Изобретение относится к средствам захвата металлических объектов и может найти применение в удаленно управляемых промышленных роботах, работающих в условиях, опасных для жизни человека, например, в обработке фрагментов корпуса атомного реактора.
Из уровня техники известны промышленные роботы для сварки корпуса редуктора [https://mirrobotics.ru/portfolio/робот-для-сварки-корпуса-редуктора/] с применением адаптивной сварки на базе системы лазерного слежения. Состав комплекса: промышленный сварочный робот манипулятор Yaskawa Motoman МА2010 (6-осевой), радиус рабочей зоны 2010 мм, два одноосевых позиционера (7 ось робота), грузоподъемность 250 кг, лазерная система слежения для роботизированной сварки SeamPilot, роботизированная горелка Abicor Binzel, станция обслуживания горелки (обрезка проволоки, очистка сопла, впрыск жидкости от налипания), два комплекта сварочной оснастки.
Технической проблемой данного робота является отсутствие у манипулятора захвата.
Данный робот не способен осуществлять манипулирование объектом из немагнитной стали, весом в сотни кг, вплоть до 1 тонн, который имеет сложную форму, не известную точно заранее и при этом подобные фрагменты могут лежать навалом.
Из уровня техники известен Захват промышленного робота SU 1465311, опубликовано: 1989.03.15, который имеет корпус, закрепленный на руле промышленного робота. В корпусе закреплен зажимной механизм и пальцы. В пальцах выполнены параллельные оси схвата пазы, в которых расположены подвижные ползуны с направляющими. В направляющих ползунов расположены губки, подпружиненные пружиной. На губках закреплены ограничительные планки с рифлениями, взаимодействующие с аналогичными рифлениями на наружной поверхности пальцев. С двух сторон пальца размешены планки, одновременно охватывающие и палец, и ползун. Между собой планки стянуты пружиной.
Технической проблемой данного робота является отсутствие возможности захватывать объекты сложной формы, не известной точно заранее и при этом подобные фрагменты могут лежать навалом.
Известен промышленный робот по А.С. СССР SU 1294599, опубликовано: 1987.03.07, который используется для автоматизации технологических процессов загрузки, сборки, сварки и т.д. Обеспечивает повышение точности позиционирования и упрощение конструкции за счет ликвидации одного из приводов. Промышленный робот содержит основание, поворотную колонну, установленную на основании, и две механические руки, связанные между собой пружиной и закрепленные на поворотной колонне. При этом механическая рука жестко установлена на поворотной колонне, а механическая рука установлена на ней с возможностью поворота и взаимодействия с регулируемым упором. Промышленный робот позволяет брать заготовки из подающих устройств и устанавливать на рабочие позиции при различных углах между механическими руками.
Технической проблемой данного робота является отсутствие возможности захватывать объекты сложной формы, не известной точно заранее и при этом подобные фрагменты могут лежать навалом.
Известен захват промышленного робота по патенту CN 207432229 U, опубл.: 01.06.2018, в котором захват выполнен в виде двух рук, между которыми и внутри одной из которых расположено по одной вакуумной присоске, а с внутренней стороны другой руки размещен резиновый толкатель.
Технической проблемой данного робота является отсутствие возможности захватывать объекты сложной формы большого веса, не известной точно заранее и при этом подобные фрагменты могут лежать навалом.
Наиболее близким аналогом является патент CN 209022096 U, опубл.: 2019-06-25, в котором раскрыт сварочный манипулятор, имеющий двухручный захват и сварочную головку.
Технической проблемой данного робота является отсутствие возможности захватывать объекты сложной формы, не известной точно заранее и при этом подобные фрагменты могут лежать навалом.
Задачей изобретения является устранение указанных технических проблем известных решений.
Техническим результатом изобретения является:
- возможность захватывать объекты большого веса сложной и заранее не известной формы, которые могут лежать навалом;
- возможность работы промышленного робота в условиях опасных для жизни человека, без непосредственного его присутствия в зоне работы робота.
Указанный технический результат достигается за счет того, что заявлен способ захвата металлических объектов, характеризующийся использованием промышленного робота, имеющего манипулятор с захватом и сварочной головкой, подключенный к блоку управления робота, где с помощью захвата осуществляют обхват и удержание объекта, отличающийся тем, что используют захват в виде трех опор, на каждой из которых размещают сварочную головку, управление которыми осуществляют от блока управления сварочными головками, причем блок управления сварочными головками и блок управления роботом подключают к расположенному удаленно компьютеру, через который осуществляют удаленное управление промышленным роботом, причем захват металлических объектов осуществляют по одному путем предварительного максимально возможного приближения тремя опорами захвата к поверхности объекта, либо до прижатия опоры или нескольких опор в поверхность объекта, после чего с помощью каждой сварочной головки приваривают поверхность объекта к каждой из опор путем наплавления на поверхность объекта металла до образования силовой перемычки между каждой опорой и объектом.
Допустимо, что после выполнения необходимых операций с объектом в момент, когда требуется его отсоединение от захвата, отсоединение осуществляют с помощью устройств обрезания, имеющих удаленное управление.
Допустимо, что сварку и обрезку выполняют с помощью плазмореза.
Допустимо, что каждую сварочную головку закрепляют возле опоры с возможностью вращения относительно нее в пределах не менее 120 градусов.
Предпочтительно, прицеливание и установка захвата на объект выполняется с помощью системы 3D машинного зрения, которую размещают на захвате или отдельно от робота над рабочей зоной подачи объектов.
Также заявлено устройство для захвата металлических объектов, включающее промышленный робот с захватом и сварочным аппаратом, подключенным к блоку управления робота, отличающееся тем, что захват промышленного робота выполнен в виде трех опор, на каждой из которых установлена сварочная головка, подключенная к блоку управления сварочными головками, причем блок управления сварочными головками и блок управления роботом подключены к удаленному компьютеру, кроме того каждая сварочная головка выполнена с возможностью наплавления на поверхность объекта достаточно металла для образования силовой перемычки между каждой опорой и объектом.
Предпочтительно, промышленный робот выполнен с шестью осями вращения.
Допустимо, что промышленный робот имеет средства обрезания металлической перемычки с удаленным управлением, размещенные у каждой опоры.
Допустимо, что в качестве сварочного аппарата и средства обрезания использован плазморез.
Допустимо, что каждая сварочная головка закреплена возле опоры с возможностью вращения относительно нее в пределах не менее 120 градусов.
Краткое описание чертежей
На Фиг. 1 показан пример выполнения промышленного робота с устройством захвата.
На Фиг. 2 показано устройство захвата крупным планом.
На чертежах: 1 - промышленный робот, 2 - манипулятор, 3 - основание захвата, 4 - опоры, 5 - сварочная головка, 6 - объект захвата, 7 - присадочная проволока, 8 - цилиндрическая головка основания захвата, 9 - опорный стержень сварочной головки, 10 - щель диска, 11 - диск.
Осуществление изобретения
Изобретение позволяет обеспечить манипулирование объектом из немагнитной стали, весом в сотни кг, вплоть до 1 тонн, который имеет сложную форму, не известную точно заранее. При этом фрагменты могут лежать навалом. Например, возможно вести обработку фрагментов парогенератора или корпуса реактора АЭС, толщина стенок которых порядка 200 мм, а диаметр корпуса - около 5 м. Манипулирование состоит в захвате фрагментов, с последующим измерением его гамма активности, обработке поверхности дробью, повторном измерении, электрохимической очистке поверхности и т.д. вплоть до отделения фрагмента от захвата на этапе укладки его в контейнер или на конвейер. Изобретение реализуется следующим образом.
С помощью захвата, расположенного на манипуляторе 2 промышленного робота 1 (см. Фиг. 1) осуществляют обхват и удержание объекта 6. Для чего используют захват в виде трех опор 4, на каждой из которых размещают сварочную головку 5.
Управление сварочными головками 5 осуществляют от блока управления сварочными головками (не показан на чертежах), причем блок управления сварочными головками и блок управления роботом (не показан на чертежах) подключают к расположенному удаленно компьютеру (не показан на чертежах), через который осуществляют удаленное управление промышленным роботом 1.
Захват металлических объектов 6 осуществляют по одному путем предварительного максимально возможного приближения тремя опорами 4 захвата к поверхности объекта 6, либо до прижатия опоры 4 или нескольких опор 4 в поверхность объекта 6.
После чего с помощью каждой сварочной головки 5 приваривают поверхность объекта к каждой из опор 4 путем наплавления на поверхность объекта 6 металла до образования силовой перемычки между каждой опорой 4 и объектом 6.
При этом корректную установку захвата по осям XYZ и трем углам обеспечивает промышленный робот 1, он же и перемещает объект 6 после захвата в пределах своей рабочей зоны.
При необходимости после выполнения необходимых операций над объектом 6 захвата, последний укладывается в контейнер или на конвейер, и захват отсоединяется от него с помощью встроенных в каждую опору устройств отрезания.
Прицеливание и установка захвата на фрагмент может выполняться с помощью системы 3D машинного зрения, которая размещается на захвате или отдельно от робота 1 над рабочей зоной подачи фрагментов. Промышленный робот 1 управляется с помощью блока управления, которым управляет дистанционный АРМ оператора.
Само устройство для захвата металлических объектов включает промышленный робот 1 с захватом и сварочным аппаратом, подключенным к блоку управления робота.
Захват промышленного робота выполнен в виде трех опор 4, на каждой из которых установлена сварочная головка 5, подключенная к блоку управления сварочными головками (не показан на чертежах), причем блок управления сварочными головками и блок управления роботом (не показан на чертежах) подключены к удаленному компьютеру (не показан на чертежах).
Кроме того каждая сварочная головка 5 выполнена с возможностью наплавления на поверхность объекта 6 достаточно металла для образования силовой перемычки между каждой опорой 4 и объектом 6. Промышленный робот 1 может иметь средства обрезания металлической перемычки с удаленным управлением, размещенные у каждой опоры 4.
В качестве сварочного аппарата и одновременно средства обрезания может использоваться плазморез. Посредством плазмореза можно выполнять и сварку, и обрезку.
Процесс сварки и резки может быть реализован, например, таким способом.
Каждая сварочная головка 5 закрепляется возле опоры 4 с возможностью вращения относительно нее в пределах не менее 120 градусов. Это может быть реализовано (см. Фиг. 2) путем размещения сварочной головки 5 на длинном опорном стержне 9, который располагают в щели 10 диска 11.
Стержень 9 может смещаться относительно диска 11, например, посредством закрепленного к стержню 9 снизу диска 11 мотор-редуктора с шестерней на его валу и установленной на зубчатой рейке, расположенной снизу диска 11 (на чертежах система смещения стержня 9 относительно диска 11 не показана).
Щель 10 диска 11 определяет пределы зоны смещения стержня 9 и самой сварочной головки 5 вместе с ним вокруг присадочной проволоки 7, которую подают по мере расхода из основания захвата 3, подача присадочной проволоки 7 возможна, например, путем вращения валиков, обжимающих проволоку 7 и расположенных внутри корпуса основания захвата 3. Основание захвата 3 удерживается цилиндрической головкой 8, которая вращается относительно наконечника манипулятора 2.
Промышленный робот 1 может быть выполнен с шестью осями вращения, что позволяет наконечнику манипулятора поворачивать основание захвата 3 на любой угол и заводить захват с любой стороны объекта 6, который нужно захватить.
Плазменная сварка может осуществляться, например, путем подачи присадочной проволоки 7 в зону расплава. За счет данного материала осуществляется наплав силовой перемычки между каждой опорой 4 и объектом 6.
После наплава указанных перемычек манипулятор 2 робота 1 может поднять и удержать объект 6 достаточно большого веса и заранее не известной формы. Выбор объектов 6 для захвата возможен оператором, который удаленным наблюдением может сам определить очередность выбора объектов 6 для захвата и обработки.
Обрезка наплава указанных перемычек между каждой опорой 4 и объектом 6 возможна, например, тем же плазморезом, когда в зону расплава просто не подают присадочную проволоку 7, а, напротив, задвигают выше к основанию захвата 3. Обрезают перемычки между каждой опорой 4 и объектом 6 в нужный момент, когда объект 6 уже помещен на конвейер или на другую опору.
Следует отметить, что использование плазмореза является лишь предпочтительным, но не единственным вариантом осуществления сварки и резки. Также на головках может использоваться электродный сварочный аппарат, а в качестве средств обрезки могут применяться болгарки.
Таким образом, с помощью заявленного изобретения удается захватывать объекты большого веса сложной и заранее не известной формы, которые могут лежать навалом, а кроме того обеспечивается возможность работы промышленного робота в условиях опасных для жизни человека, без непосредственного его присутствия в зоне работы робота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрагментации металлической конструкции и плавящий модуль | 2019 |
|
RU2722585C1 |
| СПОСОБ УКЛАДКИ В КОНТЕЙНЕР БРИКЕТОВ, ПОЛУЧЕННЫХ ПРЕССОВАНИЕМ РАЗМЕЩЕННЫХ В БОЧКАХ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 2017 |
|
RU2635144C1 |
| ИНФРАКРАСНЫЙ АБСОРБЦИОННЫЙ ГАЗОАНАЛИЗАТОР | 1994 |
|
RU2069348C1 |
| ГАЗОАНАЛИЗАТОР | 1992 |
|
RU2073849C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| РАБОЧАЯ СТАНЦИЯ С МНОГОСТОРОННИМ ДЕРЖАТЕЛЕМ ДЕТАЛЕЙ И СПОСОБ УПРАВЛЕНИЯ ТАКОЙ СТАНЦИЕЙ | 2007 |
|
RU2404043C1 |
| КОЛЛАБОРАТИВНОЕ СВАРОЧНОЕ УСТРОЙСТВО | 2024 |
|
RU2833865C1 |
| Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки | 2017 |
|
RU2639182C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| КОЛЛАБОРАТИВНЫЙ СВАРОЧНЫЙ АППАРАТ | 2022 |
|
RU2789145C1 |


Изобретение относится к средствам захвата металлических объектов и может найти применение в удаленно управляемых промышленных роботах, работающих в условиях, опасных для жизни человека без непосредственного его присутствия в зоне работы робота, например в обработке фрагментов корпуса атомного реактора. Захват металлических объектов осуществляют с использованием промышленного робота, имеющего манипулятор с захватом и сварочными головками, подключенный к блоку управления робота. При этом используют захват в виде трех опор, на каждой из которых размещают сварочную головку, управление которыми осуществляют от блока управления сварочными головками. Блок управления сварочными головками и блок управления роботом подключают к расположенному удаленно компьютеру, через который осуществляют удаленное управление промышленным роботом. Причем захват металлических объектов осуществляют по одному путем предварительного максимально возможного приближения тремя опорами захвата к поверхности объекта либо до прижатия опоры или нескольких опор в поверхность объекта, после чего с помощью каждой сварочной головки приваривают поверхность объекта к каждой из опор путем наплавления на поверхность объекта металла до образования силовой перемычки между каждой опорой и объектом. Изобретение позволяет захватывать объекты большого веса сложной и заранее не известной формы, которые могут лежать навалом. 2 н. и 8 з.п. ф-лы, 2 ил.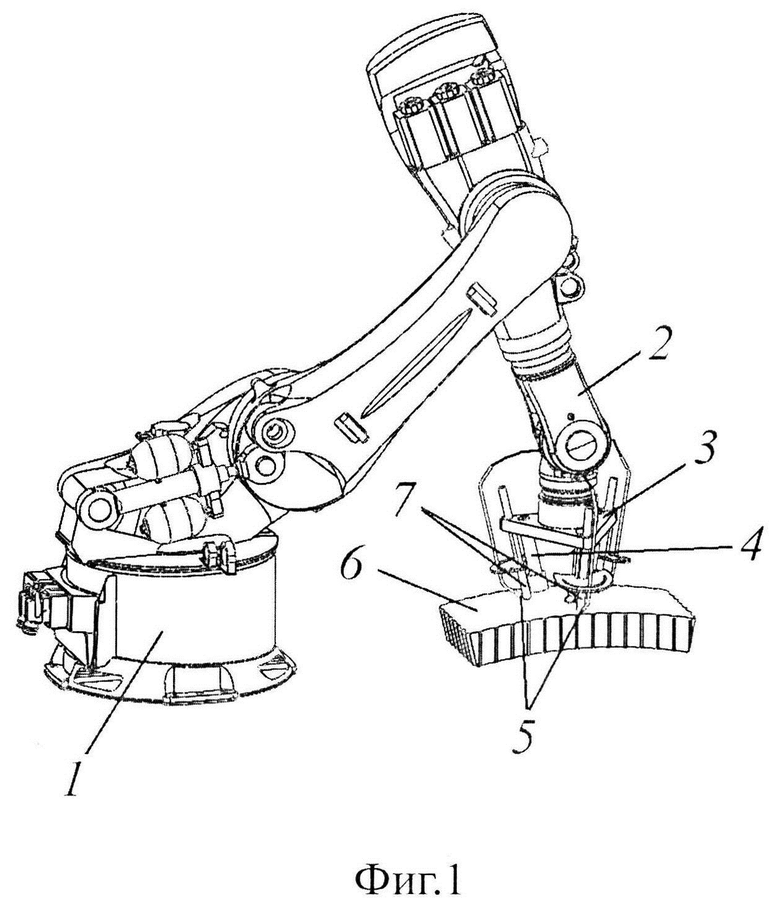
1. Способ захвата металлических объектов, включающий использование промышленного робота, имеющего манипулятор с захватом и сварочными головками, подключенный к блоку управления робота, и осуществление с помощью захвата обхвата и удержания объекта, отличающийся тем, что используют захват в виде трех опор, на каждой из которых размещают сварочную головку, управление которыми осуществляют от блока управления сварочными головками, причем блок управления сварочными головками и блок управления роботом подключают к расположенному удаленно компьютеру, через который осуществляют удаленное управление промышленным роботом, причем захват металлических объектов осуществляют по одному путем предварительного максимально возможного приближения тремя опорами захвата к поверхности объекта либо до прижатия опоры или нескольких опор в поверхность объекта, после чего с помощью каждой сварочной головки приваривают поверхность объекта к каждой из опор путем наплавления на поверхность объекта металла до образования силовой перемычки между каждой опорой и объектом.
2. Способ по п. 1, отличающийся тем, что после выполнения необходимых операций с объектом в момент, когда требуется его отсоединение от захвата, отсоединение осуществляют с помощью устройств обрезания, имеющих удаленное управление.
3. Способ по п. 1, отличающийся тем, что сварку и обрезку выполняют с помощью плазмореза.
4. Способ по п. 1, отличающийся тем, что каждую сварочную головку закрепляют возле опоры с возможностью вращения относительно нее в пределах не менее 120 градусов.
5. Способ по п. 1, отличающийся тем, что прицеливание и установка захвата на объект выполняется с помощью системы 3D машинного зрения, которую размещают на захвате или отдельно от робота над рабочей зоной подачи объектов.
6. Устройство для захвата металлических объектов, включающее промышленный робот, имеющий манипулятор с захватом и сварочными головками, подключенный к блоку управления робота, отличающееся тем, что захват промышленного робота выполнен в виде трех опор, на каждой из которых установлена сварочная головка, подключенная к блоку управления сварочными головками, причем блок управления сварочными головками и блок управления роботом подключены к удаленному компьютеру, при этом каждая сварочная головка выполнена с возможностью наплавления на поверхность объекта металла, достаточного для образования силовой перемычки между каждой опорой и объектом.
7. Устройство по п. 6, отличающееся тем, что промышленный робот выполнен с шестью осями вращения.
8. Устройство по п. 6, отличающееся тем, что промышленный робот имеет средства обрезания металлической перемычки с удаленным управлением, размещенные у каждой опоры.
9. Устройство по п. 6, отличающееся тем, что в качестве сварочного аппарата и средства обрезания использован плазморез.
10. Устройство по п. 6, отличающееся тем, что каждая сварочная головка закреплена возле опоры с возможностью вращения относительно нее в пределах не менее 120 градусов.
| CN 209022096 U, 25.06.2019 | |||
| US 4312622 A1, 26.01.1982 | |||
| CN 202701652 U, 30.01.2013 | |||
| Промышленный робот | 1985 |
|
SU1294599A1 |

