каждого композитного листа из примеров 1-5 и сравнительных примеров 1-6 измеряли, основываясь на «способе измерения доли петлевидных волокон», результаты представлены в таблице 2. Каждый композитный лист из сравнительных примеров 1 и 4-6 не подвергали обеспечивающей неровную трехмерную форму (деформацию) обработке и, таким образом, долю петлевидных поднятых составных волокон на поверхности композитного листа измеряли аналогичным образом.
[0149]
1,0 мм
3,0 мм
10,0 мм
1,0 мм
3,0 мм
1,0 мм
3,0 мм
10,0 мм
[0150] Как видно из результатов, представленных в таблице 1, захватывающие волосы свойства и захватывающие частицы мусора свойства композитных листов из примеров 1-5 выше, чем у композитных листов из сравнительных примеров 1-6.
Как видно из результатов, представленных в таблице 2, высота и число поднятых составных волокон в нижних частях углублений композитных листов из примеров 1-5, соответствующим образом, больше и выше, чем у композитных листов из сравнительных примеров 2 и 3.
Как видно из результатов, представленных в таблице 2, композитные листы из примеров 1-5 имели тенденцию, согласно которой чем больше диаметр составного волокна, тем ниже число поднятых волокон, но можно сделать предположение о том, что поскольку волокна, имеющие больший диаметр волокна, имели более высокую жесткость, может возникать эффект, при котором захватываемые объекты, такие как волосы и семена кунжута, захватывались более надежно без их падения из-за жесткости волокон, когда объекты захватывали.
[0151] [Пример 6] Затем получали очищающий лист, имеющий ту же структуру, что и очищающий лист 1B, представленный на Фиг. 12 и Фиг. 13, с использованием производственного устройства, как показано на Фиг. 18 и 19, который использовали в качестве образца в примере 6. В частности, сначала получали волокнистое полотно, имеющее основную массу 24 г/м2, с использованием PET волокна (размер волокна 11 мкм, длина волокна 38 мм) в качестве исходного материала согласно обычному способу чесания. Затем, используя полипропиленовую ячеистую сеть (диаметр проволоки 300 мкм, расстояние между проволоками 8 мм, основная масса 5 г/м2) в качестве основы (ячеистого листа), получаемое волокнистое полотно наслаивали на верхнюю и нижнюю поверхности основы для того, чтобы получать наслоенный продукт (стадия наслоения); наслоенный продукт подвергали сплетающей обработке с использованием реактивной струи воды (давление воды 1 мПа), подаваемой из множества сопел для того, чтобы сплетать и интегрировать его, тем самым получая композит, который имеет агрегаты волокон с коэффициентом сплетения 0,5 Н×м/г (гидросплетенная нетканая материя) (стадия сплетения); неровную геометрическую форму предоставляли в композите посредством подачи реактивной струи воды, подаваемой из множества сопел на него, на узорообразующем элементе в условиях давления воды от 1 до 5 мПа, чтобы получать неровный композит (стадия предоставления неровности); и получаемый неровный композит сушили горячим воздухом (стадия сушки). Затем только одну поверхность получаемого неровного композита подвергали поднимающей волокна обработке посредством использования валика поднимающей волокна обработки (поднимающая волокна стадия), посредством чего получали очищающий лист, имеющий желаемые выступы и углубления. Используя пескоструйный валик в качестве валика поднимающей волокна обработки, скорость переноса V1b (см. Фиг. 19) неровного композита задавали 20 м/мин, периферийную скорость V2b (см. Фиг. 19) пескоструйного валика задавали 200 м/мин, и пескоструйный валик вращали в направлении, противоположном направлению переноса неровного композита. Высота выступов на периферийной поверхности пескоструйного валика составляла приблизительно 0,07 мм, расстояние (шаг) между смежными выступами в направлении по окружности и расстояние (шаг) между смежными выступами в направлении оси вращения составляли приблизительно 0,22 мм, площадь кончика верхней части выступа составляла приблизительно 0,008 мм2, а число выступов на единицу площади составляло приблизительно 2000 выступов/см2.
[0152] [Пример 7] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что периферийную скорость V2b пескоструйного валика задавали равной 20 м/мин, который определяли в качестве примера 7.
[0153] [Пример 8] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что периферийную скорость V2b пескоструйного валика задавали равной 10 м/мин, который определяли в качестве примера 8.
[0154] [Пример 9] Очищающий лист получали аналогичным образом, как в примере 6, за исключением того, что PET волокно (размер волокна 11 мкм и длина волокна 38 мм) и конъюгированное волокно оболочка-ядро (ядерная часть из PP и оболочечная часть из PE, размер волокна 48 мкм и длина волокна 51 мм) использовали в качестве исходного материала для волокнистого полотна; массовое отношение смешения двух волокон PET волокно:конъюгированное волокно оболочка-ядро задавали равным 45:55; и пропускали стадию предоставления неровности, который определяли в качестве примера 9. Пропуская стадию предоставления неровности, делали получаемый очищающий лист плоским по существу без выступов или углублений.
[0155] [Пример 10] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что PET волокно (размер волокна 11 мкм, длина волокна 38 мм) и конъюгированное волокно оболочка-ядро (ядерная часть из PP, оболочечная часть из PE, размер волокна 40 мкм, длина волокна 51 мм) использовали в качестве исходного материала волокнистого полотна, и массовое отношение смешения двух волокон PET волокно:конъюгированное волокно оболочка-ядро задавали равным 45:55, который определяли в качестве примера 10.
[0156] [Пример 11] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что два типа PET волокон, размер волокна и длина волокна у которых отличались друг от друга [первое PET волокно (размер волокна 11 мкм, длина волокна 38 мм) и второе PET волокно (размер волокна 32 мкм, длина волокна 51 мм)], использовали в качестве исходного материала волокнистого полотна, и массовое отношение смешения двух волокон первое PET волокно:второе PET волокно задавали равным 45:55, который определяли в качестве примера 11.
[0157] [Пример 12] Очищающий лист, по существу не имеющий выступы или углубления, получали аналогичным образом, как в примере 6, за исключением того, что PET/нейлоновое разделяемое волокно (размер волокна приблизительно 7 мкм после разделения, длина волокна 51 мм) использовали в качестве исходного материала волокнистого полотна, и пропускали стадию предоставления неровности, который определяли в качестве примера 12.
[0158] [Пример 13] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что перфорированную гидросплетенную нетканую материю из вискозного волокна [тонина вискозы 2,2 дтекс, основная масса 40 г/м2, размер отверстия (1,5 мм по MD и 0,5 мм по CD), и доля площади отверстий 30%] использовали в качестве основы (ячеистый лист), который определяли в качестве примера 13.
[0159] [Пример 14] Очищающий лист, по существу не имеющий выступы или углубления, получали аналогичным образом, как в примере 6, за исключением того, что пропускали стадию предоставления неровности, который определяли в качестве примера 14.
[0160] [Сравнительный пример 7] Очищающий лист, имеющий выступы и углубления, получали аналогичным образом, как в примере 6, за исключением того, что пропускали поднимающую волокна стадию, который определяли в качестве сравнительного примера 7.
[0161] [Сравнительный пример 8] Сначала волокнистое полотно, имеющее основную массу 30 г/м2, получали с использованием конъюгированного волокна оболочка-ядро (ядерная часть из PP, оболочечная часть из PE, размер волокна 17 мкм, длина волокна 51 мм) согласно обычному способу чесания. Затем волокнистое полотно подвергали тепловой обработке при 135°C для того, чтобы сплавлять волокна друг с другом, тем самым получая пропускающую воздух нетканую материю. Таким образом получаемую пропускающую воздух нетканую материю подвергали поднимающей волокна обработке аналогичным образом, как на поднимающей волокна стадии в примере 6, тем самым получая очищающий лист, по существу не имеющий выступы или углубления, который определяли в качестве сравнительного примера 8.
[0162] [Сравнительный пример 9] Нетканую материю Spunbond, имеющую основную массу 30 г/м2, из PET волокна (непрерывного волокна размером волокна 25 мкм) подвергали поднимающей волокна обработке аналогичным образом, как на поднимающей волокна стадии в примере 6, тем самым получая очищающий лист, по существу не имеющий выступы или углубления, который определяли в качестве сравнительного примера 9.
[0163] [Сравнительный пример 10] Очищающий лист, по существу не имеющий выступы или углубления, получали аналогичным образом, как в примере 6, за исключением того, что только из волокнистого полотна формировали лист, не используя основу (ячеистый лист), и пропускали предоставляющую выступы стадию, который определяли в качестве сравнительного примера 10.
[0164] [Сравнительный пример 11] Очищающий лист, по существу не имеющий выступы или углубления, получали аналогичным образом, как в примере 6, за исключением того, что пропускали стадию предоставления неровности и поднимающую волокна стадию, который определяли в качестве сравнительного примера 11.
[0165] [Оценка] Длину выступа конца волокна из агрегата волокон и число длинных концов волокон каждого образца (очищающего листа) из примеров и сравнительных примеров оценивали согласно способам, описанным выше. Кроме того, захватывающие волосы свойства на каждой из сухой поверхности, подлежащей очистке, и влажной поверхности, подлежащей очистке, захватывающие мелкую пыль свойства, захватывающие более крупные частицы мусора свойства, удлинение листа, степень падения волокон и сопротивление вытиранию оценивали в соответствии со следующими способами. Оценку осуществляли в среде с комнатной температурой 20°C и влажностью 60% RH. Результаты представлены в таблице 3, описанной ниже.
[0166] Отдельно визуально наблюдали концы волокон, выступающие из агрегата волокон [содержащие концы волокон у составных волокон с длинами 10 мм или более (длинные концы волокон)] каждого образца (очищающий лист) в примерах и сравнительных примерах. Как результат, в очищающих листах, имеющих выступы и углубления (образцы из примеров 6-8, 10, 11 и 13 и сравнительного примера 7), имеют место относительно много концов волокон на выступах, образующих неровность (верхняя часть выступа и вблизи от него), и относительно мало концов волокон в углублениях, образующих неровность (нижняя часть углубления и вблизи от него). С другой стороны, в очищающем листе, по существу не имеющем выступы и углубления (образцы из примеров 9, 12 и 14 и сравнительных примеров 8-11), концы волокон существовали почти равномерно по всей поверхности одной поверхности (поверхности, поднимающей волокна обработки) очищающего листа.
[0167] <Способ оценки захватывающих волосы свойств на сухой поверхности, подлежащей очистке>
Очищающий лист прикрепляли к головной части Quickle Wiper (зарегистрированный товарный знак), который представляет собой очищающий инструмент производства компании Kao Corporation. При оценке, поверхность, которую подвергали поднимающей волокна обработке (поверхность поднимающей волокна обработки) во время способа изготовления очищающего листа, использовали в качестве очищающей поверхности. Когда поверхность поднимающей волокна обработки отсутствовала, произвольную одну поверхность очищающего листа использовали в качестве очищающей поверхности. Используя сухую поверхность деревянного пола (размер 30 см × 60 см, Woody F производства компании Matsushita Electric Corporation) в качестве поверхности, подлежащей очистке, по ней разбрасывали десять волосков, имеющих длину приблизительно 10 см, и затем очищающий лист, прикрепленный к головной части, помещали на пол, и всю площадь деревянного пола вытирали один раз определенным движением (60 см), посредством чего очищающим листом захватывали волоски. После этого, головную часть Quickle Wiper встряхивали 10 раз с амплитудой вверх-вниз 10 см, за счет чего волоски, которые не удерживал очищающий лист, падали и затем подсчитывали число волосков, удерживаемых на очищающем листе. Пять листов очищающего листа одного типа непрерывно подвергали этой операции и регистрировали общее число волосков, захваченных пятью очищающими листами (общее число захваченных волосков). Число захваченных волосков делили на 50 (общее число разбросанных волосков), затем умножали на 100 и получаемое значение определяли как удерживание (%) захваченных волос. Удерживание оценивали, основываясь на следующих критериях в качестве захватывающих волосы свойств на сухой поверхности, подлежащей очистке.
A: удерживание 80% или больше, хорошие захватывающие волосы свойства на сухой поверхности, подлежащей очистке.
B: удерживание 60% или больше и меньше чем 80%, захватывающие волосы свойства на сухой поверхности, подлежащей очистке, достаточны для практического использования.
C: удерживание 40% или больше и меньше чем 60%, захватывающие волосы свойства на поверхности, подлежащей очистке, захватывающие волосы свойства слегка хуже, но практическое использование возможно.
D: удерживание меньше чем 40%, захватывающие волосы свойства сухой поверхности, подлежащей очистке, при которых практическое использование невозможно.
[0168] <Способ оценки захватывающих волосы свойств на влажной поверхности, подлежащей очистке>
В <способе оценки захватывающих волосы свойств на сухой поверхности, подлежащей очистке> описанном выше, после того, как десять волосков разбрасывали на поверхности, подлежащей очистке, 1 мл ионообменной воды распределяли по ним и волоски адаптировали к ионообменной воде. После этого удерживание (%) захваченных волос получали аналогичным образом, как указано выше, и удерживание оценивали, основываясь на следующих критериях, описанных ниже, в качестве захватывающих волосы свойств на влажной поверхности, подлежащей очистке.
A: удерживание 80% или больше, хорошие захватывающие волосы свойства на сухой поверхности, подлежащей очистке.
B: удерживание 60% или больше и меньше чем 80%, захватывающие волосы свойства на сухой поверхности, подлежащей очистке, достаточные для практического использования.
C: удерживание 40% или больше и меньше чем 60%, захватывающие волосы свойства на поверхности, подлежащей очистке, захватывающие волосы свойства слегка хуже, но практическое использование возможно.
D: удерживание меньше чем 40%, захватывающие волосы свойства на сухой поверхности, подлежащей очистке, при которых практическое использование невозможно.
[0169] <Способ оценки захватывающих мелкую пыль свойств>
Очищающий лист прикрепляли к головной части Quickle Wiper (зарегистрированный товарный знак), который представляет собой очищающий инструмент производства компании Kao Corporation. Для оценки захватывающих пыль свойств использовали мелкую пыль. При оценке, поверхность, которую подвергали поднимающей волокна обработке (поверхность поднимающей волокна обработки) во время способа изготовления очищающего листа, использовали в качестве очищающей поверхности. Когда поверхность поднимающей волокна обработки отсутствовала, произвольную одну поверхность очищающего листа использовали в качестве очищающей поверхности. После 0,2 г (общая масса порошков 7 типов составляла 0,2 г) тесовой порошкообразной пыли 7 типов (производства компании Association of Powder Process Industry and Engineering, Япония, «7 kinds of Test Powders 1 prescribed in "Test Powder and Test Particles" in "JIS Z 8901» разбрасывали почти по всей поверхности сухой поверхности деревянного пола (размер 90 см × 90 см, Woody F производства компании Matsushita Electric Corporation) в качестве поверхности, подлежащей очистке, всю площадь деревянного пола вытирали два раза определенным движением (60 см) очищающим листом, прикрепленном к головной части, и измеряли массу пыли, прикрепленной к очищающему листу. Массу пыли, прикрепленной к очищающему листу, измеряли посредством вычитания массы очищающего листа до вытирания, которую измеряли предварительно, из общей массы очищающего листа после вытирания. Пять листов из очищающего листа одного типа непрерывно подвергали этой операции и регистрировали общую массу пыли, захваченной пятью очищающими листами (общая масса захваченной пыли). Общую массу захваченной пыли делили на 1,0 (общая масса разбросанной пыли), затем умножали на 100 и получаемое значение определяли в качестве доли захватываемой мелкой пыли (%), и захватываемую долю оценивали, основываясь на следующих критериях в качестве захватывающего пыль свойства.
A: захватываемая доля 70% или больше, хорошие захватывающие мелкую пыль свойства.
B: захватываемая доля 50% или больше и меньше чем 70%, захватывающие мелкую пыль свойства достаточны для практического использования.
C: захватываемая доля 40% или больше и меньше чем 50%, захватывающие мелкую пыль свойства слегка хуже, но практическое использование возможно.
D: захватываемая доля меньше чем 40%, захватывающие мелкую пыль свойства, при которых практическое использование не возможно.
[0170] <Способ оценки захватывающих более крупные частицы мусора свойств>
Очищающий лист прикрепляли к головной части Quickle Wiper (зарегистрированный товарный знак), который представляет собой очищающий инструмент производства компании Kao Corporation. При оценке поверхность, которую подвергали поднимающей волокна обработке (поверхность поднимающей волокна обработки) во время способа изготовления очищающего листа, использовали в качестве очищающей поверхности. Когда поверхность поднимающей волокна обработки отсутствовала, произвольную одну поверхность очищающего листа использовали в качестве очищающей поверхности. Используя сухую поверхность деревянного пола (размер 30×60 см, Woody F производства компании Matsushita Electric Corporation) в качестве поверхности, подлежащей очистке, 0,5 г хлебных крошек, имеющих размер частиц приблизительно от 1,0 до 1,4 мм, в качестве более крупных частиц мусора разбрасывали на деревянном полу, и затем очищающий лист, прикрепленный к головной части, помещали на пол. Всю площадь деревянного пола вытирали однократным определенным движением (60 см), посредством чего очищающий лист захватывал хлебные крошки, и измеряли массу захваченных хлебных крошек. Массу хлебных крошек, прикрепленных к очищающему листу, измеряли посредством вычитания массы очищающего листа до вытирания, которую предварительно измеряли, из общей массы очищающего листа после вытирания. Пять листов из очищающего листа одного типа непрерывно подвергали этой операции, и регистрировали общую массу хлебных крошек, захваченных пятью очищающими листами (общая масса захваченных крошек). Общую массу захваченных крошек делили на 2,5 (общая масса разбросанных хлебных крошек), затем умножали на 100 и получаемое значение определяли в качестве доли захватываемых более крупных частиц мусора (%), и захватываемую долю оценивали, основываясь на следующих критериях, в качестве захватывающих более крупные частицы мусора свойств.
A: захватываемая доля 50% или больше, хорошие захватывающие более крупные частицы мусора свойства.
B: захватываемая доля 30% или больше и меньше чем 50%, захватывающие более крупные частицы мусора свойства достаточны для практического использования.
C: захватываемая доля 15% или больше и меньше чем 30%, захватывающие более крупные частицы мусора свойства слегка хуже, но практическое использование возможно.
D: захватываемая доля меньше чем 15%, захватывающие более крупные частицы мусора свойства, при которых практическое использование невозможно.
[0171] <Оценка удлинения листа>
Из очищающего листа, подлежащего резанию, вырезали прямоугольную геометрическую форму, имеющую размер 100 мм по CD и 30 мм по MD, направлению, перпендикулярному CD, и вырезанную прямоугольную геометрическую форму использовали в качестве измеряемого образца. Измеряемый образец прикрепляли к зажимам динамометра с тем, чтобы направлением растяжения являлось CD. Устанавливали расстояние между зажимами 50 мм. Измеряемые образец растягивали со скоростью 300 мм/мин. Используя длину измеряемого образца при удлинении при нагрузке 5 Н, удлинение листа по CD при нагрузке 5 Н/25 мм получали посредством следующей формулы, и оценку осуществляли, основываясь на следующих критериях.
Удлинение листа (%) = [(длина при удлинении-50)/50]×100
A: удлинение листа меньше чем 10%, очищающий лист не растягивали полностью при вытирании на поверхности, подлежащей очистке, или при его прикреплении к очищающему инструменту, лист легко использовать.
B: удлинение листа 10% или больше и меньше чем 20%, очищающий лист немного растягивали при вытирании на поверхности, подлежащей очистке или при его прикреплении к очищающему инструменту, проблемы при практическом использовании отсутствуют.
C: удлинение листа 20% или больше и меньше чем 40%, очищающий лист иногда растягивали при вытирании на поверхности, подлежащей очистке, или при его прикреплении к очищающему инструменту, лист имеет слегка ухудшенную пригодность, но практическое использование возможно.
D: удлинение листа 40% или больше, очищающий лист растягивали при вытирании на поверхности, подлежащей очистке, или при его прикреплении к очищающему инструменту, лист не подходит для использования.
[0172] <Способ оценки степени падения волокон>
Очищающий лист прикрепляли к головной части Quickle Wiper (зарегистрированный товарный знак), который представляет собой очищающий инструмент производства компании Kao Corporation. При оценке поверхность, которую подвергали поднимающей волокна обработке (поверхность поднимающей волокна обработки) во время способа изготовления очищающего листа, использовали в качестве очищающей поверхности. Когда поверхность поднимающей волокна обработки отсутствовала, произвольную одну поверхность очищающего листа использовали в качестве очищающей поверхности. Используя очищающий лист, прикрепленный к головной части, очищающее движение назад-вперед осуществляли пять раз по всей площади одного мата в мате татами, который представлял собой поверхность, подлежащую очистке. После этого, осуществляли визуально наблюдение за тем, оставались ли составные волокна очищающего листа на мате татами, и это оценивали, основываясь на следующих критериях, в качестве степени падения волокон.
B: Число составных волокон, остающихся на мате татами, меньше 10, низкая степень падения волокон была низкой, а оценка была высокой.
C: Число составных волокон, остающихся на мате татами, 10 или больше, степень падения волокон слегка повышена, но практическое использование возможно.
D: Очищающий лист разрушался при очистке, его практическое использование невозможно.
[0173] <Оценка сопротивления вытиранию>
Пять кругов, имеющих диаметр 25 мм, вырезали из очищающего листа в качестве образца. Коэффициент статического трения μ поверхности, поднимающей волокна обработки (когда образец не имел поднимающей волокна обработки, произвольной поверхности очищающего листа) каждого образца измеряли с использованием HEIDON Tribogear Muse TYPE: 94i, производства компании Shinto Scientific Co., Ltd. Среднее значение коэффициентов статического трения μ 5 образцов оценивали, основываясь на следующих критериях в качестве сопротивления вытиранию.
B: среднее значение меньше чем 0,40 μ, низкое сопротивление вытиранию, приятные ощущения при вытирании.
C: среднее значение 0,40 μ или больше и меньше чем 0,60 μ, высокое сопротивление вытиранию, слегка ухудшенные ощущения при вытирании, но практическое использование возможно.
D: среднее значение 0,60 μ или больше, очень высокое сопротивление вытиранию, неприятные ощущения при вытирании, практическое использование невозможно.
[0174]
(мкм)
(г/м2)
(г/м2)
[0175] Как видно из результатов, представленных в таблице 3, в очищающих листах из примеров 6-14, любой агрегат волокон имеет места, образованные посредством сплетения составных волокон, агрегаты волокон и основу формируют как единое целое в сплетенном состоянии. Кроме того, в очищающих листах из примеров 6-14, длина концов волокон, выступающих из агрегата волокон, составляет 10 мм или больше, и имеют место концы волокон у составных волокон, имеющие длину 10 мм или больше (длинные концы волокон), снаружи от прямой линии BLb (см. Фиг. 14), соединяющей контуры одной поверхности очищающего листа (поверхности, поднимающей волокна обработки очищающей поверхности) на виде очищающего листа сбоку. Соответственно, можно видеть, что очищающие листы из примеров 6-14 имеют превосходную эффективность очистки (захватывающие волосы свойства на сухой поверхности, подлежащей очистке), и эффективность других их видов очистки (захватывающие волосы свойства на влажной поверхности, подлежащей очистке, захватывающие мелкую пыль свойства и захватывающие более крупные частицы мусора свойства) больше улучшена по сравнению со сравнительным примером 7, в котором поднимающую волокна обработку не осуществляют. Кроме того, можно видеть, что примеры 6-14 представляют собой очищающие листы, которые имеют малое удлинение листа и, таким образом, подходят для очистки. Кроме того, из сравнения примера 13 с другими примерами можно видеть, что даже если вискозную перфорированную гидросплетенную нетканую материю используют в качестве основы, очищающий лист имеет малое удлинение листа и, таким образом, имеет предпочтительную структуру в качестве очищающего листа. Напротив, в сравнительных примерах 7 и 11, преимущественно, поднимающую волокна обработку не осуществляют, и на очищающей поверхности длинные концы волокон отсутствуют, и, таким образом, получают плохие результаты по эффективности очистки. В сравнительных примерах 8 и 9, хотя длинные концы волокон имеют место на очищающей поверхности, агрегат волокон формируют преимущественно посредством сплавления или связывания составных волокон и, таким образом, получают плохие результаты по эффективности очистки. Кроме того, из сравнения примера 14 со сравнительным примером 10 можно видеть, что если отсутствует основа, поддерживающая агрегат волокон, происходит увеличение удлинения листа и очищающий лист легко удлиняется и, таким образом, он не подходит для использования для очищающего листа.
[0176] Сравнивая примеры 6, 7 и 8, можно видеть, что пример 6, в котором число длинных концов волокон (число длинных концов волокон на 10 см2 поверхности, поднимающей волокна обработки) является максимальным, имеет результатом наиболее превосходную эффективность очистки и, таким образом, эффективность очистки дополнительно улучшают, поскольку число длинных концов волокон становится больше. В частности, из сравнения примера 7 с примером 8 можно видеть, что когда число длинных концов волокон больше 10, происходит улучшение захватывающих волосы свойств.
[0177] Сравнивая примеры 9, 10, 11 и 12, несмотря на то, что все они имеют хорошие эффективности очистки, поскольку агрегат волокон преимущественно содержит составные волокна, которые имеют размер волокна меньше 8 мкм в примере 12, сопротивление вытиранию является высоким, что, таким образом, ведет к слегка ухудшенному ощущению при вытирании. В примере 9, поскольку преимущественно имеет место агрегат волокон, имеющий отношение волокон с размером волокна больше 45 мкм ко всем волокнам 50% по массе или больше, степень падения волокон слегка увеличена, что, таким образом, ведет к возникновению так называемого падения волокон при очистке. Для этого результата, в отношении агрегата волокон, предпочтительно отношение составных волокон, имеющих размер волокна (диаметр) 8 мкм или больше и 45 мкм или меньше (более предпочтительно 10 мкм или больше и 40 мкм или меньше) ко всем составным волокнам составляет 50% по массе или больше, с точки зрения снижения сопротивления вытиранию и падения волокон. Дополнительно, пример 9 имеет результат, в котором наблюдают падение волокон, и пример 12 имеет результат слегка ухудшенного ощущения при вытирании, но оба примера 9 и 12 достигают уровня, при котором их можно в достаточной мере использовать в качестве очищающего листа.
[0178] Сравнивая пример 6 и пример 14, хотя оба они имеют хорошую эффективность очистки, результаты, в которых, несмотря на то, что их получают посредством одной и той же поднимающей волокна обработки, пример 6, имеющий выступы и углубления на его поверхности, поднимающей волокна обработки, имеет большее число длинных концов волокон, чем пример 14, который по существу не имеет выступы и углубления, что, таким образом, ведет к более высоким захватывающим волосы свойствам и захватывающим более крупные частицы мусора свойствам. Для этого результата можно видеть, что неровная поверхность поднимающей волокна обработки эффективна для увеличения числа длинных концов волокон и улучшения эффективности очистки.
[0179] Дополнительно, в отношении очищающего листа, имеющего выступы и углубления (образцы из примеров 6-8, 10, 11 и 13 и сравнительного примера 7), подтверждали, что захватывающие более крупные частицы мусора свойства оценивали как массовую долю частиц мусора, захваченных в углублениях: таковые на выступах = приблизительно 5:1 во всех случаях, и частицы мусора предпочтительно захватывают в углублениях, и подтверждали, что при оценке захватывающих волосы свойств волосы захватывали на выступах с тем, чтобы сплетать их с выступами.
Промышленная применимость
[0180] Когда композитный лист по настоящему изобретению используют для очищающего листа, волосы и мусор, такие как хлопковая пыль, можно дополнительно эффективно захватывать и частицы мусора можно захватывать в достаточной мере.
[0181] Очищающий лист по настоящему изобретению демонстрирует превосходные захватывающие свойства и удерживающие свойства в отношении волос или мусора, такого как пыль, независимо от того, является ли поверхность, подлежащая очистке, или мусор сухими или влажными, и сложно вызывать падение составных волокон.
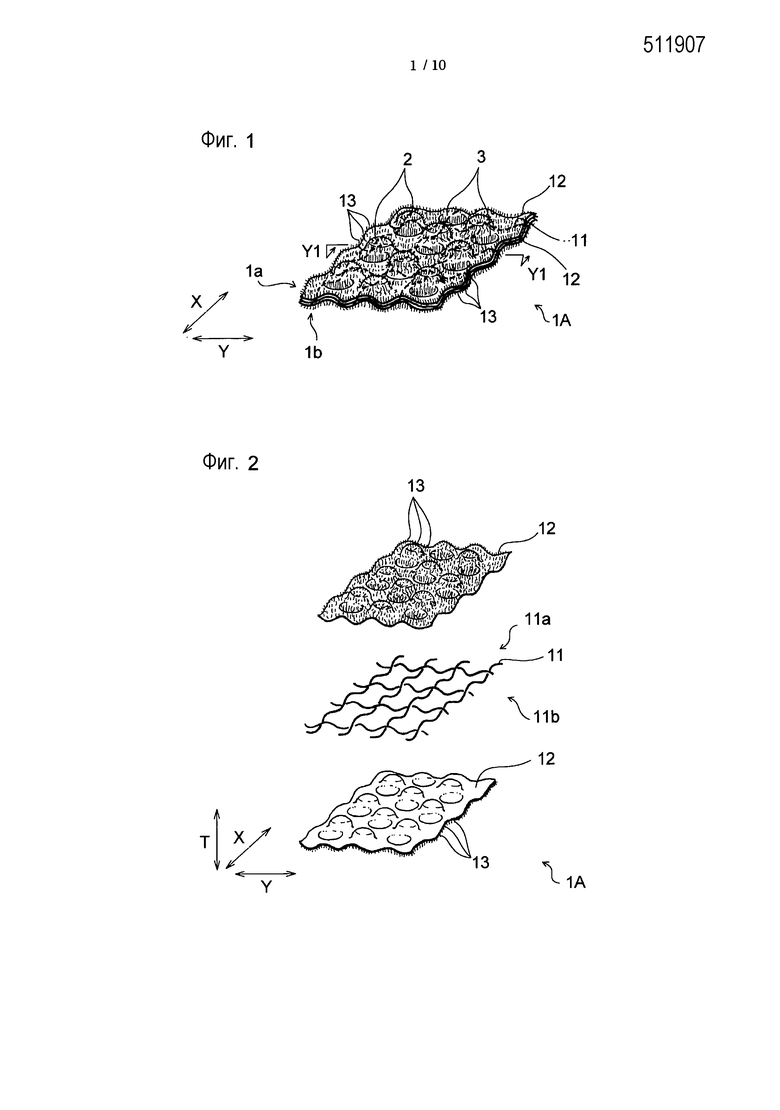
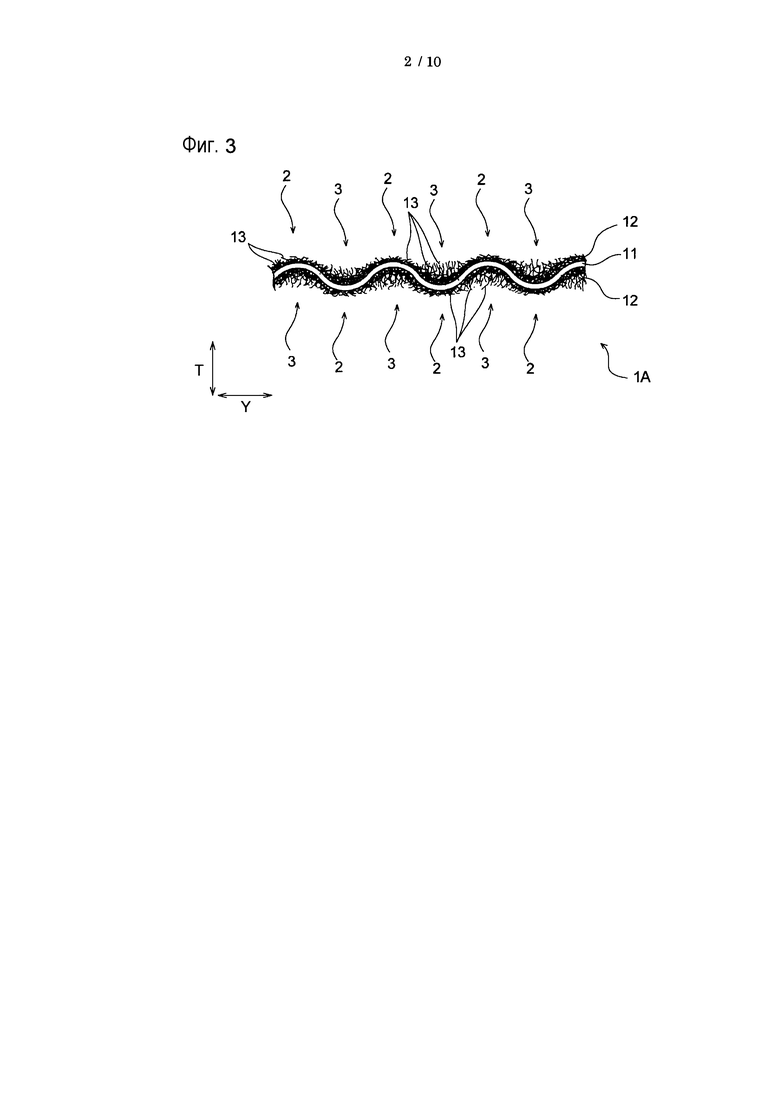
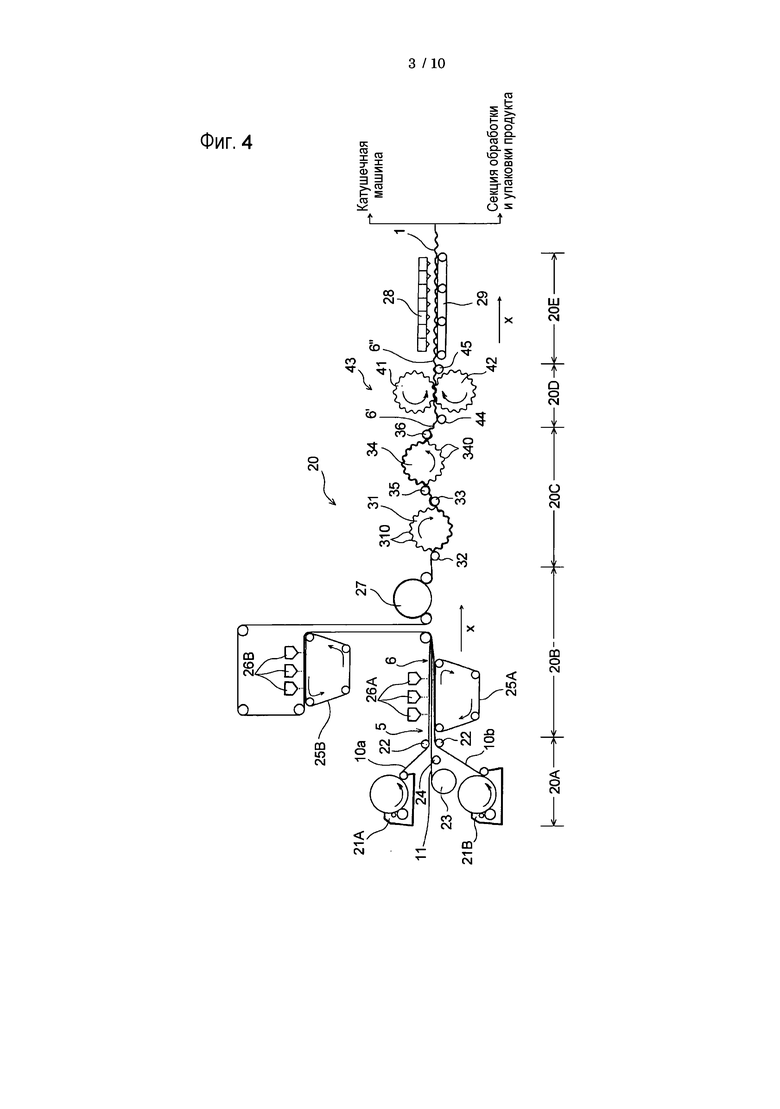
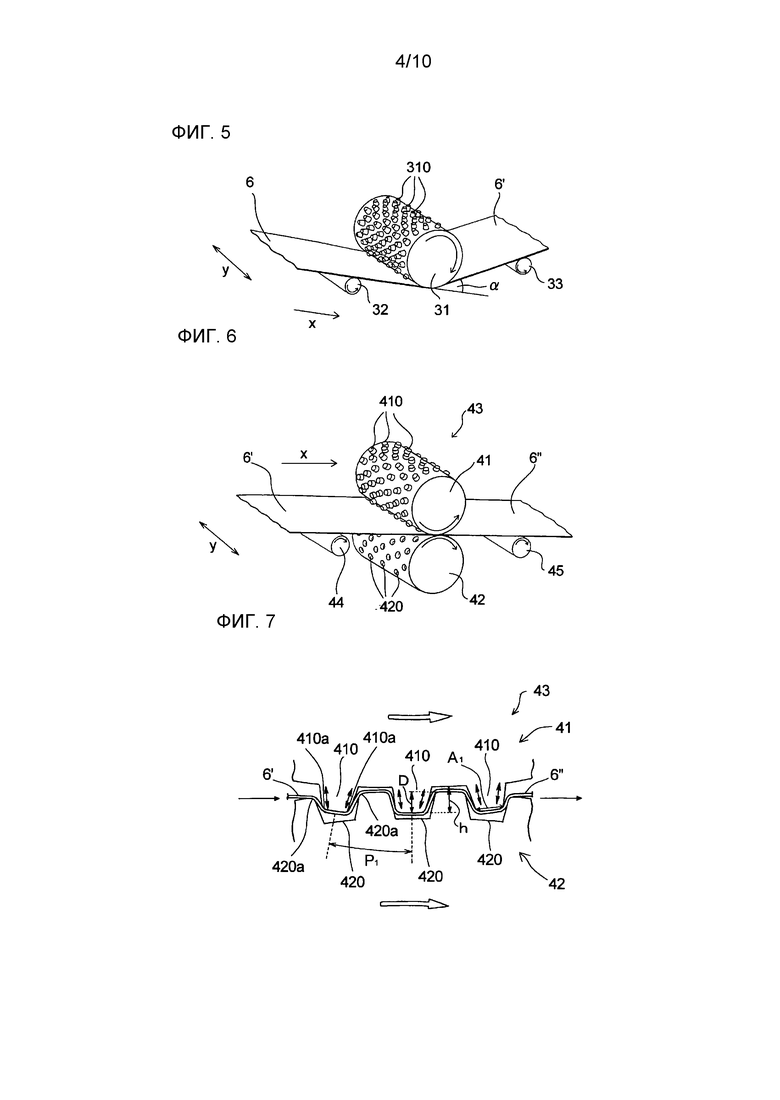
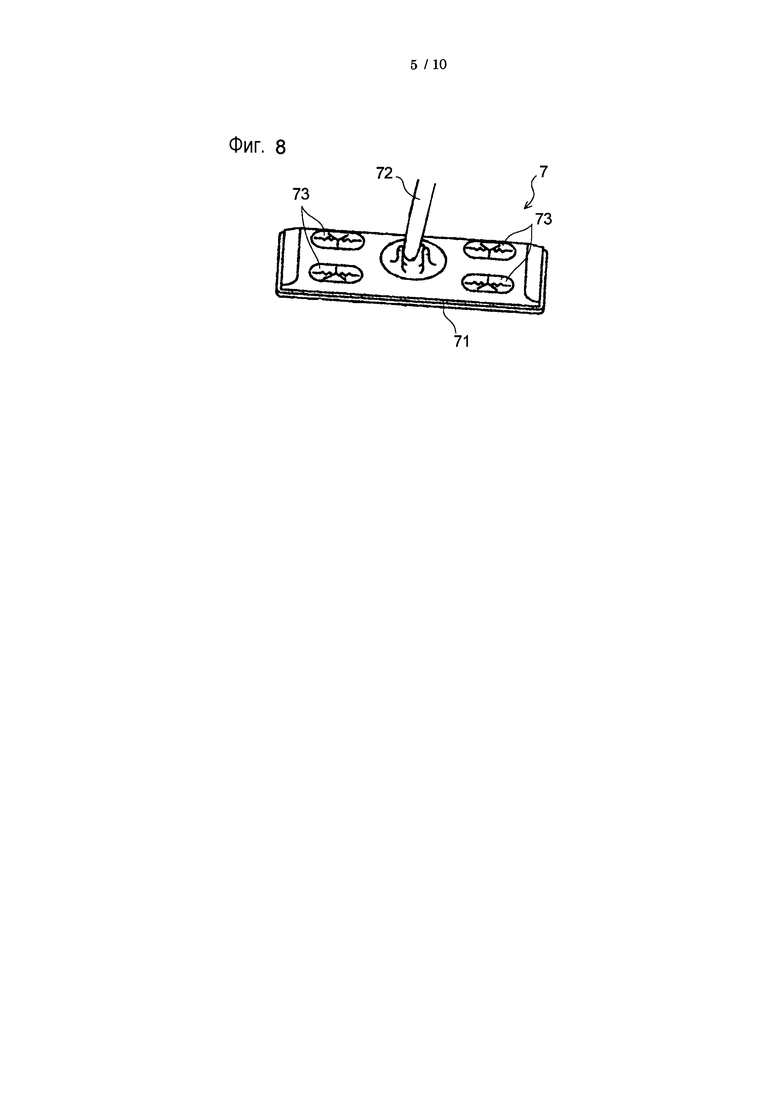
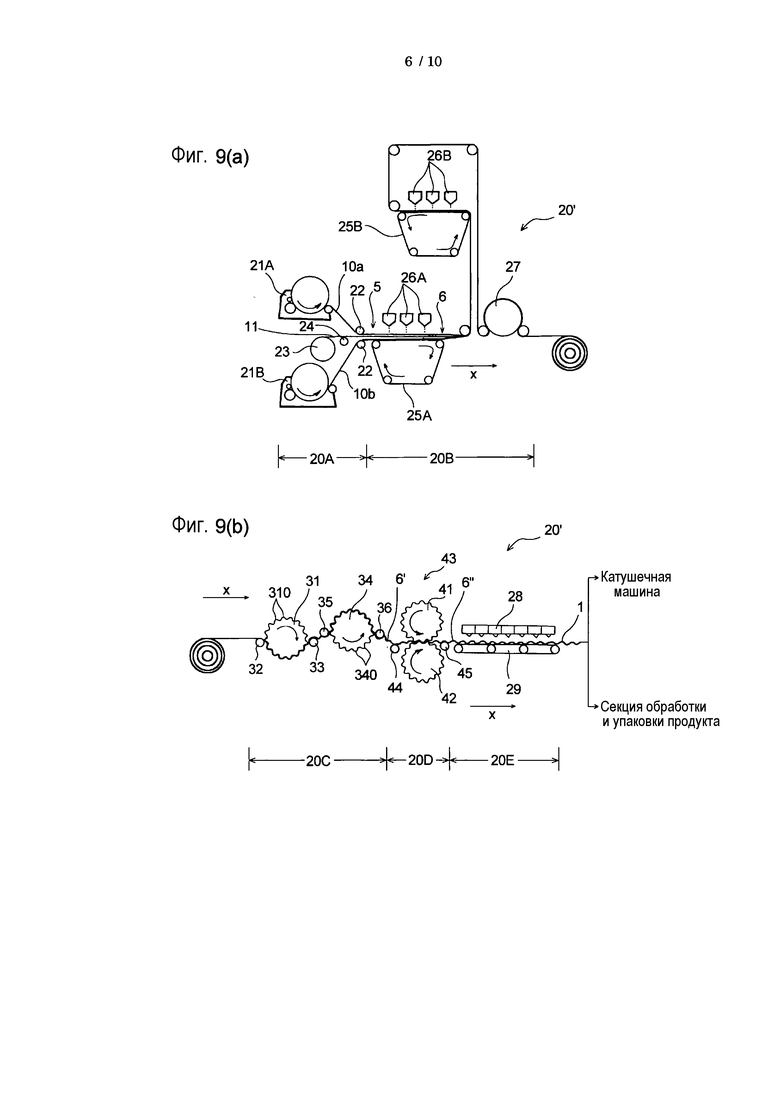
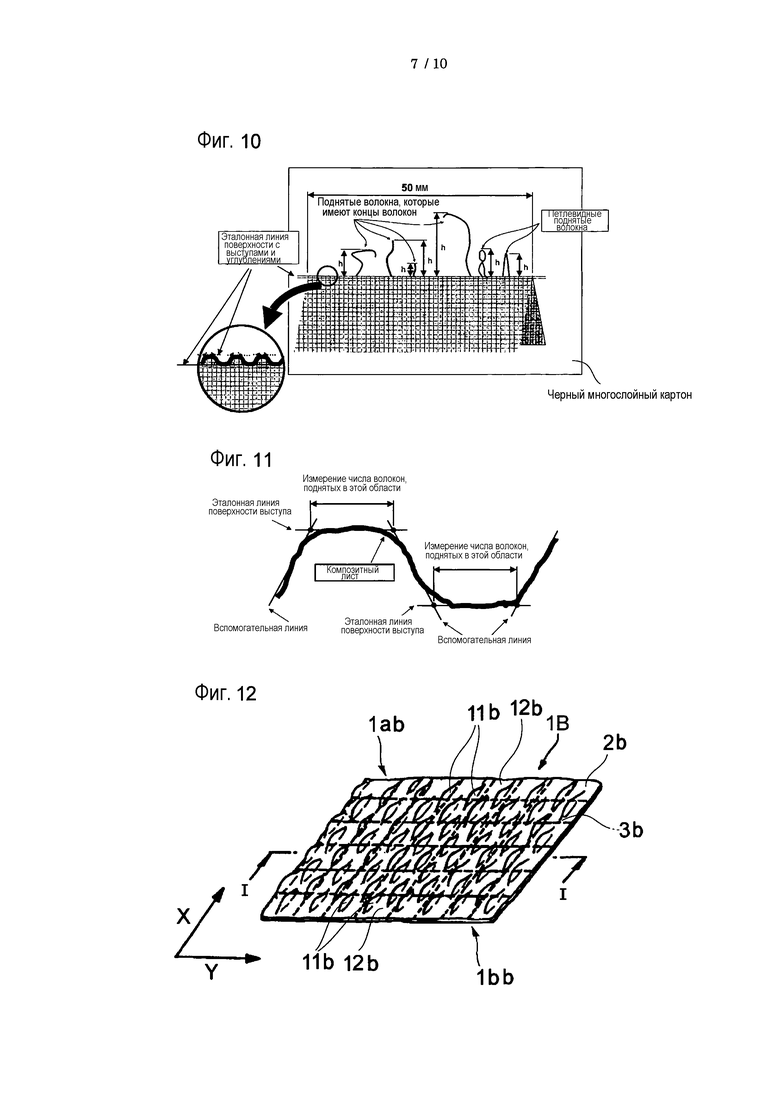
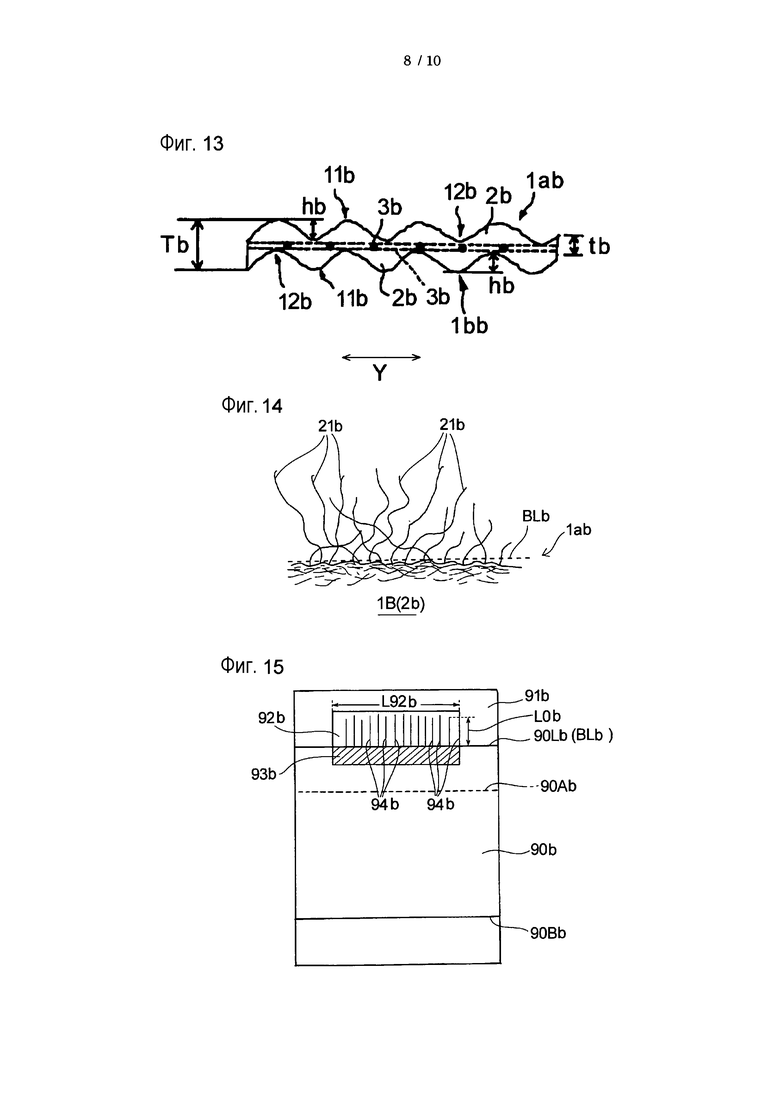
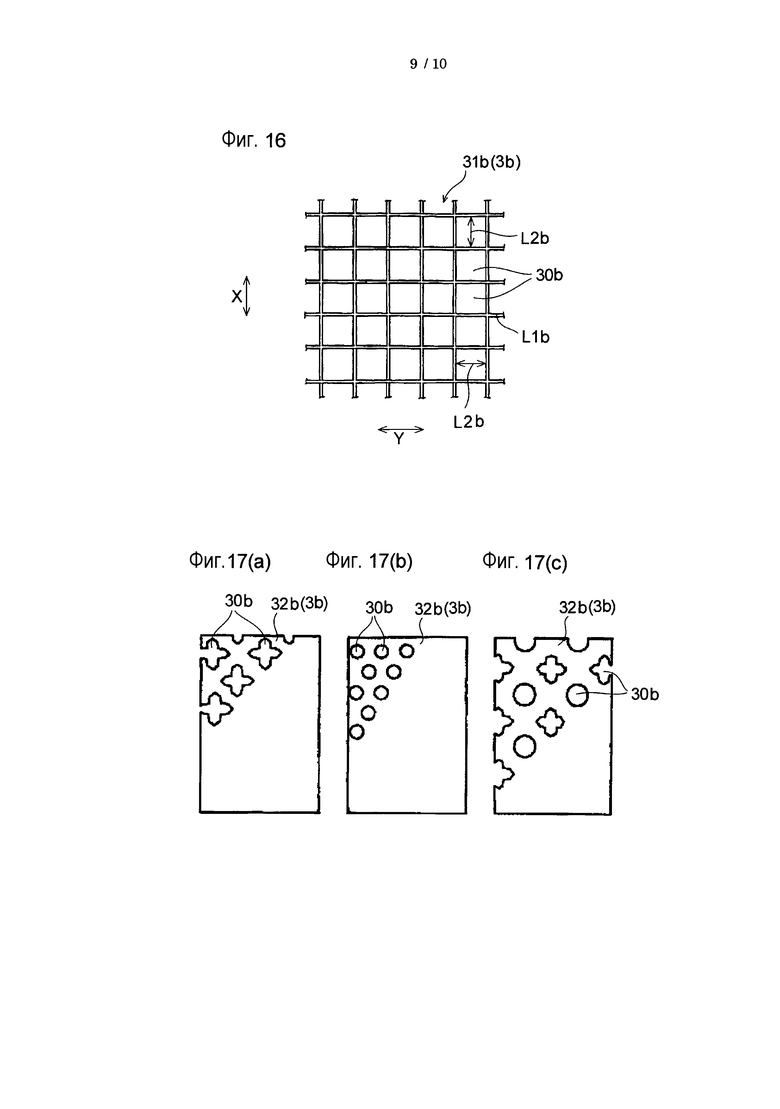
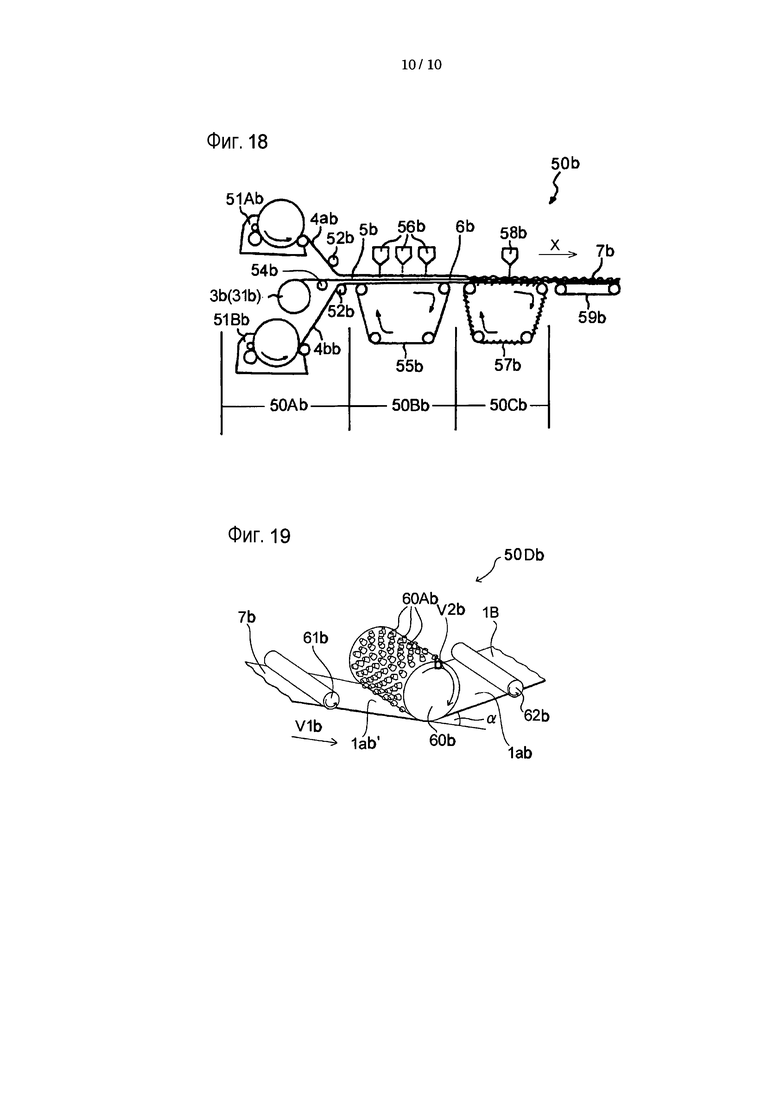
Композитный лист (1) по настоящему изобретению представляет собой лист, в котором подобной нетканой материи агрегат (12) волокон интегрируют в одну или обе стороны ячеистого листа или термоскрепленной нетканой материи, которая служит в качестве каркасного материала (11), в состоянии, в котором волокна (13), образующие агрегат волокон, сплетены друг с другом и также с каркасным материалом (11). Композитному листу (1) по настоящему изобретению придают трехмерную неровную геометрическую форму с тем, чтобы иметь множество выступов (2) и углублений (3), и волокна (13), образующие агрегат (12) волокон, поднимают с поверхностей выступов (2) и углублений (3). Композитный лист (1) по настоящему изобретению имеет отношение числа составных волокон, которые поднимают с поверхностей углублений и имеют высоту 1 мм или больше, к числу составных волокон, которые поднимают с поверхностей углублений и имеют высоту 0,1 мм или больше, 25% или больше. 3 н. и 15 з.п. ф-лы, 3 табл., 22 ил.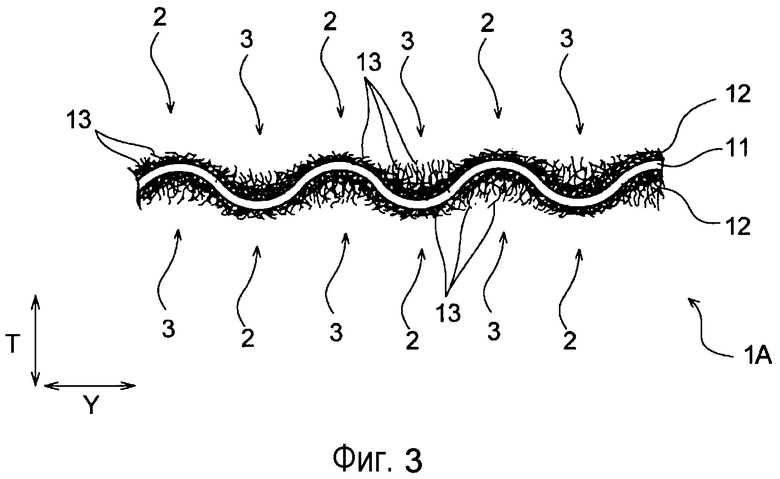
1. Композитный лист для очистки поверхностей, содержащий подобный нетканой материи агрегат волокон и ячеистый лист или термоскрепленную нетканую материю в качестве каркасного материала, причем агрегат волокон интегрирован в одну или обе стороны ячеистого листа или термоскрепленной нетканой материи в состоянии, в котором волокна, образующие агрегат волокон, сплетены друг с другом и с каркасным материалом,
при этом композитный лист сформирован с трехмерной неровной геометрической формой так, чтобы иметь множество выступов и углублений,
составные волокна агрегата волокон поднимаются с поверхностей выступов и углублений,
отношение числа составных волокон, которые поднимаются с поверхностей углублений и имеют высоту 1 мм или больше, к числу составных волокон, которые поднимаются с поверхностей углублений и имеют высоту 0,1 мм или больше, составляет 25% или больше, и
средняя высота поднятых составных волокон с поверхностей углублений больше средней высоты поднятых составных волокон с поверхностей выступов.
2. Композитный лист по п. 1, в котором отношение (h3/h2) средней высоты (h3) поднятых составных волокон в углублениях к средней высоте (h2) поднятых составных волокон на выступах составляет 3 или меньше.
3. Композитный лист по п. 1 или 2, в котором средняя высота поднятого составного волокна в углублении составляет от 0,5 до 30 мм, и число поднятых составных волокон в углублении составляет от 5 до 80 волокон/10 мм ширины.
4. Композитный лист по п. 1 или 2, в котором материал, образующий каркасный материал, имеет наименьшую температуру плавления среди материалов волокон, образующих композитный лист.
5. Композитный лист по п. 1 или 2, в котором агрегат волокон сформирован посредством смешивания составных волокон двух или более типов, диаметры которых отличаются от других вдвое или больше.
6. Композитный лист по п. 1 или 2, который используют для очищающего листа.
7. Композитный лист по п. 1 или 2, в котором отношение (h3/h2) средней высоты (h3) поднятых составных волокон в углублениях к средней высоте (h2) поднятых составных волокон на выступах составляет 2 или меньше.
8. Композитный лист по п. 1 или 2, в котором отношение поднятых составных волокон в углублениях, которые имеют высоту подъема 1 мм или больше, к поднятым составным волокнам в углублениях составляет от 30 до 95%, и
отношение поднятых составных волокон на выступах, которые имеют высоту подъема 1 мм или больше, к поднятым составным волокнам на выступах составляет от 20 до 90%.
9. Композитный лист по п. 1 или 2, в котором поднятые составные волокна включают в себя поднятые волокна в состоянии, в котором выступает конец волокна, и поднятые петлевидные волокна, и
отношение поднятых петлевидных волокон к поднятым составным волокнам составляет от 2 до 70%.
10. Способ изготовления композитного листа для очистки поверхностей по п. 1, содержащий:
осуществление поднимающей волокна обработки, при которой поднимают составные волокна композитного листа; и затем
осуществление обеспечивающей неровную геометрическую форму обработки множества частей композитного листа, которые подвергали поднимающей волокна обработке, с тем, чтобы сформировать множество выступов и углублений на композитном листе.
11. Способ изготовления композитного листа по п. 10, в котором
поднимающую волокна обработку осуществляют с использованием валика с выступами, который имеет множество выступов на его периферийной поверхности, и
композитный лист подают на валик с выступами и поднимают составные волокна агрегата волокон, который образует композитный лист.
12. Способ изготовления композитного листа по п. 10 или 11, в котором
обеспечивающую неровную геометрическую форму обработку осуществляют с использованием пары неодинаковых валиков,
причем один валик из неодинаковых валиков имеет множество выступов на его периферийной поверхности, а другой валик из неодинаковых валиков имеет множество углублений, в которые вставляют выступы первого валика, в местоположениях, соответствующих выступам первого валика на его периферийной поверхности,
формируют пространство между верхней частью выступа на одном валике и нижней частью углубления на другом валике, и
композитный лист, который подвергали поднимающей волокна обработке, подают между парой неодинаковых валиков, и неровные геометрические формы придают множеству частей композитного листа, которые подвергали поднимающей волокна обработке.
13. Очищающий лист, содержащий агрегат волокон и основу, поддерживающую агрегат волокон, причем составные волокна агрегата волокон сплетены друг с другом и с основой, тем самым образуя состояние, в котором агрегат волокон как единое целое сплетен с основой, при этом
имеются концы волокон у составных волокон, имеющие длину 10 мм или более, которые формируют посредством поднимающей волокна обработки, снаружи от прямой линии, соединяющей контуры одной поверхности очищающего листа на виде очищающего листа сбоку.
14. Очищающий лист по п. 13, в котором имеются 10 или больше концов волокон на 10 см2 поверхности очищающего листа.
15. Очищающий лист по п. 13 или 14, в котором агрегат волокон сформирован способом гидросплетения.
16. Очищающий лист по п. 13 или 14, в котором одна поверхность очищающего листа имеет неровность, которая имеет выступы и углубления.
17. Очищающий лист по п. 16, в котором выступ имеет больше концов волокон, чем углубление.
18. Очищающий лист по п. 16, в котором выступы и углубления сформированы способом гидросплетения, которому подвергают агрегат волокон.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 6579158 B2,17.06.2003 | |||
| Система стабилизации положения транспортного средства | 1987 |
|
SU1482828A1 |
| АППАРАТ ДЛЯ ШАМПАНИЗАЦИИ ВИН | 1946 |
|
SU69727A1 |

