Настоящее изобретение относится к обработке существующих деталей конструкций с применением устройств аддитивного производства. Кроме того, настоящая заявка относится к устройству аддитивного производства для осуществления этого способа. Далее, настоящее изобретение относится к составной конструкции, которая используется в способе согласно изобретению.
Аддитивное производство элементов конструкции известно. Например, документ DE10/2009 048665 A1 относится к получению турбинной лопатки, внутри которой находится трехмерная растягивающаяся решетка. Внутреннее пространство окружено стенками, причем в этих стенках можно предусмотреть отверстия, которые связывают внутреннее пространство с поверхностью турбинной лопатки. Как следует, например, из документа DE10/2009 033753 A1, такие отверстия могут использоваться, например, для переноса охлаждающего газа из внутреннего пространства лопатки к ее поверхности. Это делает возможным пленочное охлаждение лопатки охлаждающим газом.
Хотя технология аддитивного производства дает возможность гибко получать детали различной геометрии, но послойное возведение деталей занимает много времени. В то же время используемый порошок из-за высоких требований к качеству является очень дорогим. Применение для ремонта или модификации существующих деталей сопряжено с дополнительными проблемами.
Например, структура, изготовляемая по аддитивной технологии, создается в определенном месте внутри устройства аддитивного производства из слоя порошка. Таким образом, чтобы аддитивно изготовляемую структуру можно было соединить с существующей деталью еще во время аддитивного производства, эту деталь необходимо ввести в слой порошка и в ней запустить на обрабатываемой поверхности детали высокоточное создание структуры. Однако для этого требуется, например, точно знать положение и ориентацию существующей детали. Однако высокоточное выравнивание детали в установке не всегда осуществимо, так как, например, оно слишком неточное и требует по меньшей мере больших затрат времени, в течение которого устройство аддитивного производства не может использоваться для изготовления. Кроме того, реальная деталь может также отличаться, например, по своей форме от теоретических базовых данных о ее форме. Поскольку, в отличие от существующих способов, таких как лазерная сварка, заметный избыток материала наноситься не должен, эти отклонения также должны влиять на аддитивное производство. В противном случае невозможно будет нанести высокоточные структуры на поверхность существующей детали без того, чтобы из-за отклонений не пришлось после изготовления снова удалять созданную структуру и изготавливать заново.
Имеющиеся устройства аддитивного производства не предлагают никакого решения в этом отношении, так что аддитивное производство в этой области все еще не может использоваться в качестве дополнения или замены существующих процессов. В частности, пока невозможно использовать особые преимущества аддитивного производства, такие как возможность осуществления модификации существующей детали путем нанесения структуры нового типа в контексте модернизации. При этом ввиду отсутствия возможностей или по меньшей мере ввиду издержек и получающейся в результате цены предпочтение отдается новому изготовлению соответствующих деталей. В частности, было бы выгодным иметь возможность простого дооснащения имеющихся установок, чтобы можно было использовать эти ресурсы.
Следовательно, существует потребность в улучшенном способе, который позволяет встроить аддитивное производство в существующую технологию производства, технического обслуживания и ремонта при минимальной адаптации имеющихся устройств к аддитивному производству. Далее, существует потребность в таких модифицированных устройствах и вспомогательных средствах для осуществления подобного способа. Эти и другие, не указанные явно, задачи решены посредством изобретения, раскрытого в формуле и описании, и посредством конкретных вариантов осуществления, описываемых ниже.
В одном аспекте настоящее изобретение относится к способу аддитивного производства структуры на по меньшей мере одной подлежащей обработке поверхности детали в устройстве аддитивного производства, причем устройство аддитивного производства содержит рабочую поверхность, причем способ включает следующие этапы:
a) предоставление вспомогательного листа, подходящего для закрепления на рабочей поверхности, причем вспомогательный лист содержит по меньшей мере одну реперную отметку,
b) закрепление детали на вспомогательном листе, причем указанная, по меньшей мере одна, подлежащая обработке поверхность предпочтительно ориентирована вверх,
c) (факультативно) обработка указанной, по меньшей мере одной, подлежащей обработке поверхности для получения поверхности, по существу параллельной рабочей площадке устройства аддитивного производства,
d) измерение по меньшей мере одной реперной отметки и детали, причем положение детали определяется относительно указанной, по меньшей мере одной, реперной отметки,
e) введение вспомогательного листа с по меньшей мере одной реперной отметкой и деталью в устройство аддитивного производства и разъемное прикрепление вспомогательного листа к рабочей поверхности и
f) обработка детали в устройстве аддитивного производства с использованием рабочих данных, основанных на результатах измерений на этапе d).
Термин "вверх" в контексте настоящего изобретения означает ориентацию, при которой подлежащая обработке поверхность направлена в сторону от вспомогательного листа.
При этом вышеуказанные этапы проводятся в указанном выше порядке, причем могут также иметь место дополнительные промежуточные этапы, указанные или не указанные ниже.
Предлагаемый способ позволяет применять имеющиеся устройства для аддитивного производства путем внесения минимальных изменений в устройство и выноса измерений для определения требуемых данных вне устройства аддитивного производства. Связующим звеном между системой отсчета, связанной с измерительным устройством с этапа d), и системой отсчета, связанной с устройством аддитивного производства, служит указанная, по меньшей мере одна, реперная отметка, которая может быть определена как исходная точка для системы отсчета, связанной с устройством. Это позволяет использовать в устройстве данные, полученные вне устройства.
Термин "реперная отметка" в контексте настоящего изобретения относится к обнаруживаемой маркировке вспомогательного листа, которая представляет известное положение в устройстве аддитивного производства. Такие реперные отметки могут быть получены, например, путем изготовления реперной отметки в устройстве аддитивного производства, так что данные об изготовлении этих реперных точек могут быть использованы для установления связи между положением в устройстве и местом реперной отметки на вспомогательном листе. В качестве реперных отметок могут использоваться, например, углубления в поверхности вспомогательного листа, модификации поверхности вспомогательного листа, такие как маркировка, или тела на поверхности вспомогательного листа.
В следующем аспекте настоящее изобретение относится к устройству аддитивного производства, содержащему рабочую поверхность и вспомогательный лист, для осуществления способа по изобретению, причем рабочая поверхность подходит для разъемного прикрепления вспомогательного листа к рабочей поверхности, и причем вспомогательный лист содержит по меньшей мере одну реперную отметку и подходит для разъемного соединения с рабочей поверхностью.
В следующем аспекте настоящее изобретение относится к составной конструкции для применения в способе согласно изобретению, содержащей:
- вспомогательный лист, подходящий для прикрепления к рабочей поверхности устройства аддитивного производства,
- по меньшей мере одну деталь для обработки способом аддитивного производства, причем деталь закрепляется на вспомогательном листе, и
- по меньшей мере одну реперную отметку, которая закреплена на вспомогательном листе, причем указанная, по меньшей мере одна, реперная отметка подходит для использования в качестве исходной точки для определения положения по меньшей мере одной детали.
Для более полного понимания настоящего изобретения следует обратиться к нижеследующему подробному описанию и к описанным в связи с ним фигурам. Однако фигуры при этом следует рассматривать лишь как как иллюстрацию изобретения, они показывают лишь особенно предпочтительные варианты осуществления, но не ограничивают изобретение.
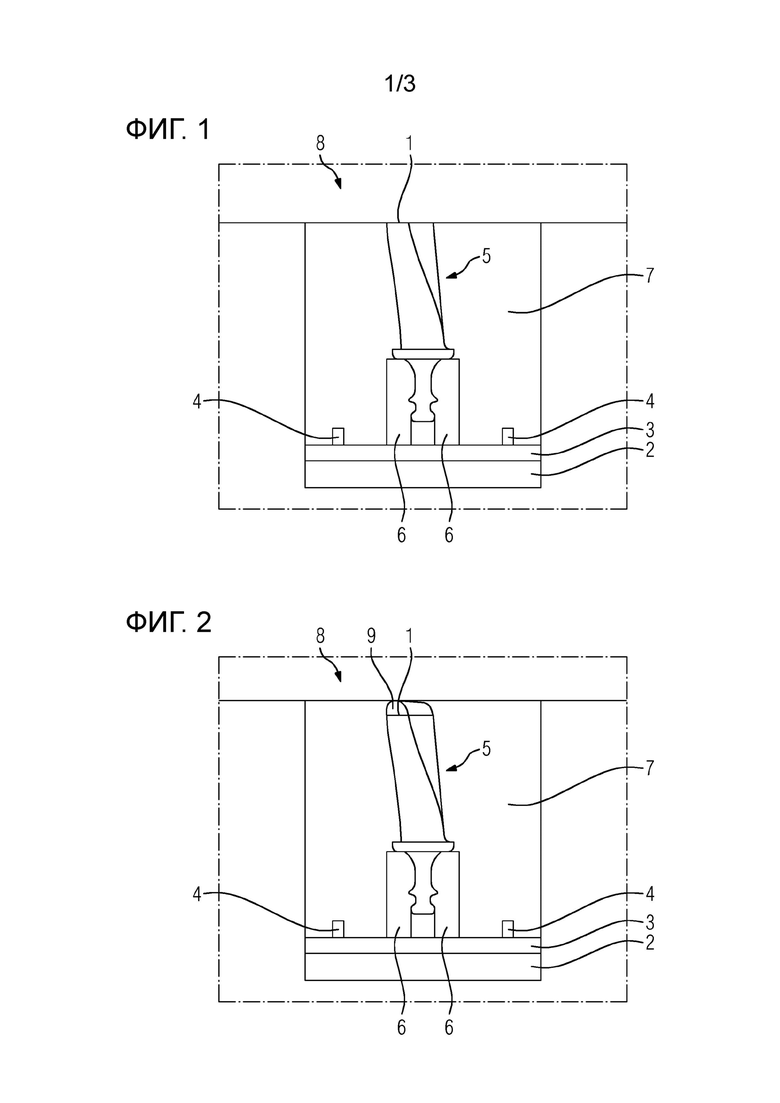
Фигура 1 показывает фрагмент схематического вида сбоку устройства аддитивного производства на этапе f) способа.
Фигура 2 показывает фрагмент схематического вида сбоку устройства аддитивного производства в более поздний момент времени на этапе f) способа.
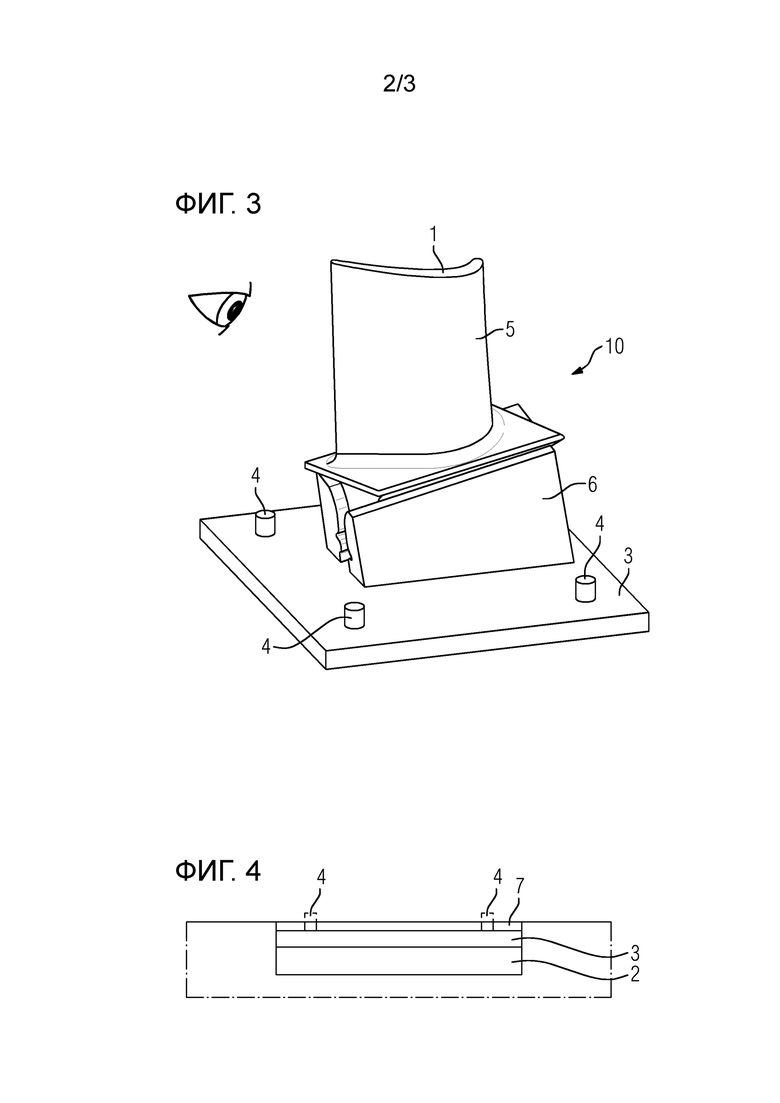
Фигура 3 показывает схематическое изображение этапа d) способа, уже показанного на фигуре 1.
Фигура 4 показывает изготовление вспомогательного листа 3 в устройстве 8 аддитивного производства, какое также показано на фигуре 1.
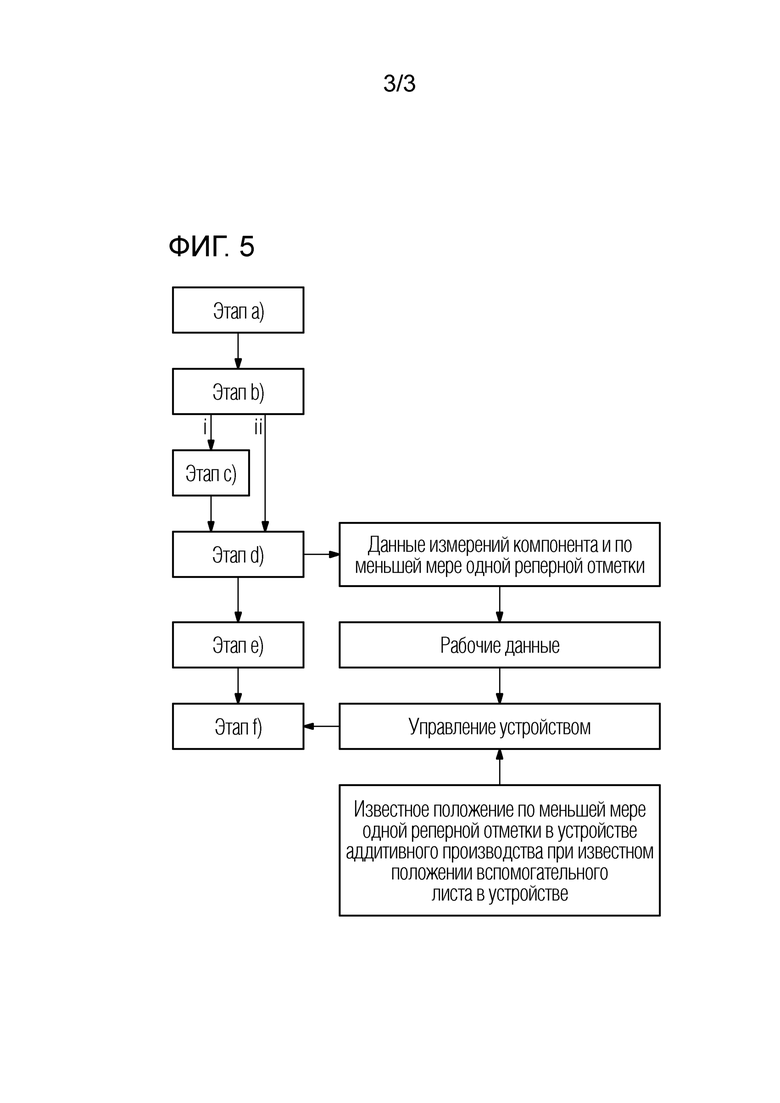
Фигура 5 показывает схематическую последовательность стадий способа, показанного также на фигурах 1 и 2. При этом выполняются этапы с a) по f).
В одном аспекте настоящее изобретение относится к вышеуказанному способу аддитивного производства структуры на по меньшей мере одной обрабатываемой поверхности детали в устройстве аддитивного производства.
При этом деталь может быть соединена с вспомогательным листом, например, напрямую, или прикреплен к вспомогательному листу крепежными элементами. Это особенно выгодно, так как тем самым можно надежно и прочно прикрепить к вспомогательному листу детали, которые, например, имеют малую площадь основания для контакта с вспомогательным листом. Кроме того, таким способом можно также зажать деталь, такую, например, как лопатка турбины, между несколькими крепежными элементами. При этом обычно предпочтительным является разъемное прикрепление детали к крепежным элементам, которые могут присутствовать. Тем самым отпадает необходимость, например, в последующем этапе удаления остатков сварного шва или подобного как остатков неразъемного соединения детали и вспомогательного листа или детали и крепежного элемента. При этом крепежные элементы могут быть разъемно или неразъемно закреплены на вспомогательном листе. Крепежный элемент, более предпочтительно несколько крепежных элементов предпочтительно закреплены на вспомогательном листе разъемно, например, привинчены, чтобы обеспечить быстрое и простое закрепление крепежного элемента. Это позволяет не только быстро заменять крепежные элементы, но также, например, быстрое и без больших технических усилий закрепить деталь, в частности, путем зажима между несколькими крепежными элементами.
Рабочая поверхность представляет собой деталь, которая предпочтительно разъемно соединена с устройством аддитивного производства и подходит для прикрепления к нему вспомогательного листа. Это позволяет заменить рабочую поверхность при износе креплений для вспомогательного листа и, таким образом, обеспечить долговечное высокоточное прикрепление вспомогательного листа без значительных периодов простоя устройства.
Далее, выгодно, если рабочая поверхность является деталью платформы, которая подходит для нанесения на нее слоя порошка для аддитивного производства и способна постепенно опускаться.
Выражение "поверхность, по существу параллельная рабочей площадке устройства аддитивного производства" в контексте настоящего изобретения означает поверхность, которая не отклоняется существенно от теоретической плоскости, параллельной рабочей площадке. Предпочтительно, чтобы такая полученная на этапе c) по существу параллельная поверхность отклонялась не более чем на 0,5 мм, более предпочтительно не более чем на 0,2 мм, еще более предпочтительно не более чем на 0,1 мм, в частности, предпочтительно не более чем на 0,04 мм от теоретической плоскости параллельной рабочей площадке, которая находится посередине между самой высокой и самой низкой точкой соответствующей поверхности, представляющей собой поверхность, обрабатываемую на этапе f).
Термин "рабочая площадка" в контексте настоящего изобретения обозначает теоретическую плоскость, на которую наносится слой в устройстве аддитивного производства. Например, в случае селективной лазерной плавки при использовании порошка металлического сплава это будет уровень нанесенного с ракли порошка металлического сплава, из которого создается соответствующий слой детали.
Сгенерированные рабочие данные включают в себя данные, требующиеся для устройства аддитивного производства, чтобы создать в итоге желаемую форму детали. При этом реперные отметки служат исходными точками, с которыми устройство аддитивного производства может осуществлять необходимые этапы для возведения желаемых структур. Это может быть выполнено, в частности, без обмера детали внутри устройства аддитивного производства.
В других вариантах осуществления настоящее изобретение относится к способу, в котором рабочие данные после этапа d) генерируются на основе пространственного расположения обрабатываемой поверхности относительно по меньшей мере одной реперной отметки, при этом устройство аддитивного производства на основе этих рабочих данных таким образом управляет аддитивным производством структуры на этапе f), чтобы структура примыкала к обрабатываемой поверхности и была прочно соединена с деталью. Вспомогательный лист служит основой, чтобы определенные в измерительном устройстве взаимосвязи между деталью и реперной отметкой можно было передавать в устройство аддитивного производства. Одновременно точное закрепление реперных отметок на рабочей поверхности в устройстве позволяет расположить их в надлежащем месте внутри устройства, тем самым, размещение детали косвенным образом становится известным из результатов измерений на этапе d). Оценка результатов измерений и создание рабочих данных может при этом выполняться автоматизировано. Это особенно выгодно, если требуется автоматизировано обработать большое число деталей.
Как правило, предпочтительно, чтобы рабочие данные включали также данные об изготавливаемой структуре. Сбор данных, требуемых для обработки, снижает, например, риск ошибок при промышленной обработке большого числа деталей.
Кроме того, предпочтительно снабдить вспомогательный лист машиночитаемым идентификатором, таким как штрих-код. Таким образом, результаты измерений могут быть сопоставлены конкретным деталям, и риск путаницы почти исключается.
В других вариантах осуществления настоящее изобретение относится к способу, в котором после этапа d) результаты измерения детали сравниваются с базовыми данными детали, определяются отклонения между результатами измерения детали и базовыми данными детали, устанавливается необходимость корректировки базовых данных структуры и при необходимости, на основе отклонений от измеренных данных детали корректируются базовые данные структуры и создаются рабочие данные с данными скорректированной структуры. Примерами базовых данных, которые могут при этом использоваться, являются данные модели CAD (система автоматического проектирования), которые представляют собой, например, оригинальные CAD-данные детали или CAD-данные, которые были изменены в отношении создаваемых структур. Это выгодно тем, что можно определить отклонения от теоретической формы детали и включить их в обработку. Так, например, при деформациях детали можно выполнить корректировки, чтобы обеспечить однородный профиль поверхности готовой обработанной детали и, например, предотвратить нежелательные отклонения от номинальной геометрии детали.
В других вариантах осуществления настоящее изобретение относится к способу, в котором вспомогательный лист на этапе e) закрепляют в заранее заданном месте в заранее заданной ориентации на рабочей поверхности. Благодаря возможности разъемного закрепления вспомогательного листа в заданном положении и в заданной ориентации на рабочей поверхности, можно просто и, тем не менее, точно передать данные измерений, проведенных на этапе d), на систему отсчета, связанную с устройством аддитивного производства. Это позволяет, в частности, использовать существующие устройства аддитивного производства без дополнительной измерительной техники внутри, при этом можно создавать высокоточные структуры на любых деталях. Учитывая стоимость устройств и гибкость раскрываемых в настоящем изобретении возможностей, можно резко повысить эффективность использования существующих установок.
В других вариантах осуществления настоящее изобретение относится к способу, в котором точное положение и ориентация вспомогательного листа определяется способом детектирования после закрепления на рабочей поверхности. Определение точного положения и ориентации можно осуществить также, например, путем регистрации положения разных точек отсчета вспомогательного листа или же указанной, по меньшей мере одной, реперной отметки. Альтернативно или дополнительно можно, например, определить местоположение определенной стороны вспомогательного листа с помощью измерительного устройства, которое действует аналогично индикатору часового типа, в частности, цифровому индикатору часового типа, или аналогично измерительному зонду, цифровому или аналоговому, или которое содержит индикатор часового типа, предпочтительно цифровой индикатор часового типа, и/или измерительный зонд, предпочтительно цифровой измерительный зонд. В этом случае требуется, чтобы соответствующая измерительная техника была встроена в устройство аддитивного производства. Однако поскольку необходимо определить, например, лишь несколько точек определенного вспомогательного листа, для этого достаточно очень простой измерительной техники и быстрое проведение измерений. Таким образом, собственно высокоточное измерение точного положения и/или формы детали перемещается на этап d) и, тем самым, выносится из устройства аддитивного производства.
В других вариантах осуществления настоящее изобретение относится к способу, в котором указанная, по меньшей мере одна, реперная отметка на вспомогательном листе содержит трехмерное тело. Такие реперные отметки обычно можно очень хорошо измерить обычными методами на этапе d), так что положение по меньшей мере одной реперной отметки предпочтительно можно также определить одновременно с положением детали. Этим можно избежать того, например, что положения реперной отметки и детали на вспомогательном листе определяются по отдельности, после чего из этого косвенным образом рассчитывается положение детали по отношению к реперной отметке. Напротив, можно напрямую определить точное положение детали относительно указанной, по меньшей мере одной, реперной отметки, которое служит связующим звеном для системы отсчета, связанной с устройством аддитивного производства.
Для упрощения измерений и/или повышения точности измерения обычно выгодно использовать трехмерное тело, которое имеет по меньшей мере одну кромку, более предпочтительно 2 кромки. Например, это может быть цилиндр на вспомогательном листе с круглым основанием, при этом верхняя площадь круга обеспечивает кромку для упрощения измерения.
Обычно также выгодно использовать в качестве реперной отметки по меньшей мере одно трехмерное тело, причем этот трехмерное тело имеет высоту по меньшей мере 0,5 см, предпочтительно по меньшей мере 1 см.
В других вариантах осуществления настоящее изобретение относится к способу, в котором указанная, по меньшей мере одна, реперная отметка обмеряется таким же способом, что и деталь. Соответствующий выбор реперной отметки позволяет избежать дополнительных технологических операций. В частности, перенос поддерживаемой детали в другое измерительное устройство требует дополнительного времени. Кроме того, отсутствует риск аварий из-за переноса между измерительными устройствами, вследствие чего изменяется местоположение указанного, по меньшей мере одной, детали и, следовательно, необходимо снова производить его измерение. Далее, это предотвращает неверное приписывание результатов измерений другим вспомогательным листам.
Измерение детали, возможно нескольких деталей, и по меньшей мере одной реперной отметки проводится предпочтительно одновременно. Кроме того, можно, например, сначала провести одно измерение, на котором получают данные о по меньшей мере одной детали и по меньшей мере одной реперной отметке. Затем можно, например, в случае нескольких деталей на вспомогательном листе, также измерить соотношения между деталями, чтобы косвенным образом получить привязку к по меньшей мере одной реперной отметке.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором деталь является деталью турбины, более предпочтительно газовой турбины. Такие детали особенно выигрывают от возможностей предлагаемого в изобретении способа. Так, благодаря возможностям гибкого производства можно создавать самые разные структуры на существующих деталях. Это особенно выгодно для деталей турбины, в частности, деталей газовой турбины, цена на которые делает ремонт целесообразным и у которых в рамках модернизации должна проводиться адаптация для дополнительной оптимизации существующей установки. Кроме того, тем самым структуры, изготовленные напрямую аддитивным способом, можно также наносить на новые детали, изготовленные традиционными способами, что обеспечивает возможность получения более дешевых новых элементов с деталями, изготовленными по аддитивной технологии. Это также позволяет проводить напрямую ремонт деталей, изготовленных аддитивно, которые, с одной стороны, получают все большее значение в данной области, а с другой стороны, которые не могут быть отремонтированы, по меньшей мере частично, обычными способами.
Особенно предпочтительно, указанная по меньшей мере одна деталь представляет собой лопатку, например, направляющую лопатку или рабочую лопатку, или теплозащитный щиток, какой имеется в области лопаток или в области камеры сгорания. Особенно выгодным показал себя этот способ для структур на лопатках. При этом, например, в случае структуры на концах лопаток соответствующая деталь должна быть зажата другим концом в держателе, так что осуществить крепление в заранее заданной, очень точной ориентации до сих пор было в лучшем случае очень сложно.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором на этапе b) по меньшей мере две детали, более предпочтительно по меньшей мере четыре детали, еще более предпочтительно по меньшей мере восемь деталей, каждая с по меньшей мере одной подлежащей обработке поверхностью, крепятся к вспомогательному листу. Неожиданно оказалось, что можно также поместить большое число деталей на вспомогательный лист, при этом результаты измерений предлагают достаточно информации для обработки. Хотя при соответствующих обмерах на этапе d) некоторые детали перекрывают части других деталей, но остающаяся видимой зона детали в сочетании с возможностью высокоточных измерений достаточны для получения данных, необходимых для создания рабочих данных. Кроме того, в отдельной измерительной установке можно намного проще изменить положение и расстояние от измерительного устройства до детали, чтобы гарантировать получение достаточных результатов измерений. Это особенно выгодно для процессов аддитивного производства, которые проводятся в слое порошка, таких как селективное лазерное спекание. Возможность обрабатывать одновременно несколько деталей может привести к резкому повышению производительности.
Термин "аддитивное производство" относится к обычным для специалистов способам изготовления. При этом деталь создается из бесформенного вещества, такого как жидкости, гели или порошки или из веществ нейтральной формы, таких как вещества в виде полосы, проволоки или листов, на основе модели данных, таких как CAD-данные. При этом бесформенные или нейтральные по форме вещества предпочтительно выбирать из металлов, металлических сплавов и керамических материалов, предпочтительно из металлов и металлических сплавов. Одним типичным предпочтительным примером способа аддитивного производства являются способы 3D-печати.
Примерами этих способов являются селективная лазерная плавка (SLM), электронно-лучевая плавка (EBM), селективное лазерное спекание (SLS) и технология Binder Jetting (струйная печать связующим), особенно селективное лазерное спекание, из которых в следующем варианте осуществления предпочтительно выбирается способ аддитивного производства. Особенно предпочтительными являются селективная лазерная плавка, электронно-лучевая плавка и селективное лазерное спекание, более предпочтительно селективная лазерная плавка и электронно-лучевая плавка. Такие способы оказались особенно подходящими для применения в способе согласно изобретению. Они позволяют с высокой точностью и надежностью создавать, например, гибкие 3D-структуры на дорогостоящих деталях.
Для особых областей применения, в частности, с акцентом на особенно высокую термостойкость, эффективными оказались, в частности, такие способы аддитивного производства как селективное лазерное спекание и Binder Jetting.
Для других вариантов осуществления хорошо показал себя, в частности, метод Binder Jetting, когда, например, необходимо обработать большое количество деталей при низких затратах.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором структура изготавливается на детали из металла, металлического сплава или керамического материала, предпочтительно из металла или металлического сплава. Предпочтительно использовать высокожаропрочный металл или высокожаропрочный металлический сплав, такой как никелевый суперсплав. Это особенно выгодно, поскольку из такого суперсплава на детали можно создавать, например, структуры, выдерживающие высокую нагрузку. Например, в случае деталей турбины они не уступают по надежности оригинальному материалу и позволяют также гибкую модернизацию, например, имеющихся комплектов турбинных лопаток.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором измерение на этапе d) проводится посредством способа оптического детектирования, более предпочтительно с помощью оптического 3D-сканера, еще более предпочтительно УФ-сканера. Такие системы предпочтительно основаны на проекции полосы света, чтобы посредством последовательности изображений определить трехмерную структуру поверхности сканируемого объекта. Эти способы особенно выгодны, так как они позволяют провести измерения на этапе d) с очень высокой точностью и с высокой скоростью. Это требуется, в частности, для работ по техническому обслуживанию, при которых, например, полные комплекты турбинных лопаток газовой турбины должны быть обследованы и исправлены в течение очень узкого интервала времени.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором указанная, по меньшей мере одна, реперная отметка нанесена на вспомогательный лист путем аддитивного производства, по меньшей мере частично. По меньшей мере частичное создание реперной отметки посредством аддитивного производства позволяет простым путем связать пространственную систему отсчета внутри устройства аддитивного производства с системой координат измерительного устройства, использующегося на этапе d).
В следующих вариантах осуществления предпочтительно, чтобы по меньшей мере одна реперная отметка была нанесена полностью, более предпочтительно, чтобы все реперные отметки были нанесены полностью по технологии аддитивного производства, и затем перед обмером на этапе d) выполняется только один факультативный этап обработки со съемом материала. Хотя это требует большего времени в устройстве аддитивного производства, но позволяет обойтись, например, без дополнительного технологического этапа, на котором на основе местоположения частично нанесенных реперных отметок наносится дополнительный материал. Вышеуказанный съем материала можно осуществить, например, путем механической обработки резанием. В результате, например, можно создать, в частности, одну или несколько кромок.
Далее, подготовленный посредством аддитивного производства вспомогательный лист, содержащий требуемые реперные тела, обмеряют и используют как основу для их копирования. При этом вспомогательные листы, содержащие идентичные реперные отметки в идентичных местах, изготавливаются с высокой точностью, например, способом обработки резанием. Поэтому в других вариантах осуществления создание реперных отметок по технологии аддитивного производства осуществляют, как описано выше, или их получают вне устройства аддитивного производства как копию подобного вспомогательного листа с реперными отметками, при этом используются такие стандартные способы, как стадии обработки резанием. Стандартным способом специалисты называют известные технологические методы, которые предпочтительно не включают в себя селективной лазерной плавки, электронно-лучевой плавки или селективного лазерного спекания. Например, можно использовать комбинацию по меньшей мере одного способа с нанесением материала, такого как наваривание, например, лазерная сварка наплавлением, с по меньшей мере одним способом со снятием материала, таким как обработка резанием. Это позволяет быстро и просто приготовить специфические для устройства исходные точки без необходимости затрат большого полезного времени работы соответствующего устройства аддитивного производства для получения размеченных вспомогательных листов.
В следующих вариантах осуществления предпочтительно, чтобы по меньшей мере одна исходная точка была нанесена посредством аддитивного производства для точной ориентации возводимого позднее реперного тела. Это выгодно тем, что заметно уменьшается период, в течение которого вспомогательный лист должен обрабатываться в устройстве аддитивного производства и который обычно является лимитирующим временным фактором. Такую исходную точку можно сделать, например, на слепом теле. Термин "слепое тело" в контексте настоящего изобретения означает тело, которое закреплено на вспомогательном листе в месте назначения указанной, по меньшей мере одной, реперной отметки и которое занимает больший объем, чем требуется затем реперной отметке. Неточность размещения и ориентации реперного тела позднее устраняется тем, что, исходя из нанесенной по технологии аддитивного производства точки отсчета, материал со слепого тела удаляется, предпочтительно путем обработки резанием, чтобы получить в результате реперное тело с заданным размещением, формой и ориентацией на вспомогательном листе. Альтернативно или в дополнение к этому можно также создать на вспомогательном листе исходную точку и на расстоянии от нее построить по меньшей мере одно реперное тело.
В следующих вариантах осуществления предпочтительно, чтобы на этапе e) по меньшей мере один центрирующий элемент рабочей поверхности совмещался с сопряженной деталью вспомогательного листа, или чтобы по меньшей мере один центрирующий элемент вспомогательного листа совмещался с сопряженной деталью рабочей поверхности. При этом центрирующий элемент может быть выбран, например, из известных зажимных систем с нулевой точкой. Предпочтительно речь идет об элементах, выступающих из поверхности, которые по меньшей мере частично сужаются к своему концу. При этом концом считается обращенная от центрирующего элемента сторона, содержащая пластину. Например, такой центрирующий элемент предпочтительно имеет на конце скос или изгиб, который при соединении рабочей поверхности и вспомогательного листа отклоняет вспомогательный лист в точное положение. Сопряженная деталь другой пластины при этом имеет отверстие, в которое центрирующий элемент входит в зацепление и, тем самым, задает определенную ориентацию. В частности, предпочтительно, чтобы рабочая поверхность содержала по меньшей мере один такой центрирующий элемент.
В следующих вариантах осуществления настоящее изобретение относится к способу, в котором этап a) содержит следующие подэтапы:
a1) прикрепления вспомогательного листа к рабочей поверхности устройства аддитивного производства и
a2) нанесение по меньшей мере одного трехмерного тела в качестве реперной отметки на вспомогательный лист посредством аддитивного производства.
В следующем аспекте настоящее изобретение относится к вышеуказанному устройству аддитивного производства, содержащему рабочую поверхность и вспомогательный лист для осуществления способа согласно изобретению.
В следующих вариантах осуществления предпочтительно, чтобы рабочая поверхность была разъемно соединена с устройством аддитивного производства. Это облегчает замену при износе креплений для вспомогательного листа.
Альтернативно, рабочая поверхность может быть также жестко вмонтирована в устройство аддитивного производства. Правда, изменение жестко вмонтированной рабочей поверхности обычно заметно увеличивает время, необходимое для обслуживания. Тем не менее, этим, как правило, можно достичь еще более высокой точности позиционирования рабочей поверхности и, следовательно, закрепленного на ней вспомогательного листа.
Далее, устройство аддитивного производства предпочтительно содержит средство для транспортировки порошка, способный подавать порошок металла, металлического сплава или керамического материала, предпочтительно металла или металлического сплава, в производственную зону устройства аддитивного производства.
Выгодным показали себя, в частности, устройства аддитивного производства, которые содержат средство для создания и управления лазерным лучом или и/или электронным лучом, причем лазерный луч или и/или электронный луч подходят для расплавления порошка металла или металлического сплава для аддитивного производства или для спекания порошка керамического материала, предпочтительно для расплавления порошка металла или металлического сплава для аддитивного производства.
В следующем аспекте настоящее изобретение относится к вышеуказанной составной конструкции для применения в способе согласно изобретению.
В других вариантах осуществления предпочтительно, чтобы составная конструкция содержала также крепежные элементы для детали. Это выгодно, в частности, для обеспечения стабильного соединения со вспомогательным листом.
Далее изобретение будет более подробно описано на отдельных фигурах. При этом следует отметить, что фигуры являются только схематическими и не должны свидетельствовать о недостаточной осуществимости изобретения. В частности, их не следует понимать как ограничивающие изобретение, объем которого определен только формулой изобретения.
Кроме того, следует отметить, что представленные ниже технические признаки могут быть заявлены в любой комбинации друг с другом, поскольку эта комбинация позволяет достичь цели изобретения.
На фигуре 1 показан фрагмент схематического вида сбоку устройства 8 аддитивного производства на этапе f) способа. При этом для аддитивного производства в данном примере используется селективная лазерная сварка. Можно видеть составную конструкцию 10, содержащую вспомогательный лист 3, реперную отметку 4 и деталь 5. Для закрепления детали 5 к вспомогательному листу 3 применятся два крепежных элемента 6, которые, несмотря на зубцы "елочкой" на нижнем конце детали 5, обеспечивают надежную фиксацию на вспомогательном листе 3 в заданной позиции. Это позволяет ориентировать деталь 5 так, чтобы подлежащая обработке поверхность 1 была направлена вверх. Деталь 5 на фигуре 1 представляет собой турбинную лопатку, являющуюся частью газовой турбины.
После обмера на этапе d) составная конструкция 10 была введена в устройство 8 аддитивного производства на этапе e) и разъемно закреплена в заданном месте и в заданной ориентации на рабочей поверхности 2. Рабочая поверхность 2 по время обработки в соответствии с этапом f) постепенно опускается. После соответствующего опускания рабочей поверхности 2, а также соединенной с ней составной конструкции 10 можно нанести новый слой порошка, прежде чем создавать следующий слой структуры. В качестве порошка в этом конкретном примере используется порошок никелевого суперсплава, чтобы обеспечить высокую жаропрочность структуры.
При управлении устройством 8 аддитивного производства используются рабочие данные, которые были получены из результатов измерений на этапе d) способа. При этом управление устройствам 8 аддитивного производства осуществляется так, чтобы аддитивно изготавливаемая структура прилегала к обрабатываемой поверхности 1 и была прочно соединена с ней.
Можно видеть реперную отметку 4, имеющую форму цилиндра с круглым основанием, прикрепленным к вспомогательному листу 3. Таким образом, в качестве реперной отметки 4 служит трехмерное тело. На фигуре 1 оно полностью утоплено в слое порошка 7, из которого в устройстве 8 аддитивного производства создается структура на обрабатываемой поверхности 1 детали 5.
На фигуре 2, как и на фигуре 1, схематически показан вид сбоку устройства 8 аддитивного производства в процессе, уже показанном на фигуре 1. Однако фигура 2 показывает более поздний момент времени, когда структура 9 уже была возведена на обрабатываемой поверхности 1.
На фигуре 3 схематически показан способ, уже представленный на этапе d) на фигуре 1, показана также составная конструкция 10. Благодаря перспективному изображению составной конструкции 10, на фигуре 3 можно видеть три реперные отметки 4. Деталь 5 прикреплен двумя крепежными элементами 6 к вспомогательному листу 3. Как уже было показано на фигуре 1, обрабатываемая поверхность 1 обращена вверх. Три видимые реперные отметки 4 представляют собой цилиндры с круглым основанием, то есть, трехмерные тела, которые прикреплены к вспомогательному листу 3. Стилизованный глаз характеризует оптическое измерительное устройство, в данном случае УФ-сканер.
Составная конструкция 10 обмеряется с помощью оптического способа детектирования, в данном случае обеспечиваемого УФ-лазером, который посредством световой полосы записывает форму и позицию детали 5 и реперного тела. При этом реперные отметки 4 и деталь 5 обмеряют одним и тем же способом.
При этом полученные результаты измерений используют, чтобы определить форму детали 5 и затем сравнить ее с базовыми данными. Исходя из этого, при необходимости проводят корректировку данных аддитивно возводимой структуры 9, причем скорректированные данные передаются в качестве рабочих данных на устройство 8.
Кроме того, записывается точное пространственное расположение обрабатываемой поверхности 1 по отношению к по меньшей мере одной из реперных отметок 4. Эти результаты измерений позволяют позднее осуществить точную настройку обрабатываемой поверхности 1 детали 5 в устройстве 8 без необходимости иметь внутри него собственную измерительную технику. При этом из известного местоположения реперной отметки 4 в устройстве 8 и из вышеуказанного пространственного размещения реперной отметки 4 и обрабатываемой поверхности 1 косвенным образом определяются положение и ориентация обрабатываемой поверхности 1 в устройстве 8. Как только вспомогательный лист 3 будет разъемно прикреплен к рабочей поверхности 2 в заданной позиции с заданной ориентацией, можно возводить структуру 9 посредством аддитивного производства, причем структура 9 примыкает к подлежащей обработке поверхности 1 и прочно соединена с деталью 5.
На фигуре 4 показано изготовление вспомогательного листа 3 в устройстве 8 аддитивного производства, показанном также на фигуре 1. При этом уже создана часть двух реперных отметок 4. Вспомогательный лист 3 разъемно прикреплен к заданном положении и в заданной ориентации к рабочей поверхности 2. Поскольку реперная отметка 4 создается аддитивно в конкретном месте в конкретном устройстве, управляющие данные устройства 8 для получения вспомогательного листа 3 с реперной отметкой 4 имеют возможность привязки между последующими измерениями, как, например, на этапе d), и системой отсчета, связанной с блоком управления устройством 8. Таким образом, можно косвенным образом определить, какое место внутри устройства 8 необходимо настраивать, если известно его положение относительно реперной отметки 4. Затем вспомогательный лист 3, полученный на фигуре 4, напрямую используют в процессе, показанном на фигурах 1 и 2. Однако альтернативно этому можно, например, как указано в описании, воспроизвести этот вспомогательный лист 3 также, например, традиционным способом, таким как стадии обработки резанием вне устройства 8.
Фигура 5 показывает схему последовательности способа, показанного также на фигурах 1 и 2. При этом выполняются этапы с a) по f). Способ может осуществляться либо i) с этапом c), либо ii) без этапа c).
На этапе d) получают результаты измерений детали и по меньшей мере одной реперной отметки. Эти результаты используются для создания рабочих данных для управления устройством. Кроме того, для управления устройством используется информация об известном положении указанной, по меньшей мере одной, реперной отметки в устройстве аддитивного производства при известном положении и ориентации вспомогательного листа в устройстве. Предпочтительно, информация об известном положении указанной, по меньшей мере одной, реперной отметки напрямую используется в устройстве аддитивного производства, чтобы вместе с результатами измерений на этапе d) создать набор данных для управления устройством. Это позволяет избежать такого лимитирующего фактора как типично более низкая вычислительная мощность блока управления устройством аддитивного производства.
Изобретение относится к области аддитивного производства, в частности к способу создания конструкций на имеющихся деталях. На по меньшей мере одной подлежащей обработке поверхности детали посредством устройства для аддитивного производства создают структуру. Для этого на вспомогательном листе, предназначенном для размещения на рабочей площадке устройства, содержащем по меньшей мере одну реперную отметку, закрепляют по меньшей мере одну деталь с образованием составной конструкции. При необходимости обрабатывают по меньшей мере одну подлежащую обработке поверхность детали для получения поверхности, по существу параллельной рабочей площадке устройства аддитивного производства. Измеряют по меньшей мере одну реперную отметку и деталь и определяют положение детали относительно реперной отметки. Осуществляют разъемное прикрепление вспомогательного листа к рабочей поверхности. Обрабатывают деталь, определяя положение и ориентацию обрабатываемой поверхности, на основании известного местоположения реперной отметки в устройстве и пространственного размещения реперной отметки и подлежащей обработке поверхности. Обеспечивается повышение точности геометрии компонента и формирование однородного профиля поверхности. 3 н. и 12 з.п. ф-лы, 5 ил.
1. Способ аддитивного производства структуры (9) на по меньшей мере одной подлежащей обработке поверхности (1) детали (5) в устройстве (8) аддитивного производства, причем устройство (8) аддитивного производства содержит рабочую поверхность (2), причем способ включает следующие этапы:
a) предоставление вспомогательного листа (3), предназначенного для закрепления на рабочей поверхности (2), причем вспомогательный лист (3) содержит по меньшей мере одну реперную отметку (4),
b) закрепление по меньшей мере одной детали (5) на вспомогательном листе (3) с образованием составной конструкции (10),
c) при необходимости обработка указанной по меньшей мере одной подлежащей обработке поверхности (1) детали (5) для получения поверхности (1), по существу параллельной рабочей площадке устройства (8) аддитивного производства,
d) измерение по меньшей мере одной реперной отметки (4) и детали (5), причем положение детали (5) определяют относительно указанной по меньшей мере одной реперной отметки (4),
e) введение составной конструкции (10), включающей в себя вспомогательный лист (3) с по меньшей мере одной реперной отметкой (4) и деталью (5), в устройство (8) аддитивного производства и разъемное прикрепление вспомогательного листа (3) к рабочей поверхности (2) и
f) обработка детали (5) в устройстве (8) аддитивного производства с использованием рабочих данных, основанных на результатах измерений на этапе d), причем из известного местоположения реперной отметки (4) в устройстве (8) и пространственного размещения реперной отметки (4) и подлежащей обработке поверхности (1) косвенным образом определяют положение и ориентацию обрабатываемой поверхности (1) в устройстве (8).
2. Способ по п. 1, причем
- рабочие данные после этапа d) создают на основе пространственного расположения обрабатываемой поверхности (1) относительно по меньшей мере одной реперной отметки (4),
- с помощью устройства (8) аддитивного производства на основе этих рабочих данных на этапе f) управляют аддитивным производством структуры (9) таким образом, чтобы структура (9) примыкала к подлежащей обработке поверхности (1) и была прочно соединена с деталью (5).
3. Способ по п. 1 или 2, причем после этапа d)
- результаты измерений детали (5) сравнивают с базовыми данными детали (5),
- устанавливают отклонения между результатами измерения детали (5) и базовыми данными детали (5),
- устанавливают необходимость корректировки базовых данных структуры (9), и
- при необходимости, исходя из отклонений от результатов измерения детали (5), корректируют базовые данные структуры (9) и с использованием данных скорректированной структуры (9) создают рабочие данные.
4. Способ по одному из пп. 1-3, причем вспомогательный лист (3) на этапе e) фиксируют в заданном положении и с заданной ориентацией на рабочей поверхности (2).
5. Способ по одному из пп. 1-3, причем точное положение и ориентацию вспомогательного листа (3) определяют детектированием после закрепления на рабочей поверхности (2).
6. Способ по одному из пп. 1-5, причем указанная по меньшей мере одна реперная отметка (4) содержит трехмерное тело, закрепленное на вспомогательном листе (3).
7. Способ по одному из пп. 1-6, причем указанную по меньшей мере одну реперную отметку (4) обмеряют таким же способом, что и деталь (5).
8. Способ по одному из пп. 1-7, причем деталь (5) является деталью турбины.
9. Способ по одному из пп. 1-8, причем на этапе b) по меньшей мере две детали (5), каждую с по меньшей мере одной подлежащей обработке поверхностью (1), прикрепляют к вспомогательному листу (3).
10. Способ по одному из пп. 1-9, причем способ аддитивного производства выбирают из группы, состоящей из селективной лазерной плавки, электронно-лучевой плавки, селективного лазерного спекания и технологии струйной печати.
11. Способ по одному из пп. 1-10, причем структуру (9) создают на детали (5) из металла, металлического сплава или керамического материала.
12. Способ по одному из пп. 1-11, причем измерение на этапе d) осуществляют с помощью оптического способа детектирования.
13. Способ по одному из пп. 1-12, причем этап a) включает следующие этапы:
a1) прикрепления вспомогательного листа (3) к рабочей поверхности (2) устройства (8) аддитивного производства и
a2) нанесение по меньшей мере одного трехмерного тела в качестве реперной отметки (4) на вспомогательный лист (3) посредством аддитивного производства.
14. Устройство (8) аддитивного производства структуры (9) на по меньшей мере одной обрабатываемой поверхности (1) детали (5) способом по одному из пп. 1-13, содержащее блок управления, средство для транспортировки материала в производственную зону, средство для плавления или спекания материала лазерным или электронным лучом и рабочую поверхность (2), выполненную с возможностью опускания, для разъемного прикрепления к ней вспомогательного листа (3), содержащего по меньшей мере одну реперную отметку (4) и по меньшей мере одну деталь (5).
15. Составная конструкция (10) для аддитивного производства структуры (9) на по меньшей мере одной обрабатываемой поверхности (1) детали (5) способом по одному из пп. 1-13, содержащая:
- вспомогательный лист (3), предназначенный для прикрепления к рабочей поверхности (2) устройства (8) аддитивного производства, с закрепленной на нем по меньшей мере одной деталью (5), и
- по меньшей мере одну реперную отметку (4), которая закреплена на вспомогательном листе (3), причем указанная по меньшей мере одна реперная отметка (4) предназначена для использования в качестве исходной точки при определении позиции по меньшей мере одной детали.
| Способ глубинного структурного картирования,обнаружения и измерения скрытых структурных целевых объектов и полезных ископаемых | 1978 |
|
SU1048441A1 |
| DE 10150129 C1, 17.04.2003 | |||
| US 20120222306 A1, 06.09.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ | 2013 |
|
RU2566117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОНЕНТА ПОСРЕДСТВОМ АДДИТИВНОГО ЛАЗЕРНОГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2574536C2 |

