Настоящее изобретение относится к материалу-основе для производства декорированной стеновой или половой панели, а также к стеновой или половой панели, содержащей такой материал-основу.
Декорированные панели являются известными, причем термин стеновая панель также означает панели, которые являются подходящими для облицовки дверей или потолка. Они обычно состоят из основы или ядра из твердого материала, такого как древесный материал, который по меньшей мере с одной стороны снабжен декоративным слоем и защитным слоем, и опционально дополнительными слоями, такими как изнашивающийся слой, расположенный между декоративным и защитным слоем. Декоративный слой обычно представляет собой бумагу с печатью, пропитанную смолой. Верхний слой и остальные слои обычно также делаются из смолы.
Из EP 2829415 A1 дополнительно известен способ для производства декорированной стеновой или половой панели, в котором из гранулированного материала-основы формируется основа, а затем панель. В таком способе, например, WPC (древесно-пластиковый композит) может использоваться в качестве материала-основы.
Из EP 3147135 A1 известен материал-основа, в котором тальк используется в качестве минерального наполнителя в полимерной матрице, и который является подходящим для производства декорированных стеновых и половых панелей.
При определенных обстоятельствах производство панелей все еще может предложить потенциал для улучшения. Потенциал для улучшения может возникнуть, в частности, в плане эластичных свойств стеновых или половых панелей.
Следовательно, задачей настоящего изобретения является предложить улучшенный материал-основа для производства плит основы для декорированных стеновых или половых панелей, который позволял бы производить плиты основы для декорированных стеновых или половых панелей с улучшенными эластичными свойствами.
Эта задача решается материалом-основой по п. 1 формулы изобретения и дополнительно панелью по п. 15. Предпочтительные варианты осуществления настоящего изобретения определяются в зависимых пунктах формулы изобретения, в описании или в чертежах, причем дополнительные особенности, описанные или показанные в зависимых пунктах формулы изобретения, в описании или в чертежах, могут индивидуально или в любой комбинации представлять предмет настоящего изобретения, если иное не является очевидным из контекста.
Настоящее изобретение предлагает материал-основу для производства основы для декорированной стеновой или половой панели.
Материал-основа содержит матричный материал и твердый материал, причем матричный материал присутствует в количестве от ≥ 25 мас.% до ≤ 55 мас.%, в частности от ≥ 35 мас.% до ≤ 45 мас.% по массе материала-основы, и причем твердый материал присутствует в количестве от ≥ 45 мас.% до ≤ 75 мас.% по массе материала-основы, в частности от ≥ 55 мас.% до ≤ 65 мас.%, и причем матричный материал и твердый материал вместе присутствуют в количестве ≥ 95 мас.% по массе материала-основы, в частности ≥ 99 мас.%, и твердый материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% из твердой композиции, состоящей по меньшей мере из первого слоистого силикатного порошка и второго слоистого силикатного порошка, а матричный материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% из пластиковой композиции, состоящей из гомополимера и по меньшей мере первого сополимера и второго сополимера.
Неожиданно было установлено, что на основе такого материала-основы могут быть изготовлены несущие плиты для стеновых или половых панелей, которые, обладая хорошими механическими свойствами, такими как стабильность размеров, в частности, в отношении влажности и температуры, и хорошей технологичностью, обладают улучшенными эластичными свойствами по сравнению с известными минерально-полимерными композитами. Эластичные свойства могут быть описаны, например, модулем упругости при изгибе, прочностью на изгиб или деформацией изгиба. Хорошая технологичность несущей плиты может быть обусловлена, в частности, предпочтительным массовым расходом материала-основы. Кроме того, основа, созданная на основе такого материала-основы, может иметь предпочтительную ударную вязкость. Панель, изготовленная из этого материала-основы, может иметь хорошую прочность связи.
В смысле настоящего изобретения термин «декорированная стеновая или половая панель» или «декоративная панель» должен пониматься, в частности, как стеновая, потолочная, дверная или половая панель, содержащая декоративную отделку, которая копирует шаблон отделки и нанесена на плиту основы. Декоративные панели используются множеством способов, как при оформлении интерьеров помещений, так и для декоративной облицовки зданий, например, при строительстве выставочных стендов. Одной из наиболее распространенных областей применения декоративных панелей является их использование в качестве напольного покрытия. В настоящем документе декоративные панели часто содержат отделку, копирующую природный материал.
Примерами таких копируемых природных материалов или шаблонов отделки являются такие породы дерева, как клен, дуб, береза, вишня, ясень, орех, каштан, венге, или даже экзотические породы дерева, такие как панга-панга, красное дерево, бамбук и бубинга. В дополнение к этому, часто копируются такие природные материалы, как каменные поверхности или керамические поверхности.
Соответственно, «шаблон отделки» в смысле настоящего изобретения может пониматься, в частности, как такой исходный природный материал или, по меньшей мере, его поверхность, которая должна имитироваться или воспроизводиться отделкой.
«Текучий» материал можно, в частности, понимать как материал, который можно наносить на поверхность с помощью процесса заливки или распределения по поверхности. В этом случае материал может присутствовать как текучая среда или, в частности, как сыпучее твердое вещество.
Кроме того, «гранулят» или «гранулированный материал» можно понимать как твердое тело или кучу твердого вещества, которое содержит или состоит из множества твердых частиц, таких как зерна или сферы. В качестве неисчерпывающего примера здесь могут быть упомянуты зернистые или порошкообразные материалы.
«Основа» может, в частности, пониматься как слой, который служит ядром или основным слоем в готовой панели и может, в частности, содержать натуральный материал, такой как материал на основе древесины, волокнистый материал или материал, содержащий пластик. Например, материал-основа может уже придавать подходящую стабильность основе или может способствовать этому.
Соответственно, материал-основу можно понимать как материал, который формирует основу, по меньшей мере в преобладающей части. В частности, основа может состоять из материала-основы.
«Основу в форме полотна» можно понимать как основу, которая, например, в процессе ее производства имеет форму полотна, и следовательно значительно большую длину по сравнению с его толщиной или шириной, и чья длина может быть, например, больше чем 15 м.
В смысле настоящего изобретения «основу в форме плиты» можно понимать как основу, которая формируется делением основы в форме полотна и имеет форму плиты. Кроме того, основа в форме плиты может уже определять форму и/или размер производимой панели. Однако основа в форме плиты может также обеспечиваться как большая плита. Большая плита в смысле настоящего изобретения представляет собой в частности основу, размеры которой в несколько раз превышают размеры окончательных декоративных панелей, и которая в ходе производственного процесса делится на соответствующее множество декоративных панелей, например, путем распила, лазерной или гидроструйной резки. Например, большая плита может соответствовать основе в форме полотна.
Ранее описанный материал-основа таким образом служит, в частности, для производства основы для декорированной стеновой или половой панели. Материал-основа содержит по существу два материала, причем материал в смысле настоящего изобретения можно понимать и как однородный материал, то есть материал, сформированный только из одного вещества, и как разнородный материал, то есть материал, состоящий по меньшей мере из двух веществ, причем последний материал можно таким образом также понимать как смесь веществ.
Более подробно, материал-основа содержит твердый материал и матричный материал. При этом матричный материал присутствует в количестве от ≥ 25 мас.% до ≤ 55 мас.%, в частности от ≥ 35 мас.% до ≤ 45 мас.% по массе материала-основы. При этом твердый материал присутствует в количестве от ≥ 45 мас.% до ≤ 75 мас.%, в частности от ≥ 55 мас.% до ≤ 65 мас.% по массе материала-основы.
В зависимости от требуемой области применения и требуемых свойств панели доли матричного материала или твердого материала могут варьироваться. В результате становится возможной хорошая адаптируемость к требуемой области применения. В принципе, однако, может быть предпочтительным, чтобы доля твердого материала была больше или равна доле матричного материала.
Дополнительно обеспечивается, чтобы матричный материал и твердый материал вместе присутствовали в количестве ≥ 95 мас.%, в частности ≥ 99 мас.% по массе материала-основы.
Другими словами, в дополнение к твердому материалу и матричному материалу дополнительные вещества могут присутствовать в материале-основе только в количестве <5 мас.%, предпочтительно <1 мас.% по массе материала-основы. Таким образом, может быть предпочтительным, чтобы материал-основа состоял в большой степени из твердого материала и матричного материала. Особенно предпочтительно, чтобы матричный материал и твердый материал вместе присутствовали в количестве 100 мас.% по массе материала-основы, то есть чтобы материал-основа состоял из матричного материала и твердого материала.
За счет ограничения числа материалов материала-основы производство основы может быть сделано особенно экономически эффективным. В дополнение к этому, управление технологическим процессом производства основы или панели может быть очень простым, так что может быть обеспечено легкое и рентабельное производство.
Более подробно, дополнительно предусматривается, что твердый материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% по массе твердого материала из твердой композиции, состоящей по меньшей мере из первого слоистого силикатного порошка и второго слоистого силикатного порошка.
Слоистый силикатный порошок должен пониматься обычным образом как порошок из слоистого силиката. Слоистый силикат является известным и относится к минералам из группы силикатов, силикатные анионы которых обычно располагаются слоями. Например, слоистые силикаты понимаются как минералы из группы слюды, группы хлорита, группы каолинита и группы серпентина.
Таким образом, твердый материал предпочтительно формируется по меньшей мере значительной частью слоистого силикатного минерального вещества, причем это вещество может использоваться, например, в форме порошка или может присутствовать в материале-основе в форме частиц. В принципе твердый материал может состоять из порошкообразного твердого вещества.
Преимущество слоистых силикатов состоит в том, что они позволяют изготавливать основу с хорошими механическими свойствами, и в то же время могут быть подходящим образом переработаны в соответствующие порошки благодаря своей слоистой структуре.
В одном варианте осуществления настоящего изобретения первый слоистый силикатный порошок или второй слоистый силикатный порошок могут содержать тальк. Тальк, как известно, представляет собой гидрат силиката магния, который может иметь, например, химическую формулу Mg3[Si4O10(OH)2]. В одном дополнительном варианте осуществления настоящего изобретения первый слоистый силикатный порошок и второй слоистый силикатный порошок могут содержать тальк. В одном предпочтительном варианте осуществления первый слоистый силикатный порошок и второй слоистый силикатный порошок состоят из талька по меньшей мере на 80 мас.%, и особенно предпочтительно по меньшей мере на 95 мас.%.
В частности, преимущество талька состоит в том, что он позволяет особенно бережно производить основу, поскольку она может быть без проблем заделана в матричный материал и, таким образом, не оказывает абразивного воздействия на используемые прессовые устройства.
В одном варианте осуществления настоящего изобретения твердая композиция может содержать первый слоистый силикатный порошок в количестве от ≥ 35 до ≤ 85 мас.%, предпочтительно ≥ 50 до ≤ 70 мас.%, например, 60 мас.% по массе твердой композиции, и второй слоистый силикатный порошок в количестве от ≥ 15 до ≤ 65 мас.%, предпочтительно ≥ 30 до ≤ 50 мас.%, например, 40 мас.% по массе твердой композиции.
Первый слоистый силикатный порошок может предпочтительно присутствовать в твердой композиции в форме частиц, имеющих размер частиц D50 в диапазоне от ≥ 3 мкм до ≤ 6 мкм, предпочтительно в диапазоне от ≥ 4 мкм до ≤ 5 мкм, например, 4,5 мкм, и/или имеющих размер частиц D98 в диапазоне от ≥ 10 мкм до ≤ 30 мкм, предпочтительно в диапазоне от ≥ 15 мкм до ≤ 20 мкм, например, 17 мкм. Первый слоистый силикатный порошок может предпочтительно присутствовать в твердой композиции в форме частиц, имеющих размер частиц D50 в диапазоне от ≥ 6 мкм до ≤ 10 мкм, предпочтительно в диапазоне от ≥ 7 мкм до ≤ 9 мкм, например, 8 мкм, и/или имеющих размер частиц D98 в диапазоне от ≥ 20 мкм до ≤ 40 мкм, предпочтительно в диапазоне от ≥ 25 мкм до ≤ 35 мкм, например, 28 мкм.
В частности, за счет использования слоистого силикатного порошка с частицами заданного распределения по размерам можно изготавливать основы или панели с предпочтительными механическими свойствами.
Путем обеспечения первого и второго слоистых силикатных порошков в форме различных частиц для твердой композиции, в зависимости от требуемой области применения и требуемых свойств панели можно выбирать доли первого и второго слоистых силикатных порошков. В результате становится возможной хорошая адаптируемость к требуемой области применения. В принципе, однако, может быть предпочтительным, чтобы доля первого слоистого силикатного порошка в массе твердой композиции была больше или равна доле второго слоистого силикатного порошка. Кроме того, в принципе может быть предпочтительно, что первый слоистый силикатный порошок присутствовал в форме частиц, имеющих размер частиц D50 меньше, чем размер частиц D50 второго слоистого силикатного порошка.
Для определения распределения размера частиц можно положиться на общеизвестные способы, такие как, например,, лазерная дифрактометрия, посредством которой могут быть определены размеры частиц в диапазоне от нескольких нм до нескольких мм. Этот способ может также использоваться для определения значений D50 или D98, которые соответственно указывают, что 50% (D50) или 98% (D98) измеренных частиц являются более мелкими, чем указанное значение. То же самое относится к определению размера зерна или среднего размера зерна. Эти значения также могут определяться предпочтительно посредством лазерной дифрактометрии. В случае девиации измеренных величин, полученных посредством различных способов измерения, значение, определенное посредством лазерной дифрактометрии, рассматривается заявителем как решающее.
Может быть предпочтительным, чтобы плотность удельной поверхности в соответствии со стандартом ISO 4352 (BET) частиц первого и/или второго слоистого силикатного порошка находилась в диапазоне от ≥ 4 м2/г до ≤ 8 м2/г, приблизительно в диапазоне от ≥ 5 м2/г до ≤ 7 м2/г.
Кроме того, может быть предпочтительным, чтобы первый слоистый силикатный порошок имел объемную плотность в соответствии со стандартом DIN 53468 в диапазоне от ≥ 2,4 г/см3 до ≤ 3,6 г/см3, например, в диапазоне от ≥ 2,9 г/см3 до ≤ 3,1 г/см3. Кроме того, может быть предпочтительным, чтобы второй слоистый силикатный порошок имел объемную плотность в соответствии со стандартом DIN 53468 в диапазоне от ≥ 3,4 г/см3 до ≤ 4,6 г/см3, например, в диапазоне от ≥ 3,9 г/см3 до ≤ 4,1 г/см3. В частности, первый слоистый силикатный порошок может иметь объемную плотность в соответствии со стандартом DIN 53468 меньше или равную объемной плотности второго слоистого силикатного порошка.
Матричный материал служит в частности для размещения или заливки твердого материала в окончательной основе. Матричный материал в этом случае содержит пластиковую композицию. В частности, что касается способа производства, подробно описываемого ниже, может быть предпочтительным, чтобы матричный материал содержал термопласт. Это позволяет материалу-основе или компоненту материала-основы иметь такую температуру плавления или температуру размягчения, что материал-основа может быть сформирован на дальнейшей стадии путем нагрева, как подробно описывается ниже со ссылкой на способ. Матричный материал может в частности состоять из пластиковой композиции и опционально связывающего вещества.
Более подробно, предусматривается, что матричный материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% по массе матричного материала из пластиковой композиции, состоящей из гомополимера и по меньшей мере первого сополимера и второго сополимера.
Ранее описанный материал-основа дает, в частности, преимущество получения панели с хорошей влагостойкостью. В частности при использовании описанного выше материала-основы можно значительно уменьшить или даже полностью предотвратить разбухание панели, изготовленной из этого материала-основы, под воздействием влаги. Кроме того, связанное с теплом расширение может быть предотвращено или по меньшей мере значительно уменьшено. Это позволяет значительно упростить процесс укладки или прикрепления панелей, произведенных с помощью этого материала-основы, и/или значительно уменьшить проблемы после укладки или прикрепления панелей.
В то же самое время материал-основа имеет то преимущество, что панели, изготовленные из него, обладают очень хорошей стабильностью, так что риск повреждения панели во время транспортировки и во время использования является чрезвычайно низким. Это может быть достигнуто, в частности, за счет твердого материала, то есть в частности за счет содержащихся первого и второго слоистых силикатных порошков. В результате, в частности, может быть достигнуто то, что панели, изготовленные из них, обладают предпочтительной ударной вязкостью. Например, на основе этого материала-основы может быть обеспечена панель с ударной вязкостью от ≥ 11 кДж/м2 до ≤ 13 кДж/м2, предпочтительно от ≥ 11,5 кДж/м2 до ≤ 12,0 кДж/м2.
В соответствии с одним вариантом осуществления настоящего изобретения, в частности, может быть предусмотрено, что гомополимер, первый сополимер и/или второй сополимер состоят, по меньшей мере частично, из переработанного материала. В соответствии с одним дополнительным вариантом осуществления настоящего изобретения доля переработанного материала в каждом типе полимера или сополимера может составлять от ≥ 2 мас.% до ≤ 100 мас.%, предпочтительно от ≥ 5 мас.% до ≤ 90 мас.%, в частности от ≥10 мас.% до ≤ 80 мас.%, например, от ≥ 15 мас.% до ≤ 70 мас.%. Также может быть предусмотрено, что доля переработанного материала является разной для каждого типа полимера или сополимера. В частности, может быть предусмотрено, что по меньшей мере один тип полимера или сополимера содержит ≤ 90 мас.% переработанного материала, в то время как другие типы полимера или сополимера независимо друг от друга содержат ≥ 50 мас.%, в частности ≥ 10 мас.% переработанного материала.
Вследствие того, что матричный материал в частности содержит пластик, такой как термопласт, несмотря на большой запас устойчивости можно обеспечить, чтобы панели, произведенные из этого материала-основы, были очень эластичными или упругими и/или гнущимися, что обеспечивает комфортное впечатление и дополнительно уменьшает шумы при ходьбе по ним по сравнению с обычными материалами, и таким образом может быть реализован улучшенный звук шагов.
В частности, термопласты также обладают тем преимуществом, что изготовленные из них продукты могут быть очень легко переработаны. Это приводит к дополнительной возможности уменьшения производственных затрат.
Кроме того, основа, сделанная из этого материала-основы, может быть снабжен декоративной отделкой без каких-либо проблем. Например, такая основа очень подходит для печати, в частности, с помощью процесса цифровой печати, например, процесса струйной печати. В результате такие основы могут быть легко снабжены высококачественной декоративной отделкой, что позволяет производить высококачественную панель.
В частности, смесь гомополимера, первого сополимера и второго сополимера для матричного материала может обеспечить особенно предпочтительные свойства. Такие материалы также обладают тем преимуществом, что их можно превратить в основу даже при низких температурах, например, в диапазоне от ≥ 180°C до ≤ 200°C, в описанном выше способе, так что может быть обеспечено особенно эффективное управление технологическим процессом, например, с примерными линейными скоростями в диапазоне 6 м/мин. Эффективное управление технологическим процессом может быть достигнуто в частности вследствие того, что материал-основа имеет предпочтительную массовую скорость потока. Посредством смеси гомополимера, первого сополимера и второго сополимера может быть достигнуто, например, чтобы материал-основа имел массовую скорость потока от ≥ 20 г/10 мин до ≤ 30 г/10 мин, предпочтительно от ≥ 24 г/10 мин до ≤ 26 г/10 мин. В частности использование по меньшей мере двух сополимеров может быть предпочтительным, поскольку это позволяет достичь улучшенных эластичных свойств получаемого основы. В частности, можно достичь, чтобы панели, произведенные с использованием этого материала-основы, имели предпочтительный модуль упругости при изгибе. На основе этого материала-основы, например, может быть обеспечена панель, имеющая модуль упругости при изгибе от ≥ 3000 МПа до ≤ 4000 МПа, предпочтительно от ≥ 3400 МПа до ≤ 3600 МПа. Кроме того, можно достичь, чтобы панели, произведенные с использованием этого материала-основы, имели предпочтительную прочность на изгиб. На основе этого материала-основы, например, может быть обеспечена панель, имеющая прочность на изгиб от ≥ 30 МПа до ≤ 34 МПа, предпочтительно от ≥ 31 МПа до ≤ 33 МПа. Кроме того, можно достичь, чтобы панели, произведенные с использованием этого материала-основы, имели предпочтительную деформацию при изгибе. На основе этого материала-основы, например, может быть обеспечена панель, имеющая деформацию при изгибе от ≥ 2,0% до ≤ 2,8%, предпочтительно от ≥ 2,3% до ≤ 2,5%.
Может быть предпочтительным, чтобы гомополимер, первый сополимер и второй сополимер включали в себя полипропилен. Полипропилен является особенно подходящим в качестве матричного материала, поскольку он с одной стороны является доступным по низкой цене, а с другой стороны имеет хорошие свойства в качестве термопластичного матричного материала для заливки твердого материала.
В частности, за счет использования гомополимера может быть обеспечена высокая скорость течения расплава, при этом скорость течения расплава гомополимера может, в частности, быть выше, чем у первого сополимера и второго сополимера. Это может обеспечить особенно хорошую формуемость основы во время процесса производства. Кроме того, гомополимер может тем самым обеспечить особенно хорошую заливку твердого материала. Поэтому может быть особенно предпочтительным, чтобы гомополимер имел массовую скорость течения расплава ≥ 20 г/10 мин, особенно предпочтительно ≥ 50 г/10 мин, например, 52 г/10 мин. Массовая скорость течения расплава может быть определена в соответствии со стандартом ISO 1133.
Кроме того, может быть предпочтительным, чтобы гомополимер имел прочность при растяжении в соответствии со стандартом ISO 527-2 в диапазоне от ≥ 30 МПа до ≤ 45 МПа, например, в диапазоне от ≥ 35 МПа до ≤ 40 МПа, чтобы достичь хорошей стабильности.
Кроме того, в частности в плане хорошей стабильности, может быть предпочтительным, чтобы гомополимер имел модуль упругости при изгибе в соответствии со стандартом ISO 178 в диапазоне от ≥ 1200 МПа до ≤ 2200 МПа, например, от ≥ 1400 МПа до ≤ 2000 МПа, в частности от ≥ 1600 МПа до ≤ 1800 МПа.
Что касается деформации растяжения гомополимера в соответствии со стандартом ISO 527-2, также может быть предпочтительным, чтобы она находилась в диапазоне от ≥ 5% до ≤ 13%, например, в диапазоне от ≥ 8% до ≤ 10%.
Для особенно предпочтительной технологичности производства желательно, чтобы теплостойкость гомополимера по Вика в соответствии со стандартом ISO 306/A для получаемого литьем под давлением компонента находилась в диапазоне от ≥ 130°C до ≤ 170°C, например, от ≥ 145°C до ≤ 158°C.
В отличие от этого, первый сополимер может в частности обеспечивать механическую прочность материала-основы или самого основы. В частности, скорость течения расплава первого сополимера может быть меньше, чем у второго сополимера и гомополимера. Это может обеспечить достижение особенно хорошей механической прочности материала-основы или основы.
Кроме того, может быть особенно предпочтительным, чтобы первый сополимер имел массовую скорость течения расплава от ≥ 4 г/10 мин до ≤ 12 г/10 мин, например, от ≥ 6 г/10 мин до ≤ 9 г/10 мин, например, 7,5 г/10 мин. Массовая скорость течения расплава может быть определена в соответствии со стандартом ISO 1133.
Кроме того, в частности для хорошей стабильности, может быть предпочтительным, чтобы первый сополимер имел модуль упругости при растяжении в соответствии со стандартом ISO 527-1, -2 в диапазоне от ≥ 900 МПа до ≤ 1400 МПа, например, от ≥ 1100 МПа до ≤ 1250 МПа.
Что касается прочности при растяжении в соответствии со стандартом ISO 527-2 первого сополимера, также может быть предпочтительным, чтобы она находилась в диапазоне от ≥ 15 МПа до ≤ 27 МПа, например, от ≥ 18 МПа до ≤ 24 МПа. В частности, прочность при растяжении второго сополимера может быть меньше, чем у гомополимера.
Для предпочтительной технологичности производства также может быть предпочтительным, чтобы теплостойкость первого сополимера, в частности температура деформации при нагреве B (0,45 МПа) без отпуска в соответствии со стандартом ISO 75B-1, -2 находилась в диапазоне от ≥ 50°C до ≤ 110°C, например, от ≥ 70°C до ≤ 90°C.
Может быть особенно предпочтительно, чтобы первый сополимер имел твердость при вдавливании шарика по Роквеллу в соответствии со стандартом ISO 2039-1 ≥ 15 МПа, например, ≥ 30MPa, и более предпочтительно ≥ 40MPa. В частности, твердость по Роквеллу первого сополимера может быть больше, чем у гомополимера.
Для особенно предпочтительной технологичности производства желательно, чтобы теплостойкость первого сополимера по Вика в соответствии со стандартом ISO 306/A для получаемого литьем под давлением компонента находилась в диапазоне от ≥ 125°C до ≤ 165°C, например, от ≥ 140°C до ≤ 150°C.
Поэтому может быть особенно предпочтительно, чтобы первый сополимер содержал гетерофазный полипропилен. Кроме того, может быть предпочтительным, чтобы первый сополимер содержал по меньшей мере 95 мас.%, и предпочтительно по меньшей мере 99 мас.% гетерофазного полипропилена.
В отличие от этого, второй сополимер может в частности обеспечивать эластичные свойства материала-основы или основы. В частности, скорость течения расплава второго сополимера может быть меньше, чем у гомополимера, и больше, чем у первого сополимера. Это может обеспечить особенно хорошие эластичные свойства материала-основы или основы.
Кроме того, может быть особенно предпочтительным, чтобы второй сополимер имел массовую скорость течения расплава ≥ 7 г/10 мин, особенно предпочтительно ≥ 19 г/10 мин, например, 20 г/10 мин. Массовая скорость течения расплава может быть определена в соответствии со стандартом ISO 1133.
Кроме того, может быть особенно предпочтительным, чтобы второй сополимер имел твердость по Шору А в соответствии со стандартом ASTM D2240 от ≥ 55 до ≤ 75, более предпочтительно от ≥ 60 до ≤ 70, например, 66.
Что касается предела прочности второго сополимера на разрыв в соответствии со стандартом ASTM D638, также может быть предпочтительным, чтобы она находилась в диапазоне от ≥ 4 МПа до ≤ 7 МПа, и более предпочтительно от ≥ 5 МПа до ≤ 6 МПа, например, 5,5 МПа.
Для особенно предпочтительной технологичности производства желательно, чтобы теплостойкость второго сополимера по Вика в соответствии со стандартом ISO 306/A или ASTM D1525 для получаемого литьем под давлением компонента находилась в диапазоне от ≥ 40°C до ≤ 54°C, например, от ≥ 45°C до ≤ 49°C.
Поэтому может быть особенно предпочтительно, чтобы второй сополимер содержал сополимер этилена и пропилена и изотактический полипропилен. Кроме того, может быть предпочтительным, чтобы второй сополимер содержал по меньшей мере 95 мас.%, предпочтительно по меньшей мере 99 мас.% смеси, состоящей из сополимера этилена и пропилена и изотактического полипропилена. Особенно предпочтительно, чтобы второй сополимер имел содержание этилена от ≥ 8 мас.% до ≤ 22 мас.%, предпочтительно от ≥ 13 мас.% до ≤ 17 мас.%, например, 15 мас.%.
Таким образом, уже внутри матричного материала может быть возможным особенно простое и хорошее управление свойствами матричного материала и таким образом материала-основы. Такое управление таким образом может быть достигнуто путем простого выбора соответствующего гомополимера или первого сополимера и второго сополимера, а также выбора их соответствующих массовых долей.
Что касается распределения гомополимера, первого сополимера и второго сополимера, может быть предпочтительным, чтобы гомополимер присутствовал в количестве от ≥ 10 мас.% до ≤ 40 мас.% по массе пластиковой композиции, например, от ≥ 20 мас.% до ≤ 25 мас.%, и/или чтобы первый сополимер присутствовал в количестве от ≥ 40 мас.% до ≤ 70 мас.% по массе пластиковой композиции, например, от ≥ 50 мас.% до ≤ 60 мас.%, и/или чтобы второй сополимер присутствовал в количестве от ≥ 10 мас.% до ≤ 40 мас.% по массе пластиковой композиции, например, от ≥ 20 мас.% до ≤ 25 мас.%.
Например, доля гомополимера может составлять 22 мас.%, доля первого сополимера может составлять 55 мас.%, и доля второго сополимера может составлять 23 мас.%.
В частности, при такой конфигурации пластиковой композиции могут быть достигнуты особенно предпочтительные свойства матричного материала. Более подробно, неожиданно было найдено, что в частности вышеописанные доли гомополимера или первого сополимера и второго сополимера сочетают хорошую способность к обработке с хорошей стабильностью и упругостью.
Кроме того, может быть предпочтительным, чтобы плотность первого сополимера была больше или равна плотности гомополимера, и/или плотность второго сополимера была меньше или равна плотности гомополимера. Эта особенность также может приводить к особенно предпочтительной технологичности производства в сочетании с особенно предпочтительными механическими свойствами, в частности особенно хорошей стабильностью панели, произведенной с использованием вышеописанного материала-основы. Например, плотность гомополимера в соответствии со стандартом ISO 1183 может находиться в диапазоне от ≥ 0,85 г/см3 до ≤ 0,95 г/см3, например, от ≥ 0,89 г/см3 до ≤ 0,91 г/см3, например, 0,900 г/см3. Кроме того, например,, плотность первого сополимера в соответствии со стандартом ISO 1183 может находиться в диапазоне от ≥ 0,86 г/см3 до ≤ 0,96 г/см3, например, от ≥ 0,895 г/см3 до ≤ 0,915 г/см3, например, 0,905 г/см3. Кроме того, например, плотность второго сополимера в соответствии со стандартом ISO 1183 может находиться в диапазоне от ≥ 0,82 г/см3 до ≤ 0,90 г/см3, например, от ≥ 0,85 г/см3 до ≤ 0,87 г/см3, например, 0,863 г/см3.
Кроме того, может быть предпочтительным, чтобы матричный материал имел по меньшей мере одну окрашивающую добавку в дополнение к пластиковой композиции. Окрашивающая добавка может предпочтительно представлять собой пигментный состав, основанный на термопластичных материалах-основах. Пигментный состав, основанный на термопластичных материалах-основах, должен пониматься известным образом как цветной гранулят или так называемый концентрат, который содержит пластиковый гранулят в качестве материала-основы, который содержит в частности цветные пигменты в максимально возможной концентрации.
Таким образом, можно добиться, чтобы материал основы был окрашен и его можно было использовать для изготовления цветного основы в способе для производства декорированной стеновой или половой панели. Посредством предпочтительной окрашивающей добавки, в частности в форме пигментного состава, основанной на термопластичных материалах-основах, можно достичь того, чтобы окрашенная основа имела особенно однородный цвет.
Пластиковые гранулы окрашивающей добавки могут предпочтительно содержать полипропилен или полиэтилен. Предпочтительно, чтобы цветные пигменты не содержали свинца и/или кадмия. Используемые цветные пигменты могут содержать, например, фталоцианин меди, хинакридон и/или дикетопирролопиррол. В результате может быть достигнуто то, что материал-основа может быть переработан безопасным для окружающей среды образом.
Окрашивающая добавка предпочтительно может иметь термостойкость вплоть до по меньшей мере 230°C, предпочтительно по меньшей мере 280°C, и интервал температуры плавления от ≥ 95°C до ≤ 125°C, предпочтительно от ≥ 105°C до ≤ 115°C. Посредством такой окрашивающей добавки может быть достигнуто то, что способ изготовления декорированной стеновой или половой панели лишь незначительно изменяет цвет, так, чтобы цвет материала-основы соответствовал цвету изготовленного из него основы.
Особенно предпочтительно, чтобы окрашивающая добавка присутствовала в матричном материале в количестве <50 мас.%, в частности <20 мас.%, например, <10 мас.%, например, <5 мас.%. Таким образом можно достичь того, чтобы механические свойства окрашенного материала-основы практически не изменялись по сравнению с неокрашенным материалом-основем.
Кроме того, может быть предпочтительным, чтобы матричный материал содержал полиэтилен в форме LDPE. Такие материалы обладают тем преимуществом, что их можно превратить в основу уже при низких температурах, например, в диапазоне от ≥ 180°C до ≤ 200°C, в описанном выше способе, так что может быть обеспечено особенно эффективное управление технологическим процессом, например, с примерными линейными скоростями в диапазоне 6 м/мин. В дополнение к этому, LDPE является доступным по низкой цене.
В частности, когда матричный материал содержит LDPE, матричный материал может не содержать связывающего вещества. Этот вариант осуществления может сделать материал-основу особенно рентабельным, поскольку можно отказаться от компонента, который должен добавляться к матричному материалу в зависимости от используемого полимера матричного материала. В дополнение к этому, обеспечение материала-основы может быть дополнительно упрощено.
Кроме того, материал-основа может состоять по меньшей мере из матричного материала, твердого материала и опционально связывающего вещества. В частности, в этом варианте осуществления производство может быть особенно экономически эффективным, а управление технологическим процессом может быть особенно простым, потому что материал-основа состоит только из твердой композиции, пластиковой композиции и, в частности в зависимости от используемого пластика, связывающего вещества, которое может быть выбрано для данного пластика известным образом.
Также может быть предпочтительным, чтобы твердый материал содержал дополнительное твердое вещество в дополнение к первому слоистому силикатному порошку и второму слоистому силикатному порошку. Например, дополнительное твердое вещество может быть выбрано из группы, состоящей из древесины, например, в форме древесной муки, туфа, пемзы, ячеистого бетона, в частности неорганической пены, и целлюлозы. Что касается ячеистого бетона, он может быть, например, твердым веществом, используемым компанией Xella под фирменным знаком Ytong, которое состоит по существу из кварцевого песка, извести и цемента. Что касается добавляемого твердого вещества, оно, например, может состоять из частиц, имеющих одинаковый размер частиц или распределение размера частиц, как было описано выше для слоистых силикатных порошков. Дополнительные твердые вещества могут присутствовать в твердом материале в частности в количестве <50 мас.%, в частности <20 мас.%, например, <10 мас.% или <5 мас.%.
В качестве альтернативы может быть предусмотрено, например, для древесины, в частности для древесной муки, чтобы размер ее частиц составлял от > 0 мкм до ≤ 600мкм с предпочтительным распределением размера частиц D50 ≥ 400мкм.
Кроме того, материал-основа может содержать от ≥ 0 мас.% до ≤ 10 мас.% дополнительных добавок, таких как агенты увеличения текучести, термостабилизаторы или УФ-стабилизаторы.
Например, материал-основа может присутствовать в виде гранулята, и в этом случае может иметь цилиндрическую форму. Кроме того, независимо от формы, но для примера в цилиндрической форме, гранулированные частицы могут иметь диаметр в диапазоне от ≥ 2 мм до ≤ 3 мм, например, 2 мм или 3 мм, и длину от ≥ 2 мм до ≤ 9 мм, например, от ≥ 2 мм до ≤ 7 мм или от ≥ 5 мм до ≤ 9 мм.
Таким образом, вышеописанный материал-основа предлагает преимущество хорошей технологичности производства в комбинации с высокой стабильностью размеров, в частности в плане влияния влаги и температуры, а также хорошие механические и эластичные свойства.
Что касается дополнительных технических характеристик и преимуществ вышеописанного материала-основы, здесь явно делается ссылка на описание панели, способ и чертежи.
Настоящее изобретение дополнительно относится к декорированной панели, в частности к декорированной стеновой или половой панели, содержащей основу и декоративную отделку, нанесенную на основу, в которой в частности защитный слой, снабженный структурой, нанесен на декоративную отделку. Такая панель отличается тем, что основа содержит материал-основы, как было подробно описано выше. Таким образом, со ссылкой на конкретные особенности делается ссылка на вышеприведенное описание.
Кроме того, краевые области панели могут быть структурированы или профилированы для того, чтобы обеспечить в частности отсоединяемые соединительные элементы. В этом отношении при профилировании в смысле настоящего изобретения может быть предусмотрено, что по меньшей мере в части краев декоративной панели декоративный и/или функциональный профиль формируется с помощью подходящих инструментов для удаления материала. В настоящем документе функциональный профиль означает, например, формирование профиля бороздки и/или выступа на краю для того, чтобы сделать декоративные панели соединяемыми друг с другом посредством сформированных профилей. Здесь, в частности с профилями бороздки и/или выступа, эластичные материалы имеют преимущество, поскольку только с их помощью можно изготавливать такие профили, которые особенно просты в обращении и являются стабильными. Таким образом, для изготовления соединительных элементов не требуются никакие дополнительные материалы. Материал-основа может тем самым обеспечить создание панелей, которые имеют прочность соединения в соответствии со стандартом ISO 24334 для стыкового зазора 0,2 мм ≥ 2,0 кН/м, предпочтительно ≥ 4,0 кН/м в продольном направлении и ≥ 2,5 кН/м, предпочтительно ≥ 4,5 кН/м в поперечном направлении.
Таким образом, вышеописанная панель может обеспечить преимущество высокой размерной стабильности в плане влияния тепла и влаги, и одновременно хорошие механические свойства. Кроме того, такая панель может быть очень устойчивой, и в то же самое время иметь высокую прочность на растяжение, на сжатие и на изгиб, и/или ударную вязкость с надрезом. В то же самое время эта панель может иметь высокую степень упругости и/или мягкости при изгибе, что может быть предпочтительно, в частности, для эффективного и рентабельного конструктивного решения связующих элементов в краевой области основы, а также для звукоизоляции шагов.
Что касается дополнительных технических характеристик и преимуществ панели, здесь явно делается ссылка на описание материала-основы, способ и чертежи.
Настоящее изобретение дополнительно предлагает способ для производства декорированной стеновой или половой панели, содержащий стадии:
a) обеспечения текучего материала-основы, в частности гранулята, причем материал-основа конфигурируется как было подробно описано выше,
b) расположения материала-основы между двумя ленточными конвейерными средствами,
c) формования материала-основы под действием температуры в основе в форме полотна,
d) сжатия основы,
e) обработки основы под действием давления с использованием двухленточного пресса,
f) опционального охлаждения основы,
g) опционального нанесения декоративной отделки по меньшей мере на часть основы;
h) опционального нанесения декоративного шаблона, воспроизводящего декоративный рисунок, по меньшей мере на часть основы, и
i) опционального нанесения защитного слоя по меньшей мере на часть декоративной отделки.
Кроме того, могут иметь место следующие стадии:
j) структурирования защитного слоя, и
k) обработки основы от электростатического разряда и, опционально, от электростатического заряда перед по меньшей мере одной из вышеупомянутых стадий, в частности перед одной из стадий d) - i), например, перед стадией h).
Неожиданно было показано, что описанный выше способ обеспечивает особенно предпочтительное производство, в частности основы для стеновой или половой панели. В этом случае данный способ может быть особенно предпочтительным при использовании материала-основы, подробно описанного выше.
В частности было найдено, что описанный в настоящем документе способ позволяет получать особенно гладкую и определенную настраиваемую поверхность основы, что, например, может быть особенно предпочтительным для дальнейшей обработки в панель, особенно при нанесении декора, например, путем прямой печати.
В соответствии с настоящим способом сначала производится основа или ядро. С этой целью вышеописанный способ содержит в соответствии со стадией a) сначала обеспечение текучего материала-основы. Материал-основа служит основой для производства в частности основ для панелей в форме плит. В этой связи отсылка делается полностью на приведенные выше формулировки.
В одном особенно предпочтительном варианте материал-основа может быть обеспечен как текучее твердое вещество или как гранулы, причем гранулы в зависимости от используемого материала могут иметь, например,, размер частиц в диапазоне от ≥ 100 мкм до ≤ 10 мм. Предпочтительное наполнение или распределение материала-основы может иметь отклонение насыпной плотности ≤ 5%, в частности ≤ 3%.
В соответствии со стадией b) процесса текучий, в частности гранулированный, материал-основа располагается между двумя ленточными конвейерными средствами. Более подробно, нижнее ленточное конвейерное средство движется кольцевым образом, и на определенном расстоянии от него верхнее ленточное конвейерное средство движется кольцевым образом. Материал-основа может наноситься на нижнее конвейерное средство, а затем ограничиваться нижним и верхним конвейерными средствами. За счет точного рассеивания можно обойтись без боковых ограничителей. Таким образом, посредством этих двух конвейерных средств материал-основа можно транспортировать к отдельным обрабатывающим участкам или через них и перерабатывать в основу. Кроме того, материал-основа может быть уже предварительно сформован на этой стадии процесса. Таким образом, ленточные конвейерные средства могут выполнять две функции - транспортировки и формования.
В этом случае ленточные конвейерные средства, по меньшей мере в области двухленточного пресса, как будет описано ниже, могут быть по меньшей мере частично сделаны из тефлона или политетрафторэтилена (PTFE). Например, ремни могут быть сформированы полностью из политетрафторэтилена, или могут использоваться ремни, снабженные наружным покрытием из политетрафторэтилена. В последнем случае могут использоваться армированные стекловолокном пластиковые ленты или стальные ленты с покрытием из политетрафторэтилена. Посредством таких конвейерных средств может быть получена особенно определенная, например, гладкая поверхность изготовленного основы благодаря антиадгезионным свойствам этого материала. Таким образом можно предотвратить прилипание транспортируемого материала-основы к конвейерным средствам, и таким образом неблагоприятное воздействие на структуру поверхности непосредственно или за счет прилипания материала в следующем цикле. В дополнение к этому, политетрафторэтилен является стойким к воздействию химикатов, а также к разложению даже при высоких температурах, так что, с одной стороны, термическая обработка материала-основы может осуществляться без каких-либо проблем, а с другой стороны конвейерные средства сохраняют стабильность в течение длительного периода времени. В дополнение к этому, можно свободно выбирать материал-основа.
Конвейерные средства могут проходить через все устройство, или могут прерываться и конфигурироваться как множество конвейерных средств.
расположение материала-основы в соответствии со стадией b) может быть реализовано, в частности, посредством одной или множества рассеивающих головок, которые могут выпускать материал-основа определенным образом, например, из контейнеров для хранения. В этом случае, может дополнительно предусматриваться ракельный нож, который подчищает материал в углублениях ролика. Затем материал может быть выгружен посредством вращающегося щеточного валика из рассеивающего ролика, при этом он ударяется о перегородку и скользит оттуда на конвейерное средство. Кроме того, для регулирования ширины может быть предусмотрена регулировка ширины рассеивания. В этом варианте осуществления может иметь место особенно однородная выгрузка материала-основы, что также может приводить к получению однородного основы определенного качества.
Например, может предусматриваться одна рассеивающая головка, или могут быть предусмотрены две, три или более рассеивающих головок. В результате основа может быть особенно просто подстроена под конкретные нужды, например, путем обеспечения требуемой смеси материалов. В этом варианте осуществления смесь может быть адаптирована без каких-либо проблем во время процесса производства или между двумя партиями, так что может быть обеспечена особенно большая гибкость. В дополнение к этому, за счет различного оснащения отдельных рассеивающих головок смесь для материала-основы может быть получена только непосредственно перед обработкой, так что можно предотвратить взаимное отрицательное влияние различных компонентов и снижение качества производимого основы.
Например, датчик для проверки расположения материала-основы может быть предусмотрен между двумя ленточными конвейерными средствами, например, датчик основной массы нанесенного материала или его однородности.
Затем в соответствии со стадией c) формование материала-основы, расположенного между ленточными конвейерными средствами, происходит под действием температуры или тепла. Таким образом, на этой стадии посредством приложения тепловой энергии осуществляется плавление или размягчение материала-основы или по меньшей мере его части, посредством чего могут быть сформированы, например, гранулы. В этом состоянии он может равномерно заполнять пространство для размещения, образующееся между конвейерными средствами, и таким образом формировать основу в форме полотна, которая может подвергаться дальнейшей обработке.
Сформованная таким образом основа в форме полотна может быть сжат одновременно со стадией с) или после стадии c) в соответствии со стадией d). Эта стадия может быть выполнена, в частности, с помощью подходящего пресса или ролика. Таким образом происходит первое сжатие основы в форме полотна. На этой стадии основа может по существу уже приобрести требуемую толщину, так что на следующих стадиях обработки должно быть выполнено лишь небольшое сжатие, и таким образом дальнейшие стадии могут быть осуществлены очень мягко, что будет подробно объяснено ниже. Здесь, в частности, можно гарантировать, что температура основы будет достаточно низкой, чтобы обеспечить подходящую сжимаемость при достижении требуемого результата.
На следующей стадии e) осуществляется дополнительная обработка основы под действием давления с использованием двухленточного пресса. На этой стадии, в частности, можно отрегулировать свойства поверхности основы, или толщина основы может быть по меньшей мере существенно отрегулирована. С этой целью ранее сжатую основу можно обработать под давлением, причем в частности может быть выбрано такое низкое давление, чтобы это сжатие происходило только в очень небольшом диапазоне. Таким образом, конструктивное решение устройства обработки на этой стадии может выбираться в частности в зависимости от требуемого регулирования сжатия, которое может быть особенно мягким и эффективным.
Здесь, в частности, может быть предпочтительным использование двухленточного пресса, поскольку с таким прессом возможны особенно мягкие стадии сжатия, и кроме того качество поверхности или толщина основы могут быть особенно эффективно отрегулированы и определены. Кроме того, использование ленточного пресса в частности обеспечивает высокие линейные скорости, так что весь процесс обеспечивает особенно высокую производительность. Кроме того, например, с помощью пневматических цилиндров можно обеспечить особенно равномерное и определенное регулируемое натяжение ремня двухленточного пресса.
В данном случае сглаживание или регулировка качества поверхности на этой стадии может означать, что хотя самая верхняя поверхность сглаживается, уже введенные структуры или поры, тем не менее, не подвергаются воздействию, или подвергаются воздействию только в определенной области, так что они даже после этой стадии могут присутствовать по желанию, если это необходимо. Это может быть достигнуто, в частности, путем использования ленточного пресса с подходящим температурным профилем и с подходящими значениями давления, или посредством каландра, как будет подробно описано ниже.
В частности, при нагревании основы или материала-основы на предыдущих стадиях может быть предпочтительным, чтобы основа охлаждалась во время или перед стадией e), в частности ниже точки плавления или температуры размягчения пластикового компонента материала-основы. Другими словами, основа может охлаждаться перед или внутри двухленточного пресса. В этом случае охлаждение может быть реализовано только в ограниченном диапазоне, чтобы основа все еще имела повышенную температуру по сравнению с комнатной температурой (22°C), но ниже заданной повышенной температуры, и предпочтительно в зависимости от используемого пластика ниже точки плавления или температуры размягчения пластика, включенного в материал-основа. В частности, за счет охлаждения основы можно избежать образования пузырей или пор, так что поверхность основы может иметь особенно высокое качество. Подходящие температуры для полиэтилена, например, находятся в диапазоне ниже 130°C, в частности ниже 120°C, например, от≥80°C до≤115°C, но не ограничиваются этим.
Что касается сжатия основы в двухленточном прессе, стадия e) может быть реализована путем установки коэффициента сжатия K1 основы. Коэффициент сжатия К в частности означает коэффициент уменьшения толщины основы на стадии обработки. Таким образом, при исходной толщине основы до обработки 5 мм и толщине основы после обработки 4 мм обеспечивается толщина 80% по отношению к толщине до обработки, то есть толщина уменьшается на 20%. Соответственно, коэффициент сжатия K1 при этом составляет 0,2.
Примерные коэффициенты сжатия для стадии e) находятся, например, в диапазоне > 0, например от ≥ 0,1 до ≤ 0,3, например, от ≥ 0,15 до ≤ 0,25.
Вышеописанная обработка основы на стадии e) осуществляется при температуре T1. Эта температура может, например, находиться в диапазоне от ≥ 150°C до ≤ 190°C, например, от ≥ 160°C до ≤ 180°C, например, 170°C. Вследствие того, что основа содержит пластиковый компонент, он является сравнительно мягким в этом диапазоне температур, и следовательно ее можно формовать, в частности по всей ее толщине, так что сжатие может осуществляться особенно эффективно даже при использовании низких контактных давлений двухленточного пресса. Эта стадия таким образом может служить, в частности, для установки или калибровки толщины основы.
Опционально в соответствии с вышеописанной стадией e) дальнейшая обработка основы может выполняться под давлением при температуре T2 при формировании коэффициента сжатия K2 основы, где T2 < T1 и K2 < K1. В этом случае температуры T1 и T2 относятся, в частности, к температуре, действующей на основу, так что возможно, что основа не имеет одинаковой температуры или не обязательно имеет одинаковую температуру по всей своей толщине. Эта стадия поэтому содержит дальнейший процесс обработки основы под действием давления, который, например, не ограничиваясь этим, может сразу же следовать за стадией e). В частности, температура T2 предпочтительно регулируется не просто путем охлаждения во время обработки основы из-за отсутствия нагрева, а скорее посредством определенного воздействия соответствующих средств отпуска, например, посредством активного охлаждения с использованием соответствующих средств отпуска.
Температура T2 во время стадии f) может позволять, например, за счет использования основы, чтобы вязкость основы была ниже, или чтобы основа была более твердой, чем при температуре T1, используемой на стадии e).
Эта стадия f) может таким образом служить, в частности, не для значительного сжатия основы или уменьшения его толщины, а скорее для регулирования свойств поверхности основы, и таким образом в основном для сглаживания основы или его поверхности.
Например, не ограничиваясь этим, на этой стадии может быть выполнено сжатие, которое может находиться в диапазоне, в частности, > 0%, которое однако может быть ограничено значениями в диапазоне ≤ 20%, причем основа таким образом впоследствии будет иметь толщину 80% по сравнению с ее толщиной до стадии f). Таким образом, коэффициент сжатия K2 меньше коэффициента сжатия K1. Примерные коэффициенты сжатия находятся в диапазоне от > 0 до ≤ 0,2, например, от > 0,03 до ≤ 0,15 или от > 0,05 до ≤ 0,12, например, 0,1.
После процесса сглаживания может быть установлена, например, температура выше температуры кристаллизации пластика. В случае линейного полиэтилена (LLDPE) в качестве компонента основы, например, нагревание до температуры в диапазоне от ≥ 100°C до ≤ 150°C, например, 120°C, может быть достаточным и подходящим. Следовательно, в принципе температура T2 может быть установлена в диапазоне от ≥ 100°C до ≤ 150°C, например, 120°C.
Посредством вышеописанного многоступенчатого процесса сжатия может быть достигнута очень точная и однородная толщина, в частности для материалов-основей панелей, и кроме того может быть достигнуто особенно высокое качество поверхности.
Процесс последующего выравнивания можно проводить, например, в двухленточном прессе, задав градиент температуры вдоль направления транспортировки основы. Альтернативно стадия e) и процесс последующего выравнивания, описанный выше, могут выполняться на двух отдельных прессующих средствах. С этой целью, например, дополнительный двухленточный пресс или каландр может использоваться для процесса последующего выравнивания. В том случае, когда, например, используется двухленточный пресс, он может в частности содержать металлическую ленту, такую как, например, стальную ленту на стадии f), чтобы достичь подходящего давления сжатия даже в выбранном диапазоне температур. Здесь на стадии e) пластиковой ленты может быть достаточно благодаря относительно более высокой температуре.
В дополнительном предпочтительном варианте осуществления основа может охлаждаться между стадиями e) и f) до температуры T3, где T3 < T1 и T3 < T2. В дополнительном предпочтительном варианте осуществления основа до или во время стадии f) процесса может нагреваться до температуры выше, чем температура кристаллизации пластика, включенного в основу.
На следующей стадии g) опционально выполняется охлаждение основы в форме полотна. Основа может охлаждаться, в частности, охлаждающим средством с определенными стадиями охлаждения до температуры, которая соответствует комнатной температуре или, например, не превышает ее более, чем на 20°C. Например, множество зон охлаждения может быть предусмотрено для того, чтобы обеспечить определенное охлаждение основы.
Кроме того, основа может нагреваться после стадии f), в частности сразу после стадии f), и/или, например, перед нанесением дополнительных слоев до температуры выше температуры кристаллизации одного, например, всех, пластиковых материалов, присутствующих в основе. Затем основа может в свою очередь быть охлаждена ниже температуры кристаллизации, например, до комнатной температуры (22°C). В частности, когда основа после обработки основы после стадии f), и в частности после охлаждения основы после стадии f), повторно нагревается до температуры выше температуры кристаллизации пластикового материала, включенного в материал-основу основа, свойства основы могут быть дополнительно улучшены. Например, основа, может иметь улучшенные свойства стабильности, в частности с точки зрения ее механической и/или термической и/или химической стойкости. Таким образом, качество основы может быть дополнительно улучшено.
Температура кристаллизации в смысле настоящего изобретения представляет собой в частности температуру, до которой должен быть нагрет полимер для того, чтобы затем сформировать кристаллы во время процесса охлаждения. В частности, формирование кристаллов начинается во время охлаждения полимера при температуре, которая может быть ниже точки плавления, и возможно выше температуры стеклования. Соответственно, может быть достаточно нагревания до температуры ниже точки плавления соответствующего пластика или до температуры ниже точки плавления. В случае линейного полиэтилена (LLDPE), например, может быть достаточно нагрева до температуры в диапазоне от ≥ 100°C до ≤ 150°C, например, 120°C. В случае полипропилена, например, может быть достаточно нагрева до температуры в диапазоне от ≥ 160°C до ≤ 200°C, например, 180°C.
Таким образом, как это будет очевидно для специалистов в данной области техники, продолжительность соответствующего процесса нагрева может зависеть от скорости перемещения основы, его толщины и устанавливаемой температуры.
После охлаждения полученного основы он может сначала храниться как промежуточный продукт в форме полотна или как индивидуальные основы в форме плит, и способ может быть немедленно завершен. Однако предпочтительно, чтобы последующие стадии обработки могли быть реализованы, например, без процесса шлифования, в частности, чтобы обработать основу для получения готовой панели, как это подробно объясняется ниже.
Для того, чтобы произвести окончательную панель, способ может содержать следующие дальнейшие стадии для получения основы с декоративной отделкой и покрытия его защитным слоем. Здесь следующие стадии предпочтительно выполнять сразу с произведенной основой в форме полотна. Однако настоящее изобретение охватывает также и тот случай, когда основа в форме полотна сначала делится на множество основ в форме плиты перед одной из стадий g) - i), и/или основа в форме плиты дополнительно обрабатывается с помощью соответствующих следующих стадий процесса. Следующие объяснения относятся к обеим альтернативам соответственно, причем для облегчения понимания далее делается ссылка на обработку основы.
Также возможно, если это уместно, сначала выполнить предварительную обработку основы от электростатического разряда, например, перед стадией h) способа, и опционально от электростатического заряда. Это, в частности, может служить для предотвращения размытия в процессе нанесения декоративной отделки.
В соответствии со стадией g) опционально подложка декоративной отделки может быть нанесена по меньшей мере на часть основы. Например, сначала праймер, в частности для процессов печати, может быть нанесен в качестве подложки декоративной отделки, например с толщиной от ≥ 10 мкм до ≤ 60 мкм. В этом случае в качестве праймера может использоваться жидкая отверждаемая облучением смесь на основе уретана или уретанакрилата, опционально с одним или более из фотоинициатора, активного разбавителя, УФ-стабилизатора, реологического агента, такого как загуститель, акцепторов радикалов, выравнивающего агента, пеногасителя или защитного средства, пигмента и/или красителя.
В дополнение к использованию праймера можно наносить декоративную отделку на декоративную бумагу, пригодную для печати, которая может быть обеспечена, например, посредством полимерного слоя в качестве связывающего вещества, предварительно нанесенного на основу. Такая подложка для печати является подходящей для флексографской, офсетной или трафаретной печати, и в частности для цифровой печати, такой как струйная или лазерная печать. Для нанесения полимерного слоя может быть предпочтительным нанесение полимерной композиции, которая в качестве полимерного компонента включает в себя по меньшей мере одно соединение, выбираемое из группы, состоящей из меламиновой смолы, формальдегидной смолы, карбамидной смолы, фенольной смолы, эпоксидной смолы, смолы ненасыщенного полиэфира, диаллилфталата или их смесей. Полимерная композиция может, например, наноситься в количестве от ≥ 5 г/м2 до ≤ 40 г/м2, предпочтительно от ≥ 10 г/м2 до ≤ 30 г/м2. Кроме того, бумага или нетканая ткань с граммажем от ≥ 30 г/м2 до ≤ 80 г/м2, предпочтительно от ≥ 40 г/м2 до ≤ 70 г/м2, может быть нанесена на основу в форме плиты.
Кроме того, в соответствии со стадией h) декоративная отделка, копирующая шаблон отделки, может быть нанесена по меньшей мере на часть основы. В этом случае, декоративная отделка может наноситься с помощью так называемой прямой печати. Термин «прямая печать» в смысле настоящего изобретения означает нанесение декоративной отделки прямо на основу панели или на непечатный слой волокнистого материала, нанесенного на основу, или на подложку декоративной отделки. При этом могут использоваться различные методики печати, такие как флексографская, офсетная или трафаретная печать. В частности, например, струйная или лазерная печать могут использоваться в качестве методик цифровой печати.
Декоративные слои могут быть сформированы, в частности, из отверждаемой излучением краски и/или чернил. Например, могут использоваться УФ-отверждаемая краска или чернила.
Декоративные слои могут соответственно наноситься с толщиной в диапазоне от ≥ 5 мкм до ≤ 10 мкм.
Также может быть предусмотрено нанесение в дополнение к позитивному изображению в плане цвета и/или текстуры также соответствующего негативного изображения шаблона отделки. Более подробно, как известно, например, из позитивного окрашивания или негативного окрашивания материалов на древесной основе, цветовое впечатление, например от зерна, может быть обращено с помощью использования цифровых данных, так что получается негативный цвет, или в частности более светлые и более темные области. В дополнение к цветному отпечатку соответствующие результаты также могут быть получены для наносимой структуры, так что негатив может быть реализован также и в плане дизайна структуры. Даже такие эффекты могут быть легко интегрированы на основе цифровых трехмерных данных и без задержек или переоборудования в производственном процессе.
В соответствии со стадией i) защитный слой может быть нанесен по меньшей мере на часть декоративной отделки. Такой слой для защиты нанесенной отделки, в частности, может быть нанесен на последующей стадии в качестве изнашиваемого или покрывающего слоя поверх декоративного слоя, который, в частности, защищает декоративный слой от износа или повреждений, вызываемых грязью, влагой или механическими воздействиями, такими как истирание. Например, изнашивающийся и/или защитный слой может накладываться как предварительно произведенный верхний слой, например, на основе меламина, на печатную основу и связываться с ней посредством давления и/или теплового воздействия. Кроме того, может быть предпочтительным для формирования изнашиваемого и/или покрывающего слоя также наносить отверждаемую излучением композицию, такую как отверждаемый излучением лак, например, акрилатный лак. Изнашивающийся слой может включать в себя твердые материалы, такие как нитрид титана, карбид титана, нитрид кремния, карбид кремния, карбид бора, карбид вольфрама, карбид тантала, глинозем (корунд), диоксид циркония или их смеси, чтобы увеличить износостойкость этого слоя. В этом случае нанесение может быть реализовано, например, посредством роликов, таких как обрезиненные ролики, или устройств для разлива.
Кроме того, покрывающий слой может быть сначала частично вулканизирован, а затем могут быть выполнены процесс окончательного покрытия уретанакрилатом и процесс окончательной вулканизации, например, с использованием галлиевого излучателя.
Кроме того, покрывающий и/или изнашиваемый слой может включить в себя агенты для уменьшения статического (электростатического) заряда окончательного ламината. С этой целью, например, покрывающий и/или изнашиваемый слой может содержать такие соединения, как холинхлорид. Антистатик, например, может содержаться в концентрации от ≥ 0,1 мас.% до ≤ 40,0 мас.%, предпочтительно от ≥ 1,0 мас.% до ≤ 30,0 мас.%, в покрывающем слое и/или композиции для формирования изнашиваемого слоя.
Кроме того, в покрывающем слое или в изнашиваемом или покрывающем слое за счет введения пор может формироваться структурирование, в частности структура поверхности, соответствующая декору. При этом плита основы уже может иметь структуру, и выравнивание инструмента печати для нанесения декоративной отделки и плиты основы друг относительно друга выполняется в зависимости от структуры плиты основы, обнаруживаемой оптическими способами. Для выравнивания инструмента печати и плиты основы друг относительно друга относительное перемещение между инструментом печати и плитой основы, необходимое для процесса выравнивания, может выполняться путем смещения плиты основы или смещения инструмента печати. Кроме того, структурирование декоративных панелей может осуществляться после нанесения изнашиваемого и/или покрывающего слоя. С этой целью может быть предпочтительным, чтобы в качестве покрывающего и/или изнашиваемого слоя наносилась отверждаемая композиция применена, и процесс вулканизации выполнялся только до частичного отверждения покрывающего и/или изнашиваемого слоя. В таком частично вулканизированном слое требуемая структура поверхности получается тиснением посредством подходящих инструментов, таких как ролик со структурой из твердого сплава или штамп. При этом процесс тиснения выполняется в соответствии с нанесенной декоративной отделкой. Для того, чтобы гарантировать достаточное соответствие вводимой структуры и декоративной отделки, плита основы и инструмент тиснения могут выравниваться друг относительно друга с помощью соответствующих относительных перемещений. После введения требуемой структуры в частично вулканизированный покрывающий и/или изнашиваемый слой выполняется процесс дальнейшей вулканизации структурированного покрывающего и/или изнашиваемого слоя.
В дополнение к этому, на сторону, противоположную декоративной стороне, может быть нанесен защитный слой.
Описанный выше способ обеспечивает производство панели с основой, имеющей особенно высокую влаго- и термостойкость.
В другом предпочтительном варианте осуществления перед стадией e) антиадгезионное средство может располагаться таким образом, чтобы по меньшей мере в двухленточном прессе оно располагалось между основой и конвейерным средством, таким как верхнее или нижнее конвейерное средство, предпочтительно между основой и обоими конвейерными средствами. В этом варианте осуществления адгезия основы к конвейерному средству может быть предотвращена особенно эффективно. Антиадгезионное средство может быть, например, намотано на первом валке и подаваться вместе с основой через двухленточный пресс, и опционально через последующий прессовый блок, такой как каландр, прежде чем быть намотанным на другой валок. Предпочтительно, чтобы между антиадгезионным средством и основой не было никакой относительной скорости. Другими словами, антиадгезионное средство предпочтительно перемещается с той же самой скоростью, что и основа. Например, антиадгезионное средство может содержать разделительную бумагу, такую как промасленная бумага. Промасленная бумага, также называемая вощеной бумагой, является известной по сути и означает, например, бездревесную бумагу, которая содержит органическое вещество, например, масло, воск или парафин, например, пропитана ими.
В соответствии с одним дополнительным вариантом осуществления стадия d) может быть выполнена с использованием натяжного ролика. При помощи натяжного ролика в качестве блока сжатия можно определенным образом с помощью простых и недорогих средств добиться требуемого сжатия даже при высоких линейных скоростях. Для того, чтобы иметь возможность устанавливать соответствующее и в зависимости от требуемого результата подходящее усилие, ролик может быть смещаемым, например,, в направлении, перпендикулярном проходящему материалу-основе. В данном случае натяжной ролик может, например, содержать только один ролик, который прикладывает усилие только в сочетании с противодействующей силой, создаваемой натяжением ремня конвейерного средства. Альтернативно может предусматриваться один или множество встречных роликов, которые прикладывают соответствующую встречную силу.
Натяжной ролик в смысле настоящего изобретения означает ролик, который располагается таким образом, чтобы основа проходила через него по S-образной траектории, что хорошо известно специалистам в данной области техники и подробно описывается ниже со ссылкой на чертежи.
Кроме того, в двухленточном прессе опционально может устанавливаться температурный градиент. Это может быть достигнуто, в частности с помощью температурного градиента в направлении, перпендикулярном к направлению транспортировки. В этом варианте осуществления может обеспечиваться особенно высокая линейная скорость, поскольку может быть достигнут особенно быстрый нагрев, позволяющий получать такую высокую линейную скорость. Более того, при этом можно предотвратить воздействие чрезмерно высокой температуры на материал-основа, что может предотвратить повреждения и обеспечить особенно высокое качество. В дополнение к этому, дегазация при нагреве материала-основы может быть улучшена и ускорена, что в свою очередь позволяет достигать высокой линейной скорости и дополнительно обеспечивает особенно большой запас устойчивости и качества за счет предотвращения газовых включений. В последнем случае, в частности, область ниже материала-основы может нагреваться до более высокой температуры, чем область выше материала-основы, то есть нижний элемент отпуска может иметь более высокую температуру, чем верхний элемент отпуска. Например, может быть предпочтительным температурный градиент в диапазоне 50°C.
Что касается дополнительных технических особенностей и преимуществ описанного выше способа, то здесь делается прямая ссылка на вышеупомянутое описание материала-основы и панели.
Настоящее изобретение дополнительно объясняется ниже со ссылкой на чертежи и примерный вариант осуществления.
Фиг. 1 схематично показывает один вариант осуществления устройства для частичного производства декорированной стеновой или половой панели в соответствии с настоящим изобретением; и
Фиг. 2 показывает примерный натяжной ролик для выполнения стадии этого способа.
Устройство 10, показанное на Фиг. 1, адаптировано для способа производства декорированной стеновой или половой панели. Здесь со ссылкой на Фиг. 1 описываются конкретные станции обработки для следующих стадий:
a) обеспечения текучего материала-основы 20, в частности гранулята,
b) размещения материала-основы 20 между двумя ленточными конвейерными средствами 12, 14,
c) формования материала-основы 20 под действием температуры для формирования основы 36 в форме полотна,
d) сжатия основы 36,
e) обработки основы 36 под действием температуры и давления, в частности с использованием двухленточного пресса,
f) опционального охлаждения основы 36.
После этих стадий процесс может содержать дополнительные стадии для получения окончательной стеновой или половой панели.
Устройство 10 в соответствии с Фиг. 1 прежде всего содержит пару кольцевых ленточных конвейерных средств 12, 14, которые в частности направляются отклоняющими роликами 16 таким образом, что между ними формируется приемное пространство 18 для получения и обработки обеспеченного текучего, в частности гранулированного, материала-основы 20. Материал-основа 20 содержит матричный материал и твердый материал, причем матричный материал присутствует в количестве от ≥ 25 мас.% до ≤ 55 мас.%, в частности от ≥ 35 мас.% до ≤ 45 мас.% по массе материала-основы, и причем твердый материал присутствует в количестве от ≥ 45 мас.% до ≤ 75 мас.% по массе материала-основы, в частности от ≥ 55 мас.% до ≤ 65 мас.%, и причем матричный материал и твердый материал вместе присутствуют в количестве ≥ 95 мас.% по массе материала-основы, в частности ≥ 99 мас.%, причем твердый материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% из твердой композиции, состоящей по меньшей мере из первого слоистого силикатного порошка и второго слоистого силикатного порошка, а матричный материал сформирован по меньшей мере на 50 мас.%, в частности по меньшей мере на 80 мас.%, в частности по меньшей мере на 95 мас.% из пластиковой композиции, состоящей из гомополимера и по меньшей мере первого сополимера и второго сополимера.
В частности, материал-основа 20 может обеспечиваться при помощи мешалки пластикатора, в которой исходные материалы смешиваются и транспортируются с помощью шнека, и таким образом продавливаются через перфорированную пластину и режутся на мелкие частицы, например, с помощью углового резака, чтобы получить гранулят.
Конвейерные средства 12, 14 могут быть по меньшей мере частично сделаны из политетрафторэтилена, например, покрыты им. Кроме того, конвейерные средства 12, 14 могут, по меньшей мере частично, иметь шероховатость или структуру, в частности на той их стороне, которая обращена к приемному пространству 18. Кроме того, конвейерные средства 12, 14 могут иметь ширину в диапазоне приблизительно 1,5 м.
Для нанесения материала-основы 20 между ленточными конвейерными средствами 12, 14 или в приемном пространстве 18 предусматривается блок 22 выпуска с одной или множеством выпускных головок 24, посредством которого материал-основа 20 может быть размещен на нижнем конвейерном средстве 14. Выпускные головки 24 могут содержать трубу 25, которая наносит материал-основа 20 на соответствующие рассеивающие ролики 26, после чего материал-основа 20 может быть рассеян на нижнее конвейерное средство 14.
Для того, чтобы гарантировать равномерное нанесение материала-основы 20 на нижнее конвейерное средство 14, может быть предусмотрен датчик для проверки размещения материала-основы 20 между двумя ленточными конвейерными средствами 12, 14. Этот датчик, в частности, может быть связан с блоком 22 выпуска для того, чтобы немедленно исправлять неаккуратное заполнение приемного пространства 18 в случае его обнаружения.
Кроме того, для обеспечения равномерного распределения материала-основы 20 могут быть предусмотрены вибраторы. Они могут, например, воздействовать на нижнее конвейерное средство 14, и могут быть расположены, например, под нижним конвейерным средством 14 для хорошего распределения материала-основы 20.
Кроме того, для предотвращения нежелательного загрязнения и повреждения последующих обрабатывающих станций может быть предусмотрен датчик для обнаружения металлов, способный обнаруживать случайно попавший металл.
Кроме того, блок 28 формовки предусматривается в направлении транспортировки конвейерных средств 12, 14, обозначенном стрелкой 13, причем блок формовки выполнен с возможностью формовать материал-основа 20 под действием температуры или тепла для плавления материала-основы 20 с одновременным формированием основы 36 в форме полотна. С этой целью блок 28 формовки может иметь два средства 30, 32 формовки в виде пластин, которые могут нагреваться одним или множеством нагревательных средств 34, например, посредством масляного теплоосновы. В результате материал-основа 20 может нагреваться до тех пор, пока, например, в зависимости от температуры плавления материала-основы 20 или его части, он не достигнет температуры от ≥ 180° до ≤ 200°С. С этой целью блок 28 формовки или средства 30, 32 формовки могут нагреваться, например, до температуры вплоть до 250°C. С этой целью могут предусматриваться, например, один или для задания температурного градиента множество независимо регулируемых нагревательных секций. Например, средства 30, 32 формовки, которые могут иметь длину в несколько метров, могут быть целиком нагреваемыми, или только их часть может быть нагреваемой.
Кроме того, блок 28 формовки может в частности содержать параллельный зазор, который может быть сформирован средствами 30, 32 формовки в виде пластин. В этом случае, однако, на входе может быть предусмотрено входное отверстие конической формы для улучшения притока материала-основы 20. Сила, воздействующая на материал-основа 20, может составлять от > 0 кг/м2 до ≤ 1 кг/м2. Таким образом, в частности, может быть обеспечено равномерное прессование без обеспечения профиля давления или градиента давления.
На Фиг. 1 можно также заметить, что нижнее средство 32 формовки является более длинным, чем верхнее средство 30 формовки, и начинается раньше, чем верхнее средство 30 формовки. Таким образом, можно добиться, чтобы обработка происходила только тогда, когда материал-основа 20 уже расплавлен или по меньшей мере частично расплавлен, и по меньшей мере частично размягчен. Это позволяет точно определять процесс формования.
Далее в направлении транспортировки конвейерных средств 12, 14 основа 36 в форме полотна проходит через прессующее средство 38. Прессующее средство 38 может, например, включать в себя натяжной ролик, который подробно показан на Фиг. 2. Натяжной ролик может смещаться по существу перпендикулярно к поверхности основы 36 и таким образом к направлению перемещения основы 36, обозначенному стрелкой 58, так что требуемое давления можно легко регулировать. Кроме того, прессующее средство 38 может, например, оказывать давление на основу 36 в диапазоне от ≥ 1 кг/м2 до ≤ 3 кг/м2. Натяжной ролик содержит главный ролик 60, который воздействует на основу 36 в форме полотна. Здесь при некоторых обстоятельствах натяжение ремня может быть достаточным в качестве противодавления, однако предпочтительно предусматривать по меньшей мере один ролик 62 противодавления. Кроме того, для подходящего направления основы 36 в форме полотна могут предусматриваться две пары каландрирующих роликов 64 и опционально отклоняющие ролики 66, которые могут обеспечивать подходящее натяжение ленты. На Фиг. 2 можно заметить, что основа 36 в форме полотна дважды подается S-образным образом вокруг отклоняющих роликов 66 и главного ролика 60, и именно такой тип траектории определяет термин натяжной ролик. Более подробно, основа 36 в форме полотна может проходить вокруг главного ролика 60 приблизительно на 50% или больше. Температура основы 36 на входе в прессующее средство 38 соответствует в частности температуре на выходе блока 28 формовки.
Из прессующего средства 38 основа 36 затем подается к дополнительному прессующему средству 40. Для того, чтобы компенсировать любые теплопотери основы 36, или преднамеренно дополнительно нагреть основу 36 или охладить ее, одно или множество дополнительных средств 42 отпуска могут быть предусмотрены между прессующими средствами 38, 40.
Возвращаясь к прессующему средству 40, оно предпочтительно может быть двухленточным прессом, который в частности может содержать стальные ленты 44, 46, которые могут направляться отклоняющими роликами 48, 50. Отклоняющие ролики 48, 50 могут, например, нагреваться, например, с помощью масляного теплоосновы, и/или ролики с одной стороны зазора могут располагаться на расстоянии в диапазоне от ≥ 1 м до ≤ 2 м, например, 1,5 м друг от друга, причем ленты 44, 46 могут иметь ширину в диапазоне приблизительно 1,5 м. В соответствии с Фиг. 1 основа 36, расположенная между конвейерными средствами 12, 14, направляется между отклоняющими роликами 48, 50, и таким образом между лентами 44, 46, такими как, в частности, стальные ленты. На той стороне лент 44, 46, которая находится напротив основы 36, предусматриваются соответствующие прессующие и/или нагревательные средства 52, 54. Они могут как нагревать, так и немного сжимать конвейерные средства 12, 14, и таким образом основу 36. С этой целью, например,, может быть предусмотрен воздухонагреватель и множество роликов, которые могут обеспечивать прерывистое сжатие. При этом на основу 36 может воздействовать температура в диапазоне вплоть до 250°C. Например, эта температура может быть выше точки плавления или температуры размягчения материала-основы или его части на величину в диапазоне от ≥ 25°C до ≤ 35°C. Кроме того, давление может воздействовать на основу 36 таким образом, чтобы основа 36 сжималась на стадии e) с коэффициентом ≤ 7,5%, предпочтительно ≤ 5%, например, в диапазоне от ≥ 0,1 мм до ≤ 0,2 мм. При этом прессующие и/или нагревательные средства 52, 54 могут по существу занимать всю область между отклоняющими роликами 48, 50, или только ограниченную область вдоль направления транспортировки. После прохождения через прессующее средство 40 основа может иметь температуру в диапазоне 190°C.
Прессующее средство 40 может иметь изменяемый профиль давления, например, начиная с 6 мм и заканчивая 4,1 мм, или предпочтительно может конфигурироваться как изохорный пресс.
В направлении транспортировки после прессующего средства 40 в соответствии с Фиг. 1 располагается охлаждающее средство 56, посредством которого основа может быть охлаждена до температуры, например, в диапазоне ≤ 35°C. Охлаждающее средство 56 может быть основано, например, на водяном охлаждении, и может содержать множество зон охлаждения для того, чтобы обеспечить определенное охлаждение при помощи точно настраиваемых программ охлаждения. Длина зоны охлаждения может соответствовать рабочей длине прессующего средства 40. После охлаждающего средства 56 может быть предусмотрена, например, другая охлаждающая лента.
После этих стадий процесса основа 36, которая может иметь окончательную толщину в диапазоне от ≥ 3 мм до ≤ 5 мм, например, 4,1 мм, может быть сразу дополнительно обработан или сохранен, например, в виде основы 36 в форме полотна или в виде разделенных основ 36 в форме плит.
После этого могут следовать дальнейшие стадии:
g) опционального нанесения декоративной подложки по меньшей мере на часть основы 36,
h) нанесения декоративной отделки, воспроизводящей декоративный рисунок, по меньшей мере на часть основы 36,
i) нанесения защитного слоя по меньшей мере на часть декоративной отделки,
j) опционального структурирования защитного слоя, и
k) опциональной обработки основы 36 от электростатического разряда перед одной из вышеупомянутых стадий.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 - устройство
12 - ленточное конвейерное средство
13 - стрелка
14 - ленточное конвейерное средство
16 - отклоняющий ролик
18 - приемное пространство
20 - материал-основа
22 - блок выпуска
24 - выпускная головка
25 - труба
26 - рассеивающий ролик
28 - формующий блок
30 - формующее средство
32 - формующее средство
34 - нагревательное средство
36 - основа в форме полотна
38 - прессующее средство
40 - прессующее средство
42 - средство отпуска
44 - стальные ленты
46 - стальные ленты
48 - отклоняющий ролик
50 - отклоняющий ролик
52 - прессующее и/или нагревательное средство
54 - прессующее и/или нагревательное средство
56 - охлаждающее средство
58 - стрелка
60 - главный ролик
62 - ролик противодавления
64 - каландрирующий ролик
66 - отклоняющий ролик.
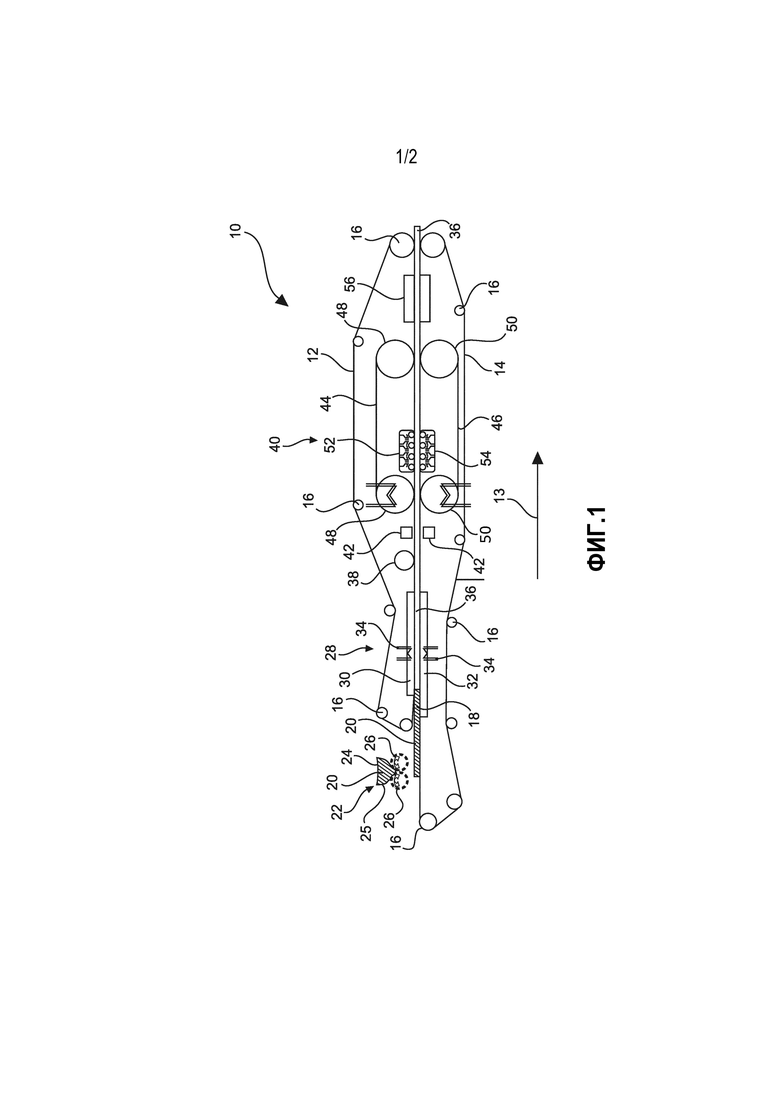
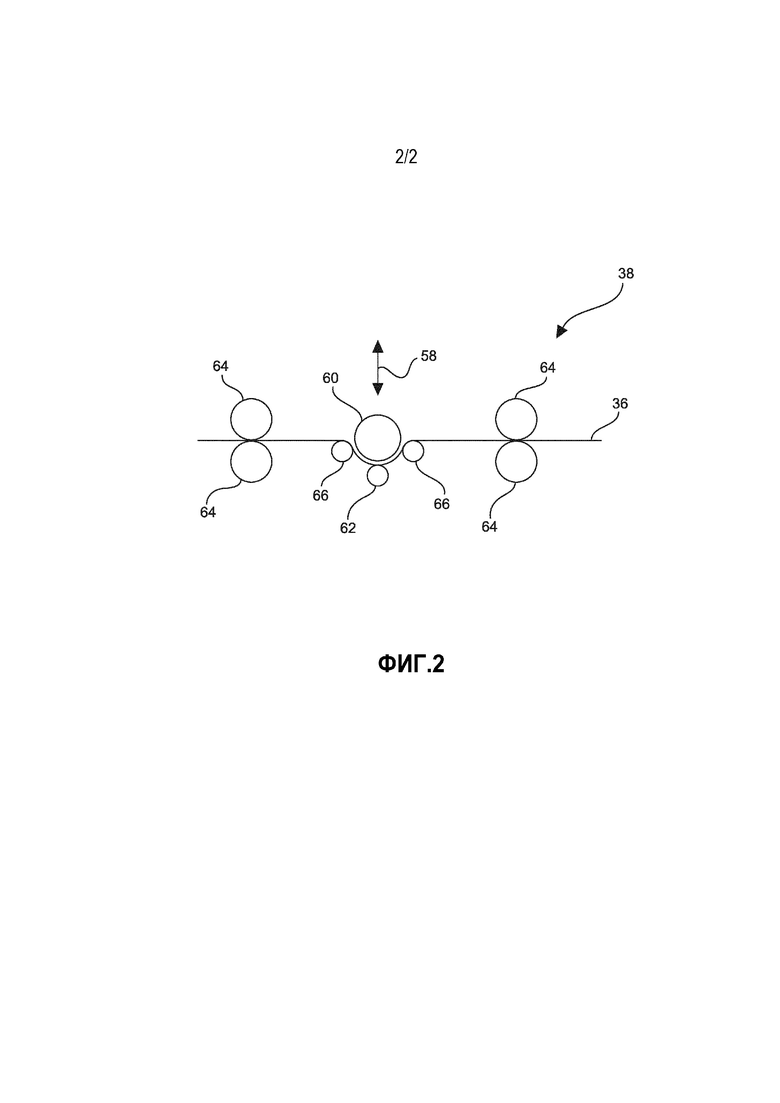
Настоящее изобретение относится к материалу-основе для производства декорированной стеновой или половой панели. Материал-основа может содержать матричный материал и твердый материал, причем матричный материал присутствует в количестве от ≥ 25 мас.% до < 55 мас.% по массе материала-основы, а твердый материал присутствует в количестве от ≥ 45 мас.% до ≤ 75 мас.% по массе материала-основы. Матричный материал и твердый материал вместе могут присутствовать в количестве ≥ 95 мас.% по массе материала-основы. Материал-основа отличается тем, что твердый материал сформирован по меньшей мере на 50 мас.% по массе твердого материала из твердой композиции, состоящей по меньшей мере из первого слоистого силикатного порошка и второго слоистого силикатного порошка, а матричный материал сформирован по меньшей мере на 50 мас.% по массе матричного материала из пластиковой композиции, состоящей из гомополимера и по меньшей мере первого сополимера и второго сополимера. При этом в материале-основе дополнительно присутствуют дополнительные вещества в количестве до <5 мас.% по массе материала-основы. Изобретение позволяет изготовить несущие плиты для стеновых или половых панелей на основе заявленного материала, которые обладают хорошими механическими свойствами и хорошей технологичностью, а также обладают улучшенными эластичными свойствами по сравнению с известными минерально-полимерными композитами. 2 н. и 13 з.п. ф-лы, 2 ил.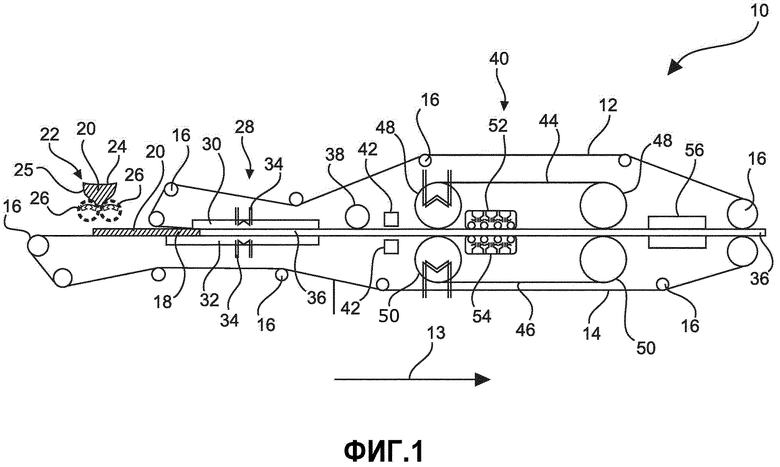
1. Материал-основа (20) для производства основы (36) для декорированной стеновой или половой панели, содержащий матричный материал и твердый материал, причем матричный материал присутствует в количестве от ≥ 25 мас. % до ≤ 55 мас. % по массе материала-основы, а твердый материал присутствует в количестве от ≥ 45 мас. % до ≤ 75 мас. % по массе материала-основы, и при этом матричный материал и твердый материал вместе присутствуют в количестве ≥ 95 мас. % по массе материала-основы,
отличающийся тем, что
твердый материал сформирован по меньшей мере на 50 мас. % по массе твердого материала из твердой композиции, состоящей по меньшей мере из первого слоистого силикатного порошка и второго слоистого силикатного порошка, а матричный материал сформирован по меньшей мере на 50 мас. % по массе матричного материала из пластиковой композиции, состоящей из гомополимера и по меньшей мере первого сополимера и второго сополимера, причем первый слоистый силикатный порошок в форме частиц имеет размер D50, меньший размера D50 второго слоистого силикатного порошка, при этом скорость течения расплава первого сополимера меньше, чем второго сополимера и гомополимера, а скорость течения расплава второго сополимера меньше, чем гомополимера и больше, чем первого сополимера, при этом в дополнение к твердому материалу и матричному материалу дополнительные вещества присутствуют в материале-основе в количестве < 5 мас. % по массе материала-основы.
2. Материал-основа по п. 1, отличающийся тем, что первый слоистый силикатный порошок и/или второй слоистый силикатный порошок содержат тальк.
3. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что
твердая композиция содержит первый слоистый силикатный порошок в количестве от ≥ 35 мас. % до ≤ 85 мас. % по массе твердой композиции, в форме частиц, имеющих размер D50 в диапазоне от ≥ 3 мкм до ≤ 6 мкм, и имеющих размер D98 в диапазоне от ≥ 10 мкм до ≤ 30 мкм, а также
содержит второй слоистый силикатный порошок в количестве от ≥ 15 мас. % до ≤ 65 мас. % по массе твердой композиции, в форме частиц, имеющих размер D50 в диапазоне от ≥ 6 мкм до ≤ 10 мкм, и имеющих размер D98 в диапазоне от ≥ 20 мкм до ≤ 40 мкм.
4. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что гомополимер, первый сополимер и второй сополимер содержат полипропилен.
5. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что первый сополимер содержит гетерофазный полипропилен, а второй сополимер содержит сополимер этилена и пропилена, а также изотактический полипропилен.
6. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что второй сополимер содержит этилен в количестве от ≥ 8 мас. % до ≤ 22 мас. %.
7. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что скорость течения расплава гомополимера больше, чем скорость течения расплава первого сополимера и второго сополимера.
8. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что скорость течения расплава второго сополимера больше, чем скорость течения расплава первого сополимера.
9. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что гомополимер присутствует в количестве от ≥ 10 мас. % до ≤ 40 мас. % по массе пластиковой композиции, и/или что первый сополимер присутствует в количестве от ≥ 40 мас. % до ≤ 70 мас. % по массе пластиковой композиции, и/или что второй сополимер присутствует в количестве от ≥ 10 мас. % до ≤ 40 мас. % по массе пластиковой композиции.
10. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что матричный материал в дополнение к пластиковой композиции содержит по меньшей мере одну окрашивающую добавку.
11. Материал-основа по п. 10, отличающийся тем, что окрашивающая добавка является пигментным составом, основанным на термопластичных материалах-основах, который имеет термостойкость до по меньшей мере 230°С.
12. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что матричный материал содержит полиэтилен в форме полиэтилена низкой плотности ПЭНП.
13. Материал-основа по любому из предшествующих пунктов, отличающийся тем, что твердый материал в дополнение к твердой композиции содержит по меньшей мере одно дополнительное твердое вещество.
14. Материал-основа по п. 13, отличающийся тем, что дополнительное твердое вещество имеет объемную плотность в диапазоне ≤ 2000 кг/м3 и/или что дополнительное твердое вещество выбрано из группы, состоящей из древесины, керамзита, туфа, пемзы, ячеистого бетона, неорганической пены и целлюлозы.
15. Декорированная панель, в частности декорированная стеновая или половая панель, содержащая основу (36) и декоративную отделку, нанесенную на основу, при этом, в частности, защитный слой, снабженный структурой, нанесен на декоративную отделку,
отличающаяся тем, что
основа (36) содержит материал-основу (20) по любому из предшествующих пунктов.
| Клапан для слива жидкости из колонны насосно-компрессорных труб | 2024 |
|
RU2829415C1 |
| Устройство для закрепления жгутообразного дренажного элемента в прессе для выделения жидкости из твердого прессуемого материала | 1989 |
|
SU1836232A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2518168C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРИРОВАННОЙ СТЕНОВОЙ ИЛИ ПОЛОВОЙ ПАНЕЛИ | 2015 |
|
RU2647233C1 |

