Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления детали посредством аддитивного производства, в частности, путем сплавления или спекания частиц порошка посредством высокоэнергетического пучка.
Способ особенно пригоден для изготовления деталей, которые демонстрируют асимметрию или большую несоразмерность по массе, в частности, для авиации.
Описание предшествующего уровня техники
Уже известно, в частности, в области авиации использование способов аддитивного производства для изготовления деталей с формами, которые являются высокоточными или сложными.
Традиционным примером аддитивного производства является изготовление путем сплавления или спекания частиц порошка посредством высокоэнергетического луча. Среди таких высокоэнергетических лучей можно упомянуть, в частности, лазерные лучи и электронные лучи.
Термин «селективное лазерное сплавление» (SLM) используется для обозначения способа, имеющего в качестве основных характеристики, перечисленные ниже со ссылкой на фигуру 1, на которой показано традиционное устройство для изготовления детали путем селективного сплавления или спекания пластов порошка посредством лазерного луча.
Первый слой 10а порошка материала накладывают, например, с помощью ролика 20 (или любого другого средства наложения) на пластину 21 изготовления (которая может быть одинарной пластиной или пластина может быть приподнята с помощью твердой подложки, или с помощью части другой детали, или с помощью опорной решетки, используемой для облегчения изготовления некоторых деталей).
Порошок перемещают из загрузочного бункера 22 во время возвратно-поступательного перемещения ролика 20 и затем его срезают и возможно также немного утрамбовывают во время одного или более возвратно-поступательных перемещений ролика 20. Порошок состоит из частиц 11. Излишек порошка возвращают в бункер 23 повторного использования, расположенный рядом с бункером 24 для построения, в котором пластина 21 изготовления перемещается вертикально.
Также используются генератор 30 для создания лазерного пучка 31 и система управления 32 для направления луча 31 на любую область платины 21, с тем, чтобы сканировать любую область предварительного нанесенного слоя порошка. Лазерный луч 31 имеет форму, и его диаметр в фокальной плоскости изменяется соответственно с помощью расширителя 33 пучка и с помощью системы 34 фокусирования, которые вместе составляют оптическую систему.
Затем область первого слоя 10а порошка нагревают до температуры, которая выше, чем температура плавления порошка с помощью сканирования лазерным лучом 31.
В SLM способе может быть использован любой высокоэнергетический луч вместо лазерного луча 31, и, в частности, в способе может использоваться электронный луч, при условии, что луч имеет достаточную энергию для плавления частиц порошка и части материала, на которой лежат частицы.
В качестве примера, сканирование лучом может быть вызвано посредством головки гальванометра, которая образует часть системы 32 управления. Например, система управления включает в себя по меньшей мере одно управляемое зеркало 35, на котором лазерный луч 31 отражается, перед тем как достичь слоя порошка, где каждая точка поверхности всегда находится на одной и той же высоте относительно фокусирующей линзы, находящейся в системе 34 фокусирования, с наклонным положением зеркала, которое управляется с помощью головки гальванометра, так что лазерный луч сканирует по меньшей мере одну область первого слоя порошка, и таким образом повторяет предварительно установленный профиль для детали. С этой целью головкой гальванометра управляют, используя информацию, содержащуюся в базе данных компьютерного инструмента, используемого для автоматизированного проектирования и изготовления детали, которая подлежит изготовлению.
Таким образом, частицы порошка 11 в этой области первого слоя 10а сплавляются, и они образуют первый цельный элемент 12а, который прикреплен к пластине 21 изготовления. На этой стадии также можно использовать лазерный луч, чтобы сканировать множество независимых областей первого слоя, с тем, чтобы образовать множество взаимно разъединенных первых элементов 12а, как только материал был расплавлен и затвердел.
Пластину 21 изготовления опускают до высоты, соответствующей толщине первого слоя 10а порошка (от 20 микрометров (μm) до 100 микрометров (μm) и обычно от 30 (μm) до 50 (μm)).
После этого, второй слой 10b порошка наносят на первый слой 10а и на первую цельную деталь или затвердевший элемент 12а, при этом второй слой 10b, как расположенный частично или полностью на первом цельном или затвердевшем элементе 12а, как показано на фигуре 1, нагревают путем воздействия на него лазерным лучом 31 таким образом, что частицы порошка в этой области второго слоя 10b сплавляются вместе c по меньшей мере одной частью элемента 12а, так чтобы образовать второй цельный или затвердевший элемент 12b, причем эти два элемента 12а и 12b вместе образуют цельный блок в примере, показанном на фигуре 1.
Подобная технология аддитивного производства, или другие технологии, такие как изготовление путем порошкового напыления, обеспечивает, таким образом, великолепный контроль над формой детали, которая подлежит изготовлению, и позволяет изготовить детали, которые являются очень точными.
Тем не менее, эти технологии требуют тщательно разработанных стратегий конструирования, которые являются характерными для детали, которая подлежит изготовлению, для того чтобы соответствовать ее размерным допускам и для того чтобы обеспечить хорошую механическую прочность детали. Необходимо таким образом использовать программное обеспечение САПР, для того чтобы определить наилучшее положение и наилучшую ориентацию для детали в целях ее изготовления слой за слоем. Хотя стратегии изготовления все еще разрабатываются и совершенствуются, в настоящее время они не являются удовлетворительными для получения деталей, которые асимметричны или которые демонстрируют большую несоразмерность по массе.
При изготовлении таких деталей посредством аддитивного производства часто наблюдается, что существуют необратимые металлургические дефекты, например, появление трещин и/или размерные дефекты, причем некоторые части детали не отвечают конкретным допускам. Несоразмерность массы, как результат, в частности, асимметрий детали, приводит к остаточным напряжениям, накапливающимся в определенных зонах детали, при этом остаточные напряжения приводят затем к деформациям: эти плохо сбалансированные остаточные напряжения приводят таким образом к возникновению геометрических разбросов, которые отвечают за дефекты, наблюдаемые в конечных деталях. К сожалению, подобные дефекты часто являются неприемлемыми и ведут к бракованным конечным деталям, приводя за счет этого к значительным потерям и таким образом высоким стоимостям полного изготовления.
Поэтому существует реальная необходимость в способе изготовления детали с помощью технологии аддитивного производства, который адаптирован к таким деталям, которые являются асимметричными или представляет собой большую несоразмерность по массе.
Сущность изобретения
Настоящее описание относится к способу изготовления детали посредством аддитивного производства, причем способ содержит следующие этапы: предоставляют цифровую модель подлежащей изготовлению детали; ориентируют модель относительно направления построения для создания детали; изменяют модель путем добавления расходуемой уравновешивающей части, выполненной с возможностью уравновешивания остаточных напряжений, которые появляются в детали во время ее изготовления; изготавливают заготовку слой за слоем, применяя технологию аддитивного производства на основе модели, измененной таким образом, причем упомянутые слои укладывают в стопку в направлении построения; и используют способ съема материала, чтобы удалить расходуемую часть с заготовки, получающуюся из расходуемой уравновешивающей части модели, получая посредством этого упомянутую подлежащую изготовлению деталь.
С помощью этого способа можно во время этапа автоматизированного проектирования обнаружить потенциальный риск возникновения остаточных напряжений, накапливающихся во время изготовления, как результат, в частности, асимметрий в детали, или по меньшей мере большой несоразмерности массы, и затем скорректировать модель детали искусственно, с тем чтобы придать ей общую форму, которая является более правильной и лучше соразмерна, с тем чтобы обеспечить уравновешенность остаточных напряжений внутри детали во время изготовления.
Таким образом, во время послойного изготовления остаточные напряжения становятся распределенными более равномерным образом внутри детали: это позволяет избежать этих остаточных напряжений, которые концентрируются в определенных областях детали выше определенной пороговой величины, которая могла бы привести к критическим деформациям детали. Например, добавление такой расходуемой части может позволить уменьшить определенные кромочные эффекты или переместить область концентрации напряжений по направлению к части детали, которая менее чувствительна к деформации, например, часть, которая является более толстой или обладает формой, которая является очень простой, или по направлению к части детали, в которой механические или размерные допуски больше.
При подобных обстоятельствах в заготовке, которая получена, меньше дефектов и размерных, и механических: затем достаточно использовать традиционный способ съема материала, чтобы удалить расходуемую уравновешивающую часть с заготовки детали, получающуюся из расходуемой уравновешивающей части модели, получая посредством этого требуемую деталь.
С помощью данного способа, таким образом, можно использовать аддитивное производство для получения детали, которая является асимметричной или демонстрирует большую несоразмерность, одновременно получая выгоду от всех преимуществ аддитивного производства и одновременно, тем не менее, демонстрируя меньше дефектов или совсем не имея дефектов.
В некоторых вариантах осуществления настоящего изобретения подлежащая изготовлению деталь имеет асимметричную часть, при этом расходуемая уравновешивающая часть выполнена таким образом, что расходуемая часть заготовки имеет массу, лежащую в диапазоне от 70% до 130% массы асимметричной части, предпочтительно, в диапазоне от 90% до 110%.
Термин «асимметричная часть» используется для обозначения части, которая, если бы она должна была удалена с детали, оставила бы оставшуюся деталь, имеющей по меньшей мере на один элемент симметрии больше, чем исходная деталь. Это определение может быть перенесено непосредственно на модель.
Термин «элемент симметрии» используется для обозначении симметрии относительно заданной плоскости, симметрии относительно заданной точки, инвариантности относительно заданного вращения, или более того любой другой инвариантности, как результат заданного геометрического соотношения.
На протяжении данного описания идею симметрии следует понимать с определенной степенью допуска; таким образом, элемент или пара элементов считаются симметричными при условии, что по меньшей мере 90% элемента или пары являются несомненно симметричными в строгом геометрическом смысле; малые локальные различия, если таковые имеются, не принимаются таким образом во внимание. Это определение относится к плоскостям симметрии и, более широко, ко всем элементам симметрии.
С помощью такой расходуемой части, которая имеет массу, относительно близкую к массе асимметричной части, можно скорректировать, по меньшей мере частично, несоразмерность массы, которая получается из-за асимметричной части; такой подход делает возможным получение лучшего уравновешивания остаточных напряжений в заготовке, и легко, и в значительной мере получая посредством этого заметное благоприятное воздействие на нежелательное возникновение дефектов в заготовке.
В некоторых вариантах осуществления настоящего изобретения расходуемую уравновешивающую часть добавляют на высоту по существу эквивалентную высоте асимметричной части. Таким образом, остаточные напряжения заново уравновешиваются по существу для всех слоев, которые изначально были асимметричными и которые таким образом изначально демонстрировали несоразмерность массы.
В некоторых вариантах осуществления настоящего изобретения расходуемая уравновешивающая часть удлиняет модель в ее самом длинном направлении.
В некоторых вариантах осуществления настоящего изобретения расходуемая уравновешивающая часть выполнена таким образом, что получающаяся расходуемая часть выполнена противоположной асимметричной части относительно заготовки. Таким образом, распределение массы внутри заготовки заново уравновешивается, заново уравновешивая остаточные напряжения, появление которых вызвано во время изготовления, причем эти напряжения частично смещены по направлению к центру детали.
В некоторых вариантах осуществления настоящего изобретения расходуемую уравновешивающую часть добавляют с тем, чтобы снабдить модель по меньшей мере одним дополнительным элементом симметрии, предпочтительно дополнительной плоскостью симметрии. Распределение остаточных напряжений, таким образом, лучше распределено, поскольку оно также получает выгоду от дополнительного элемента симметрии. Искусственное восстановление таким путем симметрии в контексте описания делает, соответственно, возможным поразительным образом уменьшить возникновение и величину дефектов в заготовке.
В некоторых вариантах осуществления настоящего изобретения расходуемая уравновешивающая часть расположена таким образом, что получающаяся расходуемая часть находится в области, которая симметрична области асимметричной части относительно плоскости, проходящей через центр тяжести заготовки.
В некоторых вариантах осуществления настоящего изобретения расходуемую уравновешивающую часть выполняют так, что расходуемая часть заготовки является симметричной к асимметричной части относительно плоскости, причем эта плоскость является плоскостью симметрии заготовки. Подобную плоскость симметрии особенно легко разместить на месте с помощью программного обеспечения САПР, во время работы над моделью детали.
В некоторых вариантах осуществления настоящего изобретения этап изменения модели включает в себя этап определения плоскости равновесия, параллельной направлению построения и соответствующей плоскости симметрии, которую модель имела бы, если бы не имела своей асимметричной части, соответствующей асимметричной части детали. Этот этап позволяет легко определить вероятную плоскость симметрии для заготовки.
В некоторых вариантах осуществления настоящего изобретения этап изменения модели включает в себя этап уравновешивания, во время которого добавляют уравновешивающий сегмент к модели в каждом слое, перпендикулярном направлению построения, причем уравновешивающий сегмент восстанавливает симметрию рассматриваемого слоя модели относительно плоскости равновесия. Таким образом, можно обеспечить, чтобы массы с каждой стороны плоскости равновесия были равномерными от слоя к слою вдоль направления построения; каждый слой, который изготовлен путем аддитивного производства, имеет, таким образом, симметричное распределение массы, минимизируя посредством этого деформацию.
В некоторых вариантах осуществления настоящего изобретения подобная технология аддитивного производства является способом изготовления путем селективного сплавления или селективного спекания пластов порошка.
В некоторых вариантах осуществления настоящего изобретения в упомянутом способе изготовления путем селективного сплавления или селективного спекания пластов порошка используют лазерный луч.
В других вариантах осуществления настоящего изобретения в упомянутом способе изготовления путем селективного сплавления или селективного спекания пластов порошка используют электронный луч.
В других вариантах осуществления настоящего изобретения упомянутая технология аддитивного производства является способом изготовления путем порошкового напыления.
В некоторых вариантах осуществления настоящего изобретения во время этапа ориентирования, модель ориентируют так, чтобы минимизировать число технологических подложек и/или чтобы минимизировать их размер. Подобные технологические подложки необходимы, в частности, если слой детали выступает в сторону от подложки, образованной с помощью лежащего непосредственно снизу слоя детали. Таким образом, можно ограничить число операций механической обработки, которые необходимо осуществить на заготовке для того, чтобы получить деталь; это способствует также экономии порошка. Дополнительно, это служит для ограничения влияния шероховатости, что является результатом способа с использованием слоев.
В некоторых вариантах осуществления настоящего изобретения во время этапа ориентирования, модель ориентируют таким образом, чтобы минимизировать высоту детали в направлении построения. Это служит для уменьшения числа слоев и, таким образом, количества используемого порошка, а также времени, которое требуется для изготовления. В дополнение, сокращается также и любой риск деформации, при этом получающееся в результате состояние поверхности является более равномерным.
В некоторых вариантах осуществления настоящего изобретения деталь, подлежащая изготовлению, является лопаточной деталью, имеющей переднюю кромку, заднюю кромку и перо.
В некоторых вариантах осуществления настоящего изобретения цифровую модель лопаточной детали ориентируют таким образом, что ее передняя кромка или ее задняя кромка обращены к столу для построения. Таким образом можно минимизировать возврат к технологическим подложкам.
В некоторых вариантах осуществления настоящего изобретения плоскость равновесия лопаточной детали пересекает лопаточную деталь по существу посередине вдоль ее пера.
Вышеупомянутые характеристики и преимущества, а также и другое, появляются при чтении нижеследующего подробного описания вариантов осуществления предложенного способа. В этом подробном описании ссылка дана на сопровождающие чертежи.
Краткое описание чертежей
Сопровождающие чертежи являются схематичными и предназначены прежде всего проиллюстрировать принципы изобретения.
На чертежах, от одной фигуры к другой, элементы (или части элементов), которые являются идентичными, обозначены одними и теми же ссылочными знаками.
Фигура 1 представляет собой общий вид устройства для аддитивного производства путем селективного сплавления пластов порошка.
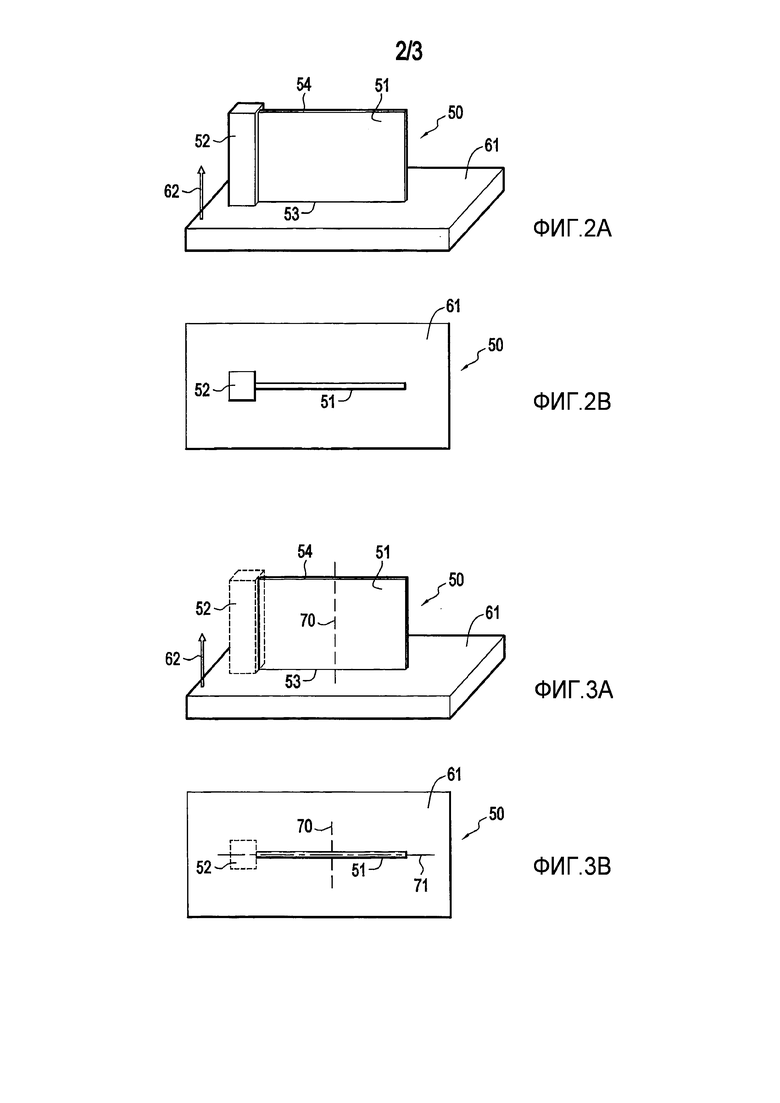
Фигуры 2А и 2В представляют собой вид в перспективе и вид сверху исходной модели, например, детали для изготовления.
Фигуры 3А и 3В представляют собой вид в перспективе и вид сверху модели по фигурам 2А и 2В, для которой была определена плоскость равновесия.
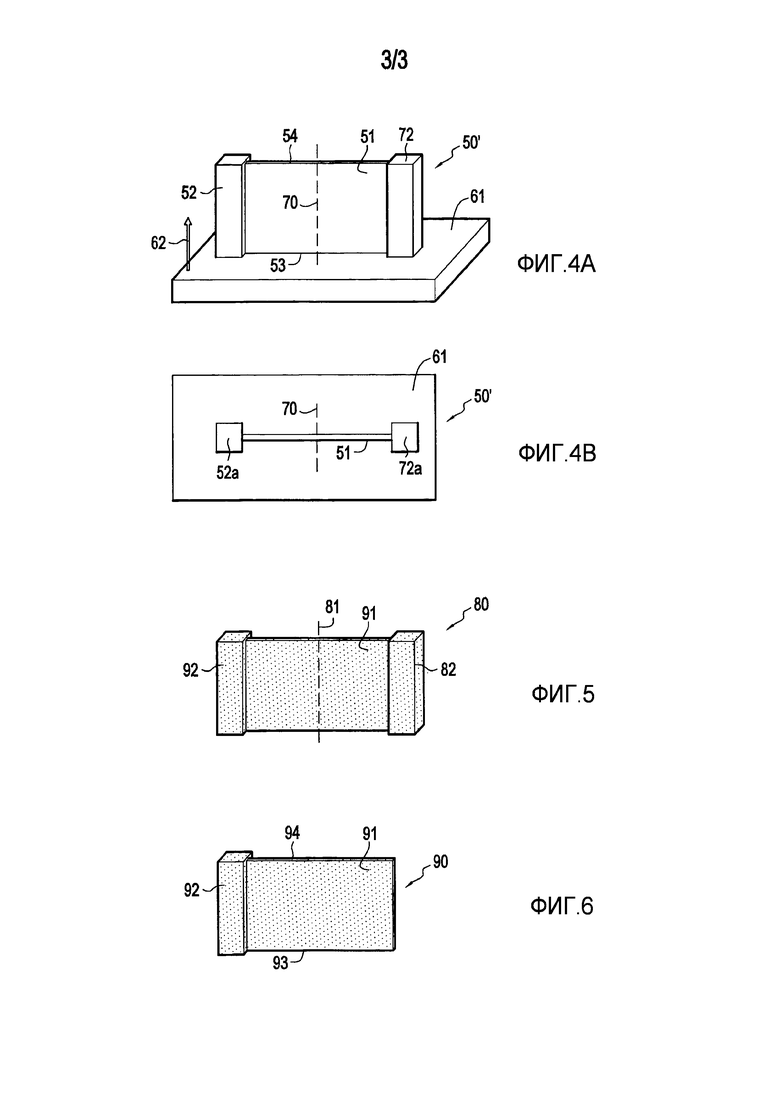
Фигура 4А представляет собой вид в перспективе модели по фигурам 3А и 3В, к которой была добавлена расходуемая уравновешивающая часть.
Фигура 4В представляет вид сверху слоя модели по Фиг. 4А.
Фигура 5 представляет собой вид в перспективе заготовки, полученной с использованием модели по фигуре 4А.
Фигура 6 представляет собой вид в перспективе конечной детали, после удаления с заготовки расходуемой части.
Подробное описание вариантов осуществления настоящего изобретения
Для того чтобы сделать изобретение более конкретным, ниже подробно описан пример способа со ссылкой на сопровождающие чертежи. Следует понимать, что изобретение не ограничено данным примером.
В контексте этого примера, цель заключается в изготовлении лопатки 90, как очень схематично показано на фигуре 6. Лопатка 90 содержит перо 91 с передней кромкой 93 и задней кромкой 94, вместе с ножкой 92, который выполнен на одном конце пера 91. Перо 91 является тонким и вытянутым, в то время как ножка 92 является толстой и компактной; ножка 92 таким образом составляет асимметричную часть лопатки 90. Если бы лопатка 90 не имела ножки 92, тогда ей пришлось бы иметь плоскость симметрии, пересекающую перо 91 вдоль посередине.
Во время первого этапа, цифровую модель 50 лопатки 90 получают в программном обеспечении САПР. Как показано на фигурах 2А и 2В, цифровая модель 50 имеет первую часть 51, которая является тонкой и вытянутой, соответствующую перу 91, и вторую часть 52, которая является толстой и компактной, соответствующую ножке 92. Таким образом, вторая часть 52 модели 50 составляет асимметричную часть модели 50.
Во время второго этапа модель 50 ориентируют относительно цифрового изображения 61 пластины 21 изготовления и направления 62 построения, перпендикулярного упомянутому изображению 61 пластины. Для того чтобы минимизировать возврат к технологическим подложкам, модель 50 ориентируют таким образом, что ее кромка 53, соответствующая передней кромке 93 лопатки 90, обращена по направлению к изображению 61 пластины. Однако, можно ориентировать модель 50 так, чтобы ее кромка 54, соответствующая задней кромке 94 лопатки 90, была направлена по направлению к изображению 61 пластины.
Во время третьего этапа, показанного на фигурах 3А и 3В, внимание уделяется оставшейся части модели 50, когда она не имеет своей асимметричной части 52; а именно, это первая часть 51, которая соответствует перу 91. Затем определяют плоскость 70 симметрии для этой оставшейся части 51, которая параллельна направлению 62 построения, и эту плоскость определяют как плоскость равновесия модели 50. А именно, плоскость 70 равновесия пересекает первую часть 51 модели 50, соответствующую перу 91 лопатки 90, посередине пера в направлении высоты пера.
На этот счет можно заметить, что оставшаяся часть 51 модели 50 представляет вторую плоскость 71 симметрии, которая является продольной и вероятно параллельной направлению 62 построения; однако, эта другая плоскость 71 симметрии не может быть выбрана в качестве плоскости равновесия в той мере, в какой исходная модель 50 лопатки 90 уже является симметричной относительно этой плоскости 71.
Во время четвертого этапа, показанного на фигуре 4В, внимание уделяется последовательно каждому изготавливаемому слою вдоль направления 62 построения, начиная с изображения 61 пластины, при этом в каждом слое добавляют уравновешивающий сегмент 72а к модели 50, с тем чтобы восстановить симметрию слоя относительно плоскости 70 равновесия. Таким образом, в каждом слое, перпендикулярном направлению 62 построения, уравновешивающий сегмент 72а является симметричным соответствующему сегменту 52а асимметричной части 52.
Как только эта операция выполнена для всех слоев модели 50, получают измененную модель 50', как показано на фигуре 4А, которая включает в себя расходуемую уравновешивающую часть 72, изготовленную из стопки уравновешивающих сегментов 72а. Таким образом измененная модель 50' является теперь симметричной относительно плоскости 70 равновесия, причем расходуемая уравновешивающая часть 72 является симметричной асимметричной части 52, относительно плоскости 70 равновесия.
При таких обстоятельствах можно начать изготовление заготовки 80, используя изготовление по технологии аддитивного производства на основе измененной модели 50'. В данном примере и как показано на фигуре 1, способ является способом изготовления путем селективного спекания пластов порошка. Однако, аналогичным образом он мог бы быть способом изготовления путем порошкового проецирования.
Первый слой 10а порошка требуемого материала, а именно, порошка на основе никеля, накладывают, таким образом, на пластину 21 изготовления.
Первую область упомянутого первого слоя 10а сканируют с помощью лазерного луча 31, с тем, чтобы нагреть порошок упомянутой области локально до температуры более высокой, чем температура спекания порошка, так что частицы упомянутого порошка, расплавленные или спеченные таким образом, и которые располагаются в упомянутой первой области, затем образуют первый цельный элемент 12а.
Второй слой 10b порошка упомянутого материала накладывают на упомянутый первый 10а слой порошка.
Вторая область упомянутого второго слоя 10b, перекрывающая упомянутый первый цельный элемент 12а по меньшей мере частично, сканируют лазером 31, с тем чтобы нагреть порошок в этой второй области до температуры, более высокой, чем температура спекания порошка, так что частицы порошка, спеченные или расплавленные таким путем, образуют второй цельный элемент 12b, соединенный с первым цельным элементом 12а и перекрывающий его.
Два вышеупомянутых этапа затем повторяют для каждого нового слоя порошка, который должен быть наложен сверху предыдущего слоя, и до тех пор, пока заготовка 80, показанная на фигуре 5, не будет полностью изготовлена.
Данная заготовка 80 содержит требуемое перо 91 и ножку 92 вместе с расходуемой уравновешивающей частью 82, которая симметрична ножке 92 относительно плоскости 81 симметрии заготовки 80, и эта плоскость соответствует плоскости 70 равновесия. В идеальном варианте, расходуемая уравновешивающая часть 82 таким образом имеет ту же форму, в отражении, и ту же массу, что и ножка 91, составляющая асимметричную часть лопатки 90.
За счет наличия этой расходуемой уравновешивающей части 82, которая изготовлена в то же самое время, что и оставшаяся часть заготовки 80, конфигурация остаточных напряжений в заготовке распределяется симметрично, и таким путем сбалансированным образом с каждой стороны плоскости 81 симметрии. Заготовка 80, таким образом, не имеет каких-либо значительных дефектов, которые обычно являются результатом деформаций, вызванных остаточными напряжениями.
Наконец, как только заготовка 80 была получена, достаточно удалить расходуемую уравновешивающую часть 82 с помощью механической обработки, для того чтобы получить требуемую лопатку 90. При некоторых обстоятельствах могут потребоваться дополнительные этапы механической обработки до получения конечной детали, в частности, когда необходимы технологические подложки.
Варианты осуществления настоящего изобретения, описанные в настоящем описании, приведены в качестве не носящей ограничительного характера иллюстрации, и в свете данного описания специалист в данной области техники может легко изменить эти варианты осуществления настоящего изобретения или предусмотреть другие, одновременно оставляя их в пределах объема настоящего изобретения.
Кроме того, различные характеристики этих вариантов осуществления настоящего изобретения могут быть использованы отдельно, или они могут быть скомбинированы друг с другом. Если характеристики скомбинированы, то они могут быть скомбинированы, как описано выше или другими путями, причем изобретение не ограничивается конкретными комбинациями, описанными в настоящем описании. В частности, если не определено противоположное, характеристика, описанная со ссылкой на любой вариант осуществления настоящего изобретения, может быть применена аналогичным образом к любому другому варианту осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок послойным лазерным сплавлением металлических порошков сплавов на основе титана | 2022 |
|
RU2790493C1 |
| Способ получения заготовок деталей и сборочных единиц индустриальных двигателей методом селективного лазерного сплавления металлического порошка | 2022 |
|
RU2811330C1 |
| УСТРОЙСТВО ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА И СООТВЕТСТВУЮЩИЙ СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА | 2019 |
|
RU2800637C2 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ КРУПНОРАЗМЕРНЫХ КОМПОНЕНТОВ ТУРБОМАШИНЫ | 2019 |
|
RU2771152C1 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| Способ параллельного контроля деформации и точности изготовления деталей во время процесса аддитивного производства | 2019 |
|
RU2745219C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| Способ получения высокотемпературного лазернопрототипируемого керамического материала | 2022 |
|
RU2806080C1 |

Изобретение относится к аддитивному изготовлению детали. Предоставляют цифровую модель подлежащей изготовлению детали, ориентируют модель относительно направления построения, изменяют модель путем добавления расходуемой уравновешивающей части, выполненной с возможностью уравновешивания остаточных напряжений, которые появляются в детали во время ее изготовления, с получением измененной модели, изготавливают заготовку слой за слоем посредством технологии аддитивного производства с использованием модели, при этом укладывают слои в стопку в направлении построения, после чего удаляют расходуемую часть с заготовки, полученную из расходуемой уравновешивающей части модели, с получением подлежащей изготовлению детали. Расходуемую уравновешивающую часть модели выполняют с обеспечением получения расходуемой части заготовки массой от 70% до 130% массы асимметричной части. Обеспечивается снижение потенциального риска возникновения остаточных напряжений, накапливающихся во время изготовления асимметричной детали. 10 з.п. ф-лы, 9 ил. 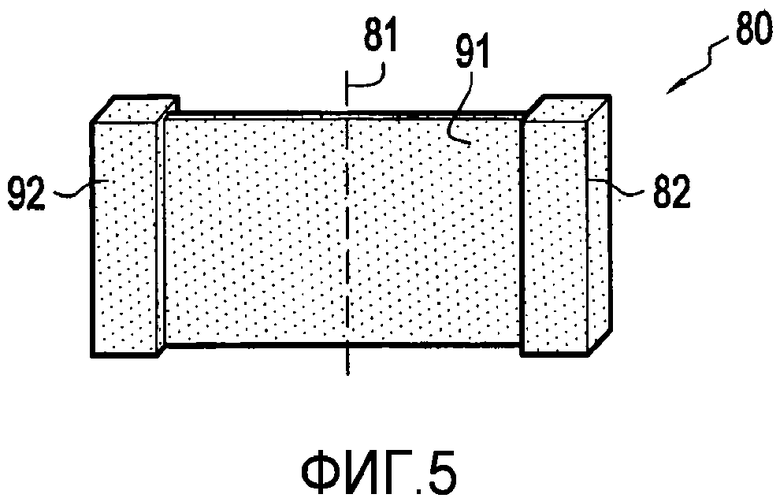
1. Способ аддитивного изготовления детали (90), имеющей асимметричную часть (92), включающий следующие этапы, на которых:
предоставляют цифровую модель (50) подлежащей изготовлению детали (90);
ориентируют модель (50) относительно направления (62) построения для изготовления детали (90);
изменяют модель (50) путем добавления расходуемой уравновешивающей части (72), выполненной с возможностью уравновешивания остаточных напряжений, которые появляются в детали (90) во время ее изготовления, с получением измененной модели (50’);
изготавливают заготовку (80) слой за слоем посредством технологии аддитивного производства с использованием измененной модели (50’) с укладкой слоев в стопку в направлении (62) построения и
удаляют расходуемую часть (82) с заготовки (80), полученной из расходуемой уравновешивающей части (72) модели (50’), с получением подлежащей изготовлению детали (90);
причем расходуемую уравновешивающую часть (72) модели (50’) выполняют с обеспечением получения расходуемой части (82) заготовки (80) массой от 70 до 130% массы асимметричной части (92).
2. Способ по п.1, отличающийся тем, что расходуемую уравновешивающую часть (72) выполняют с обеспечением получения расходуемой части (82) заготовки (80) массой в диапазоне от 90 до 110 % массы асимметричной части (92).
3. Способ по п.2, отличающийся тем, что расходуемую уравновешивающую часть (72) выполняют на высоту, эквивалентную высоте асимметричной части (92).
4. Способ по п.2, отличающийся тем, что расходуемую уравновешивающую часть (72) выполняют с обеспечением получения расходуемой части (82), противоположной асимметричной части (92) относительно заготовки (80).
5. Способ по п.2, отличающийся тем, что расходуемую уравновешивающую часть (72) добавляют с обеспечением получения модели (50’) с по меньшей мере одним дополнительным элементом симметрии, предпочтительно с дополнительной плоскостью симметрии.
6. Способ по п.2, отличающийся тем, что расходуемую уравновешивающую часть (72а) выполняют с обеспечением получения расходуемой части 82 заготовки (80), симметричной асимметричной части (92) относительно плоскости (81), являющейся плоскостью симметрии заготовки (80).
7. Способ по п.2, отличающийся тем, что этап изменения модели (50) включает в себя этап определения плоскости (70) равновесия, параллельной направлению (62) построения и соответствующей плоскости симметрии, которую модель (50) имела бы, если бы не имела своей асимметричной части (52), соответствующей асимметричной части (92) детали (90).
8. Способ по п. 7, отличающийся тем, что этап изменения модели (50) включает в себя этап уравновешивания, во время которого добавляют уравновешивающий сегмент (72а) к модели (50) в каждом слое, перпендикулярном направлению (62) построения, причем уравновешивающий сегмент (72а) восстанавливает симметрию рассматриваемого слоя модели (50) относительно плоскости (70) равновесия.
9. Способ по п.1, отличающийся тем, что аддитивное производство ведут путем селективного сплавления или селективного спекания пластов порошка или путем порошкового напыления.
10. Способ по п.1, отличающийся тем, что во время этапа ориентирования модель (50) ориентируют с обеспечением минимизации количества технологических подложек и/или минимизации их размера.
11. Способ по п. 7, отличающийся тем, что изготавливают деталь в виде лопаточной детали (90), имеющей переднюю кромку (93), заднюю кромку (94) и перо (91), при этом цифровую модель (50) лопаточной детали (90) ориентируют с обеспечением обращения ее передней кромки (53) или ее задней кромки (54) к столу (61) построения, причем плоскость (70) равновесия лопаточной детали (90) пересекает лопаточную деталь, по существу, посередине вдоль ее пера (91).
| WO 2012103603 A1, 09.08.2012 | |||
| US 5216616 A1, 01.06.1993 | |||
| US 20030004600 A1, 02.01.2003 | |||
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |

