Изобретение относится к физике поверхностей, а именно к визуальной оценке качества поверхностей керамических изделий, и может быть использовано для обнаружения поверхностных и подповерхностных дефектов в материале изделия, прозрачном в оптической области спектра.
Известен способ визуально-оптического контроля поверхности (патент РФ №2502954, МПК G01B 11/30, G01N 21/958, опубл. 27.12.2013), включающий помещение между эталонной и контролируемой поверхностями слоя жидкости толщиной не более 10 мкм с показателем преломления больше, чем у контактирующих с ней оптических деталей, введение в этот слой лазерного излучения, идущего по слою с полным внутренним отражением, и наблюдение света, сконцентрированного и рассеянного на аномалиях и дефектах поверхности. В слой жидкости может быть введено поляризованное лазерное излучение, тогда рассеянный от аномалий и дефектов свет наблюдают через скрещенный по поляризации анализатор. Способ позволяет фиксировать наличие локальных аномалий поверхности глубиной меньше 0,05 мкм на больших площадях без дорогостоящего оборудования.
Недостатком известного технического решения является то, что при контроле изделий необходимо изготавливать верхнюю бездефектную эталонную деталь для каждой из контролируемых деталей, что требует существенных временных и материальных затрат, ограничивающих производительность операций контроля.
Известен способ контроля поверхности (патент РФ №2621469, МПК G01B 11/30, G01N 21/01, опубл. 06.06.2017), согласно которому на фоновой поверхности располагают деталь с контролируемой поверхностью, обращенной к источнику света, освещают контролируемую поверхность косонаправленным пучком света, имеющим цветовую окраску, и наблюдают дефекты контролируемой поверхности при аддитивном смешивании цвета контролируемой поверхности и цвета окраски косонаправленного пучка света.
Данный способ оценки качества контролируемой поверхности является достаточно простым, не требует сложного оборудования и позволяет без существенных затрат времени осуществить визуальный контроль поверхностей деталей. Однако данный способ эффективен при контроле крупных партий деталей, имеющих плоскую форму. В случае оценки качества поверхностей крупногабаритных изделий сложной формы, невозможно расположить их на фоновой поверхности таким образом, чтобы вся контролируемая поверхность изделия находилась в зоне освещения косонаправленным пучком света.
Наиболее близким техническим решением (прототипом) является способ определения размеров дефектов (царапин и точек) на поверхностях оптических деталей (ГОСТ 11141-84. Детали оптические. Классы чистоты поверхностей. Методы контроля, п. 2.2), заключающийся в том, что поверхности деталей просматривают в косонаправленном пучке проходящего или отраженного света, то есть под углом к оси детали, на фоне черного экрана. Источником света служит лампа накаливания мощностью от 60 до 100 Вт.
Недостатком известного технического решения является то, что оно не подходит для обнаружения подповерхностных дефектов внутри материала.
Задачей настоящего изобретения является разработка способа визуально-оптического контроля поверхностных и подповерхностных дефектов крупногабаритных изделий сложной формы из кварцевой керамики, позволяющего повысить точность обнаружения повреждений поверхности изделий и не требующего использования сложных устройств, оборудования и методики реализации.
Поставленная задача достигается тем, что предложен способ визуально-оптического контроля поверхности изделия из кварцевой керамики, заключающийся в выявлении поверхностных и подповерхностных дефектов изделия, отличающийся тем, что контроль наружной и внутренней поверхностей изделия проводят в проходящем свете, при этом, перед проведением контроля, изделие погружают в емкость с водой для повышения степени прозрачности контролируемого материала изделия и сушат на воздухе до исчезновения глянца водяной пленки на поверхности изделия, а затем определяют расположение, тип и размер обнаруженных дефектов в отраженном свете.
Для осуществления контроля качества изделия используются принципы прохождения и преломления света в материалах, прозрачных в оптической области света с целью обеспечения максимального контраста дефекта на фоне основного материала методом подбора углов освещения и наблюдения, спектра и интенсивности источника, а также повышения степени прозрачности контролируемых материалов.
Такой принцип позволяет выявлять не только поверхностные, но и подповерхностные дефекты материала различного характера: трещины, царапины, поры, раковины, включения.
Самым важным критерием для выявления дефекта является контраст, который определяется по формуле:
k = (B0 – Вф) / (В0 + Вф),
где B0 и Вф – яркости объекта в областях дефекта и фона.
Аналитический расчет контраста дефектов, в зависимости от описанных выше факторов, представляет сложную задачу, решение которой получено пока только для простейших случаев, поэтому достижение максимального контраста получается эмпирическим путем.
Известно, что разрешающая способность зрения, то есть способность различать мелкие детали изображения, зависит от яркости, контраста, цветности и времени наблюдения объекта контроля (ОК). Она максимальна в белом или желто-зеленом свете при освещенности не менее 500 люкс, высоком контрасте объекта (|k| > 0.5) и времени наблюдения 5 … 20 с.
Угловая разрешающая способность глаза (минимальный угол между деталями изображения, которые он различает) равна 1° при расстоянии до объекта l = 250 мм и соблюдении указанных выше условий. Линейное разрешение в плоскости ОК ε = l a = 250 х 0.0003 ≈ 0.08 мм. Частотно-контрастная характеристика (ЧКХ) глаза имеет максимум при угловом размере объекта α = 1° и спад в области как низких, так и высоких пространственных частот. Использование увеличивающей оптики (лупа, микроскоп) повышает разрешение в число раз, равное увеличению прибора.
Стереоскопическое разрешение глаза, то есть способность раздельно различать по глубине детали объекта, составляет примерно 5…10". Применение стереомикроскопов повышает разрешение по глубине пропорционально их увеличению.
Поле зрения глаза составляет примерно 180° по горизонту для обоих глаз. При этом поле ясного зрения 22° по вертикали и 30° по горизонтали, а зона четкого видения составляет около 2°. Время инерции зрения – около 0.1 с.
Важнейшей характеристикой зрения является контрастная чувствительность (КЧ), то есть минимальная обнаруживаемая разность яркостей k = ∆B/B объекта и фона, причем kmin примерно равно 0.01 при B = 10…100 кд/м2 в зеленом свете и угловом размере объекта более 1°.
Качество изображения дефекта, определяющее его выявляемость, называется видимостью:
V = k / kmin,
где k и kmin – фактический и минимальный в данных условиях контрасты.
Все вышеперечисленные характеристики являются ключевыми для осуществления задачи визуально-оптического контроля поверхности керамических изделий с целью повышения качества изображения дефекта.
Погружение изделия на определенное время в емкость с водой перед проведением визуально-оптического контроля в проходящем свете увеличивает прозрачность материала в оптической области света, что помогает обнаружить не только поверхностные, но и подповерхностные дефекты. Это происходит за счет того, что вода заполняет поры и повышает однородность материала, а также уменьшает рассеяние света на границах раздела сред. Пропитывание изделие водой также увеличивает чувствительность выявления поверхностных дефектов, так как вода, заполняя материал в месте несплошности, еще больше повышает прозрачность в районе дефекта, тем самым создавая характерный ареол, который гораздо светлее окружающего фона и дефекта. Освещенность поверхности пропитанного водой изделия увеличивается минимум на два порядка.
Авторами установлено, что целесообразно разделить процесс контроля поверхности изделия на два этапа: выявление дефектов вблизи наружной и внутренней поверхностей в проходящем излучении (фиг. 1, фиг.2 и фиг.3) и определение расположения обнаруженных дефектов в отраженном излучении (фиг.4).
При проведении первого этапа процесса контроля поверхности предполагается поиск дефектов вблизи наружной и внутренней поверхностей в проходящем излучении, что значительно повышает производительность процесса контроля поверхностей по сравнению с прототипом и выявляет подповерхностные дефекты. При контроле поверхности изделия, не содержащего дефектов, это является преимуществом.
Трещина в проходящем излучении определяется как нитевидная темно-серая линия на поверхности изделия, имеющая светлый ореол, отличающийся более ярким свечением по сравнению с общим фоном подсвечиваемой поверхности. Раковина в прошедшем излучении определяется как светлое пятно на поверхности изделия любой формы, имеющее четкие (не размытые) границы, и отличающееся более ярким свечением по сравнению с общим фоном подсвечиваемой поверхности. Включение в прошедшем излучении определяется как светлое или темное пятно (в зависимости от природы включения) любой формы, имеющее четкие (не размытые) границы.
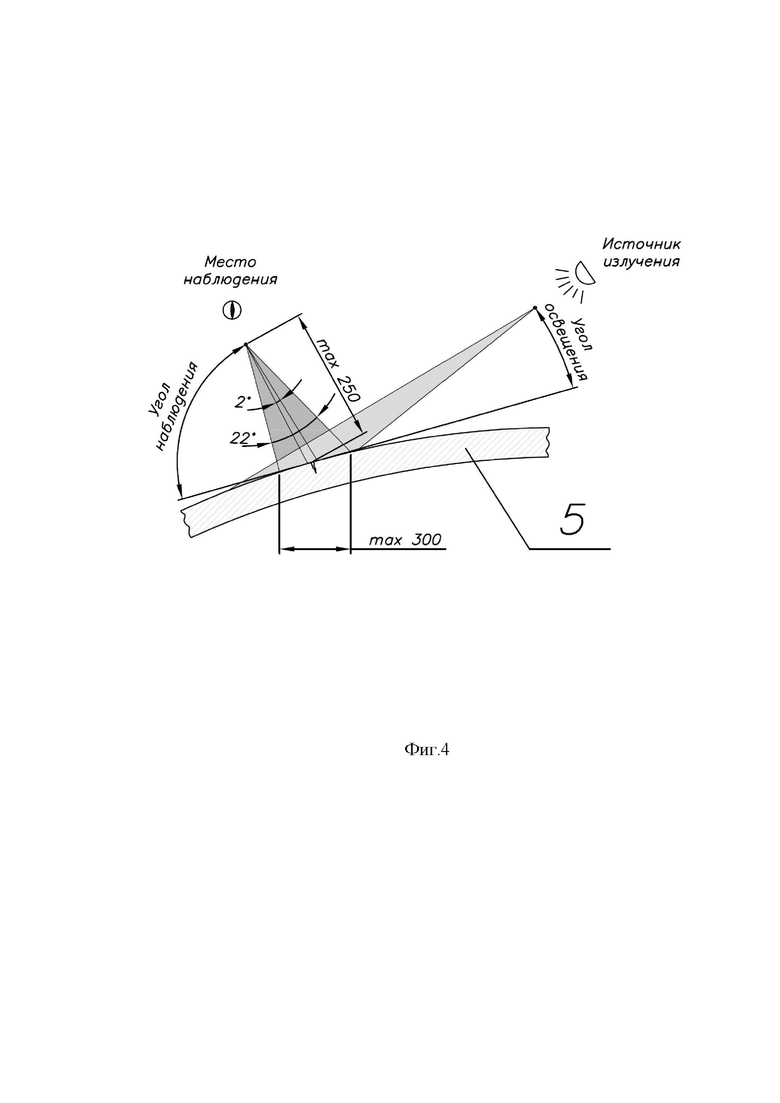
В случае выявление дефектов в проходящем свете необходимо провести второй этап: анализ и отбраковку обнаруженного дефекта в отраженном свете. Использование метода контроля в отраженном свете дает возможность определить месторасположение дефекта (на поверхности или вблизи поверхности), получить более контрастную картину поверхностного дефекта, определить его действительные размеры и отбраковать по заданным параметрам. Для этого необходимо подобрать угол освещения поверхности и угол наблюдения таким образом, чтобы обеспечить максимальный контраст неровностей контролируемой поверхности (следы от механической обработки и шагрень ЛКП). Придерживаясь выбранных углов, можно определить месторасположение (поверхностный или подповерхностный) и размеры выявленных дефектов.
Предложенный способ иллюстрируется на фиг. 1, 2, 3, 4 и реализуется следующим образом.
Пример 1. Для проведения визуально-оптического контроля поверхности сухой тигель из кварцевой керамики поместили на роликовые упоры в горизонтальном положении. Контроль проводили в светоизолированной комнате. В качестве источника освещения использовали светодиодный прожектор Schiberg, мощностью 100х2 Вт. Для измерения освещенности использовали прибор комбинированный ТКА-ПКМ (08) с диапазоном измерения освещенности 10…200000 люкс при погрешности ± 8%. Световой поток от источника освещения на расстоянии 250 мм от него составил 25000 люкс. Световой поток, прошедший через сухой тигель, уменьшился до 25 люкс, что не позволило проводить контроль в оптимальных условиях.
Пример 2. Перед проведением визуально-оптического контроля поверхности тигель из кварцевой керамики погрузили на 20 мин в наполненную водой механизированную ванну и высушили до исчезновения глянца водяной пленки на поверхности. Тигель поместили на роликовые упоры в горизонтальном положении. Контроль проводили в светоизолированной комнате. В качестве источника освещения использовали светодиодный прожектор Schiberg, мощностью 100х2 Вт. Для измерения освещенности использовали прибор комбинированный ТКА-ПКМ (08) с диапазоном измерения освещенности 10…200000 люкс при погрешности ± 8%. Световой поток от источника освещения на расстоянии 250 мм от него составил 25000 люкс. Световой поток, прошедший через пропитанный водой тигель, снизился до 1100 люкс, что является достаточным для проведения визуально-оптического контроля поверхности.
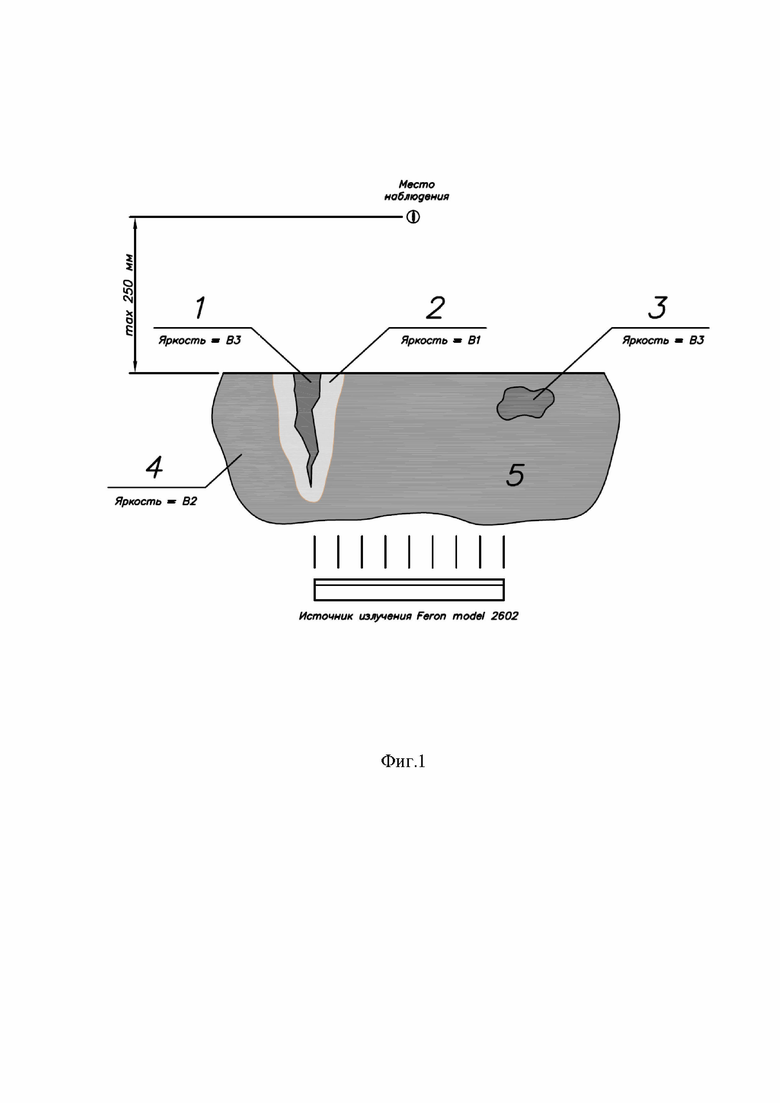
На фиг.1 показано схематичное изображение проявления дефектов на пропитанной водой поверхности керамического изделия в проходящем излучении.
При прохождении светового потока через пропитанную водой кварцевую керамику (5) с места наблюдения окажутся видимыми затененная нитевидная трещина (1) в ореоле более пропитанного материала (2) на фоне менее пропитанного материала (4), а также инородное включение (3).
Видимость дефекта увеличивается по мере увеличения контраста между ним и фоном, а контраст тем больше, чем больше отношения яркостей. Следовательно, если В1 > В2 > В3, то соотношение контрастов можно описать следующей закономерностью:
k пропитанной = (B3 – В1) / (В3 + В1) > k сухой = (B3 – В2) / (В3 + В2),
а соотношение видимостей дефекта следующее:
Vпропитанной = k / kпропитанной > Vсухой = k / kсухой
Таким образом, прозрачность в районе дефекта в случае с пропитанным водой тиглем выше, чем в случае сухого изделия. Кроме того, освещенность поверхности пропитанного водой изделия выше в 44 раза.
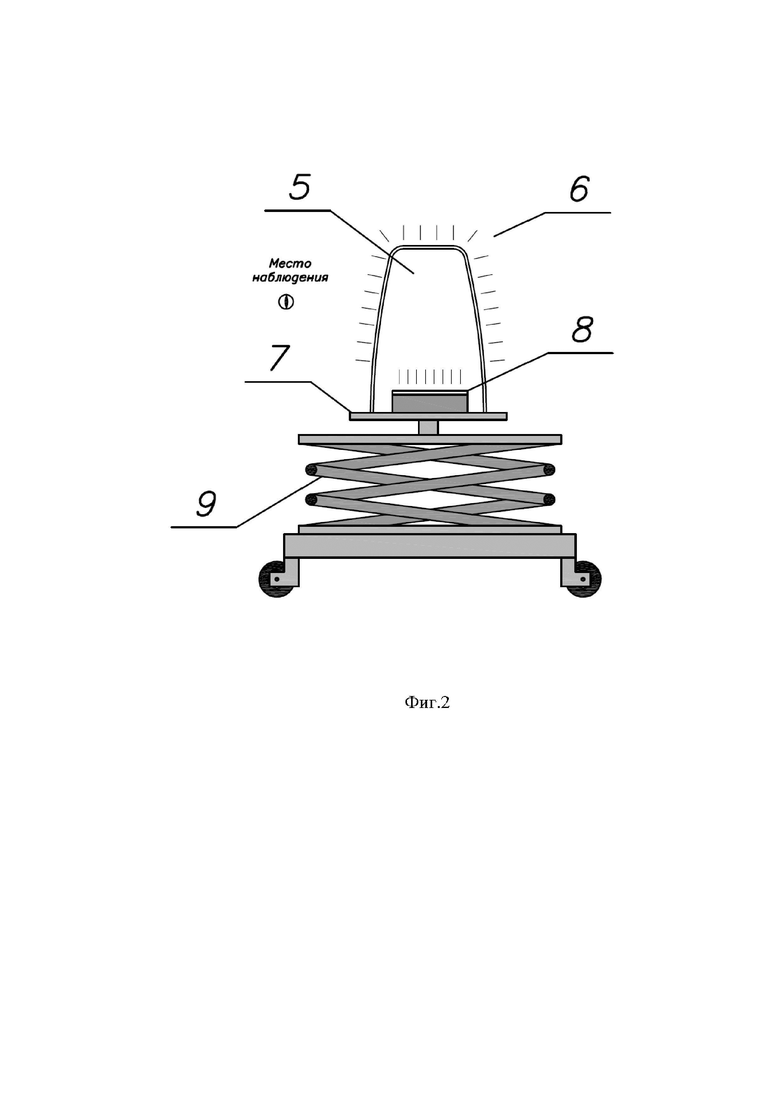
Пример 3. На фиг.2 показана схема контроля наружной поверхности изделия в проходящем излучении.
Для проведения визуально-оптического контроля тигель из кварцевой керамики (5) погрузили на 20 мин в наполненную водой механизированную ванну и высушили до исчезновения глянца водяной пленки на поверхности. Тигель установили на поворотный стол (7), смонтированный с гидравлической тележкой (9) с источником излучения (8) устройства контроля наружной поверхности и, поворачивая изделие вокруг своей оси на 360°, в проходящем свете (6) внимательно осмотрели всю поверхность контролируемого изделия. Вблизи наружной поверхности изделия было обнаружено инородное включение в материал.
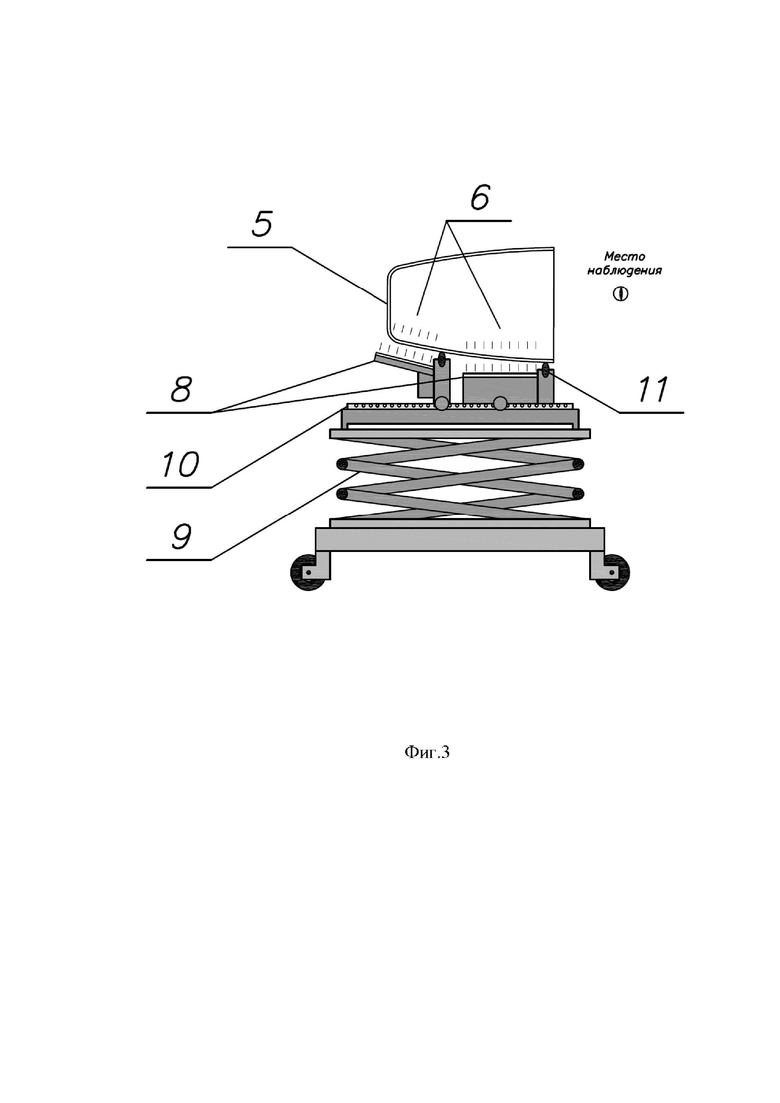
На фиг.3 показана схема контроля внутренней поверхности изделия в проходящем излучении.
Тигель установили на роликовые опоры (11), которые могут перемещаться по направляющей (10) устройства контроля внутренней поверхности и, поворачивая изделие вокруг своей оси на 360°, провели осмотр всей поверхности в проходящем свете. Вблизи внутренней поверхности была обнаружена трещина.
Контроль поверхностей изделия в отраженном свете не проводили.
Таким образом, по результатам визуально-оптического контроля в проходящем свете вблизи внутренней и наружной поверхностей были обнаружены дефекты, однако не удалось выявить, являются они поверхностными или подповерхностными. Общее время контроля составило 0,4 ч. Изделие было забраковано, поскольку дефекты условно охарактеризовали как подповерхностные, наличие которых значительно снижает прочность готового изделия и является недопустимым.
Пример 4. На фиг.4 показана схема контроля поверхности изделия в отраженном излучении.
Для проведения визуально-оптического контроля тигель из кварцевой керамики (5) погрузили на 20 мин в наполненную водой механизированную ванну и высушили до исчезновения глянца водяной пленки на поверхности. Контроль поверхностей изделия в проходящем свете не проводили.
Тигель установили на поворотный стол устройства контроля наружной поверхности и, поворачивая изделие вокруг своей оси на 360°, в отраженном свете внимательно осмотрели всю поверхность контролируемого изделия. Вблизи наружной поверхности изделия дефекты не были обнаружены.
Тигель установили на роликовые опоры устройства контроля внутренней поверхности и, поворачивая изделие вокруг своей оси на 360°, провели осмотр всей поверхности в отраженном свете. Вблизи внутренней поверхности дефекты не были обнаружены.
Таким образом, по результатам визуально-оптического контроля поверхности в отраженном свете вблизи внутренней и наружной поверхностей дефекты не были обнаружены, тигель был передан на дальнейшие операции в рамках производства, однако общее время контроля составило 1,5 ч.
Пример 5. Для проведения визуально-оптического контроля тигель из кварцевой керамики погрузили на 20 мин в наполненную водой механизированную ванну и высушили до исчезновения глянца водяной пленки на поверхности. Тигель установили на поворотный стол устройства контроля наружной поверхности и, поворачивая изделие вокруг своей оси на 360°, в проходящем свете внимательно осмотрели всю поверхность контролируемого изделия. Вблизи наружной поверхности изделия дефекты не были обнаружены.
Тигель установили на роликовые опоры устройства контроля внутренней поверхности и, поворачивая изделие вокруг своей оси на 360°, провели осмотр всей поверхности в проходящем свете. Вблизи внутренней поверхности дефекты не были обнаружены.
В виду отсутствия дефектов в материале изделия, дальнейший визуально-оптический контроль в отраженном свете не проводили.
Изделие было передано на дальнейшие операции в рамках производства. Общее время контроля тигля в проходящем свете составило 0,4 ч, что в 3,75 раз меньше времени контроля такого же бездефектного тигля в отраженном свете.
Пример 6. Для проведения визуально-оптического контроля оболочку из кварцевой керамики погрузили на 20 мин в наполненную водой механизированную ванну и высушили до исчезновения глянца водяной пленки на поверхности. Тигель установили на поворотный стол устройства контроля наружной поверхности и, поворачивая изделие вокруг своей оси на 360°, в проходящем свете внимательно осмотрели всю поверхность контролируемого изделия. Вблизи наружной поверхности была обнаружена раковина. Не меняя положения изделия, провели анализ выявленного дефекта в отраженном свете и выявили, что раковина является поверхностной.
Тигель установили на роликовые опоры устройства контроля внутренней поверхности и, поворачивая изделие вокруг своей оси на 360°, провели осмотр всей поверхности в проходящем свете. Вблизи внутренней поверхности было обнаружено включение. Не меняя положения изделия, провели анализ выявленного дефекта в отраженном свете и выявили, что включение является поверхностным.
Поскольку оба дефекта на внутренней и наружной поверхностях оказались поверхностными, изделие отправили на доработку, в результате которой удалось данные дефекты устранить. Тигель был передан на дальнейшие операции в рамках производства. Общее время визуально-оптического контроля поверхности составило 1,9 ч.
Таблица
продукция/брак
не удалось
Из полученных результатов видно, что при проведении визуально-оптического контроля поверхности только в проходящем свете длительность операции является небольшой, однако в этом случае нет возможности точно определить расположение дефектов (поверхностные или подповерхностные), что приводит к отправлению продукции в брак и значительным материальным потерям. При проведении контроля только в отраженном свете все дефекты в материале изделия, возможно, обнаружить с высокой точностью, но длительность данной операции в 3,75 раз превышает время анализа поверхности в проходящем свете, что особенно критично в случае отсутствия дефектов в материале. Таким образом, факт наличия дефектов целесообразно подтверждать путем визуально-оптического контроля поверхности изделия в проходящем свете, в то время как для более детального анализа расположения выявленных дефектов следует использовать контроль в отраженном свете.
Совокупность существенных признаков, которая характеризует заявляемое изобретение, в известных источниках информации не обнаружена. Это подтверждает новизну изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности и условий наблюдения для визуально-оптического контроля | 2024 |
|
RU2838365C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2020 |
|
RU2764064C1 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТИ | 2015 |
|
RU2621469C1 |
| СПОСОБ ВИЗУАЛЬНО-ОПТИЧЕСКОГО КОНТРОЛЯ ПОВЕРХНОСТИ | 2012 |
|
RU2502954C1 |
| Способ капиллярного неразрушающего контроля наличия дефектов в изделиях из кварцевой керамики | 2022 |
|
RU2787655C1 |
| Волоконно-оптический датчик для контроля дефектов поверхности в глухих отверстиях | 1983 |
|
SU1167424A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| Оптическое устройство контроля поверхности | 1989 |
|
SU1703963A1 |
| Способ механической обработки внутренней поверхности керамических изделий с контролем структурных дефектов | 2024 |
|
RU2834522C1 |
| Способ определения поверхностных и подповерхностных дефектов в керамических стеклосодержащих материалах | 1991 |
|
SU1796057A3 |
Изобретение относится к физике поверхностей, а именно к визуальной оценке качества поверхностей керамических изделий, и может быть использовано для обнаружения поверхностных и подповерхностных дефектов в материале изделия, прозрачном в оптической области спектра. Предложен способ визуально-оптического контроля поверхности изделия из кварцевой керамики, заключающийся в выявлении поверхностных и подповерхностных дефектов изделия, контроль наружной и внутренней поверхностей изделия проводят в проходящем свете, при этом перед проведением контроля изделие погружают в емкость с водой для повышения степени прозрачности контролируемого материала изделия и сушат на воздухе до исчезновения глянца водяной пленки на поверхности изделия, а затем определяют расположение, тип и размер обнаруженных дефектов в отраженном свете. Техническим результатом является разработка способа визуально-оптического контроля поверхностных и подповерхностных дефектов крупногабаритных изделий сложной формы из кварцевой керамики, позволяющего повысить точность обнаружения повреждений поверхности изделий и не требующего использования сложных устройств, оборудования и методики реализации. 4 ил., 1 табл., 6 пр.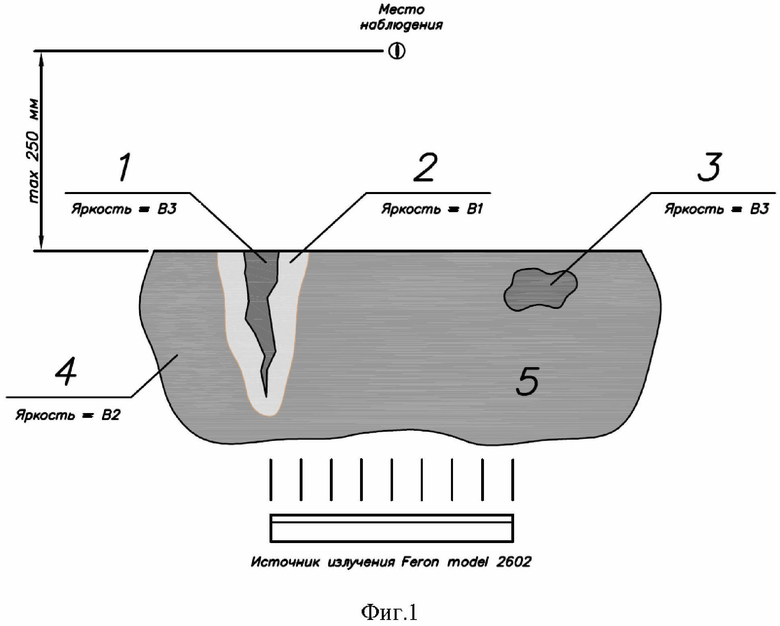
Способ визуально-оптического контроля поверхности изделия из кварцевой керамики, заключающийся в выявлении поверхностных и подповерхностных дефектов изделия, отличающийся тем, что контроль наружной и внутренней поверхностей изделия проводят в проходящем свете, при этом перед проведением контроля изделие погружают в емкость с водой для повышения степени прозрачности контролируемого материала изделия и сушат на воздухе до исчезновения глянца водяной пленки на поверхности изделия, а затем определяют расположение, тип и размер обнаруженных дефектов в отраженном свете.
| CN 204241385 U, 01.04.2015 | |||
| ЖИДКИЙ ПРОЯВИТЕЛЬ ДЛЯ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ | 2000 |
|
RU2184366C1 |
| КОЛЕСНЫЙ ТРАКТОР | 1924 |
|
SU7190A1 |
| Способ определения поверхностных и подповерхностных дефектов в керамических стеклосодержащих материалах | 1991 |
|
SU1796057A3 |
| US 4767660 A, 30.08.1988. | |||

