Область техники, к которой относится изобретение
Настоящее изобретение относится к технологии процессов аддитивного производства. Оно относится к способу производства компонента с использованием процесса аддитивного производства согласно преамбуле пункта 1 формулы изобретения.
Уровень техники
Изделия, созданные методом SLM (селективного лазерного плавления), отличаются микроструктурой от материалов, полученных традиционным литьем, из того же сплава. Микроструктура является значительно более однородной, не демонстрирует тонко распределенных осадков и практически не демонстрирует сегрегации и имеет на несколько порядков меньший размер зерна. Эти характеристики оптимальны, например, для прочности на растяжение и предела LCF (малоцикловой усталости), и в отношении этих свойств, стандартные компоненты, изготовленные методом SLM, значительно превосходят свои литые аналоги.
С другой стороны, особенно в отношении высокотемпературных свойств, малый размер зерна является недостатком вследствие усиления диффузии на границах зерен. По этой причине, такие высокотемпературные свойства, как сопротивление ползучести или стойкость к окислению, ниже, чем у аналогичного литого материала, что в особенности имеет отношение к таким материалам, как никелевые, кобальтовые или железные сплавы, используемые в условиях высоких температур (например, в газовых турбинах).
Во избежание этих проблем была разработана рекристаллизационная термообработка (HT) таких аддитивно изготовленных суперсплавов, которая позволяет добиться почти полной кристаллографической изотропии и значительно более крупного зерна по сравнению со стандартной HT (см. документ EP 2 586 887 A1). Однако, несмотря на значительное увеличение сопротивления ползучести суперсплавов, созданных методом SLM, она также может приводить к снижению LCF, TMF и растяжимости. Поэтому желательно регулировать размер зерна в детали, например, согласно преобладающему типу нагрузки.
В документе EP 2 586 887 A1 раскрыт способ рекристаллизации деталей, созданных методом SLM, для увеличения размера зерна и, таким образом, повышения сопротивления ползучести и стойкости к окислению. Однако этот способ не позволяет локально регулировать размер зерна, и микроструктура однородно рекристаллизуется во всей детали, созданной методом SLM.
Это хорошее решение для улучшения свойств ползучести. Однако, поскольку не удается регулировать размер зерна в компоненте, приходится выбирать между повышением сопротивления ползучести и улучшением свойств LCF.
В документе EP 2 586 548 A1 раскрыта общая идея регулировки размера зерна во всем изделии согласно типу нагрузки/требованиям, помимо прочего, для деталей, созданных методом SLM, путем регулировки параметров процесса.
В документе EP 2 586 548 A1, размер зерна непосредственно определяется в процессе SLM, например, разными размерами плавильной ванны, использованием второго лазера или другими средствами.
Этот прямой подход позволяет изменять размер зерна лишь в очень ограниченных пределах. Кроме того, он предусматривает использование лазеров с разными распределениями интенсивности (например, многолазерной системы, принципа "сердцевина-оболочка" (лазеров с большим и малым диаметром пучка)).
В документе US 2009/0263624 A1 раскрыт принцип разделения компонента на несколько деталей для обработки их с разными параметрами, оптимизированными для характеристик детали. Однако не прослеживается намерения оптимизировать микроструктуру.
Документы, отвечающие уровню техники, ссылки на которые приведены в документе EP 2 586 548 A1 и в соответствующем отчете о поиске, не предусматривают избирательного регулирования размера зерна и не относятся к селективному лазерному плавлению.
Рекристаллизация суперсплавов, созданных методом SLM, также рассматривается в статье F. Liu, X. Lin, M. Song, Вт. Zhao, J. Chen и Вт. Huang, "Effect of intermediate heat treatment temperature on microstructure and notch sensitivity of laser solid formed Inconel 718 superalloy,” Journal of Wuhan University of Technology-Materials Science Edition, т. 26, № 5, стр. 908-913, 2011. В этом документе показано, что в зоне перекрытия характеристики рекристаллизации отличаются от характеристик рекристаллизации на сварочном участке.
Сущность изобретения
Задачей настоящего изобретения является обеспечение способа производства компонента, в особенности для использования в газовых турбинах и другом турбинном оборудовании, использование которого оптимизируется путем локальных изменений его микроструктуры.
Эта задача решается способом по пункту 1 формулы изобретения.
Согласно изобретению, способ производства компонента, в частности, для газовых турбин и другого теплового оборудования, содержит этапы, на которых:
обеспечивают набор данных, задающий упомянутый компонент для использования в процессе аддитивного производства;
производят упомянутый компонент посредством упомянутого процесса аддитивного производства согласно упомянутому набору данных; и
подвергают упомянутый произведенный компонент термообработке для изменения микроструктуры упомянутого произведенного компонента.
Достигается оптимизированный компонент, в котором:
по меньшей мере, два разных компонентных объема задаются в упомянутом компоненте до этапа производства;
по меньшей мере, два разных параметра процесса выбираются для упомянутого процесса аддитивного производства, причем параметры процесса обуславливают разные движущие силы для рекристаллизации и, таким образом, разные характеристики рекристаллизации в материале упомянутого компонента;
упомянутый процесс аддитивного производства выполняется с использованием одного из упомянутых, по меньшей мере, двух параметров процесса в ходе производства первого из упомянутых, по меньшей мере, двух компонентных объемов, обуславливающего первые характеристики рекристаллизации в упомянутом первом компонентном объеме, и с использованием другого из упомянутых, по меньшей мере, двух параметров процесса в ходе производства второго из упомянутых, по меньшей мере, двух компонентных объемов, обуславливающего вторые характеристики рекристаллизации, отличные от упомянутых первых характеристик рекристаллизации, в упомянутом втором компонентном объеме; и
упомянутый произведенный компонент подвергается термообработке при температуре выдерживания, причем температура выдерживания превышает температуру рекристаллизации, по меньшей мере, одного из упомянутых, по меньшей мере, двух компонентных объемов.
Согласно варианту осуществления, характеристики рекристаллизации содержат температуру рекристаллизации, первые характеристики рекристаллизации содержат первую температуру рекристаллизации, и вторые характеристики рекристаллизации содержат вторую температуру рекристаллизации, и упомянутый произведенный компонент подвергается термообработке при температуре выдерживания, заключенной между упомянутыми первой и второй температурами рекристаллизации. В результате, температура превышает температуру рекристаллизации, по меньшей мере, одного из упомянутых, по меньшей мере, двух объемов, обуславливая рекристаллизацию всех объемов, температура рекристаллизации которых ниже температуры выдерживания, тогда как типичная мелкозернистая, анизотропная микроструктура выращенного состояния поддерживается во всех объемах, температура рекристаллизации которых выше температуры выдерживания.
Согласно варианту осуществления, характеристики рекристаллизации содержат изменение размера зерна (размер зерна после рекристаллизации), первые характеристики рекристаллизации содержат первый размер зерна, и вторые характеристики рекристаллизации содержат второй размер зерна, отличный от первого размера зерна, и при этом температура (T_HT) выдерживания превышает температуру рекристаллизации, по меньшей мере, двух из упомянутых, по меньшей мере, двух компонентных объемов. В результате, первый размер зерна в, по меньшей мере, одном из упомянутых, по меньшей мере, двух объемов и второй размер зерна в другом из упомянутых, по меньшей мере, двух объемах. Разные характеристики рекристаллизации могут приводить к разным размерам зерна.
Согласно варианту осуществления обеспечено, по меньшей мере, три разных компонентных объема, а именно, задаются первый компонентный объем, второй компонентный объем и третий компонентный объем, и три параметра (A, B, C) процесса выбираются таким образом, что, после термообработки при температуре (T_HT) выдерживания, первый компонентный объем имеет первый размер зерна (который может не отличаться от первого размера зерна до термообработки, и в этом случае он все еще является размером зерна без рекристаллизации), второй компонентный объем имеет второй размер зерна, и третий компонентный объем имеет третий размер зерна, причем первый размер зерна, второй размер зерна и третий размер зерна отличаются друг от друга. Предпочтительно, первый компонентный объем имеет температуру рекристаллизации выше температуры выдерживания, и второй и третий компонентные объемы имеют температуры рекристаллизации ниже температуры выдерживания.
Согласно варианту осуществления изобретения, упомянутый процесс аддитивного производства является процессом селективного лазерного плавления (SLM).
В частности, материал упомянутого компонента является одним из высокотемпературных сплавов на основе Ni, Co и Fe.
В частности, упомянутые, по меньшей мере, два параметра процесса отличаются, по меньшей мере, одной из следующих характеристик:
размером сварочной ванны
подводом энергии, в частности, скоростью сканирования и/или мощностью лазерного излучения и/или режимом работы лазера
расстоянием прохождения
толщиной слоя
диаметром лазерного пучка/распределением интенсивности/ положением фокальной плоскости
экспозицией/переплавкой/предварительным нагревом/повторным нагревом дополнительного объема
стратегией сканирования, в частности, однонаправленной или двунаправленной или вращательной.
Согласно другому варианту осуществления изобретения при использовании упомянутого компонента, первый из упомянутых, по меньшей мере, двух разных компонентных объемов подвергается нагрузке ползучести, и второй из упомянутых, по меньшей мере, двух разных компонентных объемов подвергается нагрузке LCF, и упомянутые параметры процесса и упомянутая температура последующей термообработки выбираются таким образом, что в упомянутом первом компонентном объеме устанавливается рекристаллизованная крупнозернистая структура, и в упомянутом втором компонентном объеме устанавливается мелкозернистая структура.
Согласно другому варианту осуществления изобретения упомянутый компонент является деталью турбинной установки, в частности, газовой турбины. В частности, упомянутый компонент является лопаткой газовой турбины. В еще более частном случае, упомянутая лопатка имеет переднюю кромку и заднюю кромку, и компонентные объемы на упомянутой передней кромке и упомянутой задней кромке изготовлены с мелкозернистой структурой, пригодной для областей нагрузки LCF, и компонентный объем между упомянутой передней кромкой и упомянутой задней кромкой изготовлены с рекристаллизованной крупнозернистой структурой, пригодной для областей нагрузки ползучести.
Предпочтительно упомянутый компонент, обработанный методом SLM, выполнен из суперсплава на основе Ni, и упомянутые, по меньшей мере, два параметра (A, B) процесса выбираются таким образом, чтобы в результате начальные температуры (T_RX_A, T_RX_B) рекристаллизации находились в диапазоне около 1200°C и отличались на, по меньшей мере, 20°C.
Предпочтительно, термообработка содержит этап применения быстрого нагрева со скоростью нагрева, по меньшей мере, 25°C/мин.
Предпочтительно, этап производства включает в себя наращивание кристаллографической ориентации (предпочтительной кристаллографической ориентации), и термообработка удаляет кристаллографическую ориентацию в, по меньшей мере, одном компонентном объеме. Кристаллографическая ориентация может содержать одну или более ориентаций, например, первичную ориентацию и вторичную ориентацию. Термообработка может удалять одну или более из ориентаций.
Краткое описание чертежей
Далее настоящее изобретение будет объяснено более подробно посредством разных вариантов осуществления и со ссылкой на прилагаемые чертежи.
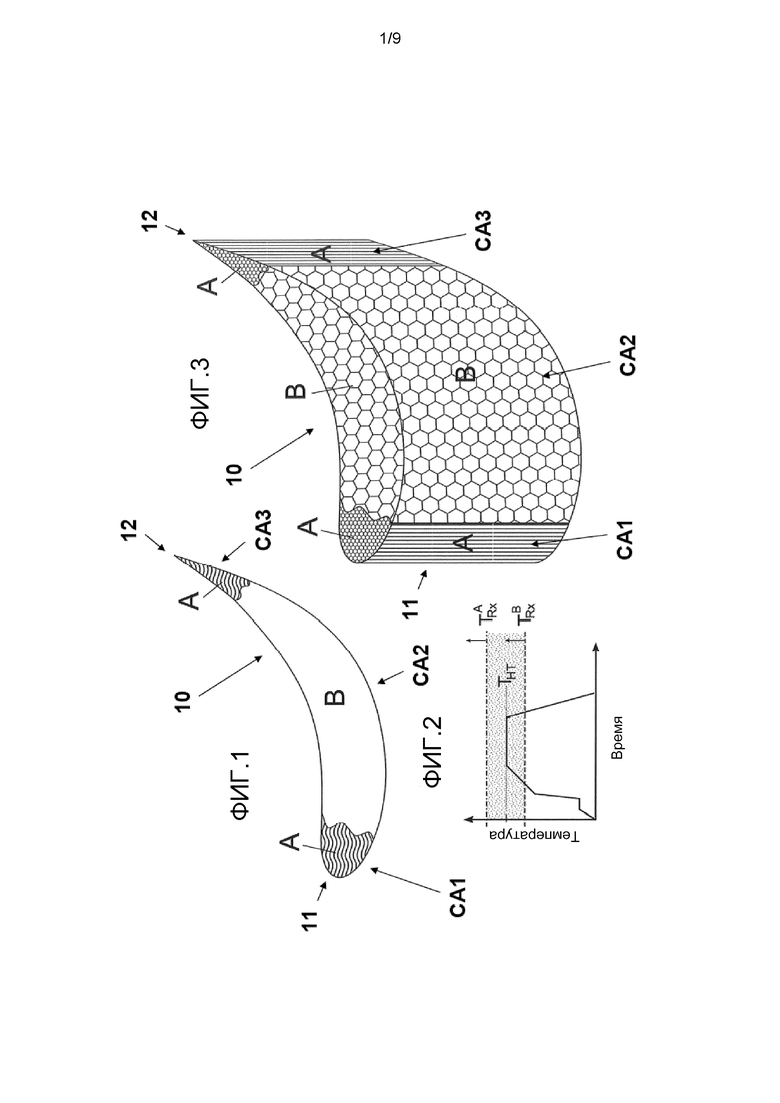
Фиг. 1 вид в разрезе лопатки, где разные компонентные объемы изготовлены методом SLM с разными параметрами A и B процесса согласно варианту осуществления изобретения;
фиг. 2 – иллюстративная кривая термообработки (HT) для достижения разной рекристаллизации лопатки, показанной на фиг. 1 согласно варианту осуществления изобретения;
фиг. 3 – законченная лопатка после термообработки, показанной на фиг. 2, с различной микроструктурой в разных компонентных объемах;
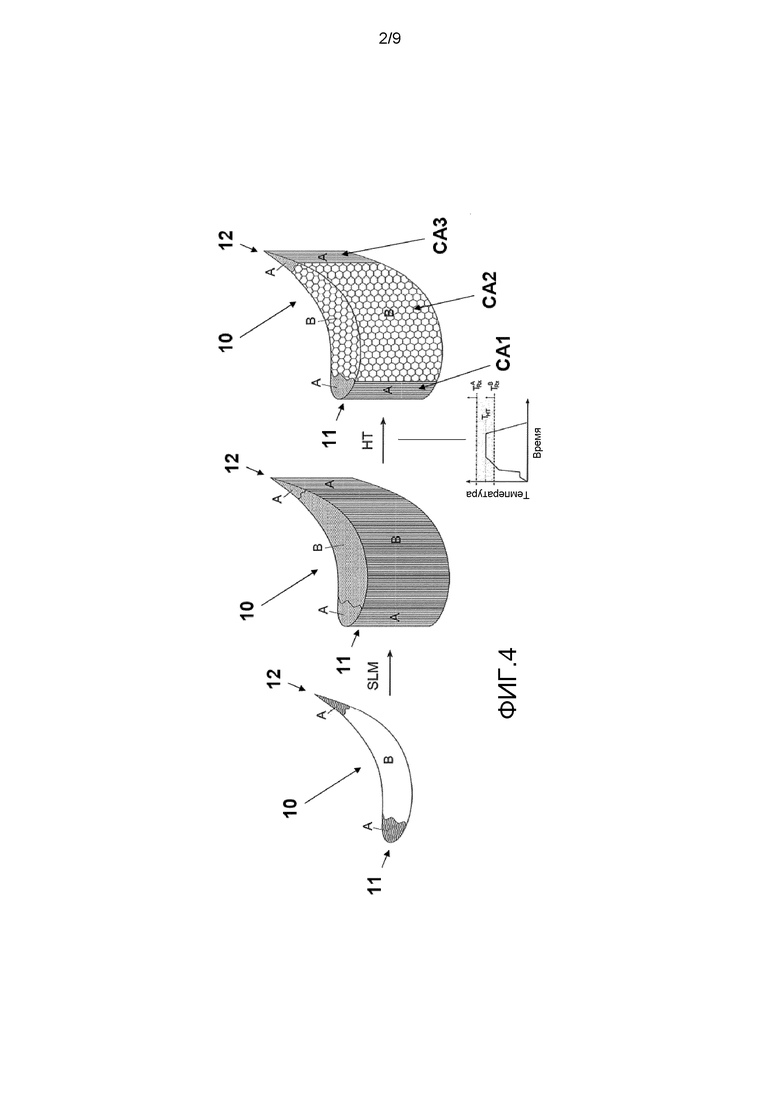
фиг. 4 – основные этапы процесса при производстве лопатки, показанной на фиг. 3;
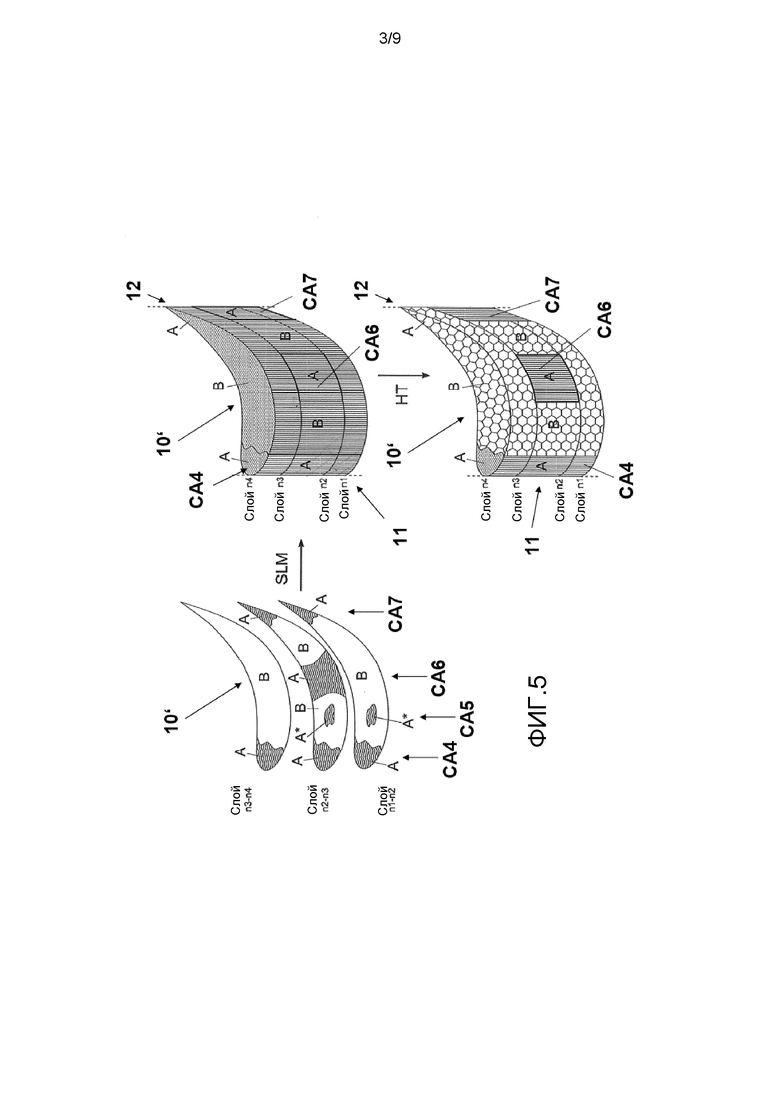
фиг. 5 – другой вариант осуществления настоящего изобретения, где разные параметры процесса применяются послойно в процессе SLM;
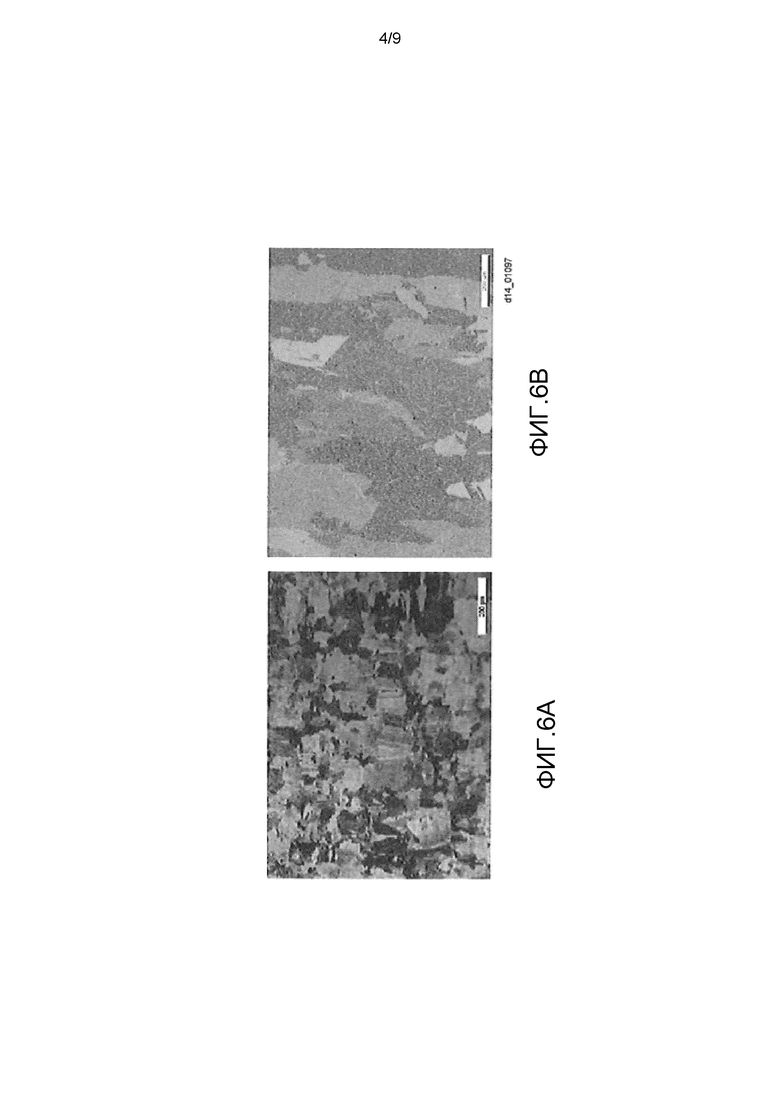
фиг. 6A и 6B – сравнение двух микроструктур в области A (фиг. 6A, без рекристаллизации) и области B (фиг. 6B, с рекристаллизацией); и
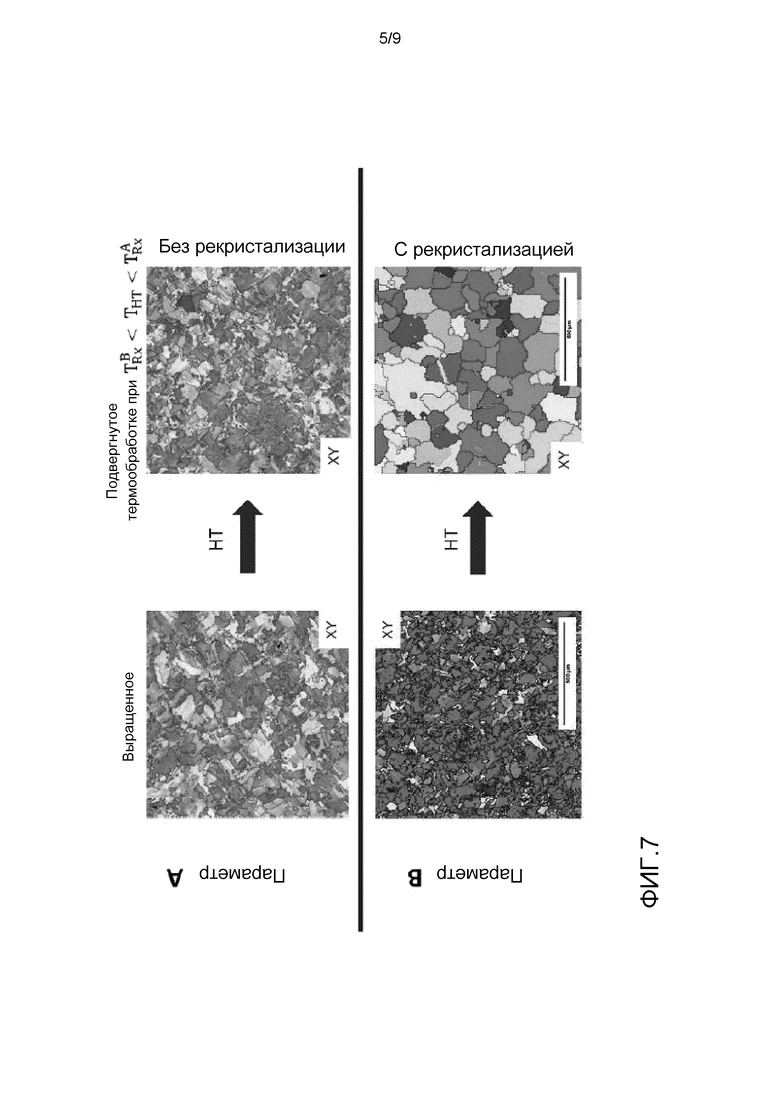
фиг. 7 сравнение двух микроструктур в области A и область B до и после HT.
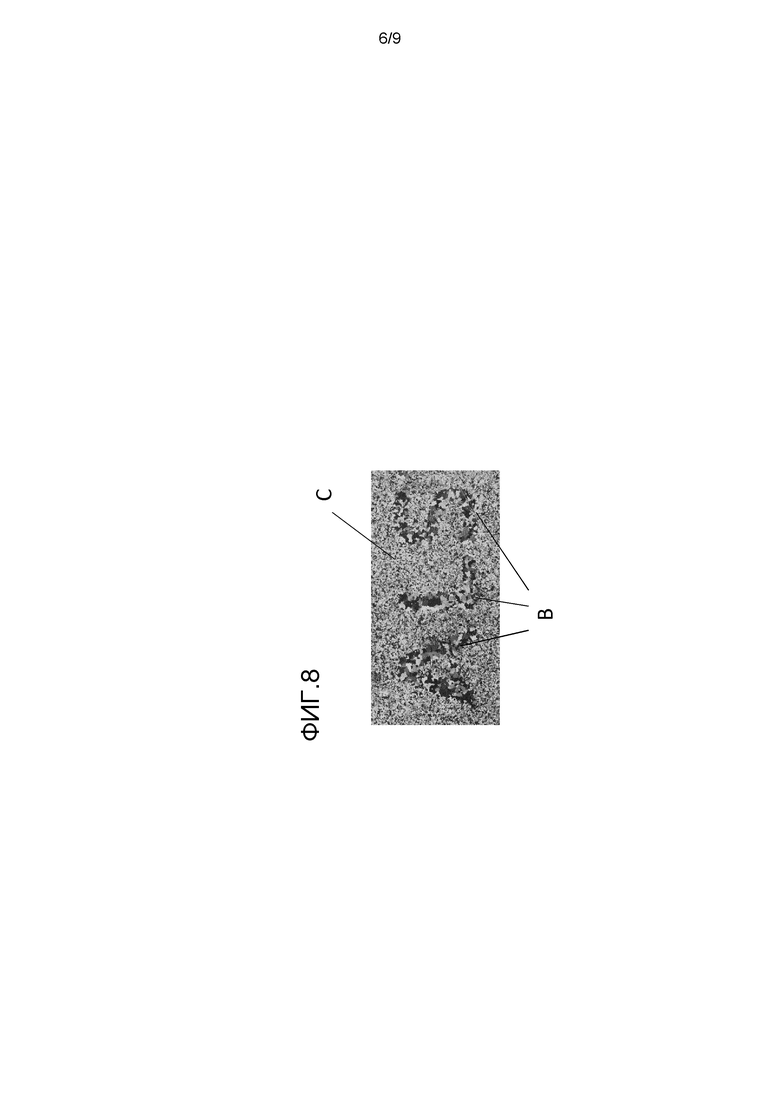
Фиг. 8 – пример микроструктуры согласно возможному варианту осуществления настоящего изобретения, где частичный объем B (буквы ALS) обрабатывается с параметрами, обуславливающими большой размер зерна после рекристаллизации, и второй частичный объем C обрабатывается с параметрами, обуславливающими малый размер зерна после рекристаллизации.
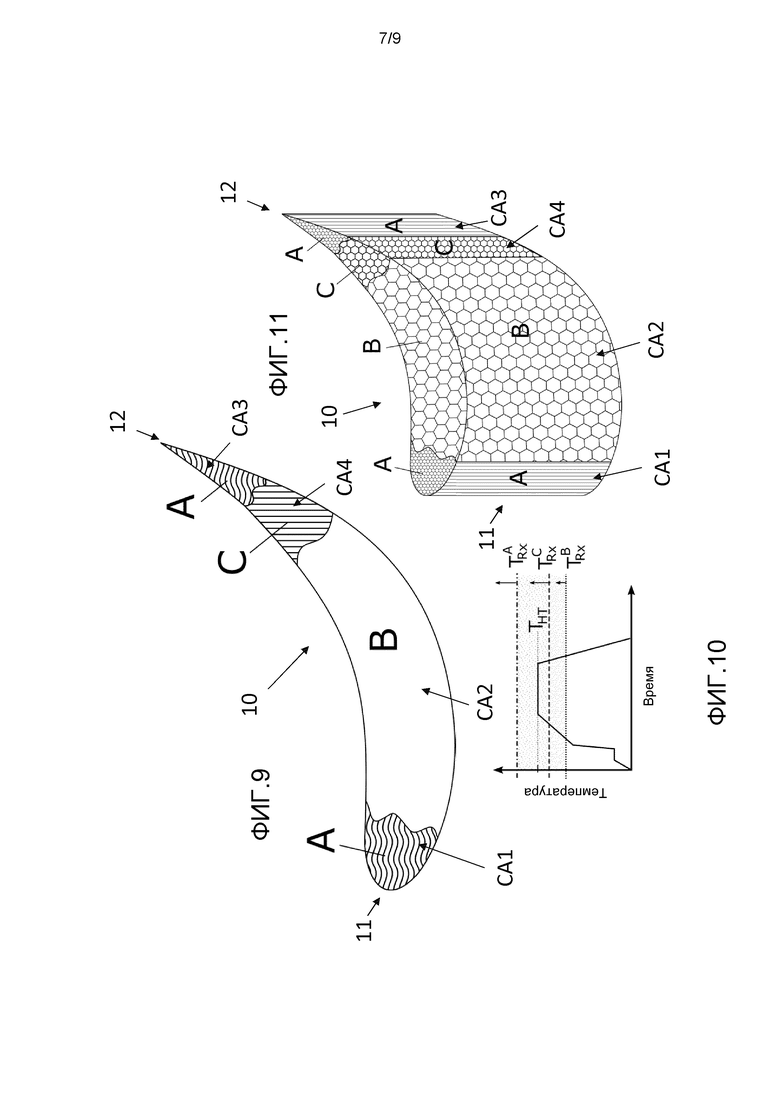
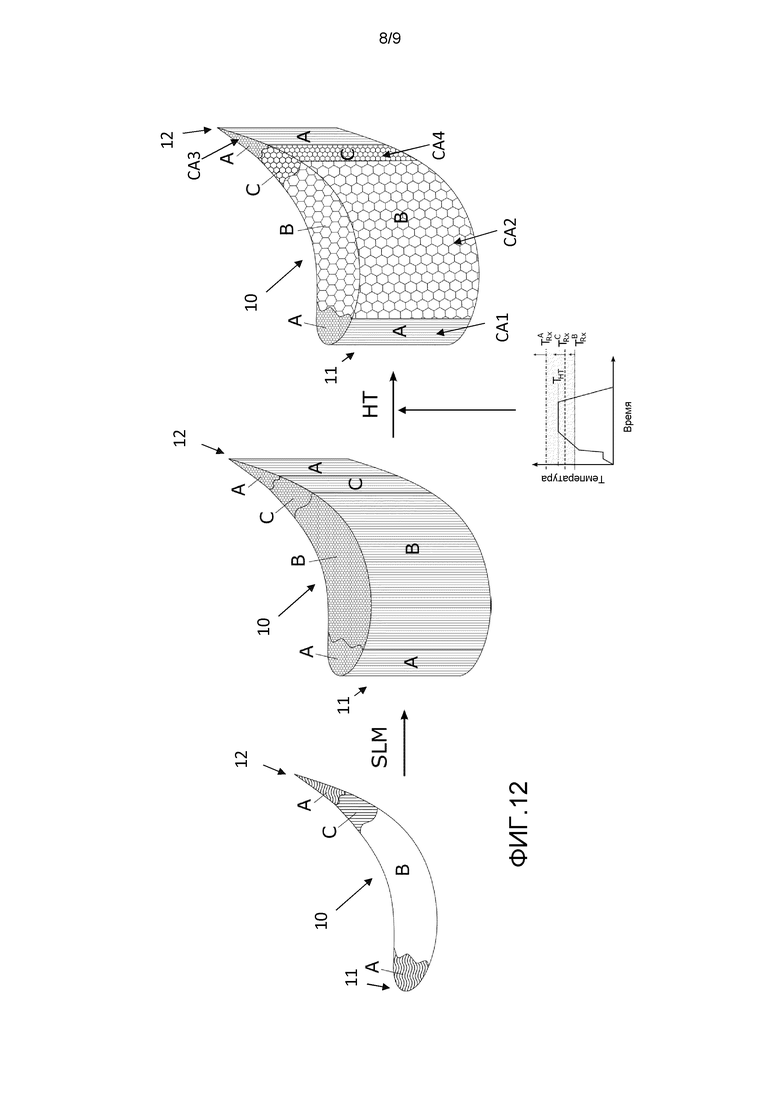
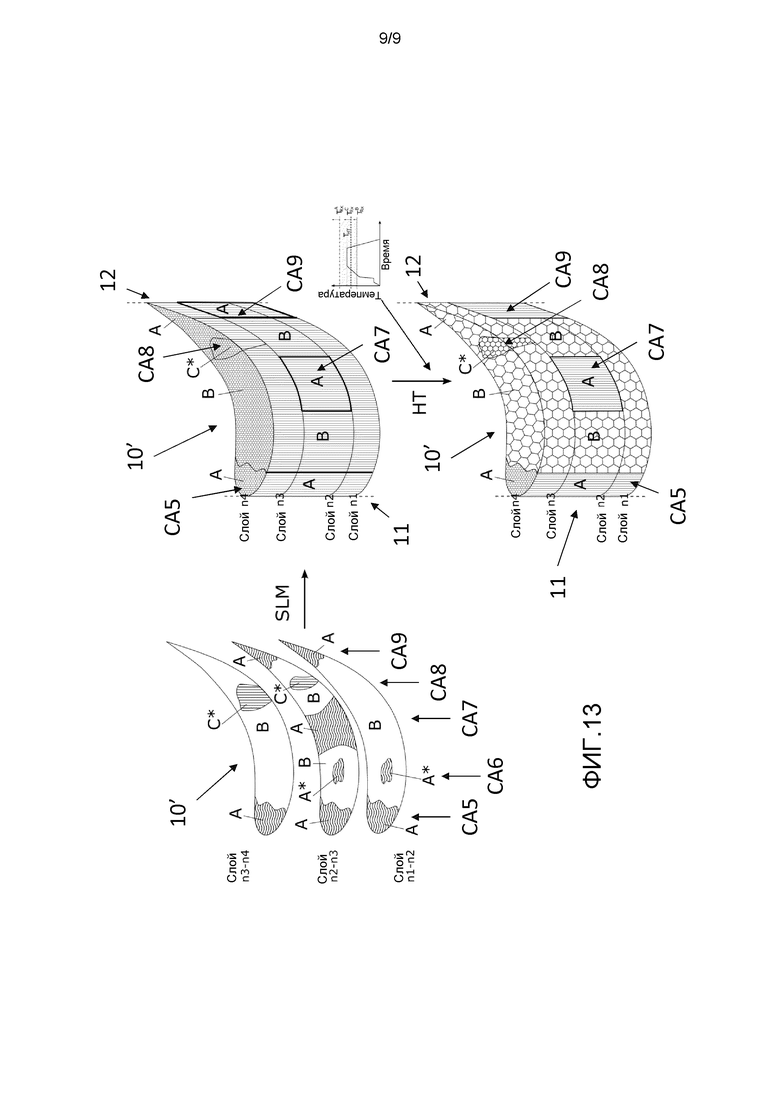
Фиг. 9, 10, 11, 12 и 13 – пример, аналогичный приведенному на фиг. 1, 2, 3, 4 и 5, но с тремя разными параметрами A, B, C процесса вместо двух разных параметров процесса, обуславливающих три разные микроструктуры после рекристаллизации (без рекристаллизации (A), рекристаллизованной до большого размера зерна (B), рекристаллизованной до малого размера зерна (C)).
Подробное описание различных вариантов осуществления изобретения
В настоящем изобретении раскрыт способ формирования детали/компонентов, в особенности, для по-разному нагружаемых деталей турбинного оборудования, например, газовых турбин, изготовленных методом аддитивного производства (например, селективного лазерного плавления SLM) с избирательно отрегулированным размером зерна, который оптимизирован, например, для нагрузки в зависимости от места. Применяя разные конкретные настройки параметра процесса к разным областям детали, характеристики рекристаллизации можно настроить таким образом, что после подходящей термообработки, в разных областях изготовленной детали получаются разные микроструктуры. Например, начальные температуры этих областей можно настроить таким образом, чтобы можно было найти температуру термообработки, при которой рекристаллизуются только желаемые области. В другом примере, размер зерна, полученный после рекристаллизации, можно отрегулировать таким образом, что после термообработки при температуре, когда рекристаллизуется больше, чем одна из разных областей, в этих разных рекристаллизованных областях получаются разные размеры зерна.
Выбирая подходящие параметры процесса и температуры последующей термообработки, можно локально устанавливать зернистые структуры. Например, можно локально устанавливать рекристаллизованные крупнозернистые структуры и/или рекристаллизованные мелкозернистые структуры, например, в зонах (или объемах) с нагрузкой ползучести (например, между передней и задней кромками лопатки), тогда как мелкозернистая структура (например, анизотропная нерекристаллизованная мелкозернистая структура) поддерживается в других зонах, например, зонах с нагрузкой LCF (малоцикловой усталости) (например, на передней и задней кромке лопатки).
Настоящее изобретение базируется на том факте, что характеристики рекристаллизации (например, температура рекристаллизации и/или размер зерна после рекристаллизации) материала, созданного методом SLM, в значительной степени зависят от применяемых параметров обработки. Температура рекристаллизации (или начальная температура рекристаллизации) является минимальной температурой, при которой происходит рекристаллизация. Температура рекристаллизации зависит от движущей силы для рекристаллизации в материале, главным образом, плотности дислокаций, остаточных напряжений и начального размера зерна до термообработки. Результирующий размер зерна после рекристаллизации определяется плотностью зародышеобразования зерен, которая, главным образом, зависит от плотности дислокаций и начального размера зерна до термообработки. На эти движущие силы и плотность зародышеобразования зерен могут влиять параметры обработки SLM (мощность лазерного излучения, скорость сканирования, толщина слоя, расстояние прохождения, диаметр лазерного пучка, экспозиция второй области и т.д.).
Предлагается задавать два или более параметра A и B процесса, что приводит к разным движущим силам в материале, обработанном методом SLM и, таким образом, при разных начальных температурах T_RX_A и T_RX_B рекристаллизации (RX означает рекристаллизацию), тогда как T_RX_A > T_RX_B, означает, что для рекристаллизации материала, обработанного с параметром A настройки, требуется термообработка (HT) при более высокой температуре.
Затем изготавливаемый компонент, например, лопатка турбины или лопасть, делится на объемы, в которых желателен большой размер зерна после рекристаллизации (CA2 в лопатке 10, показанной на фиг. 1-4; параметр B процесса) и объемы (CA1, CA3 на фиг. 1-4; CA4-CA7 на фиг. 5; параметр A процесса), в которых желателен малый размер зерна, например, согласно преобладающему типу/величине нагрузки в ходе эксплуатации.
После разрезания 3D файла компонента (лопатки 10, показанной на фиг. 1-4) на слои, области, находящиеся в объемах A CA1 и CA3, обрабатываются с параметром A процесса, и области, находящиеся в объеме B CA2, обрабатываются с набором параметров B (см. фиг. 1, пример лопатки 10, в которой передняя и задняя кромка 11 и 12, соответственно, испытывает, в основном, нагрузку LCF/TMF и остаточную нагрузку ползучести).
Процесс SLM позволяет получить компонент, в котором микроструктура является, по большей части, однородной и не различается или очень незначительно различается между объемами A CA1, CA3 и объемом B CA2 (см. фиг. 4, центральная деталь). Однако движущая сила для рекристаллизации и, таким образом, начальная температура T_RX_A и T_RX_B рекристаллизации различны.
Затем деталь (в данном случае, лопатка 10) подвергается рекристаллизационной термообработке HT, температура выдерживания T_HT которой лежит между T_RX_A и T_RX_B (см. фиг. 2 и фиг. 4). Эта HT приводит к рекристаллизации объема B CA2, обработанного с набором параметров B, с сохранением мелкозернистой структуры объемов A CA1, CA3 (см. фиг. 3 для результирующей лопатки 10 и фиг.4 для соответствующего процесса). В необязательном порядке, HT включает в себя этап применения быстрого нагрева со скоростью нагрева, по меньшей мере, 25°C/мин. Нагрев, предпочтительно, осуществляется со скоростью от 25 до 60°C/мин. Это позволяет устранять или, по меньшей мере, уменьшать выделение нежелательной фазы.
В случае использования трех или более разных параметров процесса, согласно упомянутому подходу, можно получать три или более компонентных объемов, в которых один или более объемов имеют начальную температуру рекристаллизации ниже температуры выдерживания при термообработке, обуславливающей рекристаллизованную микроструктуру, в которой размер зерна, который зависит от внутренней движущей силы, определяется параметрами процесса, и в котором дополнительные объемы могут иметь начальные температуры рекристаллизации, превышающие температуру выдерживания при термообработке, которые приводят к образованию нерекристаллизованной микроструктуры.
Размеры одного или более разных объемов, которые обрабатываются с, по меньшей мере, двумя разными параметрами процесса, могут находиться в пределах самого размера компонента вплоть до размеров в микронном диапазоне, ограниченном только толщиной слоя или размерами линии сканирования, используемых в выбранном процессе аддитивного производства. Разные объемы могут быть связаны, например, с геометрией или загрузкой детали.
Фиг. 9-12 демонстрируют пример, в котором задаются три разных параметра A, B, C процесса, каждый из которых обуславливает разные движущие силы в материале, обработанном методом SLM и, таким образом, разные характеристики рекристаллизации (например, при разных начальных температурах рекристаллизации и/или разных размерах зерна после рекристаллизации).
В одном примере, в трех разных зонах, показанных на фиг. 9-12, большой размер зерна после рекристаллизации желателен в области CA2 в лопатке 10 (параметр B процесса), меньший размер зерна после рекристаллизации желателен в CA4 (параметр процесса C) и мелкая, нерекристаллизованная микроструктура (без изменения размера зерна и кристаллографической ориентации) желательна в CA1 и CA3 (параметр A процесса). Один способ получения этого результата предусматривает нагрев до температуры выше температур T_RX_B и T_RX_C рекристаллизации, но ниже температуры рекристаллизации T_RX_A. Тогда CA1 и CA3 не будут рекристаллизоваться, и использование разных параметров процесса для CA2 и CA4 может приводить к разным размерам зерна.
Способы с тремя или более параметрам процесса аналогичны вышеприведенному описанию для двух параметров процесса. После разрезания 3D файла компонента на слои, области, находящиеся в объемах A CA1 и CA3, обрабатываются с параметром A процесса, области, находящиеся в объеме B CA2, обрабатываются с набором параметров B (см. фиг. 9, пример лопатки 10, в которой передняя и задняя кромка 11 и 12, соответственно, испытывает, в основном, нагрузку LCF/TMF и остаточную нагрузку ползучести) и области, находящиеся в объеме C CA4, обрабатываются с набором параметров C.
Процесс SLM позволяет получить компонент, в котором зерно микроструктура является, по большей части, однородной и не различается или очень незначительно различается между объемами A CA1, CA3, объемом B CA2 (см. фиг. 12, центральная деталь) и объемом C CA4. Однако движущая сила для рекристаллизации и, таким образом, начальная температура T_RX_A, T_RX_B и T_RX_C рекристаллизации и результирующие размеры зерна после термообработки отличаются.
Затем деталь (в данном случае, лопатка 10) подвергается рекристаллизационной термообработке HT, температура выдерживания T_HT которой лежит между T_RX_A и T_RX_C/T_RX_B (см. фиг. 10 и фиг. 12). Эта HT приводит к рекристаллизации объема B CA2 и объема C CA4, обработанных с набором параметров B или C соответственно, с сохранением мелкозернистой структуры объемов A CA1, CA3, поскольку в этих областях не происходит рекристаллизации (см. фиг. 11 для результирующей лопатки 10 и фиг.12 для соответствующего процесса). Вследствие приложения более высокой движущей силы к объемам C параметрами C по сравнению с объемом B, в объемах C получается меньший размер зерна. Результирующий размер зерна после рекристаллизации можно отрегулировать путем выбора параметров (B/C) процесса. В необязательном порядке, HT включает в себя этап применения быстрого нагрева со скоростью нагрева, по меньшей мере, 25°C/мин. Нагрев, предпочтительно, осуществляется со скоростью от 25 до 60°C/мин. Это позволяет устранять или, по меньшей мере, уменьшать выделение нежелательной фазы.
Ниже приведен пример HT:
1) нагреть компонент от комнатной температуры (RT) до температуры T1, где T1 составляет от 50 до 100°C, меньшей температуры Ts, при которой начинается снижение коэффициента теплового расширения, затем
2) поддерживать компонент в течение времени t1 при температуре T1 для достижения однородной температуры компонента, затем
3) нагреть компонент путем применения быстрого нагрева со скоростью нагрева, по меньшей мере, 25°C/мин до температуры T2, по меньшей мере, 850°C, затем
4) применять дополнительные временные/температурные шаги к компоненту в зависимости от цели термообработки.
Эту HT целесообразно осуществлять для компонента, выполненного из упрочненного гамма-штрих фазой суперсплава на основе Ni или Co или Fe или их комбинаций, например, согласно европейской патентной заявке № EP14167904.3 (способ для термообработки после выращивания аддитивно изготовленных компонентов, выполненных из упрочненных гамма-штрих фазой суперсплавов), которая, таким образом, включена посредством ссылки, в частности, со ссылкой на пункты 1-6 формулы изобретения.
с использованием этого способа, размер зерна легко регулировать в компоненте, не имеющем геометрических ограничений, касающихся разных областей. Как показано на фиг. 5, когда параметры A и B процесса применяются по-разному в разных слоях n1, n2, n3, n4, …, объемы A и/или B можно генерировать в любом месте компонента (обычно, единственными ограничениями являются толщина слоя и размер линий сканирования). Например, на фиг. 5, объем A* CA5 лопатки 10’ полностью находится внутри компонента, и поэтому изменение структуры не видно в третьем изображении после HT, хотя другие объемы A CA4, CA6 и CA7 все еще видны снаружи.
Материал, созданный методом SLM, демонстрирует значительную кристаллографическую анизотропию, например, в случае сплавов на основе Ni, сильную предпочтительную ориентацию [100] в направлении наращивания. Регулируя подходящую стратегию сканирования, можно также создавать вторую предпочтительную ось в плоскости выращивания, обуславливающую кристаллографическую микроструктуру наподобие псевдо-SX (поликристаллическую, но с тремя различными предпочтительными кристаллографическими направлениями). Дополнительный вариант осуществления/преимущество также может состоять в том, что предпочтительная кристаллографическая ориентация [100] (= низкий модуль Юнга) может поддерживаться в зонах (объемах), где это выгодно (например, в зонах с нагрузкой TMF) и рекристаллизоваться в зонах, где такая анизотропия нежелательна. Если геометрия детали допускает пригодную ориентацию выращивания, результирующую предпочтительную ориентацию можно оптимизировать в соответствии с преобладающим типом нагрузки (например, выбирая направление [100] (низкий модуль Юнга) в направлении преобладающей термомеханической усталости). Однако преобладающие тип нагрузки и направление, вероятно, будут изменяться на протяжении компонента, и возможно, что геометрия детали не позволяет использовать оптимальное направление наращивания. Поэтому анизотропия не всегда желательна. Этот способ более подробно описан в европейской патентной заявке EP 12008074.2 (опубликованной под № EP 2737965) и европейской патентной заявке EP 13157266.1 (опубликованной под № EP 2772329), которые обе, таким образом, включены посредством ссылки. В частности, к этому имеют отношение пункты 1-12 формулы изобретения EP 12008074.2 и пункты 1-17 формулы изобретения EP 13157266.1.
Для обеспечения разных движущих сил рекристаллизации и, таким образом, разных характеристик рекристаллизации (например, отличающихся температурой рекристаллизации T_RX или размером зерна после рекристаллизации), параметры процесса (например, A и B или A, B и C) должны отличаться, по меньшей мере, одной из следующих характеристик:
размером сварочной ванны (размер сварочной ванны это размер лужицы расплава, созданной лазером. Допустимы разнообразные формы и глубины.)
подводом энергии (например, скоростью сканирования, мощностью лазерного излучения и/или режимом работы лазера (непрерывной волны (CW) или импульсным; подвод энергии является наиболее важным параметром. Предпочтительным вариантом осуществления является лазер, работающий в непрерывном режиме, хотя также можно использовать импульсный лазер. Характеристика плотности энергии может быть одномерной, двухмерной или трехмерной, в зависимости от характера пучка; использование более высокой мощности позволяет быстрее производить сканирование)
расстоянием прохождения (расстояние прохождения это расстояние между проходами, когда лазерный пучок проделывает путь по порошку при осаждении материала; лазер обычно следует заранее установленной стратегии сканирования, вычерчивая линии, образующие рисунок, напоминающий борозды на вспаханном поле)
толщиной слоя
диаметром лазерного пучка/распределением интенсивности/положением фокальной плоскости
экспозицией/переплавкой/предварительным нагревом/повторным нагревом дополнительного объема
стратегией сканирования (однонаправленного/двунаправленного/вращательного)
Представленный здесь способ наиболее интересен для таких материалов, как сплавы на основе Ni, Co, Fe, используемых в условиях высоких температур.
Однако общий подход не ограничивается этим классом материалов, но также может применяться для всех остальных классов металлов, обработанных методом SLM, при наличии преимущества регулировки механических свойств в компоненте.
В порядке примера, для деталей, созданных методом SLM, выполненных из суперсплава на основе Ni, могут достигаться начальные температуры T_RX_A и T_RX_B рекристаллизации около 1200°C с разностью температур 20°C или более.
Фиг. 6A демонстрирует зернистую структуру до кристаллизации, и фиг. 6B демонстрирует тот же образец с рекристаллизованной микроструктурой (формой и морфологией зерна, двойники рекристаллизации) после термообработки при 1200°C для 4h. Анализ EBSD отчетливо выявляет малые зерна цилиндрической формы в направлении наращивания и предпочтительные ориентации, указывающие анизотропные свойства.
Фиг. 6 сравнивает микроструктуры в области A (фиг. 6A "без рекристаллизации") и область B (фиг. 6B, "с рекристаллизацией"). Соответственно, фиг. 7 сравнивает обе микроструктуры в области A и области B до и после HT. Можно видеть, что рекристаллизация произошла только при параметре B, и параметр A не привел к образованию рекристаллизованной микроструктуры.
Фиг. 8 демонстрирует микроструктуру иллюстративной детали после рекристаллизационной термообработки при температуре выше T_RX_B и T_RX_C, где зона B (буквы) обработана с параметрами B, что приводит к большому размеру зерна после термообработки, и зона C (окружающая), обработана с параметром C, что приводит к малому размеру зерна после термообработки.
Процесс SLM может выполняться со следующими диапазонами параметров:
1. Диапазон параметра:
подвод энергии [Дж/мм2]: 0,1-20, предпочтительно 0,4-10
мощность лазерного излучения [Вт]: 10-2000, предпочтительно 50-500, более предпочтительно 100-350
скорость сканирования [мм/с]: 50-600, предпочтительно 300-250
расстояние прохождения [мкм]: 1-250 предпочтительно 50-150
толщина слоя [мкм]: 5-100 предпочтительно 20-50
диаметр лазерного пучка [мкм]: 30-1000, предпочтительно 50-500
экспозиция дополнительного объема: да/нет, параметры в указанном выше диапазоне
стратегия сканирования:
i. Направление сканирования: однонаправленное/двунаправленное/зигзагообразное сканирование
ii. Поворот сканирования в каждом слое: 0-90°, предпочтительно 0°, 45°, 67°, 90°
iii. Разбиение области сканирования: нет/островковое/полосковое, длина вектора сканирования 0,3-100 мм, предпочтительно 1-20 мм
2. Предполагаемое изменение значения параметров:
изменение, по меньшей мере, одного из этих параметров на, по меньшей мере, 10%, предпочтительно, на 20-100% или 20-1000%
3. Результаты параметров (примеры):
увеличение скорости сканирования -> увеличенная движущая сила -> T_RX снижается (и обычно уменьшается размер зерна) экспозиция дополнительного объема-> сниженная движущая сила -> T_RX увеличивается (и обычно увеличивается размер зерна)
увеличение подвода энергии ‐> сниженная движущая сила -> T_RX увеличивается (и обычно увеличивается размер зерна)
Перечень ссылочных позиций
10, 10’ лопатка (компонент)
11 передняя кромка
12 задняя кромка
A, B, C параметр процесса
CA1-CA9 область компонентного объема
Изобретение относится к способу производства компонента для газовых турбин и турбинной установки. Способ содержит этапы, на которых обеспечивают набор данных, задающий компонент для использования в процессе аддитивного производства, при этом по меньшей мере два разных компонентных объема (CA1-CA3) задаются в компоненте до этапа производства, а для выполнения процесса аддитивного производства выбирается по меньшей мере два разных параметра (A, B) процесса, которые обуславливают разные движущие силы для рекристаллизации и, таким образом, разные характеристики рекристаллизации в материале упомянутого компонента. Произведенный компонент подвергается термообработке (HT) при температуре (T_HT) выдерживания, причем температура (T_HT) выдерживания превышает температуру рекристаллизации по меньшей мере одного из упомянутых по меньшей мере двух компонентных объемов. Технический результат заключается в оптимизации способа производства компонента и улучшении свойств компонента. 13 з.п. ф-лы, 13 ил.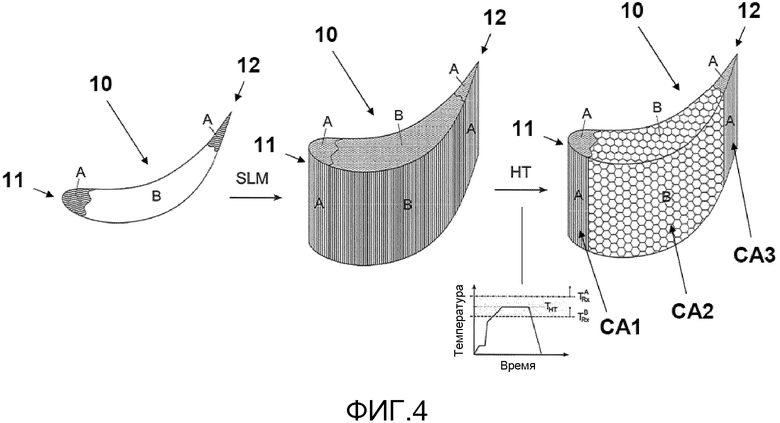
1. Способ производства компонента (10, 10’) для турбинной установки, содержащий этапы, на которых:
обеспечивают набор данных для использования в процессе аддитивного производства;
производят упомянутый компонент (10, 10’) посредством упомянутого процесса аддитивного производства согласно упомянутому набору данных; и
подвергают упомянутый произведенный компонент (10, 10’) термообработке (HT) для изменения микроструктуры упомянутого произведенного компонента (10, 10’);
отличающийся тем, что
до этапа производства в упомянутом компоненте (10, 10’) задают по меньшей мере две разные компонентные зоны (CA1-CA7);
для упомянутого процесса аддитивного производства выбирают по меньшей мере два разных параметра (A, B) процесса, причем параметры (A, B) процесса обуславливают разные характеристики рекристаллизации в материале упомянутого компонента (10, 10’);
упомянутый процесс аддитивного производства выполняют с использованием одного из упомянутых по меньшей мере двух параметров (A, B) процесса в ходе производства первой из упомянутых по меньшей мере двух компонентных зон (CA1-CA7), обеспечивающих первую температуру рекристаллизации материала компонента (10, 10’) и первый размер зерна микроструктуры материала компонента (10, 10’) в упомянутой первой компонентной зоне, и с использованием другого из упомянутых по меньшей мере двух параметров (A, B) процесса в ходе производства второй из упомянутых по меньшей мере двух компонентных зон (CA1-CA7), обеспечивающих вторую температуру рекристаллизации материала компонента (10, 10’) и второй размер зерна микроструктуры материала компонента (10, 10’), отличные от упомянутых первой температуры рекристаллизации материала компонента (10, 10’) и первого размера зерна микроструктуры материала компонента (10, 10’), в упомянутой второй компонентной зоне; и
упомянутый произведенный компонент (10, 10’) подвергают термообработке (HT) при температуре (T_HT) выдержки, причем температура (T_HT) выдержки превышает температуру рекристаллизации материала компонента (10, 10’) по меньшей мере одной из упомянутых по меньшей мере двух компонентных зон.
2. Способ по п.1, отличающийся тем, что первая температура рекристаллизации равна первой температуре (T_RX_A или T_RX_B) рекристаллизации и вторая температура рекристаллизации равна второй температуре (T_RX_B или T_RX_A) рекристаллизации, при этом упомянутый произведенный компонент (10, 10’) подвергают термообработке (HT) при температуре (T_HT) выдержки между упомянутыми первой и второй температурами (T_RX_A, T_RX_B) рекристаллизации.
3. Способ по п.1 или 2, отличающийся тем, что первый размер зерна микроструктуры материала компонента (10, 10’) отличен от второго размера зерна микроструктуры материала компонента (10, 10’), при этом температура (T_HT) выдержки превышает по меньшей мере одну из двух из упомянутых температур рекристаллизации материала компонента (10, 10’) по меньшей мере двух компонентных зон.
4. Способ по п.1 или 2, отличающийся тем, что задают по меньшей мере три разных компонентных зоны, включающих первую компонентную зону, вторую компонентную зону и третью компонентную зону, и выбирают три параметра (A, B, C) процесса таким образом, что после термообработки при температуре (T_HT) выдержки первая компонентная зона имеет первый размер зерна микроструктуры материала компонента (10, 10’), вторая компонентная зона имеет второй размер зерна микроструктуры материала компонента (10, 10’), и третья компонентная зона имеет третий размер зерна микроструктуры материала компонента (10, 10’), причем первый размер зерна, второй размер зерна и третий размер зерна отличны друг от друга.
5. Способ по п.1 или 2, отличающийся тем, что упомянутый процесс аддитивного производства является процессом селективного лазерного плавления (SLM).
6. Способ по п.5, отличающийся тем, что материал упомянутого компонента (10, 10’) является одним из высокотемпературных сплавов на основе Ni, Co и Fe.
7. Способ по п.5, отличающийся тем, что упомянутые по меньшей мере два параметра (A, B) процесса отличаются по меньшей мере одной из следующих характеристик:
- размером сварочной ванны;
- подводом энергии, в частности скоростью сканирования, и/или мощностью лазерного излучения, и/или режимом работы лазера;
- расстоянием прохождения лазерного пучка;
- толщиной слоя;
- диаметром лазерного пучка/распределением интенсивности/ положением фокальной плоскости;
- экспозицией/переплавкой/предварительным нагревом/повторным нагревом дополнительного объема;
- стратегией сканирования, в частности однонаправленной, или двунаправленной, или вращательной.
8. Способ по п.1, отличающийся тем, что при использовании упомянутого компонента (10, 10’) первую из упомянутых по меньшей мере двух разных компонентных зон (CA1-CA7) подвергают нагрузке ползучести и вторую из упомянутых по меньшей мере двух разных компонентных зон (CA1-CA7) подвергают нагрузке малоцикловой усталости (LCF) для выбора упомянутых параметров (A, B) процесса и упомянутой температуры (T_HT) последующей термообработки для получения в упомянутой первой компонентной зоне рекристаллизованной крупнозернистой микроструктуры материала компонента (10, 10’) и в упомянутой второй компонентной зоне мелкозернистой микроструктуры материала компонента (10, 10’).
9. Способ по п.1, отличающийся тем, что упомянутый компонент (10, 10’) является деталью газовой турбины.
10. Способ по п.9, отличающийся тем, что упомянутый компонент (10, 10’) является лопаткой газовой турбины.
11. Способ по п.10, отличающийся тем, что упомянутая лопатка (10, 10’) имеет переднюю кромку (11) и заднюю кромку (12), при этом компонентные зоны (CA1, CA3, CA4, CA7) на упомянутой передней кромке (11) и упомянутой задней кромке (12) изготавливают с мелкозернистой микроструктурой для областей нагрузки LCF, а компонентную зону (CA2) между упомянутой передней кромкой (11) и упомянутой задней кромкой (12) изготавливают с рекристаллизованной крупнозернистой микроструктурой, пригодной для областей нагрузки ползучести компонентной зоны (CA2).
12. Способ по п.6, отличающийся тем, что упомянутый компонент (10, 10’) выполнен из суперсплава на основе Ni, при этом упомянутые по меньшей мере два параметра (A, B) процесса выбирают для обеспечения температуры (T_RX_A, T_RX_B) рекристаллизации в диапазоне около 1200°C, при этом температуры (T_RX_A, T_RX_B) рекристаллизации отличаются на по меньшей мере 20°C.
13. Способ по п.1 или 2, отличающийся тем, что термообработка содержит этап быстрого нагрева со скоростью нагрева по меньшей мере 25°C/мин.
14. Способ по п. 1 или 2, отличающийся тем, что этап производства включает в себя наращивание кристаллографической ориентации и последующую термообработку для удаления кристаллографической ориентации в по меньшей мере одной компонентной зоне.
| СПОСОБ ПОЛУЧЕНИЯ РАСТВОРА ГИПОХЛОРИТА НАТРИЯ | 2015 |
|
RU2586887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ЭЛЕМЕНТА ДЛЯ АВИАСТРОЕНИЯ, СОДЕРЖАЩИЙ ДИФФЕРЕНЦИАЛЬНУЮ ХОЛОДНУЮ ПРОКОВКУ | 2007 |
|
RU2440438C2 |
| US 2010252151 A1, 10.07.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ БИМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2217266C2 |
| RU 2013104192 A, 10.08.2014 | |||
| ПРОФИЛЬНОЕ ФОРМОВАНИЕ МЕТАЛЛОВ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ПРОКОВКИ | 2000 |
|
RU2228234C2 |

