Изобретение относится к литейному производству и может быть использова но в оснастках для изготовления лите ных форм преимущественно с горизонталь но расположенными стержнями вакуумпленочной формовкой. Целью изобретения является расширение технологических возможностей и повышение долговечности оснастки. На фиг. 1 изображена собранная ли тейная форма, разрез; на фиг. 2 - пе форированная полая вставка, вариант выполнения; на фиг. 3 - литейная оснастка, разрез; на фиг. 4 - Л1гтейная форма, вариант выполнения; на фиг. 5 - перфорированная вставка, вариант выполнения. Литейная форма содержит верхнюю 1 и нижнюю 2 опоки с вакуумными камера ми 3 и 4, соединенные с источником вакуума (не показан). Внутри каждой из опок имеется фильтрующая оболочка 5, сухой формовочный материал 6, заключенный между герметизирующими элементами 7и8, 9 и 10. В рабочей полости 11 литейной формы размещен стержень 12, зафиксированный знаковой частью 13 и жеребейками 14. Внут ри стержня 12 расположена перфорированная полая вставка 15,имеющая сменную стенку 16. При этом расположенны в стержне один конец 17 вставки 15 выполнен с длиной t меньшей,чем длина L знаковой части 13, а другой конец 18 снабжен патрубками 19 и 20. Патрубок 19 оснащен штуцером 2Ги об ратным клапаном 22 с пружиной 23 для подключения гибкого вакуум-провода 24, идущего от источника вакуума. Патрубок 20 выполнен с косым срезом под острым углом и имеет прокладку 25 из пористого газопроницаемого матери ла. В верхней полуформе 1 выполнены карман 26 и стояк 27, а в нижней полуформе - карман 28. Один конец вставки 17 может быть выполнен в виде съемной глухой перфорированной насадки 29, облицованно I металлической сеткой 30. I На другом конце 18 вставки может быть выполнено сквозное отверстие 31 перпендикулярное ее оси. Патрубки 19 и 20 могут быть выполнены на обп1ей трубе 32, установленной в отверстии 31 с возможностью осевого перемещения. На стенках трубы 32 выполнены продоль ные глухой 33 и сквозной 34 пазы, в первом из которых размещен закрепленный на полой вставке 15 палец 35, а второй сообщен с полостью 36 этой вставки. Оснастка для вакуумной формовки литейных стержней (фиг. 3) содержит разъемньй корпус из двух частей 37 и 38, подключенных к источнику вакуума при помощи вакуумных камер 39 и 40, и перфорированную полую вставку 15 с патрубками 19 и 20 и сменной стенкой 16. Патрубок 19 через.обратный клапан 22 и штуцер 21 соединен с источником вакуума, а патрубок 20 перекрыт съемной заглушкой 41. Сухой формовочный материал 42 сверху изолирован от атмосферы пробкой 43, а от разъемного корпуса оснастки - герметизирующим элементом 44 (например, синтетической пленкой). Предложенная оснастка работает следующим образом. В оснастке для изготовления литейных стержней (фиг. 3) получают стержень из сухих формовочных материалов. Для этого в корпус из двух частей 37 и 38 вводят синтетическую пленку 44 (например, в виде мешка), после чего камеры 39 и 40 подключают к источнику вакуума. В результате пленка 44 притягивается к рабочей поверхности оснастки и принимает необходимую конфигурацию, соответствующую наружной поверхности стержня. Затем внутрь ус танавливается перфорированная полая вставка 15 со сменной стенкой 16, а полость стержня через отверстие, перекрываемое пробкой 43, заполняется сухим формовочным материалом 42, подвергаемым вибрационному или иному уплотнению. После этого патрубок 20 вставки 15 закрывается съемной заглушкой 41, а патрубок 19 при помощи гибкого вакуум-провода 24 подключается к источнику вакуума (не показан), при этом вакуумные камеры 39 и 40 сообщаются с атмосферой. После отсоединения скрепляющих устройств (например, струбцин) части 37 и 38 корпуса удаляются и стержень 12 с гибким вакуум-проводом 24 готов для установки в литейную форму. После изготовления вакуумной формовки нижней половины формы в полученную полость 11, выполненную со знаками, проставляют стержень 12, предварительно при этом удалив съемную заглушку 41, острым концом пат-, рубка 20 с прокладкой 25 плошивают
пленку, оформляющую полость формы. В результате перфированная полая вставка 15 подключается к источнику вакуума нижней опоки 2. Затем гибкий вакуум-провод 24 отключается от атержня 12, обратный клапан 22 под действием атмосферного давления закрывается и перфорированная полая вставка 15 остается подключенной к источнику вакуума только через формовочный материал 6 нижней половины литейной формы. После этого на нижнюю опоку 2 устанавливается верхняя заформованная опока 1. При этом штуцер 21 входит в заранее выполненный карман 26, об лицованный герметизирующим элементом 9.
Для повышения точности установки стержня 12 в описанной оснастке в нем может быть использована перфорированная полая вставка 15 с патрубками 19 и 20, выполненными на общей трубе 34.
В этом случае в процессе установки готового стержня 12 в нижнюю половину формы патрубок 20 трубы 32 максимально задвигается в отверстие 31 и располагается в кармане 28, заране выполненном в нижней половине формы. После окончательной установки стержня 1 2 в нижней половине формы и фиксации его жеребейками 14 с конца патрубка 20 удаляется съемная заглушка 41 и труба 32 перемещается вниз в
отверстии 31 вставки 15 до упора глухого 33 паза в палец 35, прошивая при этом герметизирующий элемент 9 нижней половины формы. Б процессе перемещения трубы 32 ее сквозной паз 34 сообщается с полостью 36 вставки 15, обеспечивая тем самым откачку вакуума из стержня 12. Далее отсоединяют гибкий вакуум-провод 24 и устанавливают верхнюю половину формы.
После заливки расплавленного металла через стояк 27 и затвердевания отливки отключается вакуум от нижней половины формы, в результате чего сухой формовочный материал 6 нижней 2 опоки и стержня 12 легко удаляется (Из оснастки. Одновременно с материалом 6 из оснастки удаляется и расположенная за пределами неостывшей отливки полая перфорированная вставка 13, при этом покрывающая ее насадку 29 металлическая сетка 30 практически не испытывает теплового воздействия от указанной отливки.
При использовании в литейной оснастке (фиг. 4) стержня 12 с двумя знаковыми частями в каждой из этих частей может быть установлена перфорированная полая вставка.
Таким образом, предложенная оснастка обеспечивает применение в ней консольных стержней, изготовленных методом вакуумной формовки, что обеспечивает расширение ее технологических возможностей.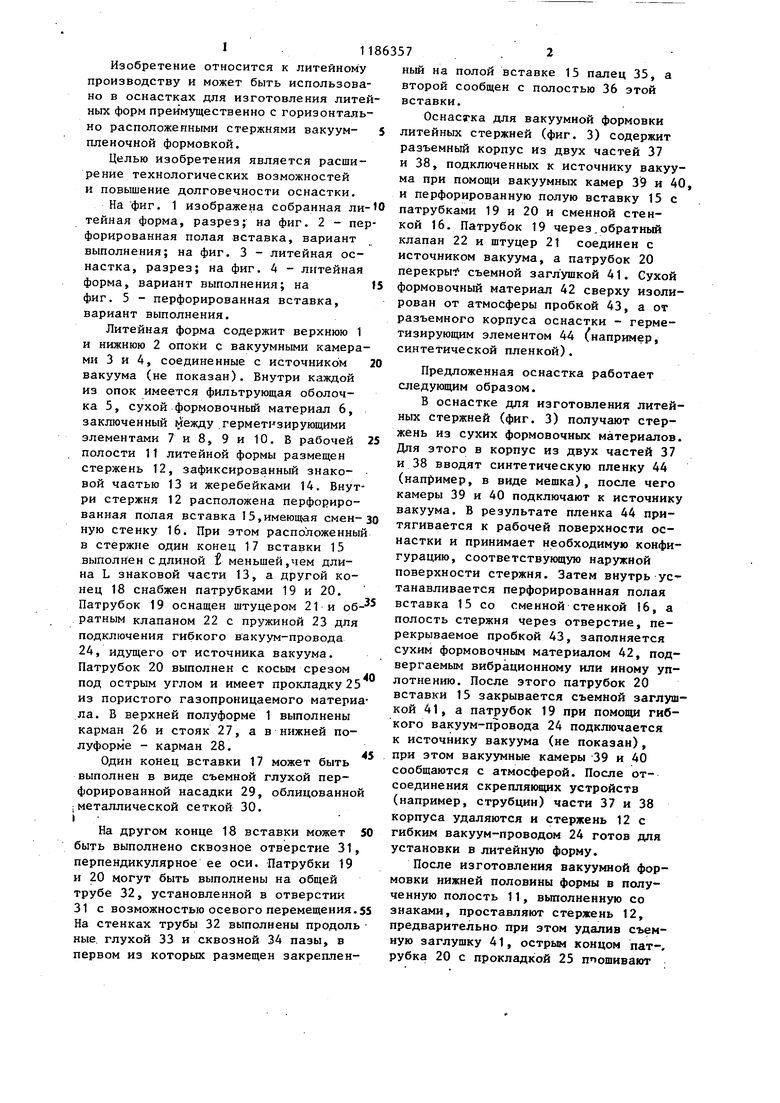

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Опока для вакуумной формовки | 1986 |
|
SU1344502A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
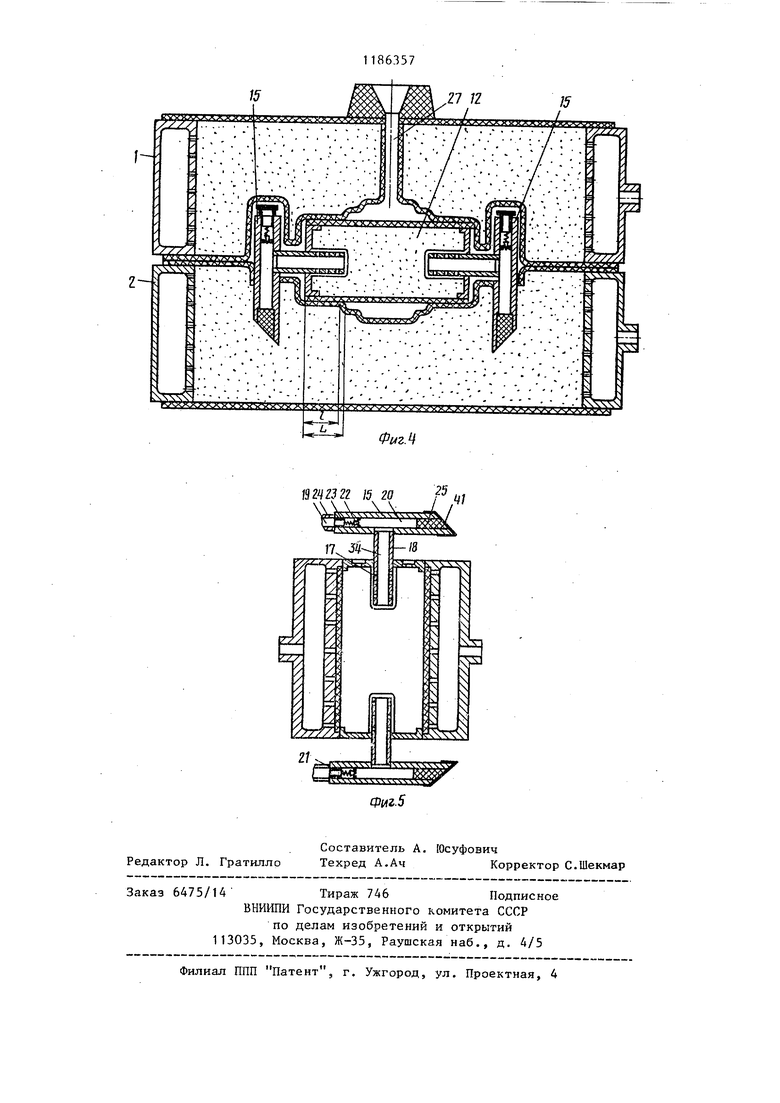
ЛИТЕЙНАЯ ФОРМА, содержащая верхнюю и нижнюю полуформы с вакуум ными камерами, герметизирующие элементы, стержень, закрепленный в пол формах своими знаковыми частями, и перфорированную полую вставку, имею щую два патрубка, один из которых оснащен обратным клапаном и штуцером, а другой связан через литейную форму с источником вакуума, отличающаяся тем, что, с целью расширения технологических возможностей и повышения долговечности, она снабжена трубой с продольным сквозным пазом, установленной с возможностью ограниченного осевого перемещения в отверстии, выполненном на одном из концов полой вставки, при этом полая вставка расположена внутри стержня другим концом, выполненным в виде глухой перфорированной насадки, а патрубки закреплены на трубе. /Z /J б / / /
30
/
36
Фиг.г
W П
ггл
13
«
(риг.З
mZJ21 15 20 VV
ФигМ
25
//
| Литейная оснастика | 1975 |
|
SU534291A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
