ОБЛАСТЬ ТЕХНИКИ
[0001] Данное раскрытие изобретения в общем относится к способам изготовления корпусов клапанов для использования в устройствах управления и, в частности, к способу изготовления корпуса клапана, имеющего одну или более коррозионно-стойких внутренних поверхностей.
УРОВЕНЬ ТЕХНИКИ
[0002] Системы управления технологическими процессами обычно содержат различные компоненты для управления различными технологическими параметрами. Например, система управления технологическим процессом с текучей средой может содержать множество регулирующих клапанов для регулирования расхода, температуры и/или давления текучей среды, протекающей через систему. Конечный продукт зависит от точности регулирования этих параметров, что, в свою очередь, зависит от геометрии и характеристик регулирующих клапанов. Регулирующие клапаны, например, специально разрабатывают и выбирают для обеспечения определенной пропускной способности и изменений давления. Когда происходит нарушение этих характеристик, это может оказывать влияние на качество конечного продукта.
[0003] Регулирующий клапан обычно содержит такие компоненты, как корпус клапана, узел деталей проточной части клапана (например, элемент управления потоком, шток клапана, седло клапана) и узел привода, выполненный с возможностью управляемого размещения элемента управления потоком внутри корпуса клапана. Однако эти компоненты подвержены коррозии, поскольку через регулирующий клапан протекает технологическая текучая среда. Коррозия может, конечно, оказывать нежелательное воздействие на характеристики регулирующего клапана, тем самым влияя на качество конечного продукта.
[0004] Таким образом, желательно минимизировать коррозию компонентов регулирующего клапана, особенно в контексте корпуса клапана, который может быть довольно большим и вследствие этого его ремонт или замена могут быть довольно дорогостоящими и трудоемкими. В результате были реализованы некоторые методы минимизации таких нежелательных последствий. Один из известных методов состоит в том, чтобы изготовить весь корпус клапана из коррозионно-стойкого материала; однако при этом методе требуется большое количество коррозионно-стойкого материала, который обычно имеется в ограниченном количестве и получение которого, таким образом, является довольно дорогостоящим. Другой известный метод заключается в приварке слоя коррозионно-стойкого материала на внутренних поверхностях литого корпуса клапана. Однако при таком методе требуется передовое сварочное оборудование и квалифицированный сварщик для выполнения этой задачи. Таким образом, этот метод требует много времени и может быть довольно дорогостоящим. К тому же, когда корпус клапана имеет сложный внутренний профиль, сварка часто приводит к недостаткам, которые могут влиять на характеристики регулирующего клапана.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
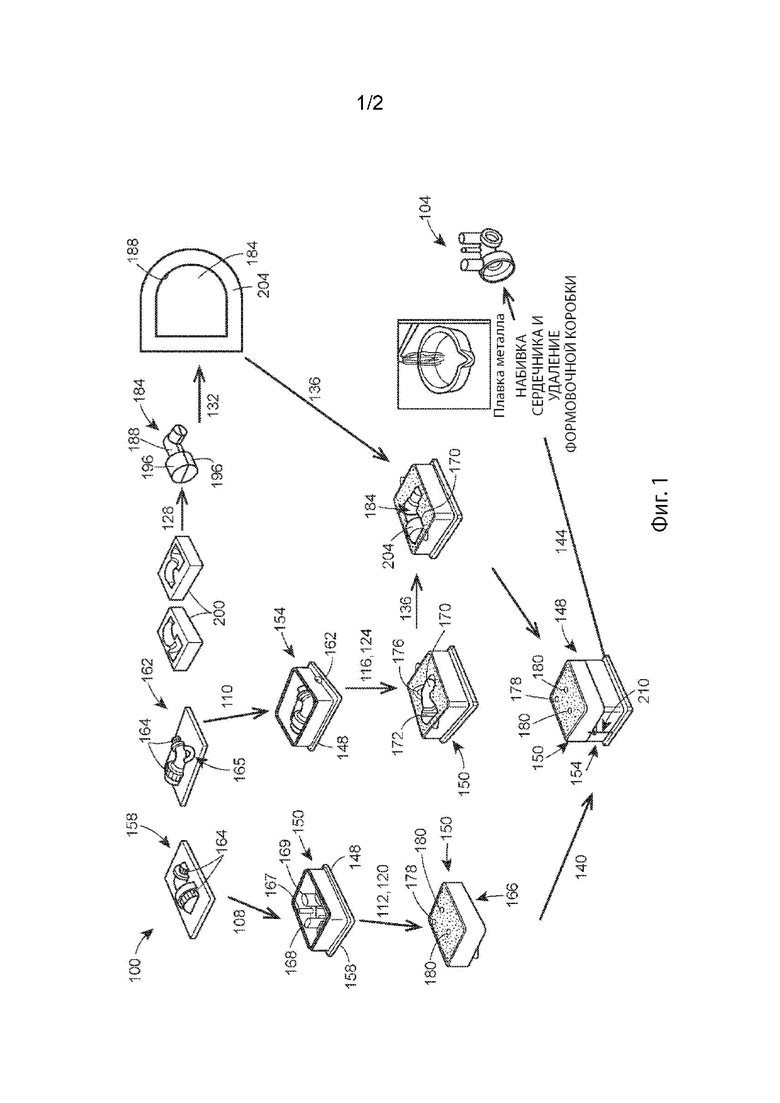
[0005] На фиг. 1 проиллюстрирована принципиальная схема одного примера процесса или способа, выполняемого в соответствии с принципами данного раскрытия изобретения для изготовления корпуса клапана, имеющего одну или более коррозионно-стойких внутренних поверхностей.
[0006] На фиг. 2 проиллюстрирован вид в поперечном сечении одного примера литого изделия корпуса клапана, полученного в соответствии с процессом или способом, проиллюстрированным на фиг. 1, причем литое изделие корпуса клапана имеет одну или более коррозионно-стойких внутренних поверхностей.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Данное раскрытие изобретения в целом относится к способу изготовления корпуса клапана, имеющего или содержащего одну или более коррозионно-стойких внутренних поверхностей. Способ включает выполнение процесса литья с использованием первого материала, заливаемого в формовочную коробку, для изготовления литого изделия корпуса клапана из этого первого материала и образованием во время этого процесса литья слоя второго материала (который обладает большей коррозионной стойкостью, чем первый материал) на одной или более внутренних поверхностях литого изделия корпуса клапана. Слой второго материала образуется путем нанесения, с использованием аддитивной технологии изготовления, второго материала на одну или более внешних поверхностей литейного стержня и вставки литейного стержня в формовочную коробку. В то время как первый материал заливают в формовочную коробку, часть первого материала связывается со вторым материалом на внешней поверхности (поверхностях) литейного стержня, так что внутренняя поверхность (поверхности) литого изделия корпуса клапана, создаваемая в процессе литья, образуется из второго (более коррозионно-стойкого) материала. Этот способ изготовления представляет собой усовершенствование по сравнению с известными методами повышения коррозионной стойкости корпусов клапанов, которые включают, например, изготовление всего корпуса клапана из коррозионно-стойкого материала (что является довольно дорогостоящим) или приваривание коррозионно-стойкого материала к внутренней поверхности корпуса клапана после ее литья (что требует много времени и является сложным).
[0008] На фиг. 1 проиллюстрирован пример способа или процесса 100 в соответствии с принципами данного раскрытия изобретения. Способ или процесс 100, проиллюстрированный на фиг. 1, представляет собой процесс отливки в песчаной форме, при котором производят литое изделие 104 корпуса клапана для использования в регулирующем клапане (не изображен). Способ или процесс 100 также использует или задействует аддитивную технологию изготовления, в то время как процесс отливки в песчаной форме выполняется для образования слоя коррозионно-стойкого материала на одной или более внутренних поверхностях литого изделия 104 корпуса клапана, в конечном итоге полученных с помощью способа или процесса 100 или в соответствии с ним. В результате литое изделие 104 корпуса клапана, при его использовании в регулирующем клапане, может, по существу, противостоять коррозии, которая в противном случае могла бы возникать, когда текучая среда течет через контакты регулирующего клапана или взаимодействует с внутренними поверхностями корпуса клапана.
[0009] Более конкретно, способ или процесс 100 включает в себя действие создания формовочной коробки 148, обычно называемый отливочной опокой, которая по меньшей мере в этом примере имеет первую и вторую прямоугольные половины или сегменты 150, 154, хотя другие примеры могут включать более или менее похожие и/или разные по форме и/или размеру сегменты. Формовочная коробка 148 также содержит стыковые штыри или штифты, расположенные в первом и/или втором сегментах 150, 154 для создания или образования литника, то есть прохода, через который жидкий материал вводят в полость литейной формы, и одного или более стояков, т.е. резервуаров, встроенных в полость литейной формы, чтобы предотвратить образование полостей в литье в результате усадки. В примере, проиллюстрированном на фиг. 1, формовочная коробка содержит первый, второй и третий стыковые штыри 167, 168 и 169, расположенные в первом сегменте 150, причем первый стыковой штырь 167 выполнен с возможностью образования или создания литника, а второй и третий стыковые штыри 168, 169 выполнены с возможностью образования или создания стояков. В других примерах первый стыковой штырь 167 может иметь другое расположение (в пределах первого сегмента 150 или во втором сегменте 154), второй и/или третий стыковые штыри 168, 169 могут быть расположены по-разному и/или при необходимости для образования большего или меньшего количества стояков может быть, соответственно, использовано большее или меньшее количество стыковых штырей.
[0010] Первый сегмент 150, который в этом примере представляет собой верхнюю половину или сегмент, обычно называемый верхней частью опоки, принимает первую литейную модель 158 или соединен с ней (действие 108), а второй сегмент 154, который в этом примере представляет собой нижнюю половину или сегмент, обычно называемый нижней частью опоки, принимает вторую литейную модель 162 или соединен с ней (действие 110). Первая и вторая литейные модели 158, 162, которые в этом примере изготовлены из металла, но могут быть изготовлены из дерева, пластмассы или любого другого подходящего материала, вместе определяют внешний профиль (то есть внешние поверхности) литейного изделия 104 корпуса клапана, которое должно быть изготовлено, причем первая литейная модель 158 определяет внешний профиль первой части литого изделия 104 корпуса клапана, и вторая литейная модель 162 определяет внешний профиль второй части литого изделия 104 корпуса клапана. Как проиллюстрировано на фиг. 1, каждая из первой и второй литейных моделей 158, 162 содержит пару стержневых знаков 164 литейной формы, дальнейшие подробности которых будут описаны более подробно ниже. Вторая литейная модель 162 в этом примере также содержит трубку 165, выполненную с возможностью образования прохода, то есть канала, через который жидкий материал может перетекать из литника в остальную часть полости литейной формы, что также будет описано более подробно ниже.
[0011] Далее способ или процесс 100 включает в себя действие 112 набивки первого сегмента 150 песком и действие 116 набивки второго сегмента 154 песком. Следует понимать, что можно использовать любой подходящий вид песка, такой как, например, «сырую формовочную смесь», сухую формовочную смесь, связанную с различными материалами с помощью связывающего вещества, и т.п.Также следует понимать, что действия 112 и 116 могут выполняться одновременно или в разные промежутки времени. В любом случае первый и второй сегменты 150, 154 по меньшей мере в этом примере набивают с помощью способа, известного как набивка, тем самым создавая накопление песка и связующего агента, подходящее для формования.
[0012] В этот момент способ или процесс 100 включает в себя действие 120 удаления первой литейной модели 158 из набитого первого сегмента 150 и действие 124 удаления второй литейной модели 162 из набитого второго сегмента 154. Действия 120 и 124 могут выполняться одновременно или в разные промежутки времени. Удаление первой литейной модели 158 из набитого первого сегмента 150 создает или образует первую полость 166 в песке в первом сегменте 150, а удаление второй литейной модели 162 из набитого второго сегмента 154 создает или образует вторую полость 170 в песке во втором сегменте 154. Когда способ 100 выполняют должным образом, первая полость 166 должна, как правило, соответствовать внешнему профилю первой части литого изделия 104 корпуса клапана, определенному первой литейной моделью. Аналогично, когда способ 100 выполняют должным образом, вторая полость 170 должна, как правило, соответствовать внешнему профилю второй части литого изделия 104 корпуса клапана. Первая и вторая полости 166, 170 также содержат оформляющие полости 172, образованные или созданные стержневыми знаками 164 литейной формы, расположенные на каждой из первой и второй литейных моделях 158, 162. Вторая полость 170 также содержит проход 176, образованный или созданный трубкой 165, расположенной на второй литейной модели 162.
[0013] После того как первую литейную модель 158 удаляют из набитого первого сегмента 150, первый, второй и третий стыковые штыри 167, 168 и 169 удаляют из набитого первого сегмента 150. Удаление первого стыкового штыря 167 создает или образует литник 178, а удаление второго и третьего стыковых штырей 168, 169 создает или образует пару стояков 180.
[0014] Способ или процесс 100 также включает в себя действие 128 изготовления или обеспечения литейного стержня 184, который имеет одну или более внешних поверхностей 188, которые в целом определяют одну или более внутренних поверхностей литого изделия 104 корпуса клапана. Литейный стержень 184 в этом примере имеет форму песчаного литейного стержня (например, литейного стержня из сухой формовочной смеси), получаемого посредством (i) образования первого и второго сегментов 196 песчаного литейного стержня с использованием первой и второй формовочных коробок 200 литейного стержня, соответственно, выполненных из металла, пластика и/или другого подходящего материала (материалов), и (ii) последующего соединения (например, склеивания, приклейки) первого и второго сегментов 196 песчаного литейного стержня. Хотя литейный стержень 184 имеет форму песчаного литейного стержня, литейный стержень 184 может в других примерах иметь форму металлического, пластикового или другого типа литейного стержня.
[0015] После получения литейный стержень 184 способ или процесс 100 включает в себя действие 132 нанесения (например, путем нанесения оболочки, покрытия) коррозионно-стойкого материала 204 на одну или более внешних поверхностей 188 литейного стержня 184 посредством или с использованием аддитивной технологии изготовления. Коррозионно-стойкий материал 204, который может, например, быть армированным углеродным волокном материалом, титаном, медью, серебром, платиной или металлическим сплавом определенного типа, может быть нанесен на одну, некоторые или все из внешних поверхностей 188 (а также на части или все из одной, некоторых или всех поверхностей 188), в зависимости от данного варианта применения. Аддитивная технология изготовления может быть любой аддитивной технологией или процессом изготовления, который(ая) создает трехмерные объекты путем добавления последовательных слоев материала к материалу. Аддитивная технология изготовления может быть реализована любой подходящей машиной или комбинацией машин. Аддитивная технология изготовления обычно может включать или использовать компьютерное программное обеспечение для трехмерного моделирования (например, программное обеспечение системы автоматизированного проектирования, или САПР), машинное оборудование и слоистый материал. После создания модели САПР машинное оборудование может считывать данные с файла САПР и слоя или добавлять последовательные слои жидкого, порошкового, листового материала (например) слой за слоем для изготовления трехмерного объекта. Аддитивная технология изготовления может включать в себя любую из нескольких технологий или процессов, таких как, например, процесс стереолитографии («SLA»), процесс моделирования методом наплавления («FDM»), процесс многоструйного моделирования («MJM») и процесс избирательного лазерного спекания («ИЛС»). В некоторых вариантах реализации изобретения аддитивный процесс изготовления может включать в себя процесс лазерного осаждения с направленной энергией. Такой процесс лазерного осаждения с направленной энергией может выполняться координатно-расточным станком с числовым программным управлением («ЧПУ») с функциональными возможностями лазерного осаждения с направленной энергией.
[0016] Следует понимать, что действие 128 может выполняться одновременно или параллельно с одним или более действиями 108, 112, 116, 120 и 124. В качестве примера, действие 128 может выполняться одновременно с действием 108 (или частями действия 108). В качестве альтернативного варианта, действие 128 может выполняться в другие промежутки времени, то есть до или после, чем действия 108, 112, 116, 120 и 124. Кроме того, хотя действие 132 выполняется после действия 128, действие 132 может выполняться одновременно или параллельно с одним или более из действий 108, 112, 116, 120 и 124 или может выполняться до или после выполнения действий 108, 112, 116, 120 и 124.
[0017] Способ или процесс 100 также включает в себя действие 136 посадки или расположения литейного стержня 184 либо в первой полости 166 (образованной в первом сегменте 150), либо во второй полости 170 (образованной во втором сегменте 154), как проиллюстрировано на фиг. 1. Когда литейный стержень 184 расположен в первой полости 166, по меньшей мере часть литейного стержня 184 (например, один из сегментов 196 литейного стержня) будет размещена в первой полости 166 и будет удерживаться в ней стержневыми знаками 172 литейного стержня, а остальная часть литейного стержня 184 (например, другой из сегментов 196 литейного стержня) будет проходить наружу от первой полости 166. И наоборот, когда литейный стержень 184 расположен во второй полости 170, по меньшей мере часть литейного стержня 184 (например, один из сегментов 196 литейного стержня) будет размещена во второй полости 170 и будет удерживаться в ней стержневыми знаками 172 литейного стержня, а остальная часть литейного стержня 184 (например, другой из сегментов 196 литейного стержня) будет проходить наружу от второй полости 170, как проиллюстрировано на фиг. 1.
[0018] После действия 136 способ или процесс 100 включает в себя действие 140 соединения первого сегмента 150 формовочной коробки 148 со вторым сегментом 154 формовочной коробки 148. Первый и второй сегменты 150, 154 могут быть соединены между собой любым количеством способов, например, с помощью закрывающих штифтов 210. Поскольку в действии 136 литейный стержень 184 расположен в одной из первой и второй полостей 166, 170, когда первый и второй сегменты 150, 154 формовочной коробки 148 соединены между собой, литейный стержень 184 расположен в каждой из первой и второй полостей 166, 170. В свою очередь, между первым и вторым сегментами 150, 154 и литейным стержнем 184 образуется полость литейной формы (не показана), которая в целом определяет структуру литого изделия 104 корпуса клапана, изготовленного способом или процессом 100. Более конкретно, полость литейной формы образуется между (i) одной или более внутренними поверхностями каждого из первого и второго сегментов 150, 154, которые определяют первую и вторую полости 166, 170, и (ii) одной или более внешними поверхностями 188 литейного стержня 184, которые, в силу аддитивной технологии изготовления, по меньшей мере частично образованы из коррозионно-стойкого материала 204. Другими словами, полость литейной формы окружена внутренними поверхностями, которые определяют первую и вторую полости 166, 170, и при этом окружает одну или более внешних поверхностей 188 литейного стержня 184.
[0019] Затем способ или процесс 100 включает в себя действие 144 заполнения полости литейной формы расплавленным металлическим материалом, например углеродистой сталью, нержавеющей сталью или другим металлическим материалом, пригодным для использования в корпусе клапана. Расплавленный металлический материал вводят в полость литейной формы через литник 178 и проход 176. Когда расплавленный металлический материал втекает в полость литейной формы и протекает через нее, по меньшей мере часть расплавленного металлического материала (то есть расплавленного металлического материала, протекающего по периметру полости литейной формы) связывается с коррозионно-стойким материалом 204 или прилипает к нему на одной или более внешних поверхностей 188 литейного стержня 184.
[0020] После того как полость литейной формы заполняется расплавленным металлическим материалом, а часть расплавленного металлического материала связывается с коррозионно-стойким материалом 204, расплавленный металлический материал охлаждается (или ему дают остыть). Когда расплавленный металлический материал охлаждается, стояки 180 помогают предотвратить образование полостей в литье в результате охлаждения. После достаточного охлаждения материала литейный стержень 184, а также первый и второй сегменты 150, 154 формовочной коробки удаляют (например, путем их выбивания). В результате остается литое изделие 104 корпуса клапана, которое обычно имеет структуру, которая соответствует полости литейной формы, но преимущественно содержит слой коррозионно-стойкого материала 204 на некоторых или всех из одной или более внутренних поверхностей литого изделия 104 корпуса клапана.
[0021] Следует понимать, что, хотя способ или процесс 100 описан как средство для изготовления литого изделия корпуса клапана, принципы данного раскрытия изобретения могут быть применены и к другим компонентам клапана. Кроме того, хотя в способе или процессе 100 используют отливку в песчаной форме, принципы данного раскрытия изобретения могут применяться или использоваться в связи с другими процессами литья. Наконец, будет понятно, что действия способа 100, описанные в данном документе в определенном порядке, могут выполняться в любом количестве разных порядков, если явно не предусмотрено иное.
[0022] На фиг. 2 проиллюстрирован один пример литого изделия 104 корпуса клапана, изготовленного с помощью способа или процесса 100, в форме литого изделия 250 корпуса клапана проходного типа для использования в регулирующем клапане с подвижным штоком. В качестве альтернативного варианта, способ или процесс 100 можно использовать для изготовления литого изделия корпуса клапана углового типа, литого изделия корпуса вращающегося клапана (для использования во вращающемся клапане), корпуса дроссельного клапана или какого-либо другого типа корпуса клапана.
[0023] Как проиллюстрировано на фиг. 2, литое изделие 250 корпуса клапана образует впускное отверстие 254, выпускное отверстие 258 и перепускной канал 262 для текучей среды, проходящий между впускным отверстием 254 и выпускным отверстием 258. Литое изделие 250 корпуса клапана также имеет множество внутренних поверхностей 266, которые помогают определить перепускной канал 262 для текучей среды. Поскольку литое изделие 250 корпуса клапана производится посредством или в соответствии с описанным в данном документе способом или процессом 100, слой 270 коррозионно-стойкого материала 204 расположен на множестве внутренних поверхностей 266 таким образом, что коррозионно-стойкий материал 204 обращен к технологической текучей среде или подвергается воздействию технологической текучей среды, когда она протекает через перепускной канал 262 для текучей среды. Таким образом, внутренние поверхности 266 литого изделия 250 корпуса клапана, по существу, защищены от коррозии, которая в противном случае может возникать со временем в результате протекания через нее технологической текучей среды, тем самым продлевая срок службы литого изделия 250 корпуса клапана и сводя к минимуму необходимость в техническом обслуживании.
[0024] В данном документе описаны предпочтительные варианты реализации данного изобретения, включая лучший способ или способы, известные изобретателям для реализации данного изобретения. Хотя в данном документе показаны и описаны многочисленные примеры, специалисты в данной области техники без труда поймут, что элементы различных вариантов реализации изобретения не обязательно должны быть взаимоисключающими. Вместо этого специалисты в данной области техники после ознакомления с принципами в данном документе должны иметь возможность сочетать один или более характерных признаков одного варианта реализации изобретения с одним или более характерными признаками остальных вариантов реализации изобретения. Кроме того, следует понимать, что проиллюстрированные варианты реализации изобретения приведены только в качестве примера и не должны рассматриваться как ограничивающие объем изобретения. Все описанные в данном документе способы могут быть выполнены в любом подходящем порядке, если иное не указано в данном документе или как-то иначе явно противоречит контексту. Использование любых и всех примеров или приведенных в качестве примеров формулировок (например, «такое как»), приведенных в данном документе, предназначено просто для лучшего освещения аспектов примерного варианта реализации изобретения или вариантов реализации изобретения и не ограничивает объем данного изобретения. Ни одна из формулировок в спецификации не должна истолковываться как указание какого-либо не заявленного элемента как существенного для реализации данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620835C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2638715C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2728371C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620839C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2621515C2 |
| ЧУГУННАЯ ОТЛИВКА, СПОСОБ ПРОИЗВОДСТВА ЧУГУННОЙ ОТЛИВКИ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ЧУГУННОЙ ОТЛИВКИ | 2015 |
|
RU2710612C2 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |

Изобретение относится к области литейного производства. Первый материал заливают в опоку для изготовления корпуса клапана. В процессе литья на одной или более внутренних поверхностях литого изделия корпуса клапана формируют слой второго материала, обладающего более высокой коррозионной стойкостью, чем первый материал, путем нанесения второго материала с помощью аддитивной технологии на одну или более внешних поверхностей литейного стержня и вставки литейного стержня в опоку. Часть первого материала связывается со вторым материалом на одной или более внешних поверхностях литейного стержня, в то время как первый материал выливается в опоку. Обеспечивается коррозионно-стойкое покрытие на внутренней поверхности сложного профиля. 3 н. и 11 з.п. ф-лы, 2 ил.
1. Способ изготовления корпуса клапана, имеющего одну или более коррозионно-стойких внутренних поверхностей, включающий:
выполнение процесса литья, включающего заливку первого материала в опоку, для изготовления отливки корпуса клапана, выполненного из первого материала; и
образование во время процесса литья слоя второго материала на одной или более внутренних поверхностях отливки корпуса клапана, причем второй материал обладает более высокой коррозионной стойкостью, чем первый материал, при этом образование слоя включает:
нанесение второго материала с помощью аддитивной технологии изготовления на одну или более внешних поверхностей литейного стержня и установку литейного стержня в опоку,
при этом часть первого материала связывается со вторым материалом на одной или более внешних поверхностях литейного стержня, во время заливки первого материала в опоку.
2. Способ по п. 1, отличающийся тем, что заливка первого материала в опоку включает заливку углеродистой стали в опоку.
3. Способ по любому из пп. 1, 2, отличающийся тем, что образование слоя второго материала включает образование слоя армированного углеродным волокном материала на одной или более внутренних поверхностях отливки корпуса клапана.
4. Способ по любому из пп. 1-3, отличающийся тем, что выполнение процесса литья представляет собой литье в песчаную форму.
5. Способ по любому из пп. 1-4, отличающийся тем, что литейный стержень представляет собой песчаный литейный стержень.
6. Способ по любому из пп. 1-5, отличающийся тем, что аддитивная технология изготовления включает трехмерную печать.
7. Способ изготовления корпуса клапана, имеющего коррозионно-стойкую внутреннюю часть, включающий:
обеспечение опоки, содержащей первую часть и вторую часть, причем первая часть содержит первую литейную модель, определяющую первый участок корпуса клапана, а вторая часть определяет второй участок корпуса клапана;
забивку каждой из первой и второй частей опоки песком;
удаление первой литейной модели из забитой первой части опоки, с образованием первой полости в первой части опоки;
удаление второй литейной модели из забитой второй части опоки, с образованием второй полости во второй части опоки;
обеспечение литейного стержня, имеющего одну или более внешних поверхностей, определяющих одну или более внутренних поверхностей корпуса клапана;
нанесение коррозионно-стойкого материала с помощью аддитивной технологии изготовления на одну или более внешних поверхностей литейного стержня;
размещение литейного стержня в одной из первой и второй полостей;
соединение первой части опоки со второй частью опоки таким образом, что литейный стержень располагается в каждой из первой и второй полостей, тем самым образуя полость литейной формы, окружающую литейный стержень; и
заполнение полости литейной формы расплавленным металлическим материалом, который, по меньшей мере частично, связывается с коррозионно-стойким материалом на одной или более внешних поверхностях литейного стержня, с образованием литого корпуса клапана, имеющего слой коррозионно-стойкого материала на одной или более внутренних поверхностях.
8. Способ по п. 7, отличающийся тем, что заполнение полости литейной формы расплавленным металлическим материалом включает заполнение полости литейной формы углеродистой сталью.
9. Способ по любому из пп. 7, 8, отличающийся тем, что нанесение коррозионно-стойкого материала включает нанесение армированного углеродным волокном материала.
10. Способ по любому из пп. 7-9, отличающийся тем, что литейный стержень представляет собой песчаный литейный стержень.
11. Способ по любому из пп. 7-10, отличающийся тем, что аддитивная технология изготовления включает трехмерную печать.
12. Корпус клапана, имеющий коррозионно-стойкую внутреннюю часть, содержащий:
часть корпуса, образованную из первого материала методом литья;
и слой второго материала, образованный в процессе литья на одной или более внутренних поверхностях участка корпуса путем нанесения второго материала на одну или более внешних поверхностей литейного стержня методом аддитивной технологии, причем второй материал обладает более высокой коррозионной стойкостью, чем первый материал.
13. Корпус клапана по п. 12, отличающийся тем, что первый материал содержит углеродистую сталь.
14. Корпус клапана по любому из пп. 12, 13, отличающийся тем, что второй материал содержит армированный углеродным волокном материал.
| СПОСОБ УМЕНЬШЕНИЯ КОЭФФИЦИЕНТА ТЕПЛОВОГО РАЗГОНА В НИКЕЛЬ-КАДМИЕВОМ АККУМУЛЯТОРЕ ПЕРЕМЕННЫМ АСИММЕТРИЧНЫМ ТОКОМ | 2016 |
|
RU2658859C2 |
| Фазоинверсный усилитель | 1979 |
|
SU824403A1 |
| СПОСОБ СТАРТА ЛЕТАТЕЛЬНОГО АППАРАТА С УКОРОЧЕННЫМ РАЗБЕГОМ | 1986 |
|
SU1815923A1 |
| Состав для модифицирования и легирования поверхности отливок в литейной форме | 1985 |
|
SU1320004A1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| Способ изготовления армированных отливок | 1985 |
|
SU1315123A1 |

