ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее раскрытие относится к прошивному стану и к способу изготовления бесшовной металлической трубы с использованием прошивного стана.
УРОВЕНЬ ТЕХНИКИ
[0002] Процесс Маннесмана является доступным как способ для изготовления бесшовной металлической трубы, которая представлена стальной трубой. В соответствии с процессом Маннесмана твердую круглую заготовку подвергают прошивке-прокатке с использованием прошивного стана для получения полой гильзы. Полую гильзу, изготовленную посредством прошивки-прокатки, затем подвергают прокатке с вытяжкой, чтобы получить полую гильзу с заданной толщиной стенки и внешним диаметром. Например, для прокатки с вытяжкой используется раскатной стан или стан для прокатки на оправке. Полую гильзу, которая подвергалась прокатке с вытяжкой, подвергают прокатке с регулированием диаметра с использованием калибровочного стана, такого как калибратор или редукционно-растяжной стан, чтобы тем самым получить бесшовную металлическую трубу, имеющую желаемый внешний диаметр.
[0003] Среди вышеупомянутых устройств для производства бесшовной металлической трубы, конфигурации прошивного стана и раскатного стана аналогичны друг другу. Прошивной стан и раскатной стан, каждый из них включает в себя множество косорасположенных валков, оправку и стержень оправки. Множество косорасположенных валков располагаются через регулярные интервалы вокруг линии прохождения, вдоль которой проходит материал (круглая заготовка в случае прошивного стана и полая оболочка в случае раскатного стана). Оправка располагается на линии прохождения между множеством косорасположенных валков. Оправка имеет форму пули, и внешний диаметр участка переднего конца оправки меньше внешнего диаметра участка заднего конца оправки. Участок переднего конца оправки располагается обращенным к материалу перед прошивкой-прокаткой или перед прокаткой с вытяжкой. Передний конец стержня оправки соединяется с центральной частью задней торцевой поверхности оправки. Стержень оправки располагается на линии прохождения и простирается вдоль линии прохождения.
[0004] Прошивной стан прижимает круглую заготовку как материал к оправке, одновременно вращая круглую заготовку в направлении по окружности с помощью множества косорасположенных валков, чтобы тем самым подвергнуть круглую заготовку прошивке-прокатке с образованием полой гильзы. Аналогично, раскатной стан вставляет оправку в полую гильзу как материал, одновременно вращая полую гильзу в направлении по окружности полой гильзы с помощью множества косорасположенных валков, и прокатывает полую гильзу между косорасположенными валками и оправкой, чтобы выполнить прокатку с вытяжкой полой гильзы.
[0005] В дальнейшем, в настоящем описании, прокатное устройство, которое оборудовано множеством косорасположенных валков, оправкой и стержнем оправки, такое как прошивной стан или раскатной стан, определяется как «прошивной стан». Кроме того, в соответствующих конфигурациях прошивного стана сторона входа косорасположенных валков прошивного стана определяется как «передняя», а сторона подачи косорасположенных валков прошивного стана определяется как «задняя».
[0006] В последнее время появились требования к повышению прочности бесшовных металлических труб. Например, в случае бесшовных труб для использования в нефтяных скважинах или газовых скважинах, сопровождающих углубление нефтяных скважин и газовых скважин, существует потребность в таких трубах, чтобы иметь высокую прочность. Например, для изготовления таких бесшовных металлических труб, которые имеют высокую прочность, полую гильзу подвергают закалке и отпуску после прошивки-прокатки и прокатки с вытяжкой.
[0007] Если распределение температуры в осевом направлении (продольном направлении) полой гильзы перед закалкой является неравномерным, микроструктура в полой оболочке после закалки может быть неоднородной в осевом направлении. Если микроструктура неоднородна в осевом направлении полой гильзы, могут возникнуть изменения механических свойств в осевом направлении изготовленной бесшовной металлической трубы. Соответственно, предпочтительно, чтобы возникновение изменений в распределении температуры в осевом направлении полой гильзы после процедуры прошивки-прокатки или прокатки с вытяжкой посредством прошивного стана было исключено. В частности, предпочтительно, чтобы возникновение разности температур между участком переднего конца и участком заднего конца полой гильзы после прошивки-прокатки или после прокатки с вытяжкой было исключено.
[0008] Способы уменьшения неоднородности в распределении температуры полой гильзы, изготовленной с использованием прошивного стана, предложены в опубликованной Японской заявке на патент № 3-99708 (патентная литература 1) и в опубликованной Японской заявке на патент № 2017-13102 (патентная литература 2).
[0009] В патентной литературе 1 описаны следующие аспекты. Задача патентной литературы 1 состоит в том, чтобы уменьшить разность температур между внутренней поверхностью и внешней поверхностью высоколегированной бесшовной трубы, имеющей высокое сопротивление деформации, которая вызвана теплом, возникающим при обработке, которое возникает во время прошивки-прокатки или прокатки с вытяжкой. В соответствии с патентной литературой 1 отверстие в форсунке, способное выбрасывать охлаждающую воду в направлении назад по диагонали, образовано в задней части оправки. Во время прошивки-прокатки охлаждающая вода выпускается из отверстия сопла в задней части оправки по направлению к внутренней поверхности полой гильзы, которая подвергается прошивке-раскатки. Таким образом, внутренняя поверхность, на которой температура увеличилась больше, чем на наружной поверхности из-за тепла, возникающего при обработке, охлаждается, тем самым уменьшая разницу температур между внутренней и наружной поверхностями полой гильзы.
[0010] В патентной литературе 2 описаны следующие аспекты. В прокатном станке для вытягивания, такой как раскатной стан, когда оправка вставляется в полую гильзу для выполнения прокатки с вытяжкой, температура оправки на начальной стадии прокатки с вытяжкой ниже, чем температура полой гильзы. Впоследствии, во время прокатки с вытяжкой температура оправки увеличивается из-за тепла полой гильзы, передаваемого оправке. С другой стороны, хотя температура полой гильзы на начальной стадии прокатки с вытяжкой является высокой, температура полой гильзы постепенно снижается из-за выделения тепла во время прокатки с вытяжкой. Другими словами, и температура оправки, и температура полой гильзы изменяется в течение периода от начала до конца прокатки с вытяжкой. Следовательно, существует проблема, которая заключается в том, что распределение температуры в осевом направлении полой гильзы после прокатки с вытяжкой является неоднородным (см. абзац [0010] патентной литературы 2). Следовательно, согласно патентной литературе 2, множество отверстий для выпуска предусмотрено на задней торцевой поверхности оправки или в участке переднего конца стержня оправки. Охлаждающая текучая среда распыляется на внутреннюю поверхность полой гильзы, которая подвергается прокатке с вытяжкой из отверстий для выпуска на задней торцевой поверхности оправки или отверстий для выпуска в участки переднего конца стержня оправки. Более конкретно, во-первых, распределение температуры в осевом направлении полой гильзы достигается заранее относительно времени, когда промежуточная полая оболочка подвергалась прокатке с вытяжкой без выпуска охлаждающей текучей среды из задней торцевой поверхности оправки или участка переднего конца стержня оправки. Затем выполняется прокатка с вытяжкой с одновременным регулированием количества охлаждающей текучей среды, выбрасываемой из отверстий для выпуска с задней торцевой поверхности оправки или отверстий для выпуска части переднего конца стержня оправки, на основе полученного распределения температуры. Таким образом, распределение температуры в осевом направлении полой гильзы после прокатки с вытяжкой может быть сделано равномерным (абзацы [0020], [0021] и тому подобное).
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0011] Патентная литература 1: опубликованная японская заявка на патент № 3-99708.
Патентная литература 2: опубликованная японская заявка на патент № 2017-13102.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0012] В соответствии с технологиями, предложенными в патентной литературе 1 и патентной литературе 2, полая оболочка охлаждается путем подачи охлаждающей текучей среды по направлению к внутренней поверхности полой гильзы из оправки или оправки, чтобы тем самым охладить внутреннюю поверхность полой гильзы. Однако когда применяются эти технологии, в некоторых случаях возникает разность температур между участком переднего конца полой гильзы, которая проходит через косорасположенные валки на начальной стадии прокатки, и участком заднего конца полой гильзы, которая проходит через косорасположенные валки в конце прокатки, и становиться трудным однородно распределять температуру в осевом направлении полой гильзы после прошивки-прокатки с помощью прошивного стана или после прокатки с вытяжкой с помощью раскатного стана.
[0013] Задачей настоящего раскрытия является предложить прошивной стан, который может уменьшить изменения температуры в продольном направлении (осевом направлении) полой гильзы после прошивки-прокатки или после прокатки с вытяжкой, а также предложить способ изготовления бесшовной металлической трубы с использованием прошивного стана.
РЕШЕНИЕ ЗАДАЧИ
[0014] Прошивной стан в соответствии с настоящим раскрытием представляет собой прошивной стан, который выполняет прошивку-прокатку или прокатку с вытяжкой материала для получения полой гильзы, содержащий:
множество косорасположенных валков, расположенных вокруг линии прохождения, вдоль которой проходит материал;
оправку, расположенную на линии прохождения между множеством косорасположенных валков;
стержень оправки, проходящий сзади от оправки вдоль линии прохождения от задней торцевой поверхности оправки; и
механизм охлаждения наружной поверхности, расположенный вокруг стержня оправки в положении, которое находится сзади от оправки, при этом расположен:
относительно наружной поверхности полой гильзы, продвигающейся через зону охлаждения, которая имеет определенную длину в осевом направлении стержня оправки и расположен сзади от оправки, если смотреть от направления продвижения полой гильзы, при этом механизм охлаждения наружной поверхности выпускает охлаждающую текучую среду к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения.
[0015] Способ изготовления бесшовной металлической трубы в соответствии с настоящим раскрытием представляет собой способ изготовления бесшовной металлической трубы с использованием вышеупомянутого прошивного стана, содержащий:
процесс прокатки, на котором материал подвергают прошивке-прокатке или прокатке с вытяжкой с использованием прошивного стана для формирования полой гильзы; и
процесс охлаждения, во время прошивки-прокатки или прокатки с вытяжкой, в зоне охлаждения заданного диапазона, простирающейся в осевом направлении стержня оправки, которая располагается позади заднего конца оправки, охлаждение полой гильзы, которая подвергается прошивке-прокатке или прокатке с вытяжкой и прохождению через оправку путем выпуска охлаждающей текучей среды к наружной поверхности полой гильзы.
ПОЛЕЗНЫЙ ЭФФЕКТ ИЗОБРЕТЕНИЯ
[0016] Прошивной стан, соответствующий настоящему раскрытию, может уменьшать изменения температуры в осевом направлении полой гильзы после прошивки-прокатки или после раскатки с вытяжкой. Способ изготовления бесшовной металлической трубы, соответствующий настоящему раскрытию может уменьшить изменения температуры в осевом направлении полой гильзы после прошивки-прокатки или после прокатки с вытяжкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] [Фиг. 1] Фиг. 1 - вид сбоку прошивного стана, соответствующего первому варианту осуществления.
[Фиг. 2] Фиг. 2 - увеличенный вид участка вблизи косорасположенных валков, изображенных на фиг. 1.
[Фиг. 3] Фиг. 3 - увеличенный вид участка вблизи косорасположенных валков, изображенных на фиг. 1, если смотреть от направления отличного от направления, изображенного на фиг. 2.
[Фиг. 4] Фиг. 4 - увеличенный вид вблизи стороны подачи косорасположенных валков прошивного стана, изображенного на фиг. 1.
[Фиг. 5] Фиг. 5 - вид спереди механизма охлаждения наружной поверхности, изображенного на фиг. 4, если смотреть от направления продвижения полой гильзы.
[Фиг. 6] Фиг. 6 - вид спереди механизма охлаждения наружной поверхности, отличного от механизма охлаждения наружной поверхности, изображенного на фиг. 5.
[Фиг. 7] Фиг. 7 - вид спереди механизма охлаждения наружной поверхности, отличного от механизмов охлаждения наружной поверхности, изображенных на фиг. 5 и фиг. 6.
[Фиг. 8] Фиг. 8 - увеличенный вид вблизи стороны подачи косорасположенных валков прошивного стана, соответствующего второму варианту осуществления.
[Фиг. 9] Фиг. 9 - вид спереди механизма переднего ограждения, изображенного на фиг. 8, если смотреть от направления продвижения полой гильзы.
[Фиг. 10] Фиг. 10 - чертеж в сечении верхнего элемента переднего ограждения, изображенного на фиг. 9, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 11] Фиг. 11 - чертеж в сечении нижнего элемента переднего ограждения, изображенного на фиг. 9, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 12] Фиг. 12 - чертеж в сечении левого элемента переднего ограждения, изображенного на фиг. 9, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 13] Фиг. 13 - чертеж в сечении правого элемента переднего ограждения, изображенного на фиг. 9, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 14] Фиг. 14 - вид спереди механизма переднего ограждения другой формы, отличной от механизма переднего ограждения, изображенного на фиг. 9.
[Фиг. 15] Фиг. 15 - вид спереди механизма переднего ограждения другой формы, отличной от механизмов переднего ограждения, изображенных на фиг. 9 и фиг. 14.
[Фиг. 16] Фиг. 16 - вид спереди механизма переднего ограждения другой формы, отличной от механизмов переднего ограждения, изображенных на фиг. 9, фиг. 14 и фиг. 15.
[Фиг. 17] Фиг. 17 - вид спереди механизма переднего ограждения другой формы, отличной от механизмов переднего ограждения, изображенных на фиг. 9 и фиг. 14-16.
[Фиг. 18] Фиг. 18 - вид спереди механизма переднего ограждения другой формы, отличной от механизмов переднего ограждения, изображенных на фиг. 9 и фиг. 14-17.
[Фиг. 19] Фиг. 19 - вид спереди механизма переднего ограждения, который иллюстрирует состояние, в котором множество элементов ограждения, изображенных на фиг. 18, были подведены близко к наружной поверхности полой гильзы во время прошивки-прокатки или прокатки с вытяжкой.
[Фиг. 20] Фиг. 20 - увеличенный вид вблизи стороны подачи косорасположенных валков прошивного стана, соответствующего третьему варианту осуществления.
[Фиг. 21] Фиг. 21 - вид спереди механизма заднего ограждения, изображенного на фиг. 20, если смотреть от направления продвижения полой гильзы.
[Фиг. 22] Фиг. 22 - чертеж в поперечном сечении верхнего элемента заднего ограждения, изображенного на фиг. 21, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 23] Фиг. 23 - чертеж в поперечном сечении нижнего элемента заднего ограждения, изображенного на фиг. 21, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 24] Фиг. 24 - чертеж в поперечном сечении левого элемента заднего ограждения, изображенного на фиг. 21, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 25] Фиг. 25 - чертеж в поперечном сечении правого элемента заднего ограждения, изображенного на фиг. 21, если смотреть от направления, параллельного направлению продвижения полой гильзы.
[Фиг. 26] Фиг. 26 - вид спереди механизма заднего ограждения другой формы, отличной от механизма заднего ограждения, изображенного на фиг. 21.
[Фиг. 27] Фиг. 27 - вид спереди механизма заднего ограждения другой формы, отличной от механизмов заднего ограждения, изображенных на фиг. 21 и фиг. 26.
[Фиг. 28] Фиг. 28 - вид спереди механизма заднего ограждения другой формы, отличной от механизмов заднего ограждения, изображенных на фиг. 21, фиг. 26 и фиг. 27.
[Фиг. 29] Фиг. 29 - вид спереди механизма заднего ограждения другой формы, отличной от механизмов заднего ограждения, изображенных на фиг. 21 и фиг. 26-28.
[Фиг. 30] Фиг. 30 - вид спереди механизма заднего ограждения другой формы, отличной от механизмов заднего ограждения, изображенных на фиг. 21 и фиг. 26-29.
[Фиг. 31] Фиг. 31 - вид спереди механизма заднего ограждения, иллюстрирующий состояние, в котором множество элементов пластин ограждения, изображенных на фиг. 30, были подведены близко к наружной поверхности полой гильзы во время прошивки-прокатки или прокатки с вытяжкой.
[Фиг. 32] Фиг. 32 - увеличенный вид вблизи стороны подачи косорасположенных валков прошивного стана, соответствующего четвертому варианту осуществления.
[Фиг. 33] Фиг. 33 - вид, иллюстрирующий отношение между истекшим временем от начала испытания и коэффициентом теплопередачи, которое было получено в испытании методом моделирования, проведенном в примере.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0018] СУЩНОСТЬ И ОБЪЕМ НАСТОЯЩЕГО РАСКРЫТИЯ
Авторы настоящего изобретения провели изучение и исследования с целью выяснения причины, из-за которой разность температур между участком переднего конца и участком заднего конца в осевом направлении (продольном направлении) полой гильзы после прошивки-прокатки или прокатки с вытяжкой не уменьшается в достаточной степени, когда применяются технологии, раскрытые в патентной литературе 1 и патентной литературе 2. Здесь термин «участок переднего конца полой гильзы» обозначает, тот участок конца из двух участком конца в осевом направлении полой гильзы, который проходит через оправку первым во время прошивки-прокатки или прокатки с вытяжкой. Термин «участок заднего конца полой гильзы» обозначает тот участок конца, который проходит через оправку последним во время прошивки-прокатки или прокатки с вытяжкой. Кроме того, в настоящем описании, что касается направлений соответствующих конфигураций прошивного стана, сторона входа прошивного стана определяется как «передняя», а сторона подачи прошивного стана определяется как «задняя».
[0019] В результате изучений и исследований, проведенных авторами настоящего изобретения, было обнаружено, что существует возможность возникновения следующих проблем, когда применяются технологии, раскрытые в патентной литературе 1 и 2. В соответствии с патентной литературой 1 и патентной литературой 2 во время прошивки-прокатки или во время прокатки с вытяжкой охлаждающая вода или охлаждающая текучая среда непрерывно выпускаются в направлении внутренней поверхности полой гильзы с участка заднего конца оправки или с участка переднего конца стержня оправки. В этом случае сразу после того, как участок внутренней поверхности полой гильзы проходит через оправку, участок внутренней поверхности полой гильзы охлаждается. Однако хладагент, который выпускается по направлению к внутренней поверхности полой гильзы из оправки или стержня оправки, ударяется о внутреннюю поверхность и падает вниз. Хладагент, который упал вниз, может накапливаться на участке внутренней поверхности, который относительно всей внутренней поверхности полой гильзы, подвергаемой прошивке-прокатке и прокатке с вытяжкой, является участком, который расположен ниже, чем стержень оправки.
[0020] На начальной стадии прокатки при выполнении прошивки-прокатки или прокатки с вытяжкой, участок переднего конца раскатываемой полой гильзы проходит через оправку. В это самое время участок переднего конца полой гильзы является открытым пространством, в то время как, с другой стороны всей полой гильзы участок вблизи оправки 2 является закрытым пространством. По мере раскатки расстояние от заднего конца оправки, которое является закрытым пространством, до переднего конца (открытого пространства) полой гильзы увеличивается. По мере того как расстояние до открытого пространства увеличивается, вышеупомянутое скопление хладагента накапливается на большем расстоянии (более широко) в продольном направлении полой гильзы. Хотя участок внутренней поверхности, на которой хладагент накапливается, охлаждается, область, в которой хладагент накапливается, изменяется по мере прокатки. Следовательно, в каждой позиции в осевом направлении полой гильзы возникают различия в отношении продолжительности периода времени для охлаждения.
[0021] В частности, участок переднего конца полой гильзы может охлаждаться в течение длительного периода времени за счет скопившегося хладагента, и, следовательно, его температура снижается. С другой стороны, очевидно, что внутренней поверхности полой гильзы не существует сзади участка заднего конца полой гильзы. Следовательно, когда участок заднего конца полой гильзы проходит через оправку, хладагент не накапливается. Соответственно, период времени охлаждения внутренней поверхности участка заднего конца полой гильзы короче периода времени охлаждения внутренней поверхности участка переднего конца полой гильзы. Следовательно, разность температур возникает между участком переднего конца и участком заднего конца полой гильзы.
[0022] На основании новых результатов, описанных выше, авторы настоящего изобретения провели исследования, касающиеся способов исключения возникновения разности температур между участком переднего конца и участком заднего конца полой гильзы.
[0023] В случае, когда полая оболочка, подвергнутая прошивке-прокатке или прокатке с вытяжкой, охлаждается с внутренней поверхности, как описано выше, существует вероятность того, что может произойти накопление охлаждающей среды, и может возникнуть разность температур между участком переднего конца и участком заднего конца полой гильзы. С другой стороны, в случае, когда полая оболочка, подвергнутая прошивке-прокатке или прокатке с вытяжкой, охлаждается с наружной поверхности путем выпуска охлаждающей текучей среды в направлении, если смотреть от направления продвижения полой гильзы, к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы, проблемы накопления хладагента не возникает. Это связано с тем, что когда полая оболочка охлаждается с наружной поверхности, в отличие от случая охлаждения полой гильзы с внутренней поверхности, хладагент опускается ниже полой гильзы с наружной поверхности полой гильзы. Таким образом, авторы настоящего изобретения пришли к выводу, что если на стороне подачи косорасположенных валков полая оболочка охлаждается с наружной поверхности, за счет выбрасывания охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы, возникновение разности температур между участком переднего конца и участком заднего конца полой гильзы может быть исключено.
[0024] Конфигурация прошивного стана, соответствующего настоящему варианту осуществления, которая была завершена на основе вышеупомянутых результатов, является такой, как описано ниже.
[0025] Прошивной стан, соответствующий конфигурации (1) представляет собой прошивной стан, который выполняет прошивку-раскатку или раскатку с вытяжкой материала для получения полой гильзы, содержащий:
множество косорасположенных валков, расположенных вокруг линии прохождения, вдоль которой проходит материал;
оправку, расположенную на линии прохождения между множеством косорасположенных валков;
стержень оправки, проходящий сзади от оправки вдоль линии прохождения от заднего конца оправки; и
механизм охлаждения наружной поверхности, расположенный вокруг стержня оправки в положении, которое находится сзади от оправки, при этом:
относительно наружной поверхности полой гильзы, продвигающейся через зону охлаждения, которая имеет определенную длину в осевом направлении стержня оправки и расположена сзади оправки, если смотреть от направления продвижения полой гильзы, механизм охлаждения наружной поверхности выпускает охлаждающую текучую среду к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения.
[0026] В прошивном стане, соответствующем конфигурации (1), в положении, которое находится сзади оправки, верхний участок наружной поверхности, нижний участок наружной поверхности, левый участок наружной поверхности и правый участок наружной поверхности полой гильзы, которая подвергается прошивке-прокатке или прокатке с вытяжкой, охлаждаются внутри зоны охлаждения определенной длины. В этом случае после того, как охлаждающая текучая среда, которая используется для охлаждения, выпускается к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы внутри зоны охлаждения для охлаждения полой гильзы, охлаждающая текучая среда стекает вниз под полую гильзу и не остается на полой оболочке. Следовательно, полая оболочка охлаждается охлаждающей текучей среды внутри зоны охлаждения, и является затруднительным для полой гильзы, чтобы подвергаться охлаждению охлаждающей текучей среды в зоне, отличной от зоны охлаждения. Следовательно, периоды времени охлаждения посредством охлаждающей текучей среды в соответствующих местах в осевом направлении полой гильзы в некоторой степени являются одинаковыми. Таким образом, возникновение ситуации, в которой разность температур между участком переднего конца и участком заднего конца полой гильзы является большой вследствие накопления охлаждающей текучей среды на внутренней поверхности полой гильзы, которое возникает при использовании обычной технологии, может быть исключено, и изменение температуры в осевом направлении полой гильзы может быть уменьшено.
[0027] Прошивной стан, соответствующий конфигурации (2), соответствует прошивному стану, соответствующему (1), при этом:
механизм охлаждения наружной поверхности включает в себя:
верхний элемент охлаждения наружной поверхности, расположенный над стержнем оправки, если смотреть от направления продвижения полой гильзы, причем верхний элемент охлаждения наружной поверхности включает в себя множество отверстий верхней части для выпуска охлаждающей текучей среды, которые выпускают охлаждающую текучую среду к верхнему участку наружной поверхности полой гильзы в зоне охлаждения;
нижний элемент охлаждения наружной поверхности, расположенный под стержнем оправки, если смотреть от направления продвижения полой гильзы, причем нижний элемент охлаждения наружной поверхности включает в себя множество отверстий нижней части для выпуска охлаждающей текучей среды, которые выпускают охлаждающую текучую среду к нижнему участку наружной поверхности полой гильзы в зоне охлаждения;
левый элемент охлаждения наружной поверхности, расположенный слева от стержня оправки, если смотреть от направления продвижения полой гильзы, причем левый элемент охлаждения наружной поверхности включает в себя множество отверстий левой части для выпуска охлаждающей текучей среды, которые выпускают охлаждающую текучую среду к левому участку наружной поверхности полой гильзы в зоне охлаждения; и
правый элемент охлаждения наружной поверхности, расположенный справа от стержня оправки, если смотреть от направления продвижения полой гильзы, причем правый элемент охлаждения наружной поверхности, включает в себя множество отверстий правой части для выпуска охлаждающей текучей среды, которые выпускают охлаждающую текучую среду к правому участку наружной поверхности полой гильзы в зоне охлаждения.
[0028] В прошивном стане в соответствии с конфигурацией (2), механизм охлаждения наружной поверхности выпускает охлаждающую текучую к верхнему участку наружной поверхности полой гильзы из верхнего элемента охлаждения наружной поверхности, выпускает охлаждающую текучую среду к нижнему участку наружной поверхности полой гильзы из нижнего элемента охлаждения наружной поверхности, выпускает охлаждающую текучую среду к левому участку наружной поверхности полой гильзы из левого элемента охлаждения наружной поверхности и выпускает охлаждающую текучую среду к правому участку полой гильзы из правого элемента охлаждения наружной поверхности, при этом верхний элемент охлаждения наружной поверхности, нижний элемент охлаждения наружной поверхности, левый элемент охлаждения наружной поверхности и правый элемент охлаждения наружной поверхности располагаются вокруг стержня оправки. Таким образом, что касается наружной поверхности полой гильзы, которая находится внутри зоны охлаждения, верхний участок наружной поверхности, нижний участок наружной поверхности, левый участок наружной поверхности и правый участок наружной поверхности полой гильзы, которые находятся внутри определенной области (зоны охлаждения) в осевом направлении полой гильзы, могут быть охлаждены. Кроме того, охлаждающая текучая среда может легко выбрасываться к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы в зоне охлаждения, естественным образом падать под действием силы тяжести, и охлаждающей текучей среде трудно вытечь наружу из зоны охлаждения. Следовательно, возникновение ситуации, при которой верхний участок наружной поверхности, нижний участок наружной поверхности, левый участок наружной поверхности или правый участок наружной поверхности полой гильзы находятся в иной зоне, чем зона охлаждения и охлаждаются охлаждающей текучей средой, выбрасываемой внутрь зоны охлаждения, может быть исключено. В результате изменения температуры в осевом направлении полой гильзы могут быть уменьшены.
[0029] Следует отметить, что верхний элемент охлаждения наружной поверхности, нижний элемент охлаждения наружной поверхности, левый элемент охлаждения наружной поверхности и правый элемент охлаждения наружной поверхности могут быть отдельными и независимыми элементами или могут быть связаны друг с другом как единое целое. Например, если смотреть от направления продвижения полой гильзы, левый край верхнего элемента охлаждения наружной поверхности и верхний край левого элемента охлаждения наружной поверхности могут быть соединены, и правый край верхнего элемента охлаждения наружной поверхности и верхний край правого элемента охлаждения наружной поверхности может быть соединены. Кроме того, если смотреть от направления продвижения полой гильзы, левый край нижнего элемента охлаждения наружной поверхности и нижний край левого элемента охлаждения наружной поверхности могут быть соединены, и правый край нижнего элемента охлаждения наружной поверхности и нижний край правого элемента охлаждения наружной поверхности могут быть соединены. Кроме того, верхний элемент охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, нижний элемент охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, левый элемент охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, и правый элемент охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми.
[0030] Прошивной стан, соответствующий конфигурации (3) соответствует прошивному стану, соответствующему конфигурации (2), при этом:
охлаждающая текучая среда представляет собой газ и/или жидкость.
[0031] В прошивном стане, соответствующем конфигурации (3), в качестве охлаждающей текучей среды механизм охлаждения наружной поверхности может использовать газ, может использовать жидкость или может использовать как газ, так и жидкость. Здесь газом является, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве охлаждающей текучей среды может использоваться только воздух или только инертный газ, либо как воздух, так и инертный газ. Кроме того, в качестве инертного газа может использоваться только один вид инертного газа (например, только газообразный аргон или только газообразный азот), или может быть смешано и использовано множество инертных газов. В случае использования жидкости в качестве охлаждающей текучей среды, жидкость представляет собой, например, воду или масло, и предпочтительно представляет собой воду.
[0032] Прошивной стан, соответствующий конфигурации (4), соответствует прошивному стану, соответствующему конфигурации любого из пунктов (1)-(3), дополнительно содержащий:
механизм переднего ограждения, который располагается вокруг стержня оправки в положении, которое находится сзади от оправки и впереди от механизма охлаждения наружной поверхности, при этом:
механизм переднего ограждения содержит механизм, который, когда механизм охлаждения наружной поверхности охлаждает полую гильзу в зоне охлаждения, за счет выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы, предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы до того, как полая оболочка войдет в зону охлаждения.
[0033] В прошивном стане, соответствующем конфигурации (4), после того как охлаждающая текучая среда выпускается к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы в зоне охлаждения и входит в контакт с верхним участком наружной поверхности, нижним участком наружной поверхности, левым участком наружной поверхности и правым участком наружной поверхности полой гильзы, механизм переднего ограждения предотвращает протекание охлаждающей текучей среды к участкам наружной поверхности полой гильзы, которые находятся спереди от зоны охлаждения. Следовательно, является затруднительным для охлаждающей текучей среды, которая выпускается к наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, протекать вперед из зоны охлаждения, и охлаждающая текучая среда падает под действием силы тяжести вниз внутри зоны охлаждения. Таким образом, возникновение разности температур между участком переднего конца и участком заднего конца полой гильзы может быть дополнительно исключено. В результате изменение температуры в осевом направлении полой гильзы может быть дополнительно уменьшено.
[0034] Прошивной стан, соответствующий конфигурации (5), соответствует прошивному стану, описанному в (4), при этом:
механизм переднего ограждения включает в себя:
верхний элемент переднего ограждения, включающий в себя множество отверстий верхней части для выпуска текучей среды переднего ограждения, который располагается над стержнем оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду переднего ограждения к верхнему участку наружной поверхности полой гильзы, которая располагается вблизи от стороны входа зоны охлаждения и предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения;
левый элемент переднего ограждения, включающий в себя множество отверстий нижней части для выпуска текучей среды переднего ограждения, который располагается слева от стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду переднего ограждения к левому участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения и предотвращает протекание охлаждающей текучей среды к левому участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения; и
правый элемент переднего ограждения, включающий в себя множество отверстий правой части для выпуска текучей среды переднего ограждения, который располагается справа от стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду для переднего ограждения к правому участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения и предотвращает протекание охлаждающей текучей среды к правому участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения.
[0035] В прошивном стане, соответствующем конфигурации (5), верхний элемент переднего ограждения перекрывает охлаждающую текучую среду, которая контактирует с верхним участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится перед зоной охлаждения, с помощью текучей среды переднего ограждения, которую верхний элемент переднего ограждения выпускает вблизи от стороны входа зоны охлаждения. Левый элемент переднего ограждения перекрывает охлаждающую текучую среду, которая контактирует с левым участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится перед зоной охлаждения, с помощью текучей среды переднего ограждения, которую левый элемент переднего ограждения выпускает вблизи от стороны входа зоны охлаждения. Правый элемент переднего ограждения перекрывает охлаждающую текучую среду, которая контактирует с правым участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится перед зоной охлаждения, с помощью текучей среды переднего ограждения, которую правый элемент переднего ограждения выпускает вблизи от стороны входа зоны охлаждения. Следовательно, текучая среда переднего ограждения, выбрасываемая из верхнего элемента переднего ограждения, текучая среда переднего ограждения, выбрасываемая из левого элемента переднего ограждения, и текучая среда переднего ограждения, выбрасываемая из правого элемента переднего ограждения, действуют в ограждения (защитные стенки). Таким образом, контакт охлаждающей текучей среды с участками наружной поверхности полой гильзы, которые находятся впереди зоны охлаждения, может быть исключен, и изменение температуры в осевом направлении полой гильзы может быть уменьшено. Следует отметить, что охлаждающая текучая среда, выбрасываемая к нижнему участку наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, легко естественным образом падает вниз под полую гильзу под действием силы тяжести после контакта с нижней частью наружной поверхности полой гильзы. Следовательно, прошивной стан, соответствующий конфигурации (19) не обязан включать в себя нижний элемент переднего ограждения.
[0036] Следует отметить, что фраза «вблизи от стороны входа зоны охлаждения» означает близость от переднего конца зоны охлаждения. Хотя диапазон близости от стороны входа зоны охлаждения конкретно не ограничивается, например, фраза означает диапазон в пределах 1000 мм до и после стороны (переднего конца) входа зоны охлаждения и предпочтительно означает диапазон в пределах 500 мм до и после стороны (переднего конца) входа зоны охлаждения и более предпочтительно означает диапазон в пределах 200 мм до и после стороны (переднего конца) входа зоны охлаждения.
[0037] Прошивной стан, соответствующий конфигурации (6), соответствует прошивному стану, описанному в (5), при этом:
верхний элемент переднего ограждения выпускает текучую среду переднего ограждения, по диагонали назад к верхнему участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения, из множества отверстий верхней части для выпуска текучей среды переднего ограждения;
левый элемент переднего закрытия, выпускает текучую среду переднего ограждения, по диагонали назад к левому участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения, из множества отверстий левой части для выпуска текучей среды переднего ограждения; и
правый элемент переднего закрытия, выпускает текучую среду переднего ограждения, по диагонали назад к правому участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения, из множества отверстий правой части для выпуска текучей среды переднего ограждения.
[0038] В прошивном стане, соответствующем конфигурации (6), верхний элемент переднего закрытия, выпускает текучую среду переднего ограждения по диагонали назад к верхнему участку наружной поверхности полой гильзы вблизи от стороны входа зоны охлаждения из отверстий верхней части для выпуска текучей среды переднего ограждения. Следовательно, верхний элемент переднего ограждения образует сверху перекрытие (защитную стенку) из текучей среды переднего ограждения, которое проходит по диагонали назад к верхнему участку наружной поверхности полой гильзы. Аналогичным образом, левый элемент переднего ограждения выпускает текучую среду переднего ограждения по диагонали назад к левому участку наружной поверхности полой гильзы вблизи от стороны входа зоны охлаждения из отверстий левой части для выпуска текучей среды переднего ограждения. Следовательно, левый элемент переднего ограждения образует перекрытие (защитную стенку) из текучей среды переднего ограждения, которое проходит по диагонали назад к левому участку наружной поверхности полой гильзы из левого направления. Аналогичным образом, правый элемент переднего ограждения выпускает текучую среду переднего ограждения по диагонали назад к правому участку наружной поверхности полой гильзы, вблизи от стороны входа зоны охлаждения, из отверстий правой части для выпуска текучей среды переднего ограждения. Следовательно, правый элемент переднего ограждения, образует перекрытие (защитную стенку) из текучей среды переднего ограждения, которое проходит по диагонали назад к правому участку наружной поверхности полой гильзы с правой стороны. Эти ограждения перекрывают охлаждающую текучую среду, которая контактирует с участками наружной поверхности полой гильзы в зоне охлаждения и отскакивает от них, и пытается вылететь в зону, которая находится впереди зоны охлаждения. Кроме этого, после того, как текучая среда переднего ограждения, образующая перекрытие, контактирует с участками наружной поверхности полой гильзы вблизи от стороны входа зоны охлаждения, текучая среда переднего ограждения легко протекает в зону охлаждения. Следовательно, может быть исключено возникновение ситуации, в которой текучая среда переднего ограждения, образующая перекрытие, охлаждает участки наружной поверхности полой гильзы, которые находятся впереди зоны охлаждения.
[0039] Прошивной стан, соответствующий конфигурации (7), соответствует прошивному стану, описанному в (5) или (6), при этом:
механизм переднего ограждения дополнительно включает в себя:
нижний элемент переднего ограждения, включающий в себя множество отверстий нижней части для выпуска текучей среды переднего ограждения, который располагается ниже стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду переднего ограждения к нижнему участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения и предотвращает протекание охлаждающей текучей среды к нижнему участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения.
[0040] В прошивном стане, соответствующем конфигурации (7), вместе с верхним элементом переднего ограждения, левым элементом переднего ограждения и правым элементом переднего ограждения, нижний элемент переднего ограждения выпускает текучую среду переднего ограждения вблизи от стороны входа зоны охлаждения и перекрывает охлаждающую текучую, которая контактирует с нижним участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него, и пытается вылететь в зону, которая находится впереди зоны охлаждения. Следовательно, контакт охлаждающей текучей среды с участками наружной поверхности полой гильзы, которые находятся впереди зоны охлаждения, может быть дополнительно исключен, и изменение температуры в осевом направлении полой гильзы может быть дополнительно уменьшено.
[0041] Следует отметить, что верхний элемент переднего ограждения, нижний элемент переднего ограждения, левый элемент переднего ограждения и правый элемент переднего ограждения могут каждый быть отдельными и независимыми элементами или могут быть соединены друг с другом в единое целое. Например, если смотреть от направления продвижения полой гильзы, левый край верхнего элемента переднего ограждения и верхний край левого элемента переднего ограждения могут быть соединены, и правый край верхнего элемента переднего ограждения и верхний край правого элемента переднего ограждения могут быть соединены. Кроме того, если смотреть от направления продвижения полой гильзы, левый край нижнего элемента переднего ограждения и нижний край левого элемента переднего ограждения могут быть соединены, и правый край нижнего элемента переднего ограждения и нижний край правого элемента переднего ограждения могут быть соединены. Кроме того, верхний элемент переднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, нижний элемент переднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, левый элемент переднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, и правый элемент переднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми.
[0042] Прошивной стан, соответствующий конфигурации (8), соответствует прошивному стану, соответствующему конфигурации (7), при этом:
нижний элемент переднего ограждения, выпускает текучую среду переднего ограждения по диагонали назад к нижнему участку наружной поверхности полой гильзы, который располагается вблизи от стороны входа зоны охлаждения, из множества отверстий нижней части для выпуска текучей среды переднего ограждения.
[0043] В прошивном стане, соответствующем конфигурации (8), вместе с верхним элементом переднего ограждения, левым элементом переднего ограждения и правым элементом переднего ограждения, нижний элемент переднего ограждения выпускает текучую среду переднего ограждения по диагонали назад к нижнему участку наружной поверхности полой гильзы вблизи от стороны входа зоны охлаждения от отверстий нижней части для выпуска текучей среды переднего ограждения. Следовательно, нижний элемент переднего ограждения образует снизу перекрытие (защитную стенку) из текучей среды переднего ограждения, которое проходит по диагонали назад к нижнему участку наружной поверхности полой гильзы. Эти ограждения перекрывают охлаждающую текучую среду, которая контактирует с участками наружной поверхности полой гильзы в зоне охлаждения и отскакивает от них и пытается вылететь в зону, которая находится впереди зоны охлаждения. Кроме этого, после того, как текучая среда переднего ограждения, образующая перекрытие, соприкасается с участками наружной поверхности полой гильзы вблизи от стороны входа зоны охлаждения, текучая среда переднего ограждения легко протекает в зону охлаждения. Следовательно, может быть исключено возникновение ситуации, при которой текучая среда переднего ограждения, образующая перекрытие, охлаждает участки наружной поверхности полой гильзы, которые находятся впереди зоны охлаждения.
[0044] Прошивной стан, соответствующий конфигурации (9), соответствует прошивному станому, соответствующему конфигурации любого из (5)-(8), в котором:
текучая среда переднего ограждения представляет собой газ и/или жидкость.
[0045] В этом случае в качестве текучей среды переднего ограждения может быть использован газ, может быть использована жидкость, либо могут быть использованы жидкость и газ. Здесь газом является, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды переднего ограждения может использоваться только воздух или только инертный газ, либо могут использоваться воздух и инертный газ. Кроме того, в качестве инертного газа может использоваться только один вид инертного газа (например, только газообразный аргон или только газообразный азот), или может быть смешано и использовано множество инертных газов. В случае использования жидкости в качестве текучей среды переднего ограждения жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0046] Прошивной стан, соответствующий конфигурации (10), соответствует с прошивному стану, соответствующему конфигурациям любого из пунктов (1)-(9), дополнительно содержащий:
механизм заднего ограждения, который располагается вокруг стержня оправки в положении, которое находится сзади от механизма охлаждения наружной поверхности, при этом:
механизм заднего ограждения включает в себя механизм, который, когда механизм охлаждения наружной поверхности охлаждает полую гильзу, посредством выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы, предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
[0047] В прошивном стане, соответствующем конфигурации (10), после того, как охлаждающая текучая среда выброшена к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы в зоне охлаждения и вошла в контакт с верхним участком наружной поверхности, нижним участком наружной поверхности, левым участком наружной поверхности и правым участком наружной поверхности полой гильзы, механизм заднего ограждения перекрывает охлаждающую текучую среду от протекания к участкам наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения. Таким образом, возникновение разности температур между участком переднего конца и участком заднего конца полой гильзы может быть дополнительно исключено. В результате изменение температуры в осевом направлении полой гильзы может быть дополнительно уменьшено.
[0048] Прошивной стан, соответствующий конфигурации (11), соответствует прошивному стану, описанному в (10), в котором:
механизм заднего ограждения включает в себя:
верхний элемент заднего ограждения, включающий в себя множество отверстий верхней части для выпуска текучей среды заднего ограждения, который располагается над стержнем оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду заднего ограждения к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и перекрывает охлаждающую текучую среду от протекания к верхнему участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения;
левый элемент заднего ограждения, включающий в себя множество отверстий левой части для выпуска текучей среды заднего ограждения, который располагается слева от стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду заднего ограждения к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и предотвращает протекание охлаждающей текучей среды к левому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения; и
правый элемент заднего ограждения, включающий в себя множество отверстий правой части для выпуска текучей среды заднего ограждения, который располагается справа от стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду заднего ограждения к правому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и предотвращает протекание охлаждающей текучей среды к правому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
[0049] В прошивном стане, соответствующем конфигурации (11), верхний элемент заднего ограждения перекрывает охлаждающую текучую среду, которая контактирует с верхним участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится сзади от зоны охлаждения с помощью текучей среды заднего ограждения, которую верхний элемент заднего ограждения выпускает вблизи стороны подачи зоны охлаждения. Левый элемент заднего ограждения перекрывает охлаждающую текучую среду, которая контактирует с левым участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится сзади от зоны охлаждения, посредством текучей среды заднего ограждения, которую левый элемент заднего ограждения выпускает вблизи стороны подачи зоны охлаждения. Правый элемент заднего ограждения, перекрывает охлаждающую текучую среду, которая контактирует с правым участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь из зоны, находящейся сзади от зоны охлаждения, с помощью текучей среды заднего ограждения, которую правый элемент заднего ограждения выпускает вблизи стороны подачи зоны охлаждения. Следовательно, текучая среда заднего ограждения, выбрасываемая из верхнего элемента заднего ограждения, текучая среда заднего ограждения, выбрасываемая из левого элемента заднего ограждения, и текучая среда заднего ограждения, выбрасываемая из правого элемента заднего ограждения, действуют в качестве ограждения (защитных стенок). Таким образом, контакт охлаждающей текучей среды с участками наружной поверхности полой гильзы в зоне, которая находится позади зоны охлаждения, может быть исключен, и изменения температуры в осевом направлении полой гильзы могут быть уменьшены. Следует отметить, что охлаждающая текучая среда, выбрасываемая к нижнему участку наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, легко, естественным образом падает вниз под полую гильзу под действием силы тяжести после контакта с нижним участком наружной поверхности полой гильзы. Следовательно, прошивной стан, соответствующий конфигурации (24) не обязан включать в себя нижний элемент заднего ограждения.
[0050] Обратите внимание, что фраза «вблизи от стороны подачи зоны охлаждения» означает близость к заднему концу зоны охлаждения. Хотя диапазон близости стороны подачи зоны охлаждения особо не ограничивается, например, фраза означает диапазон в пределах 1000 мм до и после стороны (заднего конца) подачи зоны охлаждения и предпочтительно означает диапазон в пределах 500 мм до и после стороны (заднего конца) подачи зоны охлаждения и более предпочтительно означает диапазон в пределах 200 мм до и после стороны (заднего конца) подачи зоны охлаждения.
[0051] Прошивной стан, соответствующий конфигурации (12), соответствует прошивному стану, описанному в (11), в котором:
верхний элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий верхней части для выпуска текучей среды заднего ограждения;
левый элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий левой части для выпуска текучей среды заднего ограждения; и
правый элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к правому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий правой части для выпуска текучей среды заднего ограждения;
[0052] В прошивном стане, соответствующем конфигурации (12), верхний элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к верхнему участку наружной поверхности полой гильзы вблизи стороны подачи зоны охлаждения из отверстий верхней части для выпуска текучей среды заднего ограждения. Таким образом, верхний элемент заднего ограждения образует сверху перекрытие (защитную стенку) из текучей среды заднего ограждения, которое проходит по диагонали вперед к верхнему участку наружной поверхности полой гильзы. Аналогичным образом, левый элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к левому участку наружной поверхности полой гильзы вблизи стороны подачи зоны охлаждения из отверстий левой части для выпуска текучей среды заднего ограждения. Таким образом, левый элемент заднего ограждения образует слева перекрытие (защитную стенку) из текучей среды заднего ограждения, которое проходит по диагонали вперед к левому участку наружной поверхности полой гильзы. Аналогичным образом, правый элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к правому участку наружной поверхности полой гильзы вблизи стороны подачи зоны охлаждения из отверстий правой части для выпуска текучей среды заднего ограждения. Таким образом, правый элемент заднего ограждения образует справа перекрытие (защитную стенку) из текучей среды заднего ограждения, которое проходит по диагонали вперед к правому участку наружной поверхности полой гильзы. Эти ограждения из текучей среды заднего ограждения перекрывают охлаждающую текучую среду, которая контактирует с участками наружной поверхности полой гильзы в зоне охлаждения и отскакивает от них и пытается вылететь в зону, которая находится позади зоны охлаждения. Кроме этого, после того, как текучая среда заднего ограждения, образующая перекрытие, контактирует с участками наружной поверхности полой гильзы вблизи стороны подачи зоны охлаждения, текучая среда заднего ограждения легко протекает в зону охлаждения. Следовательно, может быть исключено возникновение ситуации, в которой текучая среда заднего ограждения, образующая ограждения, охлаждает участки наружной поверхности полой гильзы в положении, которое находится позади зоны охлаждения.
[0053] Прошивной стан, соответствующий конфигурации (13), соответствует прошивному стану, описанному в (11) или (12), в котором:
механизм заднего ограждения дополнительно включает в себя:
нижний элемент заднего ограждения, включающий в себя множество отверстий нижней части для выпуска текучей среды заднего ограждения, который располагается ниже стержня оправки, если смотреть от направления продвижения полой гильзы, и который выпускает текучую среду заднего ограждения к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и предотвращает протекание охлаждающей текучей среды к нижнему участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
[0054] В прошивном стане, соответствующем конфигурации (13), вместе с верхним элементом заднего ограждения, левым элементом заднего ограждения и правым элементом заднего ограждения, нижний элемент заднего ограждения выпускает текучую среду заднего ограждения вблизи стороны подачи зоны охлаждения и перекрывает охлаждающую текучую среду, которая контактирует с нижним участком наружной поверхности полой гильзы в зоне охлаждения и отскакивает от него и пытается вылететь в зону, которая находится позади зоны охлаждения. Следовательно, контакт охлаждающей текучей среды с участками наружной поверхности полой гильзы в положении, которое находится позади зоны охлаждения, может быть исключен, и изменения температуры в осевом направлении полой гильзы могут быть дополнительно уменьшены.
[0055] Следует отметить, что верхний элемент заднего ограждения, нижний элемент заднего ограждения, левый элемент заднего ограждения и правый элемент заднего ограждения могут каждый быть отдельными и независимыми элементами или могут быть соединены друг с другом как единое целое. Например, если смотреть от направления продвижения полой гильзы, левый край верхнего элемента заднего ограждения и верхний край левого элемента заднего ограждения могут быть соединены, и правый край верхнего элемента заднего ограждения и верхний край правого элемента заднего ограждения могут быть соединены. Кроме того, если смотреть от направления продвижения полой гильзы, левый край нижнего элемента заднего ограждения и нижний край левого элемента заднего ограждения могут быть соединены, и правый край нижнего элемента заднего ограждения и нижний край правого элемента заднего ограждения могут быть соединены. Кроме того, верхний элемент заднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, нижний элемент заднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, левый элемент заднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми, и правый элемент заднего ограждения может включать в себя множество элементов, которые являются отдельными и независимыми.
[0056] Прошивной стан, соответствующий конфигурации (14), соответствует прошивному стану, соответствующему конфигурации (13), в котором:
нижний элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий нижней части для выпуска текучей среды заднего ограждения.
[0057] В прошивном стане, соответствующем конфигурации (14) вместе с верхним элементом заднего ограждения, левым элементом заднего ограждения и правым элементом заднего ограждения, нижний элемент заднего ограждения выпускает текучую среду заднего ограждения по диагонали вперед к нижнему участку наружной поверхность полой гильзы вблизи стороны подачи зоны охлаждения из отверстий нижней части для выпуска текучей среды заднего ограждения. Следовательно, нижний элемент заднего ограждения образует снизу перекрытие (защитную стенку) из текучей среды заднего ограждения, которое проходит по диагонали вперед к нижнему участку наружной поверхности полой гильзы. Эти ограждения перекрывают охлаждающую текучую среду, которая контактирует с участками наружной поверхности полой гильзы в зоне охлаждения и отскакивает от них и пытается вылететь в зону, которая находится позади зоны охлаждения. Кроме этого, после того, как текучая среда заднего ограждения, образующая ограждения, контактирует с участком наружной поверхности полой гильзы вблизи стороны подачи зоны охлаждения, текучая среда заднего ограждения легко протекает в зону охлаждения. Следовательно, может быть исключено возникновение ситуации, в которой текучая среда заднего ограждения, образующая ограждения, охлаждает участок наружной поверхности полой гильзы в положении, которое находится позади зоны охлаждения.
[0058] Прошивной стан, соответствующий конфигурации (15), соответствует прошивному стану, соответствующему конфигурации любого из пунктов (11)-(14), в котором:
текучая среда заднего ограждения представляет собой газ и/или жидкость.
[0059] В прошивном стане, соответствующем конфигурации (15) в качестве текучей среды заднего ограждения может использоваться газ, может использоваться жидкость, или могут использоваться газ и жидкость. Здесь газом является, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды заднего ограждения может использоваться только воздух, или может использоваться только инертный газ, либо могут использоваться воздух и инертный газ. Кроме того, в качестве инертного газа может использоваться только один вид инертного газа (например, только газообразный аргон или только газообразный азот), или может быть смешано и использовано множество инертных газов. В случае использования жидкости в качестве текучей среды заднего ограждения, жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0060] Способ изготовления бесшовной металлической трубы, соответствующий конфигурации (16), представляет собой способ изготовления бесшовной металлической трубы с использованием прошивного стана, соответствующего конфигурации любого из пунктов (1)-(15), содержащий:
процесс прокатки, на котором материал подвергают прошивке-прокатке или прокатке с вытяжкой с помощью прошивного стана для формирования полой гильзы; и
процесс охлаждения во время прошивки-прокатки или прокатки с вытяжкой в отношении наружной поверхности полой гильзы, продвигающейся через зону охлаждения, которая имеет определенную длину в осевом направлении стержня оправки и располагается сзади от оправки, если смотреть от направления продвижения полой гильзы, выбрасывание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения.
[0061] В способе изготовления бесшовной металлической трубы, соответствующем конфигурации (16), с использованием вышеупомянутого прошивного стана, в положении, которое находится сзади от оправки, верхний участок наружной поверхности, нижний участок наружной поверхности, левый участок наружной поверхности и правый участок наружной поверхности полой гильзы, подвергаемой прошивке-прокатке или прокатке с вытяжкой, охлаждаются в зоне охлаждения определенной длины. В этом случае после того, как охлаждающая текучая среда, используемая для охлаждения, выпускается к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы внутри зоны охлаждения, чтобы охладить полую гильзу, охлаждающая текучая среда стекает вниз под полую гильзу и не остается на полой оболочке. Следовательно, полая оболочка охлаждается охлаждающей текучей средой внутри зоны охлаждения, и является затруднительным для полой гильзы подвергаться охлаждению охлаждающей текучей средой в зоне, иной, чем зона охлаждения. Следовательно, периоды времени охлаждения охлаждающей текучей средой в соответствующих местах в осевом направлении полой гильзы в некоторой степени одинаковы. Таким образом, возникновение ситуации, в которой разность температур между участком переднего конца и участком заднего конца полой гильзы является большой из-за накопления охлаждающей текучей среды на внутренней поверхности полой гильзы, которое возникает при использовании обычной технологии, может быть исключено, и изменение температуры в осевом направлении полой гильзы может быть уменьшено.
[0062] Ниже, со ссылкой на прилагаемые чертежи, подробно описывается прошивной стан, а также способ изготовления бесшовной металлической трубы с использованием прошивного стана, соответствующего настоящему варианту осуществления. Одинаковые или эквивалентные участки на чертежах обозначены одинаковыми позиционными обозначениями, и описание таких участков не повторяется.
[0063] В последующем описании, с целью пояснения, предъявляется множество конкретных деталей, чтобы обеспечить понимание прошивного стана, соответствующего настоящему варианту осуществления. Однако для специалиста в данной области техники будет очевидно, что прошивной стан, соответствующий настоящему варианту осуществления может быть реализован без этих конкретных деталей. Настоящее раскрытие следует рассматривать как пример, и оно не предназначено для ограничения прошивного стана, соответствующего настоящему варианту осуществления конкретными вариантами осуществления, проиллюстрированными чертежами или описанием ниже.
[0064] ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
ОБЩАЯ КОНФИГУРАЦИЯ ПРОШИВНОГО СТАНА
Фиг. 1 - вид сбоку прошивного стана, соответствующего первому варианту осуществления. Как упомянуто выше, в настоящем описании термин «прошивной стан» означает валковый станок, который включает в себя оправку и множество косорасположенных валков. Прошивной стан представляет собой, например, прошивной станок, который подвергает круглую заготовку прошивке-прокатке, или представляет собой раскатной стан, который подвергает полую гильзу прокатке с вытяжкой. В настоящем описании в случае, когда прошивной стан представляет собой прошивной станок, материал представляет собой круглую заготовку. В случае, когда прошивной стан является раскатным станом, материал представляет собой полую гильзу.
[0065] В настоящем описании материал продвигается вдоль линии прохождения от передней стороны к задней стороне прошивного стана. Следовательно, что касается прошивного стана, сторона входа прошивного стана соответствует «передней», а сторона подачи прошивного стана соответствует «задней».
[0066] Обращаясь к фиг. 1, прошивной стан 10 включает в себя множество косорасположенных валков 1, оправку 2 и стержень 3 оправки. В настоящем описании, как показано на фиг. 1, сторона входа прошивного стана 10 определяется как «передняя» (F на фиг. 1), а сторона подачи прошивного стана 10 определяется как «задняя» (B на фиг. 1).
[0067] Множество косорасположенных валков 1 располагаются вокруг линии PL прохождения. На фиг. 1, линия PL прохождения располагается между одной парой косорасположенных валков 1. Здесь термин «линия PL прохождения» означает воображаемый сегмент линии, вдоль которого центральная ось материала (круглой заготовки в случае, когда прошивной стан представляет собой прошивной станок и полой гильзы в случае, когда прошивной стан представляет собой раскатной стан) 20 проходит во время прошивки-прокатки или прокатки с вытяжкой. На фиг. 1 косорасположенные валки 1 представляют собой конусообразные косорасположенные валки. Однако косорасположенные валки 1 не ограничиваются конусообразными косорасположенными валками. Косорасположенные валки 1 могут быть косорасположенными валками бочкообразного типа или могут быть косорасположенными валками другого типа. Кроме того, хотя на фиг. 1 два косорасположенных валка 1 располагаются вокруг линии PL прохождения, вокруг линии PL прохождения могут быть расположены три или более косорасположенных валков 1. Предпочтительно, множество косорасположенных валков 1 располагается через регулярные интервалы вокруг линии PL прохождения, если смотреть от направления продвижения материала. Например, в случае, когда два из косорасположенных валка 1 располагаются вокруг линии PL прохождения, если смотреть от направления продвижения материала, косорасположенные валки 1 располагаются с интервалами 180° вокруг линии PL прохождения. В случае, когда три из косорасположенных валков 1 располагаются вокруг линии PL прохождения, если смотреть от направления продвижения материала, косорасположенные валки 1 располагаются с интервалами 120° вокруг линии PL прохождения. Кроме того, обращаясь к фиг. 2 и фиг. 3, каждый из косорасположенных валков 1 имеет угол γ схождения (см. фиг. 2) и угол β подачи (см. фиг. 3) относительно линии PL прохождения.
[0068] Оправка 2 располагается на линии PL прохождения между множеством косорасположенных валков 1. В настоящем описании фраза «оправка 2 располагается на линии PL прохождения» означает, что, если смотреть от направления продвижения материала, то есть, когда прошивной стан 10 виден в направлении от передней стороны F к задней стороне B, оправка 2 накладывается на линию PL прохождения. Более предпочтительно центральная ось оправки 2 совпадает с линией PL прохождения.
[0069] Оправка 2 имеет, например, форму пули. Таким образом, внешний диаметр передней части оправки 2 меньше, чем внешний диаметр задней части оправки 2. Здесь фраза «передняя часть оправки 2» означает участок, который является более передним, чем центральное положение в продольном направлении (осевом направлении) оправки 2. Фраза «задняя часть оправки 2» означает участок, который является более задним, чем центральное положение в направлении вперед-назад оправки 2. Передняя часть оправки 2 располагается на передней стороне (стороне входа) прошивного стана 10, а задняя часть оправки 2 располагается на задней стороне (стороне подачи) прошивного стана 10.
[0070] Стержень 3 оправки располагается на линии PL прохождения на задней стороне прошивного стана 10 и простирается вдоль линии PL прохождения. Здесь фраза «стержень 3 оправки располагается на линии PL прохождения» означает, что, если смотреть от направления продвижения материала, стержень 3 оправки накладывается на линию PL прохождения. Более предпочтительно, центральная ось стержня 3 оправки совпадает с линией PL прохождения.
[0071] Передний конец стержня 3 оправки соединяется с центральной частью задней торцевой поверхности оправки 2. Способ соединения особо не ограничивается. Например, винтовая резьба образуется в центральной части задней торцевой поверхности оправки 2 и на переднем конце стержня 3 оправки, и стержень 3 оправки соединяется с оправкой 2 посредством этих резьб. Стержень 3 оправки может быть соединен с центральной частью задней торцевой поверхности оправки 2 способом, отличным от способа, в котором используются резьбовые соединения. Другими словами, способ соединения стержня 3 оправки и оправки 2 особо не ограничивается.
[0072] Прошивной стан 10 может дополнительно включать толкатель 4. Толкатель 4 располагается на передней стороне прошивного стана 10 и располагается на линии PL прохождения. Толкатель 4 контактирует с торцом материала 20 и толкает материал 20 вперед к оправке 2.
[0073] Конфигурация толкателя 4 особо не ограничивается, пока толкатель 4 может толкать материал 20 вперед к оправке 2. Например, как показано на фиг. 1, толкатель 4 включает в себя корпус 41 цилиндра, вал 42 цилиндра, соединительный элемент 43 и шток 44. Шток 44 соединяется с валом 42 цилиндра посредством соединительного элемента 43 с возможностью вращения в круговом направлении. Соединительный элемент 43, например, включает в себя подшипник для вращения стержня 44 в круговом направлении.
[0074] Корпус 41 цилиндра относится к гидравлическому типу или типу с электроприводом и заставляет вал 42 цилиндра продвигаться вперед и отступать. Толкатель 4 заставляет торцевую поверхность штока 44 прижиматься к торцевой поверхности материала (круглой заготовки или полой гильзы) 20 и заставляет ось 42 цилиндра и шток 44 продвигаться с помощью корпуса 41 цилиндра. Это означает, что толкатель 4 толкает материал 20 вперед к оправке 2.
[0075] Толкатель 4 толкает материал 20 вперед вдоль линии PL прохождения, чтобы протолкнуть материал 20 между множеством косорасположенных валков 1. Когда материал 20 контактирует с множеством косорасположенных валков 1, множество косорасположенных валков 1 прижимает материал 20 к оправке 2, одновременно заставляя материал 20 вращаться в круговом направлении. В случае, когда прошивной стан 10 представляет собой прошивной станок, множество косорасположенных валков 1 прижимает круглую заготовку, являющуюся материалом 20, к оправке 2, в то же время, заставляя круглую заготовку вращаться в круговом направлении, чтобы, таким образом, выполнять прошивку-прокатку и изготовить полую гильзу. В случае, когда прошивной стан 10 представляет собой раскатной стан, множество косорасположенных валков 1 вводят оправку 2 в полую гильзу, которая является материалом 20, и выполняет прокатку с вытяжкой (растягивающую прокатку) для удлинения полой гильзы. Обратите внимание, что прошивной стан 10 не обязательно должен включать толкатель 4.
[0076] Прошивной стан 10 может дополнительно включать в себя входной желоб 5. Материал (круглая заготовка или полая оболочка) 20 помещается во входной желоб 5 до того как подвергается прошивке-прокатке. Как показано на фиг. 3, прошивной стан 10 также может включать в себя множество направляющих валков 6 вокруг линии PL прохождения. Оправка 2 располагается между множеством направляющих валков 6. Направляющие валки 6 располагаются между множеством косорасположенных валков 1 вокруг линии PL прохождения. Направляющие валки 6 представляют собой, например, дисковые валки. Следует отметить, что прошивной стан 10 не обязательно должен иметь входной желоб 5 и не обязан включать в себя направляющие валки 6.
[0077] КОНФИГУРАЦИЯ МЕХАНИЗМА ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Обращаясь к фиг. 4, прошивной стан 10 дополнительно содержит механизм 400 охлаждения наружной поверхности. Механизм 400 охлаждения наружной поверхности располагается вокруг стержня 3 оправки в положении, которое находится сзади от оправки 2.
[0078] Обращаясь к фиг. 4, когда прошивной стан 10 рассматривается со стороны, то есть, когда прошивной стан 10 рассматривается от направления, перпендикулярного направлению продвижения полой гильзы 50, зона, которая имеет определенную длину L32 в осевом направлении (продольное направление) стержня 3 оправки, и которая располагается сзади от оправки 2, определяется как «зона охлаждения 32». Во время прошивки-прокатки или прокатки с вытяжкой, механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду к участкам наружной поверхности полой гильзы 50, которые продвигается в зоне 32 охлаждения, и тем самым охлаждает полую гильзу 50, которая находится в зоне 32 охлаждения.
[0079] Фиг. 5 - вид, который иллюстрирует механизм 400 охлаждения наружной поверхности, если смотреть от направления продвижения полой гильзы 50 (то есть вид спереди механизма 400 охлаждения наружной поверхности). Обращаясь фиг. 4 и фиг. 5, механизм 400 охлаждения наружной поверхности включает в себя верхний элемент 400U охлаждения наружной поверхности, нижний элемент 400D охлаждения наружной поверхности, левый элемент 400L охлаждения наружной поверхности и правый элемент 400R охлаждения наружной поверхности.
[0080] КОНФИГУРАЦИЯ ВЕРХНЕГО ЭЛЕМЕНТА 400U ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Верхний элемент 400U охлаждения наружной поверхности располагается над стержнем 3 оправки. Верхний элемент 400U охлаждения наружной поверхности включает в себя основной корпус 402 и множество отверстий 401U верхней части для выпуска охлаждающей текучей среды. Основной корпус 402 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки и включает в себя один или несколько каналов охлаждающей текучей среды, которые позволяют охлаждающей текучей среде CF (см. Фиг. 4) проходить через них. В настоящем примере множество отверстий 401U верхней части для выпуска охлаждающей текучей среды сформированы на переднем конце множества сопел 403U верхней части для выпуска охлаждающей текучей среды. Однако отверстия 401U верхней части для выпуска охлаждающей текучей среды могут быть сформированы непосредственно в основном корпусе 402. В настоящем примере множество сопел 403U верхней части для выпуска охлаждающей текучей среды, которые располагаются вокруг стержня 3 оправки, соединяются с основным корпусом 402.
[0081] Множество отверстий 401U верхней части для выпуска охлаждающей текучей среды обращено к стержню 3 оправки. Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401U верхней части для выпуска охлаждающей текучей среды обращаются к наружной поверхности полой гильзы 50. Множество отверстий 401U верхней части для выпуска охлаждающей текучей среды располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 401U верхней части для выпуска охлаждающей текучей среды располагаются через регулярные интервалы вокруг стержня 3 оправки. Обращаясь к фиг. 4, предпочтительно множество отверстий 401U верхней части для выпуска охлаждающей текучей среды также располагается во множестве в осевом направлении стержня 3 оправки.
[0082] КОНФИГУРАЦИЯ НИЖНЕГО ЭЛЕМЕНТА 400D ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Обращаясь к фиг. 5, нижний элемент 400D охлаждения наружной поверхности располагается ниже стержня 3 оправки. Нижний элемент 400D охлаждения наружной поверхности включает в себя основной корпус 402 и множество отверстий 401D нижней части для выпуска охлаждающей текучей среды. Основной корпус 402 представляет собой трубчатый или пластинчатый кожух, который изгибается в направлении по окружности стержня 3 оправки и включает в себя один или более каналов охлаждающей текучей среды, которые позволяют охлаждающей текучей среде CF проходить через них. В настоящем примере множество отверстий 401D нижней части для выпуска охлаждающей текучей среды образовано на переднем конце множества сопел 403D нижней части для выпуска охлаждающей текучей среды. Однако отверстия 401D нижней части для выпуска охлаждающей текучей среды могут быть сформированы непосредственно в основном корпусе 402. В настоящем примере множество сопел 403D нижней части для выпуска охлаждающей текучей среды, которые располагаются вокруг стержня 3 оправки, соединяются с основным корпусом 402.
[0083] Множество отверстий 401D нижней части для выпуска охлаждающей текучей среды обращено к стержню 3 оправки. Когда полая оболочка 50, подвергнутая прошивке-раскатке или раскатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401D нижней части для выпуска охлаждающей текучей среды обращены к наружной поверхности полой гильзы 50. Множество отверстий 401D нижней части для выпуска охлаждающей текучей среды располагается вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 401D нижней части для выпуска охлаждающей текучей среды располагаются через регулярные интервалы вокруг стержня 3 оправки. Обращаясь к фиг. 4, предпочтительно множество отверстий 401D нижней части для выпуска охлаждающей текучей среды также располагается во множестве в осевом направлении стержня 3 оправки.
[0084] КОНФИГУРАЦИЯ ЛЕВОГО ЭЛЕМЕНТА 400L ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Обращаясь к фиг. 5, левый элемент 400L охлаждения наружной поверхности располагается слева от стержня 3 оправки. Левый элемент 400L охлаждения наружной поверхности включает в себя основной корпус 402 и множество отверстий 401L левой части для выпуска охлаждающей текучей среды. Основной корпус 402 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки, и включает в себя один или более каналов охлаждающей текучей среды, которые позволяют охлаждающей текучей среде CF проходить через них. В настоящем примере множество сопел 403L левой части для выпуска охлаждающей текучей среды, которые располагаются вокруг стержня 3 оправки, соединяются с основным корпусом 402, и множество отверстий 401L левой части для выпуска охлаждающей текучей среды образовано на переднем конце множества сопел 403L левой части для выпуска охлаждающей текучей среды. Однако отверстия 401L левой части для выпуска охлаждающей текучей среды могут быть сформированы непосредственно в основном корпусе 402.
[0085] Множество отверстий 401L левой части для выпуска охлаждающей текучей среды обращено к стержню 3 оправки. Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401L левой части для выпуска охлаждающей текучей среды обращено к наружной поверхности полой гильзы 50. Множество отверстий 401L левой части для выпуска охлаждающей текучей среды располагается вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 401L левой части для выпуска охлаждающей текучей среды располагаются через регулярные интервалы вокруг стержня 3 оправки. Предпочтительно, множество отверстий 401L левой части для выпуска охлаждающей текучей среды также располагаются во множестве в осевом направлении стержня 3 оправки.
[0086] КОНФИГУРАЦИЯ ПРАВОГО ЭЛЕМЕНТА 400R ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Обращаясь к фиг. 5, правый элемент 400R охлаждения наружной поверхности располагается справа от стержня 3 оправки. Правый элемент 400R охлаждения наружной поверхности включает в себя основной корпус 402 и множество отверстий 401R правой части для выпуска охлаждающей текучей среды. Основной корпус 402 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки и включает в себя один или более каналов охлаждающей текучей среды, которые позволяют охлаждающей текучей среде CF проходить через них. В настоящем примере множество сопел 403R правой части для выпуска охлаждающей текучей среды, которые располагаются вокруг стержня 3 оправки, соединяются с основным корпусом 402, и множество отверстий 401R правой части для выпуска охлаждающей текучей среды образовано на переднем конце множества сопел 403R правой части для выпуска охлаждающей текучей среды. Однако отверстия 401R правой части для выпуска охлаждающей текучей среды могут быть сформированы непосредственно в основном корпусе 402.
[0087] Множество отверстий 401R правой части для выпуска охлаждающей текучей среды обращено к стержню 3 оправки. Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401R правой части для выпуска охлаждающей текучей среды обращено к наружной поверхности полой гильзы 50. Множество отверстий 401R правой части для выпуска охлаждающей текучей среды располагается вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 401R правой части для выпуска охлаждающей текучей среды располагаются через регулярные интервалы вокруг стержня 3 оправки. Предпочтительно, множество отверстий 401R правой части для выпуска охлаждающей текучей среды также располагаются во множестве в осевом направлении стержня 3 оправки.
[0088] Следует отметить, что на фиг. 5 верхний элемент 400U охлаждения наружной поверхности, нижний элемент 400D охлаждения наружной поверхности, левый элемент 400L охлаждения наружной поверхности и правый элемент 400R охлаждения наружной поверхности являются отдельными элементами, которые не зависят друг от друга. Однако, как показано на фиг. 6, верхний элемент 400U охлаждения наружной поверхности, нижний элемент 400D охлаждения наружной поверхности, левый элемент 400L охлаждения наружной поверхности и правый элемент 400R охлаждения наружной поверхности могут быть соединены.
[0089] Кроме того, любой из верхнего элемента 400U охлаждения наружной поверхности, нижнего элемента 400D охлаждения наружной поверхности, левого элемента 400L охлаждения наружной поверхности и правого элемента 400R охлаждения наружной поверхности может состоять из множества элементов и части соседних элементов охлаждения наружной поверхности могут быть соединены. На фиг. 7, левый элемент 400L охлаждения наружной поверхности состоит из двух элементов (400LU, 400LD). Кроме того, верхний элемент 400LU левого элемента 400L охлаждения наружной поверхности соединяется с верхним элементом 400U охлаждения наружной поверхности, а нижний элемент 400LD левого элемента 400L охлаждения наружной поверхности соединяется с нижним элементом 400D охлаждения наружной поверхности. Кроме того, правый элемент 400R охлаждения наружной поверхности состоит из двух элементов (400RU, 400RD). Верхний элемент 400RU правого элемента 400R охлаждения наружной поверхности соединяется с верхним элементом 400U охлаждения наружной поверхности, а нижний элемент 400RD правого элемента 400R охлаждения наружной поверхности соединяется с нижним элементом 400D охлаждения наружной поверхности.
[0090] Вкратце, каждый из элементов (верхний элемент 400U охлаждения наружной поверхности, нижний элемент 400D охлаждения наружной поверхности, левый элемент 400L охлаждения наружной поверхности и правый элемент 400R охлаждения наружной поверхности) охлаждения наружной поверхности может включать в себя множество элементов, и часть или целое каждого из элементов охлаждения наружной поверхности может быть образовано как единое целое с другим элементом охлаждения наружной поверхности. Пока верхний элемент 400U охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку наружной поверхности полой гильзы 50, нижний элемент 400D охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к нижнему участку наружной поверхности полой гильзы 50, левый элемент 400L охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к левому участку наружной поверхности полой гильзы 50, и правый элемент 400R охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к правому участку наружной поверхности полой гильзы 50, конфигурация каждого из элементов (верхнего элемента 400U охлаждения наружной поверхности, нижнего элемента 400D охлаждения наружной поверхности, левого элемента 400L охлаждения наружной поверхности и правого элемента 400R охлаждения наружной поверхности) охлаждения наружной поверхности особо не ограничивается.
[0091] ДЕЙСТВИЯ МЕХАНИЗМА 400 ОХЛАЖДЕНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ
Из всей полой гильзы 50, подвергаемой прошивке-прокатке или прокатке с вытяжкой с помощью прошивного стана 10 и пропущенной через косорасположенные валки 1, механизм 400 охлаждения наружной поверхности, имеющий конфигурацию, описанную выше, выпускает охлаждающую текучую среду CF к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50, которая проходит через зону 32 охлаждения, и тем самым охлаждает полую гильзу 50 в зоне 32 охлаждения определенной длины L32. Более конкретно, если смотреть от направления продвижения полой гильзы 50, верхний элемент 400U охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, нижний элемент 400D охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к нижнему участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, левый элемент 400L охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к левому участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, и правый элемент 400R охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к правому участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, тем самым охлаждая всю наружную поверхность (верхний участок, нижний участок, левый участок и правый участок наружной поверхности) полой гильзы 50 в зоне 32 охлаждения. Таким образом это означает, что механизм 400 охлаждения наружной поверхности уменьшает разность температур между участком переднего конца и участком заднего конца полой гильзы 50, и исключает возникновение изменений температуры в осевом направлении полой гильзы 50. Ниже описываются действия механизма 400 охлаждения наружной поверхности, когда прошивной стан 10 выполняет прошивку-прокатку или прокатку с вытяжкой.
[0092] Прошивной стан 10 подвергает материал 20 прошивке-прокатке или прокатке с вытяжкой, чтобы получить полую гильзу 50. В случае, когда прошивной стан 10 представляет собой прошивной станок, прошивной стан 10 подвергает круглую заготовку, которая является материалом 20, прошивке-прокатке для формирования полой гильзы 50. В случае, когда прошивной стан 10 представляет собой раскатной стан, прошивной стан 10 подвергает полую гильзу, которая является материалом 20, прокатке с вытяжкой для образования полой гильзы 50.
[0093] Обращаясь к фиг. 4, когда раскатной стан 10 выполняет прошивку-прокатку или прокатку с вытяжкой, механизм 400 охлаждения наружной поверхности принимает подачу охлаждающей текучей среды CF от источника 800 подачи текучей среды. Здесь, как описано выше, охлаждающая текучая среда CF представляет собой газ и/или жидкость. Охлаждающая текучая среда CF может быть только газом или может быть только жидкостью. Охлаждающая текучая среда CF может представлять собой смешанную текучую среду из газа и жидкости.
[0094] Источник 800 подачи текучей среды включает в себя резервуар 801 для хранения охлаждающей текучей среды CF и механизм 802 подачи, который подает охлаждающую текучую среду CF. В случае, когда охлаждающей текучей средой CF является газ, механизм 802 подачи, например, включает в себя клапан 803 для запуска и остановки подачи охлаждающей текучей среды CF и источник привода для текучей среды (блок управления давлением газа) 804 для подачи текучей среды (газа). В случае, когда охлаждающая текучая среда CF представляет собой жидкость, механизм 802 подачи, например, включает в себя клапан 803 для запуска и остановки подачи охлаждающей текучей среды CF и источник (насос) 804 привода для текучей среды для подачи текучей среды (жидкости). В случае, когда охлаждающая текучая среда CF представляет собой газ и жидкость, механизм 802 подачи включает в себя механизм для подачи газа и механизм для подачи жидкости. Источник 800 подачи текучей среды не ограничивается конфигурацией, описанной выше. Конфигурация источника 800 подачи текучей среды не ограничивается, пока источник 800 подачи текучей среды способен подавать охлаждающую текучую среду к механизму 400 охлаждения наружной поверхности, и конфигурация источника 800 подачи текучей среды может быть известной конфигурацией.
[0095] Охлаждающая текучая среда CF, которая подается в механизм 400 охлаждения наружной поверхности из источника 800 подачи текучей среды, проходит через канал для охлаждающей текучей среды внутри основного корпуса 402 верхнего элемента 400U охлаждения наружной поверхности механизма 400 охлаждения наружной поверхности и достигает каждого из отверстий 401U верхней части для выпуска охлаждающей текучей среды. Охлаждающая текучая среда CF также проходит через канал для охлаждающей текучей среды внутри основного корпуса 402 нижнего элемента 400D охлаждения наружной поверхности и достигает каждого отверстия 401D нижней части для выпуска охлаждающей текучей среды. Кроме того, охлаждающая текучая среда CF проходит через канал для охлаждающей текучей среды внутри основного корпуса 402 левого элемента 400L охлаждения наружной поверхности и достигает каждого отверстия 401L левой части для выпуска охлаждающей текучей среды. Охлаждающая текучая среда CF также проходит через канал для охлаждающей текучей среды внутри основного корпуса 402 правого элемента 400R охлаждения наружной поверхности и достигает каждого отверстия 401R правой части для выпуска охлаждающей текучей среды. Затем механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой и проходит через задний конец оправки 2 и входит в зону охлаждения 32, и тем самым охлаждает полую гильзу 50.
[0096] В это время, как показано на фиг. 4, в области зоны 32 охлаждения, которая имеет определенную длину в осевом направлении стержня 3 оправки, механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50, чтобы тем самым охладить полую гильзу 50. Термин «зона 32 охлаждения» означает зону, в которой охлаждающая текучая среда CF выпускается механизмом 400 охлаждения наружной поверхности. Зона 32 охлаждения представляет собой область, которая окружает всю окружность стержня 3 оправки, если смотреть от направления продвижения полой гильзы 50 (если смотреть с передней стороны прошивного стана 10 в направлении его задней стороны). То есть зона охлаждения 32 представляет собой круглую цилиндрическую область, которая проходит в осевом направлении стержня 3 оправки.
[0097] Изменение области зоны охлаждения 32 не планируется, пока один материал 20 подвергается прошивке-прокатке или прокатке с вытяжкой. То есть зона 32 охлаждения по существу фиксируется во время прошивки-прокатки или прокатки с вытяжкой одного материала 20. В случае, когда механизм 400 охлаждения наружной поверхности включает в себя множество отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды, диапазон зоны 32 охлаждения в основном определяется положениями, в которых располагается множество отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для подачи охлаждающей текучей среды.
[0098] Как показано на фиг. 4, зона 32 охлаждения располагается сзади от оправки 2. Во время прошивки-прокатки или прокатки с вытяжкой пластическая деформация материала 20 продолжается до заднего конца оправки 2. Соответственно, зона 32 охлаждения устанавливается так, что после того, как пластическая деформация материала 20 путем прошивки-прокатки или прокатки с вытяжкой завершается (то есть после завершения формирования полой гильзы 50), механизм 400 охлаждения наружной поверхности охлаждает всю наружную поверхность (верхний участок, нижний участок левый участок и правый участок наружной поверхности) полой гильзы 50. Предпочтительно, передний конец зоны 32 охлаждения располагается непосредственно после заднего конца оправки 2. В направлении линии PL прохождения, расстояние между задним концом оправки 2 и передним концом зоны 32 охлаждения составляет, например, 1000 мм или менее, более предпочтительно - 500 мм или менее, еще более предпочтительно - 200 мм или менее, и еще более предпочтительно - 50 мм или меньше.
[0099] Хотя конкретная длина L32 зоны 32 охлаждения конкретно не ограничивается, например, конкретная длина L32 находится в диапазоне от 500 до 6000 мм.
[0100] Как описано выше, в настоящем варианте осуществления в прошивном стане 10, использующем механизм 400 охлаждения наружной поверхности, который располагается вокруг стержня 3 оправки сзади оправки 2, внутри зоны 32 охлаждения, имеющей определенную длину L32, которая расположена сзади от оправки 2, если смотреть от направления продвижения полой гильзы 50, механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50 для охлаждения полой гильзы 50 в зоне 32 охлаждения. В это время участки (верхний участок, нижний участок, левый участок и правый участок) наружной поверхности полой гильзы 50, которая продвигается через зону 32 охлаждения, контактируют с охлаждающей текучей средой CF и полая оболочка 50 тем самым охлаждается. С другой стороны, вне области зоны 32 охлаждения (спереди от зоны 32 охлаждения и сзади от зоны 32 охлаждения) является затруднительным для участков наружной поверхности полой гильзы 50 контактировать с охлаждающей текучей средой CF. Причина заключается в том, что после контактирования с участками наружной поверхности полой гильзы 50 в зоне 32 охлаждения, большая часть охлаждающей текучей среды CF, которая выпускается из механизма 400 охлаждения наружной поверхности, естественным образом стекает вниз под полую гильзу 50 под действием силы тяжести. То есть, по сравнению со случаем выбрасывания охлаждающей текучей среды на внутреннюю поверхность полой гильзы 50, является затруднительным для охлаждающей текучей среды, которая выпускается в направлении наружной поверхности полой гильзы 50 из механизма 400 охлаждения наружной поверхности, скапливаться на полой оболочке 50. Следовательно, перепады температуры в осевом направлении полой гильзы 50 после охлаждения могут быть исключены, и, в частности, разность температуры между участком переднего конца и участком заднего конца полой гильзы 50 может быть уменьшена.
[0101] СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ
Описанный выше способ изготовления бесшовной металлической трубы с использованием прошивного стана 10 заключается в следующем. Способ изготовления бесшовной металлической трубы согласно настоящему варианту осуществления включает в себя процесс прокатки, в котором выполняется прошивка-прокатка или прокатка с вытяжкой, чтобы сформировать полую гильзу 50, и процесс охлаждения для охлаждения наружной поверхности полой гильзы 50, полученной посредством выполнения прошивки-прокатки или прокатки с вытяжкой. Обратите внимание, что бесшовная металлическая труба представляет собой, например, бесшовную стальную трубу.
[0102] ПРОЦЕСС ПРОКАТКИ
В процессе прокатки прошивка-прокатка или прокатка с вытяжкой выполняется на нагретом материале 20 с использованием прошивного стана 10. Материал 20 нагревается в известной нагревательной печи. Температура нагрева особо не ограничивается.
[0103] В случае, когда прошивной стан 10 является прошивным станком, материал 20 представляет собой круглую заготовку. В таком случае нагретый материал 20 (круглая заготовка) подвергается прошивке-прокатке с использованием прошивного стана 10 (прошивной станок) для формирования полой гильзы 50. С другой стороны, в случае, когда прошивной стан 10 представляет собой раскатной стан, материал 20 представляет собой полую гильзу. В таком случае нагретый материал 20 (полая оболочка) подвергается прокатке с вытяжкой с использованием прошивного стана 10 (раскатного стана) для формирования полой гильзы 50.
[0104] ПРОЦЕСС ОХЛАЖДЕНИЯ
В процессе охлаждения, во время процесса прокатки (прошивки-прокатки или прокатки с вытяжкой), что касается наружной поверхности полой гильзы 50, продвигающейся через зону 32 охлаждения, которая располагается сзади от оправки 2 и имеет определенную длину L32 в осевом направлении стержня 3 оправки, если смотреть от направления продвижения полой гильзы 50, охлаждающая текучая среда CF выпускается к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы для охлаждения полой гильзы 50 внутри зоны 32 охлаждения. Таким образом, как описано выше, изменения температуры в осевом направлении полой гильзы 50 после охлаждения могут быть уменьшены, и разность температур между участком переднего конца и участком заднего конца полой гильзы 50 может быть уменьшена.
[0105] Следует отметить, что, хотя в конфигурациях, показанных на фиг. 4-7, механизм 400 охлаждения наружной поверхности охлаждает участок наружной поверхности полой гильзы 50 в зоне 32 охлаждения, выталкивая охлаждающую текучую среду CF из множества отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды, форма отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды конкретно не ограничивается. Отверстия 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды могут иметь круглую форму, быть овальной формы или могут быть прямоугольной формы. Например, отверстия 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды могут быть овальной формы или прямоугольной формы, которая проходит в осевом направлении стержня 3 оправки, или могут иметь овальную форму или прямоугольную форму, которая проходит в направлении по окружности стержня 3 оправки. Пока множество отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды могут выбрасывать охлаждающую текучую среду CF и охлаждать участки наружной поверхности полой гильзы 50 в области зоны 32 охлаждения, форма множества отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды конкретно не ограничивается.
[0106] Хотя на фиг. 4, множество отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды располагаются в осевом направлении стержня 3 оправки, множество отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды не обязаны располагаться в осевом направлении стержня 3 оправки. Кроме того, хотя на фиг. 5-7, отверстия 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды располагаются в регулярных интервалах вокруг стержня 3 оправки, расположение отверстий 401 (отверстия 401U верхней части для выпуска охлаждающей текучей среды, отверстия 401D нижней части для выпуска охлаждающей текучей среды, отверстия 401L левой части для выпуска охлаждающей текучей среды и отверстия 401R правой части для выпуска охлаждающей текучей среды) для выпуска охлаждающей текучей среды вокруг стержня 3 оправки не обязательно должно быть таким образом, чтобы отверстия 401 для выпуска охлаждающей текучей среды располагались в регулярных интервалах.
[0107] ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Фиг.8 - вид, иллюстрирующий конфигурацию на стороне подачи косорасположенных валков 1 прошивного стана 10, соответствующего второму варианту осуществления. Обращаясь к фиг. 8, по сравнению с прошивным станом 10, соответствующим первому варианту осуществления, прошивной стан 10, соответствующий второму варианту осуществления вновь включает в себя механизм 600 переднего ограждения. Остальная конфигурация прошивного стана 10, соответствующего второму варианту осуществления является такой же, как конфигурация прошивного стана 10, соответствующего первому варианту осуществления.
[0108] МЕХАНИЗМ 600 ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Механизм 600 переднего ограждения располагается вокруг стержня 3 оправки в положении, которое находится сзади оправки 2 и спереди от механизма 400 охлаждения наружной поверхности. Механизм 600 переднего ограждения снабжается механизмом, таким, что когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу в зоне 32 охлаждения, выталкивая охлаждающую текучую среду CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, он предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой оболочка 50 перед тем, как вышеупомянутые участки наружной поверхности полой гильзы 50 входят в зону охлаждения 32.
[0109] Фиг. 9 - вид, иллюстрирующий механизм 600 переднего ограждения, если смотреть в направлении продвижения полой гильзы 50 (вид механизма 600 переднего ограждения, если смотреть со стороны входа в направлении стороны подачи косорасположенных валков 1). Обращаясь к фиг. 8 и фиг. 9, если смотреть в направлении продвижения полой гильзы 50, механизм 600 переднего ограждения располагается вокруг стержня 3 оправки. Кроме того, во время прошивки-прокатки или прокатки с вытяжкой, как показано на фиг. 9, механизм 600 переднего ограждения располагается вокруг полой гильзы 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой.
[0110] Обращаясь к фиг. 9, если смотреть в направлении продвижения полой гильзы 50, механизм 600 переднего ограждения включает в себя верхний элемент 600U переднего ограждения, нижний элемент 600D переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения.
[0111] КОНФИГУРАЦИЯ ВЕРХНЕГО ЭЛЕМЕНТА 600U ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Верхний элемент 600U переднего ограждения располагается над стержнем 3 оправки. Верхний элемент 600U переднего ограждения включает в себя основной корпус 602 и множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения. Основной корпус 602 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде FF (см. фиг. 8) переднего ограждения проходить через них. В настоящем примере множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения сформировано на переднем конце множества сопел 603U верхней части для выпуска текучей среды переднего ограждения. Однако, отверстия 601U верхней части для выпуска текучей среды переднего ограждения, могут быть образованы непосредственно в основном корпусе 602. В настоящем примере множество сопел 603U верхней части для выпуска текучей среды переднего ограждения, которые располагаются вокруг стержня 3 оправки, соединены с основным корпусом 602.
[0112] Когда полая оболочка 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения верхнего элемента 600U переднего ограждения обращено к верхнему участку наружной поверхности полой гильзы 50, которая располагается вблизи входной стороны зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения, располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения располагается с регулярным интервалом вокруг стержня оправки. Множество отверстий 601U верхней части для выпуска текучей среды переднего ограждения также могут быть расположены в ряд, в осевом направлении стержня 3 оправки.
[0113] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, верхний элемент 600U переднего ограждения выпускает текучую среду FF переднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения из множества отверстий 601U верхней части для выпуска текучей среды переднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к верхнему участку наружной поверхности полой гильзы 50 перед тем, как верхний участок наружной поверхности полой гильзы 50 входит в зону 32 охлаждения.
[0114] КОНФИГУРАЦИЯ НИЖНЕГО ЭЛЕМЕНТА 600D ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Нижний элемент 600D переднего ограждения располагается ниже стержня 3 оправки. Нижний элемент 600D переднего ограждения включает в себя основной корпус 602 и множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения. Основной корпус 602 представляет собой кожух трубчатой или пластинчатой формы, который изогнут в направлении по окружности стержня 3 оправки и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде FF переднего ограждения проходить через них. В настоящем примере множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения образовано на переднем конце множества сопел 603D нижней части для выпуска текучей среды переднего ограждения. Однако, отверстия 601D нижней части для выпуска текучей среды переднего ограждения могут быть сформированы непосредственно в основном корпусе 602. В настоящем примере множество сопел 603D нижней части для выпуска текучей среды переднего ограждения, которые располагаются вокруг стержня 3 оправки, соединены с основным корпусом 602.
[0115] Когда полая оболочка 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения нижнего элемента 600D переднего ограждения обращено к нижнему участку наружной поверхность полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения, располагается вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения расположено в регулярных интервалах вокруг стержня оправки. Множество отверстий 601D нижней части для выпуска текучей среды переднего ограждения также может быть расположено в ряд, в осевом направлении стержня 3 оправки.
[0116] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, нижний элемент 600D переднего ограждения выпускает текучую среду FF переднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения из множества отверстий 601D нижней части для выпуска текучей среды переднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к нижнему участку наружной поверхности полой гильзы 50 перед тем, как нижний участок наружной поверхности полой гильзы 50 входит в зону 32 охлаждения.
[0117] КОНФИГУРАЦИЯ ЛЕВОГО ЭЛЕМЕНТА 600L ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Левый элемент 600L переднего ограждения располагается слева от стержня 3 оправки, если смотреть в продольном направлении полой гильзы 50. Левый элемент 600L переднего ограждения включает в себя основной корпус 602 и множество отверстий 601L левой части для выпуска текучей среды переднего ограждения. Основной корпус 602 представляет собой кожух трубчатой или пластинчатой формы, который изогнут в направлении вокруг стержня 3 оправки и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде FF переднего ограждения проходить через них. В настоящем примере множество отверстий 601L левой части для выпуска текучей среды переднего ограждения образовано на переднем конце множества сопел 603L левой части для выпуска текучей среды переднего ограждения. Однако, отверстия 601L левой части для выпуска текучей среды переднего ограждения могут быть образованы непосредственно в основном корпусе 602. В настоящем примере множество сопел 603L левой части для выпуска текучей среды переднего ограждения, которые располагаются вокруг стержня 3 оправки, соединены с основным корпусом 602.
[0118] Когда полая оболочка 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601L левой части для выпуска текучей среды переднего ограждения левого элемента 600L переднего ограждения обращено к левому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 601L левой части для выпуска текучей среды переднего ограждения располагается вокруг стержня 3 оправки, в направлении вокруг стержня 3 оправки. Предпочтительно, множество отверстий 601L левой части для выпуска текучей среды переднего ограждения располагается с регулярными интервалами вокруг стержня оправки. Множество отверстий 601L левой части для выпуска текучей среды переднего ограждения, также могут быть расположено в ряд в осевом направлении стержня 3 оправки.
[0119] Во время прошивки-прокатки или прошивки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, левый элемент 600L переднего ограждения выпускает текучую среду FF переднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи от входной стороны зоны 32 охлаждения из множества отверстий 601L левой части для выпуска текучей среды переднего ограждения, чтобы таким образом перекрывать охлаждающую текучую среду CF от протекания к левому участку наружной поверхности полой гильзы 50 перед тем, как левый участок наружной поверхности полой гильзы 50 входит в зону охлаждения 32.
[0120] КОНФИГУРАЦИЯ ПРАВОГО ЭЛЕМЕНТА 600R ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Правый элемент 600R переднего ограждения располагается справа от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Правый элемент 600R переднего ограждения включает в себя основной корпус 602 и множество отверстий 601R правой части для выпуска текучей среды переднего ограждения. Основной корпус 602 представляет собой кожух трубчатой или пластинчатой формы, который изогнут в направлении вокруг стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде FF переднего ограждения проходить через них. В настоящем примере множество отверстий 601R правой части для выпуска текучей среды переднего ограждения образовано на переднем конце множества сопел 603R правой части для выпуска текучей среды переднего ограждения. Однако, отверстия 601R правой части для выпуска текучей среды переднего ограждения могут быть образованы непосредственно в основном корпусе 402. В настоящем примере множество сопел 603R правой части для выпуска текучей среды переднего ограждения, которые располагаются вокруг стержня 3 оправки, соединены с основным корпусом 602.
[0121] Когда полая оболочка 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601R правой части для выпуска текучей среды переднего ограждения правого элемента 600R переднего ограждения обращено к правому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 601R правой части для выпуска текучей среды переднего ограждения располагается вокруг стержня 3 оправки в направлении вокруг стержня 3 оправки. Предпочтительно, множество отверстий 601R правой части для выпуска текучей среды переднего ограждения располагается с регулярными интервалами вокруг стержня оправки. Множество отверстий 601R правой части для выпуска текучей среды переднего ограждения также может быть расположено в ряд в осевом направлении стержня 3 оправки.
[0122] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, правый элемент 600R переднего ограждения выпускает текучую среду FF переднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения из множества отверстий 601R правой части для выпуска текучей среды переднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к правому участку наружной поверхности полой гильзы 50 перед тем, как правый участок наружной поверхности полой гильзы 50 входит в зону 32 охлаждения.
[0123] ДЕЙСТВИЯ МЕХАНИЗМА 600 ПЕРЕДНЕГО ОГРАЖДЕНИЯ
Во время прошивки-прокатки или прокатки с вытяжкой из всей наружной поверхности полой гильзы 50, которая подвергается прошивке-прокатке или прокатке с вытяжкой, механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF на участки наружной поверхности полой гильзы 50, которые находятся внутри зоны 32 охлаждения, чтобы тем самым охладить полую гильзу 50. В это время после того, как охлаждающая текучая CF, выброшенная на участки наружной поверхности полой гильзы 50, внутри зоны 32 охлаждения контактирует с участками наружной поверхности полой гильзы 50, может возникнуть ситуация, когда охлаждающая текучая среда CF протекает вперед от участков наружной поверхности и контактирует с участками наружной поверхности полой гильзы 50, которые находятся впереди зоны 32 охлаждения. Если частота, с которой происходит контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50 в зоне, иной, чем зона 32 охлаждения, становится высокой, могут возникнуть изменения в распределении температуры в осевом направлении полой гильзы 50.
[0124] Следовательно, в настоящем варианте осуществления, во время прошивки-прокатки или прокатки с вытяжкой, механизм 600 переднего ограждения ограничивает охлаждающую текучую среду CF, которая течет по наружной поверхности после контакта с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения от контакта с участками наружной поверхности полой гильзы 50, которые находятся впереди зоны 32 охлаждения.
[0125] Механизм 600 переднего ограждения оснащается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу внутри зоны 32 охлаждения, посредством выпуска охлаждающей текучей среды CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 внутри зоны охлаждения 32, предотвращает протекание охлаждающей текучей среды к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50 до того, как вышеупомянутые участки наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения. В частности, если смотреть в направлении продвижения полой гильзы 50, верхний элемент 600U, переднего ограждения, выпускает текучую среду FF к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения в верхнем участке наружной поверхности полой гильзы 50 до того, как верхний участок наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогично, нижний элемент 600D переднего ограждения выпускает текучую среду FF переднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения на нижний участок наружной поверхности полой гильзы 50 до того, как нижний участок наружной поверхности полой гильзы 50 входит в зону 32 охлаждения. Аналогично, левый элемент 600L, переднего ограждения, выпускает текучую среду FF переднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя, таким образом, перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, на левый участок наружной поверхности полой гильзы 50 перед тем, как левый участок наружной поверхности полой гильзы 50 входит в зону 32 охлаждения. Аналогично, правый элемент 600R переднего ограждения выпускает текучую среду FF переднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя, таким образом, перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, на правый участок наружной поверхности полой гильзы 50, перед тем, как правый участок наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Эти ограждения, которые состоят из текучей среды FF переднего ограждения, перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения и отскакивает от них и пытается протечь в зону впереди зоны охлаждения. Следовательно, контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50, который находится перед зоной 32 охлаждения, может быть исключен, и изменения температуры в осевом направлении полой гильзы 50 могут быть дополнительно уменьшены.
[0126] Фиг. 10 - вид в поперечном сечении верхнего элемента 600U переднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 11 - вид в поперечном сечении нижнего элемента 600D переднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 12 - вид в поперечном сечении левого элемента 600L переднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 13 вид в поперечном сечении правого элемента 600R переднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50.
[0127] Обращаясь к фиг. 10, предпочтительно, верхний элемент 600U переднего ограждения выпускает текучую среду FF переднего ограждения по диагонали назад к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, из отверстий 601U верхней части для выпуска текучей среды переднего ограждения. Обращаясь к фиг. 11, предпочтительно нижний элемент 600D переднего ограждения выпускает текучую среду FF переднего ограждения по диагонали назад к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, из отверстий 601D нижней части для выпуска текучей среды переднего ограждения. Обращаясь к фиг. 12, предпочтительно левый элемент 600L переднего ограждения выпускает текучую среду FF переднего ограждения по диагонали назад к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, из отверстий 601L левой части для выпуска текучей среды переднего ограждения. Обращаясь к фиг. 13, предпочтительно правый элемент 600R переднего ограждения выпускает текучую среду FF переднего ограждения по диагонали назад к левому участку наружной поверхности полой гильзы 50, которая располагается вблизи стороны входа зоны 32 охлаждения, из отверстий 601R правой части для выпуска текучей среды переднего ограждения.
[0128] На фиг. 10-13, верхний элемент 600U переднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, которое проходит по диагонали назад к верхнему участку наружной поверхности полой гильзы 50 сверху полой гильзы 50. Аналогично, нижний элемент 600D переднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, которое проходит по диагонали назад к нижнему участку наружной поверхности полой гильзы 50 снизу полой гильзы 50. Аналогично, левый элемент 600L переднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, которое проходит по диагонали назад к левому участку наружной поверхности полой гильзы 50 слева от полой гильзы 50. Аналогично, правый элемент 600R переднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения, которое проходит по диагонали назад к правому участку наружной поверхности полой гильзы 50 справа от полой гильзы 50. Эти ограждения перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 в зоне охлаждения 32 и отскакивает от них и пытается вылететь в зону, которая находится перед зоной 32 охлаждения. Кроме этого, после того, как текучая среда FF переднего ограждения, образующая перекрытие, контактирует с участком наружной поверхности полой гильзы 50 вблизи стороны входа зоны 32 охлаждения, как показано на фиг. 10-13, текучая среда FF переднего ограждения легко отскакивает внутрь зоны 32 охлаждения, и текучая среда FF переднего ограждения легко протекает внутрь зоны 32 охлаждения. Следовательно, текучая среда FF переднего ограждения, образующая перекрытие, может исключать контакт текучей среды FF переднего ограждения, с участком наружной поверхности полой гильзы 50, который находится впереди зоны 32 охлаждения.
[0129] Следует отметить, что соответствующие элементы (верхний элемент 600U переднего ограждения, нижний элемент 600D переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения) переднего ограждения не обязаны выбрасывать текучую среду FF переднего ограждения по диагонали назад к верхнему участку, нижнему участку, левому участку и правому участку наружной поверхности полой гильзы 50, расположенным вблизи стороны входа зоны охлаждения 32, из соответствующих отверстий (601U, 601D, 601L, 601R) для выпуска текучей среды переднего ограждения. Например, верхний элемент 600U переднего ограждения может выбрасывать текучую среду FF переднего ограждения в радиальном направлении стержня 3 оправки из отверстий 601U верхней части для выпуска текучей среды переднего ограждения. Нижний элемент 600D переднего ограждения может выбрасывать текучую среду FF переднего ограждения в радиальном направлении стержня 3 оправки из отверстий 601D нижней части для выпуска текучей среды переднего ограждения. Левый элемент 600L переднего ограждения может выбрасывать текучую среду FF переднего ограждения в радиальном направлении стержня 3 оправки из отверстий 601L левой части для выпуска текучей среды переднего ограждения. Правый элемент 600R переднего ограждения может выбрасывать текучую среду FF переднего ограждения в радиальном направлении стержня 3 оправки из отверстий 601R правой части для выпуска текучей среды переднего ограждения.
[0130] Предпочтительно, при выбросе текучей среды FF переднего ограждения по диагонали назад из верхнего элемента 600U переднего ограждения, из импульса текучей среды FF переднего ограждения, которая выпускается из верхнего элемента 600U переднего ограждения, импульс в осевом направлении полой гильзы 50 на наружной поверхности полой гильзы 50 (в данном документе импульс в осевом направлении полой гильзы 50 упоминается как «импульс осевого направления») был больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из верхнего элемента 400U охлаждения наружной поверхности. В этом случае охлаждающей текучей среде CF может быть воспрепятствовано протекать к наружной поверхности полой гильзы 50, расположенной дальше вперед, чем зона 32 охлаждения. Аналогично, предпочтительно, при выбросе текучей среды FF переднего ограждения по диагонали назад из нижнего элемента 600D переднего ограждения, из импульса текучей среды FF переднего ограждения, которая выпускается из нижнего элемента 600D переднего ограждения, импульс осевого направления на наружной поверхности полой гильзы 50 был больше импульса осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из нижнего элемента 400D охлаждения наружной поверхности. Аналогично, предпочтительно, при выбросе текучей среды FF переднего ограждения по диагонали назад из левого элемента 600L переднего ограждения, из импульса текучей среды FF переднего ограждения, которая выпускается из левого элемента 600L переднего ограждения, импульс осевого направления на наружной поверхности полой гильзы 50 был больше импульса осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из левого элемента 400L охлаждения наружной поверхности. Аналогично, предпочтительно, при выбросе текучей среды FF переднего ограждения по диагонали назад из правого элемента 600R переднего ограждения, из импульса текучей среды FF переднего ограждения, которая выпускается из правого элемента 600R переднего ограждения, импульс осевого направления на наружной поверхности полой гильзы 50 был больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из правого элемента 400R охлаждения наружной поверхности.
[0131] Текучая среда FF переднего ограждения представляет собой газ и/или жидкость. То есть, в качестве текучей среды FF переднего ограждения может использоваться газ, может использоваться жидкость или могут использоваться газ и жидкость. Здесь газом является, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды FF переднего ограждения может использоваться только воздух, или может использоваться только инертный газ, или могут использоваться как воздух, так и инертный газ. Кроме того, в качестве инертного газа может использоваться только один вид инертного газа (например, только газообразный аргон или только газообразный азот), или может быть смешано и использовано множество инертных газов. В случае использования жидкости в качестве текучей среды FF переднего ограждения жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0132] Текучая среда FF, переднего ограждения, может быть той же текучей средой, что и охлаждающая текучая среда CF, или может отличаться от охлаждающей текучей среды CF. Механизм 600 переднего ограждения принимает подачу текучей среды FF переднего ограждения от непоказанного источника подачи текучей среды. Конфигурация источника подачи текучей среды такая же, как конфигурация источника 800 подачи текучей среды первого варианта осуществления. Текучая среда FF переднего ограждения, подаваемая из источника подачи текучей среды, проходит через канал для текучей среды внутри каждого основного корпуса 602 механизма 600 переднего ограждения и выпускается из отверстий (отверстия 601U верхней части для выпуска текучей среды переднего ограждения, отверстия 601D нижней части для выпуска текучей среды переднего ограждения, отверстия 601L левой части для выпуска текучей среды переднего ограждения и отверстия 601R правой части для выпуска текучей среды переднего ограждения) для выпуска текучей среды переднего ограждения.
[0133] Следует отметить, что конфигурация механизма 600 переднего ограждения не ограничивается конфигурацией, показанной на фиг. 8-13. Например, на фиг. 9 верхний элемент 600U переднего ограждения, нижний элемент 600D переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения являются отдельными элементами, которые не зависят друг от друга. Однако, как показано на фиг. 14, верхний элемент 600U переднего ограждения, нижний элемент 600D переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения могут быть соединены как единое целое.
[0134] Кроме того, любой из верхнего элемента 600U переднего ограждения, нижнего элемента 600D переднего ограждения, левого элемента 600L переднего ограждения и правого элемента 600R переднего ограждения может состоять из множества элементов, и части смежных элементов переднего ограждения могут быть соединены. На фиг. 15 левый элемент 600L переднего ограждения состоит из двух элементов (600LU, 600LD). Кроме того, верхний элемент 600LU левого элемента 600L переднего ограждения соединяется с верхним элементом 600U переднего ограждения, а нижний элемент 600LD левого элемента 600L переднего ограждения соединяется с нижним элементом 600D переднего ограждения. Кроме того, правый элемент 600R переднего ограждения состоит из двух элементов (600RU, 600RD). Верхний элемент 600RU правого элемента 600R переднего ограждения соединяется с верхним элементом 600U переднего ограждения, а нижний элемент 600RD правого элемента 600R переднего ограждения соединяется с нижним элементом 600D переднего ограждения.
[0135] Другими словами, каждый из элементов (верхний элемент 600U передний ограждения, нижний элемент 600D переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения) переднего ограждения может включать в себя множество элементов и часть или все из каждого из элементов переднего ограждения могут быть образованы как единое целое с другим элементом переднего ограждения. До тех пор, пока верхний элемент 600U переднего ограждения выпускает текучую среду FF переднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, нижний элемент 600D переднего ограждения выпускает текучую среду FF, переднего ограждения к нижнему участку наружной поверхности полой гильзы 50, которая располагается вблизи стороны входа зоны 32 охлаждения, левый элемент 600L переднего ограждения выпускает текучую среду FF переднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, и правый элемент 600R переднего ограждения выпускает текучую среду FF, переднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны входа зоны 32 охлаждения, и, таким образом, вышеупомянутые элементы препятствуют охлаждающей текучей среде CF протекать к наружной поверхности полой гильзы 50 перед тем, как вышеупомянутые участки наружной поверхности полой гильзы 50 входят в зону 32 охлаждения, при этом конфигурация каждого элемента (верхнего элемента 600U переднего ограждения, нижнего элемента 600D переднего ограждения, левого элемента 600L переднего ограждения и правого элемента 600R переднего ограждения) переднего ограждения не имеет особых ограничений.
[0136] Кроме того, как показано на фиг. 16, механизм 600 переднего ограждения может включать в себя верхний элемент 600U переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения и не обязан включать в себя нижний элемент 600D переднего ограждения. После того, как охлаждающая текучая среда CF выпускается к нижнему участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения из механизма 400 охлаждения наружной поверхности, контактирует с нижним участком наружной поверхности полой гильзы 50, охлаждающая текучая среда CF легко естественным образом падает под действием силы тяжести вниз полой гильзы 50. Следовательно, является затруднительным для охлаждающей текучей среды CF выбрасываемой к нижнему участку наружной поверхности полой гильзы 50 в зоне охлаждения 32 из механизма 400 охлаждения наружной поверхности, протечь к нижнему участку наружной поверхности полой гильзы, который находится спереди от зоны 32 охлаждения. Соответственно, механизм 600 переднего ограждения не обязан включать в себя нижний элемент 600D переднего ограждения. Кроме того, как показано на фиг. 17, механизм 600 переднего ограждения может включать в себя верхний элемент 600U переднего ограждения, левый элемент 600L переднего ограждения и правый элемент 600R переднего ограждения, и не обязан включать в себя нижний элемент 600D переднего ограждения, а левый элемент 600L переднего ограждения может быть расположен дальше вверх, чем центральная ось стержня 3 оправки, и правый элемент 600R переднего ограждения может быть расположен дальше вверх, чем центральная ось стержня 3 оправки. Охлаждающая текучая среда CF, которая контактирует с участками наружной поверхности наружной поверхности полой гильзы 50, которые располагаются дальше вниз, чем центральная ось стержня 3 оправки, легко под действием силы тяжести естественным образом опускается ниже полой гильзы 50. Следовательно, достаточно, чтобы левый элемент 600L переднего ограждения располагался, по меньшей мере, еще дальше вверх, чем центральная ось стержня 3 оправки, и достаточно, чтобы правый элемент 600R переднего ограждения располагался, по меньшей мере, дальше вверх, чем центральная ось стержня 3 оправки.
[0137] Кроме того, механизм 600 переднего ограждения может иметь конфигурацию, которая отличается от конфигураций, показанных на фиг. 8-17. Например, как показано на фиг. 18 и фиг. 19, механизм 600 переднего ограждения может быть механизмом, который использует множество элементов 604 ограждения. В этом случае, как показано на фиг. 18, если смотреть в направлении продвижения полой гильзы 50, механизм 600 переднего ограждения включает в себя множество элементов 604 ограждения, которые располагаются вокруг стержня 3 оправки. Как показано на фиг. 18, множество элементов 604 ограждения представляют собой, например, валки. В случае, когда элементы 604 ограждения представляют собой валки, как показано на фиг. 18 и фиг. 19, предпочтительно, поверхность валка каждого элемента 604 ограждения изогнута так, чтобы поверхность валка каждого элемента 604 ограждения контактировала с наружной поверхностью полой гильзы 50. Элементы 604 ограждения могут перемещаться в радиальном направлении стержня 3 оправки посредством непоказанного механизма перемещения. Механизм перемещения представляет собой, например, цилиндр. Цилиндр может представлять собой гидравлический цилиндр, может быть пневматическим цилиндром или может представлять собой цилиндр с приводом от электродвигателя.
[0138] Во время прошивки-прокатки или прокатки с вытяжкой, когда полая оболочка 50 проходит через механизм 600 переднего ограждения, множество элементов 604 ограждения перемещаются в радиальном направлении к наружной поверхности полой гильзы 50. Внутренняя поверхность каждого из множества элементов 604 ограждения располагаются затем вблизи наружной поверхности полой гильзы 50 (фиг. 19). Таким образом, когда механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50, которые находится внутри зоны 32 охлаждения, множество элементов 604 ограждения образуют перекрытие (защитную стенку). Следовательно, механизм 600 переднего ограждения предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 перед тем как вышеупомянутые участки наружной поверхности полой гильзы 50 входят в зону 32 охлаждения.
[0139] Таким образом, механизм 600 переднего ограждения может иметь конфигурацию, в которой не используется текучая среда FF переднего ограждения. Конфигурация механизма 600 переднего ограждения особо не ограничивается, при условии, что механизм 600 переднего ограждения снабжен механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50, предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 до того, как вышеупомянутые участки наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения.
[0140] ТРЕТИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Фиг. 20 - вид, иллюстрирующий конфигурацию на стороне подачи косорасположенных валков 1 прошивного стана 10, соответствующего третьему варианту осуществления. Обращаясь к фиг. 20, в сравнении с прошивным станом 10, соответствующим первому варианту осуществления, прошивной стан 10, соответствующий третьему варианту осуществления вновь включает в себя механизм 500 заднего ограждения. Оставшаяся конфигурация прошивного стана 10, соответствующего третьему варианту осуществления является такой же, как конфигурация прошивного стана 10, соответствующего первому варианту осуществления.
[0141] МЕХАНИЗМ 500 ЗАДНЕГО ОГРАЖДЕНИЯ
Механизм 500 заднего ограждения располагается вокруг стержня 3 оправки в положении, которое находится сзади от механизма 400 охлаждения наружной поверхности. Механизм 500 заднего ограждения оснащается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу в зоне 32 охлаждения путем выпуска охлаждающей текучей среды CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения, предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 после того как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения.
[0142] Фиг. 21 - вид, иллюстрирующий механизм 500 заднего ограждения, если смотреть в направлении продвижения полой гильзы 50 (вид механизма 500 заднего ограждения, если смотреть со стороны входа в сторону подачи косорасположенных валков 1). Обращаясь к фиг. 20 и фиг. 21, если смотреть в направлении продвижения полой гильзы 50, механизм 500 заднего ограждения располагается вокруг стержня 3 оправки в положении, которое находится позади механизма 400 охлаждения наружной поверхности. Кроме того, во время прошивки-прокатки или прокатки с вытяжкой, как показано на фиг. 21, механизм 500 заднего ограждения располагается вокруг полой гильзы 50, подвергнутой прошивке-прокатке или прокатке с вытяжкой.
[0143] Обращаясь к фиг. 21, если смотреть в направлении продвижения полой гильзы 50, механизм 500 заднего ограждения включает в себя верхний элемент 500U заднего ограждения, нижний элемент 500D заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения.
[0144] КОНФИГУРАЦИЯ ВЕРХНЕГО ЭЛЕМЕНТА 500U ЗАДНЕГО ОГРАЖДЕНИЯ
Верхний элемент 500U заднего ограждения располагается над стержнем оправки 3. Верхний элемент 500U заднего ограждения включает в себя основной корпус 502 и множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения. Основной корпус 502 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде BF (см. фиг. 20) заднего ограждения проходить через них. В настоящем примере множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения образовано на переднем конце множества сопел 503U верхней части для выпуска текучей среды заднего ограждения. Однако, отверстия 501U верхней части для выпуска текучей среды заднего ограждения могут быть образованы непосредственно в основном корпусе 502. В настоящем примере множество сопел 503U верхней части для выпуска текучей среды заднего ограждения, которые расположены вокруг стержня 3 оправки, соединены с основным корпусом 502.
[0145] Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 500 обратного ограждения, множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения верхнего элемента 500U заднего ограждения обращено к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения, располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения, расположены в регулярных интервалах вокруг стержня 3 оправки. Множество отверстий 501U верхней части для выпуска текучей среды заднего ограждения также может располагаться в ряд в осевом направлении стержня 3 оправки.
[0146] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, верхний элемент 500U заднего ограждения выпускает текучую среду BF заднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения из множества отверстий 501U верхней части для выпуска текучей среды заднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к верхнему участку наружной поверхности полой гильзы 50 после того, как верхний участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения.
[0147] КОНФИГУРАЦИЯ НИЖНЕГО ЭЛЕМЕНТА 500D ЗАДНЕГО ОГРАЖДЕНИЯ
Нижний элемент 500D заднего ограждения располагается ниже стержня 3 оправки. Нижний элемент 500D заднего ограждения включает в себя основной корпус 502 и множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения. Основной корпус 502 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде BF заднего ограждения проходить через них. В настоящем примере множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения образовано на переднем конце множества сопел 503D нижней части для выпуска текучей среды заднего ограждения. Однако, отверстия 501D нижней части для выпуска текучей среды заднего ограждения могут быть образованы непосредственно в основном корпусе 502. В настоящем примере множество сопел 503D нижней части для выпуска текучей среды заднего ограждения, которые расположены вокруг стержня 3 оправки, соединены с основным корпусом 502.
[0148] Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 500 обратного ограждения, множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения нижнего элемента 500D заднего ограждения обращено к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения, располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения, расположены в регулярных интервалах вокруг стержня 3 оправки. Множество отверстий 501D нижней части для выпуска текучей среды заднего ограждения также может располагаться в ряд в осевом направлении стержня 3 оправки.
[0149] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, нижний элемент 500D заднего ограждения выпускает текучую среду BF заднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения из множества отверстий 501D нижней части для выпуска текучей среды заднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к нижнему участку наружной поверхности полой гильзы 50 после того, как нижний участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения.
[0150] КОНФИГУРАЦИЯ ЛЕВОГО ЭЛЕМЕНТА 500L ЗАДНЕГО ОГРАЖДЕНИЯ
Левый элемент 500L заднего ограждения располагается слева от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Левый элемент 500L заднего ограждения включает в себя основной корпус 502 и множество отверстий 501L левой части для выпуска текучей среды заднего ограждения. Основной корпус 502 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде BF заднего ограждения проходить через них. В настоящем примере множество отверстий 501L левой части для выпуска текучей среды заднего ограждения образовано на переднем конце множества сопел 503L левой части для выпуска текучей среды заднего ограждения. Однако, отверстия 501L левой части для выпуска текучей среды заднего ограждения могут быть образованы непосредственно в основном корпусе 502. В настоящем примере множество сопел 503L левой части для выпуска текучей среды заднего ограждения, которые расположены вокруг стержня 3 оправки, соединены с основным корпусом 502.
[0151] Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 500 обратного ограждения, множество отверстий 501L левой части для выпуска текучей среды заднего ограждения левого элемента 500L заднего ограждения обращено к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 501L левой части для выпуска текучей среды заднего ограждения, располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 501L левой части для выпуска текучей среды заднего ограждения, расположены в регулярных интервалах вокруг стержня 3 оправки. Множество отверстий 501L левой части для выпуска текучей среды заднего ограждения также может располагаться в ряд в осевом направлении стержня 3 оправки.
[0152] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, левый элемент 500L заднего ограждения выпускает текучую среду BF заднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения из множества отверстий 501L левой части для выпуска текучей среды заднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к левому участку наружной поверхности полой гильзы 50 после того, как левый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения.
[0153] КОНФИГУРАЦИЯ ПРАВОГО ЭЛЕМЕНТА 500R ЗАДНЕГО ОГРАЖДЕНИЯ
Правый элемент 500R заднего ограждения располагается справа от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Правый элемент 500R заднего ограждения включает в себя основной корпус 502 и множество отверстий 501R правой части для выпуска текучей среды заднего ограждения. Основной корпус 502 представляет собой трубчатый или пластинчатый кожух, который изогнут в направлении по окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые позволяют текучей среде BF заднего ограждения проходить через них. В настоящем примере множество отверстий 501R правой части для выпуска текучей среды заднего ограждения образовано на переднем конце множества сопел 503R правой части для выпуска текучей среды заднего ограждения. Однако, отверстия 501R правой части для выпуска текучей среды заднего ограждения могут быть образованы непосредственно в основном корпусе 502. В настоящем примере множество сопел 503R правой части для выпуска текучей среды заднего ограждения, которые расположены вокруг стержня 3 оправки, соединены с основным корпусом 502.
[0154] Когда полая оболочка 50, подвергнутая прошивке-прокатке или прокатке с вытяжкой, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 501R правой части для выпуска текучей среды заднего ограждения правого элемента 500R заднего ограждения обращено к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения. Если смотреть в направлении продвижения полой гильзы 50, множество отверстий 501R правой части для выпуска текучей среды заднего ограждения, располагаются вокруг стержня 3 оправки в направлении по окружности стержня 3 оправки. Предпочтительно, множество отверстий 501R правой части для выпуска текучей среды заднего ограждения, расположены в регулярных интервалах вокруг стержня 3 оправки. Множество отверстий 501R правой части для выпуска текучей среды заднего ограждения также может располагаться в ряд в осевом направлении стержня 3 оправки.
[0155] Во время прошивки-прокатки или прокатки с вытяжкой, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50 в зоне 32 охлаждения, правый элемент 500R заднего ограждения выпускает текучую среду BF заднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения из множества отверстий 501R правой части для выпуска текучей среды заднего ограждения, чтобы тем самым перекрыть охлаждающую текучую среду CF от протекания к правому участку наружной поверхности полой гильзы 50 после того, как правый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения.
[0156] ДЕЙСТВИЯ МЕХАНИЗМА 500 ЗАДНЕГО ОГРАЖДЕНИЯ
Во время прошивки-прокатки или прокатки с вытяжкой всей наружной поверхности полой гильзы 50, подвергнутой прошивке-прокатке или прокатке с вытяжкой, механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к участкам наружной поверхности полой гильзы 50, которые находятся внутри зоны 32 охлаждения, чтобы тем самым охладить полую гильзу 50. В это время после того, как охлаждающая текучая среда CF выпускается к участкам наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, она контактирует с участками наружной поверхности полой гильзы 50, может возникнуть ситуация, при которой охлаждающая текучая среда CF течет к задней части участков наружной поверхности и контактирует с участками наружной поверхности полой гильзы 50, которые находится сзади от зоны 32 охлаждения. Если частота, с которой происходит контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50 в зоне, отличной от зоны 32 охлаждения достаточно высока, могут возникать изменения в распределении температуры в осевом направлении полой гильзы 50.
[0157] Следовательно, в настоящем варианте осуществления, во время прошивки-прокатки или прокатки с вытяжкой, механизм 500 заднего ограждения препятствует охлаждающей текучей среде CF, которая течет по наружной поверхности после контакта с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения контактировать с участками наружной поверхности полой гильзы 50, которые располагаются сзади от зоны 32 охлаждения.
[0158] Механизм 500 заднего ограждения снабжается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу внутри зоны 32 охлаждения, выбрасывая охлаждающую текучую среду CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, перекрывает охлаждающую текучую среду CF от протекания к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50 после того, как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения. В частности, если смотреть в направлении продвижения полой гильзы 50, верхний элемент 500U заднего ограждения выпускает текучую среду BF заднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку) состоящее из текучей среды BF заднего ограждения на верхнем участке наружной поверхности полой гильзы 50 после того, как верхний участок наружной поверхности полой гильзы 50 выходит из зоны охлаждения 32. Аналогично, нижний элемент 500D заднего ограждения выпускает текучую среду BF заднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи 32 зоны охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на нижнем участке наружной поверхности полой гильзы 50 после того, как нижний участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Аналогично, левый элемент 500L заднего ограждения выпускает текучую среду BF заднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи 32 зоны охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на левом участке наружной поверхности полой гильзы 50 после того, как левый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Аналогично, правый элемент 500R заднего ограждения выпускает текучую среду BF заднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи 32 зоны охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на правом участке наружной поверхности полой гильзы 50 после того, как правый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Эти ограждения, которые состоят из текучей среды BF заднего ограждения, перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения и отскакивает от них и пытается протечь в зону позади зоны 32 охлаждения. Следовательно, контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50, которые находятся сзади от зоны 32 охлаждения может быть исключен, и изменения температуры в осевом направлении полой гильзы 50 могут быть дополнительно уменьшены.
[0159] Фиг. 22 - вид в поперечном сечении верхнего элемента 500U заднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 23 - вид в поперечном сечении нижнего элемента 500D заднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 24 - вид в поперечном сечении левого элемента 500L заднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50. Фиг. 25 - вид в поперечном сечении правого элемента 500R заднего ограждения, если смотреть от направления, параллельного направлению продвижения полой гильзы 50.
[0160] Обращаясь к фиг. 22, предпочтительно верхний элемент 500U заднего ограждения выпускает текучую среду BF заднего ограждения по диагонали вперед к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, из отверстий 501U верхней части для выпуска текучей среды заднего ограждения. Обращаясь к фиг. 23, предпочтительно нижний элемент 500D заднего ограждения выпускает текучую среду BF заднего ограждения по диагонали вперед к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, из отверстий 501D нижней части для выпуска текучей среды заднего ограждения. Обращаясь к фиг. 24, предпочтительно левый элемент 500L заднего ограждения выпускает текучую среду BF заднего ограждения по диагонали вперед к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, из отверстий 501L левой части для выпуска текучей среды заднего ограждения. Обращаясь к фиг. 25, предпочтительно правый элемент 500R заднего ограждения выпускает текучую среду BF заднего ограждения по диагонали вперед к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, из отверстий 501R правой части для выпуска текучей среды заднего ограждения.
[0161] На фиг. 22-25, верхний элемент 500U заднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения, которое проходит по диагонали вперед к верхнему участку наружной поверхности полой гильзы 50 сверху над полой оболочкой 50. Аналогично, нижний элемент 500D заднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения, которое проходит по диагонали вперед к нижнему участку наружной поверхности полой гильзы 50 снизу под полой оболочкой 50. Аналогично, левый элемент 500L заднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения, которое проходит по диагонали вперед к левому участку наружной поверхности полой гильзы 50 слева от полой гильзы 50. Аналогично, правый элемент 500R заднего ограждения образует перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения, которое проходит по диагонали вперед к правому участку наружной поверхности полой гильзы 50 справа от полой гильзы 50. Эти ограждения перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 в зоне 32 охлаждения и отскакивает от них и пытается вылететь в зону, которая находится позади зоны 32 охлаждения. Кроме того, после того, как текучая среда BF заднего ограждения, образующая ограждения, контактирует с участками наружной поверхности полой гильзы 50 вблизи стороны подачи зоны 32 охлаждения, как показано на фиг. 22-25, является достаточно легким для текучей среды BF заднего ограждения отскочить во внутреннюю часть зоны 32 охлаждения, и текучая среда BF заднего ограждения легко протекает внутрь зоны 32 охлаждения. Следовательно, контакт текучей среды BF заднего ограждения, образующей ограждения, с участками наружной поверхности полой гильзы 50, которые находятся дальше назад, чем зона 32 охлаждения, может быть исключен.
[0162] Следует отметить, что соответствующие элементы (верхний элемент 500U заднего ограждения, нижний элемент 500D заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения) заднего ограждения не обязаны выбрасывать текучую среду BF заднего ограждения по диагонали вперед к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50, расположенной вблизи стороны подачи зоны 32 охлаждения, из соответствующих отверстий (отверстия 501U верхней части для выпуска текучей среды заднего ограждения, отверстия 501D нижней части для выпуска текучей среды заднего ограждения, отверстия 501L левой части для выпуска текучей среды заднего ограждения и отверстия 501R правой части для выпуска текучей среды заднего ограждения) для выпуска текучей среды заднего ограждения. Например, верхний элемент 500U заднего ограждения может выбрасывать текучую среду BF заднего ограждения в радиальном направлении стержня 3 оправки из отверстий 501U верхней части для выпуска текучей среды заднего ограждения. Нижний элемент 500D заднего ограждения может выбрасывать текучую среду BF заднего ограждения в радиальном направлении стержня 3 оправки из отверстий 501D нижней части для выпуска текучей среды заднего ограждения. Левый элемент 500L заднего ограждения может выбрасывать текучую среду BF заднего ограждения в радиальном направлении стержня 3 оправки из отверстий 501L левой части для выпуска текучей среды заднего ограждения. Правый элемент 500R заднего ограждения может выбрасывать текучую среду BF заднего ограждения в радиальном направлении стержня 3 оправки из отверстий 501R правой части для выпуска текучей среды заднего ограждения.
[0163] Предпочтительно при выбросе текучей среды BF заднего ограждения по диагонали вперед от верхнего элемента 500U заднего ограждения, из импульса текучей среды BF заднего ограждения, выброшенной из верхнего элемента 500U заднего ограждения, импульс в осевом направлении полой гильзы 50 на наружной поверхности полой гильзы 50 (в данном документе импульс в осевом направлении полой гильзы 50 упоминается как «импульс осевого направления») больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из верхнего элемента 400U охлаждения наружной поверхности. В этом случае охлаждающая текучая среда CF может быть заблокирована от протекания к наружной поверхности полой гильзы 50, расположенной дальше назад, чем зона охлаждения 32. Аналогично, предпочтительно при выбросе текучей среды BF заднего ограждения по диагонали вперед от нижнего элемента 500D заднего ограждения, из импульса текучей среды BF заднего ограждения, выброшенной из нижнего элемента 500D заднего ограждения, импульс в осевом направлении полой гильзы 50 на наружной поверхности полой гильзы 50 больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из нижнего элемента 400D охлаждения наружной поверхности. Аналогично, предпочтительно при выбросе текучей среды BF заднего ограждения по диагонали вперед от левого элемента 500L заднего ограждения, из импульса текучей среды BF заднего ограждения, выброшенной из левого элемента 500L заднего ограждения, импульс в осевом направлении полой гильзы 50 на наружной поверхности полой гильзы 50 больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из левого элемента 400L охлаждения наружной поверхности. Аналогично, предпочтительно при выбросе текучей среды BF заднего ограждения по диагонали вперед от правого элемента 500R заднего ограждения, из импульса текучей среды BF заднего ограждения, выброшенной из правого элемента 500R заднего ограждения, импульс в осевом направлении полой гильзы 50 на наружной поверхности полой гильзы 50 больше, чем импульс осевого направления на наружной поверхности полой гильзы 50 из импульса охлаждающей текучей среды CF, которая выпускается из правого элемента 400R охлаждения наружной поверхности.
[0164] Текучая среда BF заднего ограждения, представляет собой газ и/или жидкость. То есть, в качестве текучей среды BF заднего ограждения может использоваться газ, может использоваться жидкость или могут использоваться газ и жидкость. Здесь газом является, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды BF заднего ограждения может использоваться только воздух или только инертный газ, либо могут использоваться воздух и инертный газ. Кроме того, в качестве инертного газа может использоваться только один вид инертного газа (например, только газообразный аргон или только газообразный азот), или может быть смешано и использовано множество инертных газов. В случае использования жидкости в качестве текучей среды BF заднего ограждения жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0165] Текучая среда BF, заднего ограждения, может быть того же типа, что и охлаждающая текучая среда CF и/или текучая среда FF переднего ограждения, или может отличаться от охлаждающей текучей среды CF и/или текучей среды FF переднего ограждения. Механизм 500 заднего ограждения принимает подачу текучей среды BF заднего ограждения от непоказанного источника подачи текучей среды. Конфигурация источника подачи текучей среды аналогична конфигурации источника 800 подачи текучей среды первого варианта осуществления. Текучая среда BF заднего ограждения, подаваемая из источника подачи текучей среды, проходит через канал для текучей среды внутри каждого основного корпуса 502 механизма 500 заднего ограждения и выпускается из соответствующих отверстий (отверстия 501U верхней части для выпуска текучей среды заднего ограждения, отверстия 501D нижней части для выпуска текучей среды заднего ограждения, отверстия 501L левой части для выпуска текучей среды заднего ограждения и отверстия 501R правой части для выпуска текучей среды заднего ограждения) для выпуска текучей среды заднего ограждения.
[0166] Следует отметить, что конфигурация механизма 500 заднего ограждения не ограничивается конфигурацией, показанной на фиг. 20-25. Например, на фиг. 21 верхний элемент 500U заднего ограждения, нижний элемент 500D заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения являются отдельными элементами, которые не зависят друг от друга. Однако, как показано на фиг. 26, верхний элемент 500U заднего ограждения, нижний элемент 500D заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения могут быть соединены как единое целое.
[0167] Кроме того, любой из верхнего элемента 500U заднего ограждения, нижнего элемента 500D заднего ограждения, левого элемента 500L заднего ограждения и правого элемента 500R заднего ограждения может состоять из множества элементов, и части соседних элементов заднего ограждения могут быть соединены. На фиг. 27, левый элемент 500L заднего ограждения состоит из двух элементов (500LU, 500LD). Кроме того, верхний элемент 500LU левого элемента 500L заднего ограждения соединяется с верхним элементом 500U заднего ограждения, а нижний элемент 500LD левого элемента 500L заднего ограждения соединяется с нижним элементом 500D заднего ограждения. Кроме того, правый элемент 500R заднего ограждения состоит из двух элементов (500RU, 500RD). Верхний элемент 500RU правого элемента 500R заднего ограждения соединяется с верхним элементом 500U заднего ограждения, а нижний элемент 500RD правого элемента 500R заднего ограждения соединяется с нижним элементом 500D заднего ограждения.
[0168] Другими словами, каждый из элементов (верхний элемент 500U заднего ограждения, нижний элемент 500D заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения) заднего ограждения может включать в себя множество элементов и часть или все из каждого элемента заднего ограждения могут быть образованы как единое целое с другим элементом заднего ограждения. До тех пор, пока верхний элемент 500U заднего ограждения выпускает текучую среду BF заднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны охлаждения 32, нижний элемент 500D заднего ограждения выпускает текучую среду BF заднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, левый элемент 500L заднего ограждения выпускает текучую среду BF заднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, и правый элемент 500R заднего ограждения выпускает текучую среду BF заднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, и, таким образом, вышеупомянутые элементы препятствуют охлаждающей жидкости CF протекать к наружной поверхности полой гильзы 50, после того, как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения, конфигурация каждого элемента (верхнего элемента 500U заднего ограждения, нижнего элемента 500D заднего ограждения, левого элемента 500L заднего ограждения и правого элемента 500R заднего ограждения) особо не ограничивается.
[0169] Кроме того, как показано на фиг. 28, механизм 500 заднего ограждения может включать в себя верхний элемент 500U заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения, и не обязан включать в себя нижний элемент 500D заднего ограждения. После того, как охлаждающая текучая среда CF выпускается к нижнему участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения из механизма 400 охлаждения наружной поверхности, контактирует с нижним участком наружной поверхности полой гильзы 50, охлаждающая текучая среда CF легко естественным образом падает под действием силы тяжести ниже полой гильзы 50. Следовательно, является трудным для охлаждающей текучей среды CF выпускается к нижнему участку наружной поверхности полой гильзы 50 в зоне 32 охлаждения из механизма 400 охлаждения наружной поверхности, чтобы течь к нижнему участку наружной поверхности полой гильзы, который находится сзади от зоны 32 охлаждения. Соответственно, механизм 500 заднего ограждения не обязан включать в себя нижний элемент 500D заднего ограждения. Кроме того, как показано на фиг. 29, механизм 500 заднего ограждения может включать в себя верхний элемент 500U заднего ограждения, левый элемент 500L заднего ограждения и правый элемент 500R заднего ограждения, и не обязан включать в себя нижний элемент 500D заднего ограждения, а левый элемент 500L заднего ограждения может быть расположен дальше вверх, чем центральная ось стержня 3 оправки, и правый элемент 500R заднего ограждения может быть расположен дальше вверх, чем центральная ось стержня 3 оправки. Охлаждающая текучая среда CF, которая контактирует с участками наружной поверхности наружной поверхности полой гильзы 50, которые располагаются дальше вниз, чем центральная ось стержня 3 оправки, легко под действием силы тяжести естественным образом падает ниже полой гильзы 50. Следовательно, достаточно, чтобы левый элемент 500L заднего ограждения располагался, по меньшей мере, еще дальше вверх, чем центральная ось стержня 3 оправки, и достаточно, чтобы правый элемент 500R заднего ограждения располагался, по меньшей мере, дальше вверх, чем центральная ось стержня 3 оправки.
[0170] Кроме того, механизм 500 заднего ограждения может иметь конфигурацию, которая отличается от конфигураций, показанных на фиг. 20-29. Например, как показано на фиг. 30 и фиг. 31, механизм 500 заднего ограждения может быть механизмом, который использует множество элементов ограждения. В этом случае, как показано на фиг. 30, механизм 500 заднего ограждения включает в себя множество элементов 504 ограждения, которые располагаются вокруг стержня 3 оправки. Как показано на фиг. 30, множество элементов 504 ограждения представляют собой, например, валки. В случае, когда элементы 504 ограждения представляют собой валки, как показано на фиг. 30, предпочтительно поверхность валка каждого элемента 504 ограждения изогнута так, что поверхность валка каждого элемента 504 ограждения контактирует с наружной поверхностью полой гильзы 50. Элементы 504 ограждения могут перемещаться в радиальном направлении стержня 3 оправки посредством непоказанного механизма перемещения. Механизм перемещения представляет собой, например, цилиндр. Цилиндр может представлять собой гидравлический цилиндр, может быть пневматическим цилиндром или может представлять собой цилиндр с приводом от электродвигателя.
[0171] Во время прошивки-прокатки или прокатки с вытяжкой, когда полая оболочка 50 проходит через механизм 500 заднего ограждения, множество элементов 504 ограждения перемещаются в радиальном направлении к наружной поверхности полой гильзы 50. Как показано на фиг. 31, внутренняя поверхность каждого из множества элементов 504 заднего ограждения затем располагается вблизи наружной поверхности полой гильзы 50. Таким образом, когда механизм 400 охлаждения наружной поверхности выпускает охлаждающую текучую среду CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50, которые находятся внутри зоны 32 охлаждения, множество элементов 504 ограждения образуют перекрытие (защитную стенку). Следовательно, механизм 500 заднего ограждения предотвращает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 после того, как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения.
[0172] Таким образом, механизм 500 заднего ограждения может иметь конфигурацию, в которой не используется текучая среда BF заднего ограждения. Конфигурация механизма 500 заднего ограждения особо не ограничивается, при условии, что механизм 500 заднего ограждения снабжается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу 50, перекрывает протекание охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 после того, как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения.
[0173] ЧЕТВЕРТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Фиг. 32 - вид, иллюстрирующий стороны подачи косорасположенных валков 1 прошивного стана 10, соответствующего четвертому варианту осуществления. Обращаясь к фиг. 32, в сравнении с прошивным станом 10, соответствующим первому варианту осуществления, прошивной стан 10, соответствующий четвертому варианту осуществления вновь включает в себя механизм 600 переднего ограждения и механизм 500 заднего ограждения. То есть, прошивной стан 10, соответствующий четвертому варианту осуществления имеет конфигурацию, полученную путем объединения второго варианта осуществления и третьего варианта осуществления.
[0174] Конфигурация механизма 600 переднего ограждения в соответствии с настоящим вариантом осуществления является такой же, как конфигурация механизма 600 переднего ограждения в соответствии со вторым вариантом осуществления. Кроме того, конфигурация механизма 500 заднего ограждения настоящего варианта осуществления является такой же, как конфигурация механизма 500 заднего ограждения в третьем варианте осуществления.
[0175] В прошивном стане 10, соответствующем настоящему варианту осуществления во время прошивки-прокатки или прокатки с вытяжкой охлаждающая текучая среда CF, которая течет по участку наружной поверхности полой гильзы 50 после контакта с участком наружной поверхности полой гильзы 50 в зоне 32 охлаждения ограничена от контакта с участками наружной поверхности полой гильзы 50, которые находятся спереди и сзади от зоны 32 охлаждения, посредством механизма 600 переднего ограждения и механизма 500 заднего ограждения.
[0176] Конкретно, механизм 600 переднего ограждения оснащается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу внутри зоны 32 охлаждения, выбрасывая охлаждающую текучую среду CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения предотвращает протекание охлаждающей текучей среды к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50 перед тем, как вышеупомянутые участки наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения. В частности, если смотреть в направлении продвижения полой гильзы 50, верхний элемент 600U переднего ограждения выпускает текучую среду FF переднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения на верхнем участке наружной поверхности полой гильзы 50 до того, как верхний участок наружной поверхности полой гильзы 50 войдет в зону охлаждения 32. Аналогично, нижний элемент 600D переднего ограждения выпускает текучую среду FF переднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения на нижнем участке наружной поверхности полой гильзы 50 до того, как нижний участок наружной поверхности полой гильзы 50 войдет в зону охлаждения 32. Аналогично, левый элемент 600L переднего ограждения выпускает текучую среду FF переднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения на левом участке наружной поверхности полой гильзы 50 до того, как левый участок наружной поверхности полой гильзы 50 войдет в зону охлаждения 32. Аналогично, правый элемент 600R переднего ограждения выпускает текучую среду FF переднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи входной стороны зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды FF переднего ограждения на правом участке наружной поверхности полой гильзы 50 до того, как правый участок наружной поверхности полой гильзы 50 войдет в зону охлаждения 32. Эти ограждения, которые состоят из текучей среды FF переднего ограждения, перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения и отскакивает от них и пытается протечь в зону впереди зоны 32 охлаждения. Следовательно, контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50, то есть перед зоной охлаждения 32 может быть исключен, и изменения температуры в осевом направлении полой гильзы 50 могут быть дополнительно уменьшены.
[0177] Кроме того, механизм 500 заднего ограждения снабжается механизмом, который, когда механизм 400 охлаждения наружной поверхности охлаждает полую гильзу внутри зоны 32 охлаждения, путем выпуска охлаждающей текучей среды CF к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, перекрывает охлаждающую текучую среду CF от протекания к верхнему участку, к нижнему участку, к левому участку и к правому участку наружной поверхности полой гильзы 50 после того, как вышеупомянутые участки наружной поверхности полой гильзы 50 выходят из зоны 32 охлаждения. В частности, если смотреть в направлении продвижения полой гильзы 50, верхний элемент 500U заднего ограждения выпускает текучую среду BF заднего ограждения к верхнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на верхнем участке наружной поверхности полой гильзы 50 после того, как верхний участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Аналогично, нижний элемент 500D заднего ограждения выпускает текучую среду BF заднего ограждения к нижнему участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на нижнем участке наружной поверхности полой гильзы 50 после того, как нижний участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Аналогично, левый элемент 500L заднего ограждения выпускает текучую среду BF заднего ограждения к левому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на левом участке наружной поверхности полой гильзы 50 после того, как левый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Аналогично, правый элемент 500R заднего ограждения выпускает текучую среду BF заднего ограждения к правому участку наружной поверхности полой гильзы 50, который располагается вблизи стороны подачи зоны 32 охлаждения, образуя тем самым перекрытие (защитную стенку), состоящее из текучей среды BF заднего ограждения на правом участке наружной поверхности полой гильзы 50 после того, как правый участок наружной поверхности полой гильзы 50 выходит из зоны 32 охлаждения. Эти ограждения, которые состоят из текучей среды BF заднего ограждения, перекрывают охлаждающую текучую среду CF, которая контактирует с участками наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения и отскакивает от них и пытается протечь в зону позади зоны 32 охлаждения. Следовательно, контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50, которые находятся позади зоны 32 охлаждения, может быть исключен, и изменения температуры в осевом направлении полой гильзы 50 могут быть дополнительно уменьшены.
[0178] В соответствии с конфигурацией, описанной выше, в прошивном стане 10, согласно настоящего варианта осуществления, охлаждающая текучая среда CF может быть ограничена от контактирования с участками наружной поверхности полой гильзы 50, которые находятся спереди и сзади от зоны 32 охлаждения, и изменения температуры в осевом направлении полой гильзы 50 могут быть дополнительно уменьшены.
[0179] Следует отметить, что в прошивном стане 10, согласно четвертому варианту осуществления, механизм 600 переднего ограждения может иметь конфигурацию, показанную на фиг. 18 и фиг. 19, а механизм 500 заднего ограждения может иметь конфигурацию, показанную на фиг. 30 и фиг. 31.
ПРИМЕР
[0180] Испытание, которое моделировало охлаждение полой гильзы после прошивки-прокатки (далее именуемое как «испытание методом моделирования»), было выполнено с использованием механизма охлаждения наружной поверхности, механизма переднего ограждения и механизма заднего ограждения, которые описаны в четвертом варианте осуществления, и эффект устранения контакта охлаждающей текучей среды с наружной поверхностью полой гильзы в зонах, отличных от зоны охлаждения, был получен посредством проверенного механизма переднего ограждения и механизма заднего ограждения.
[0181] СПОСОБ ИСПЫТАНИЯ МЕТОДОМ МОДЕЛИРОВАНИЯ
Была подготовлена полая оболочка, имеющая наружный диаметр 406 мм, толщину стенки 30 мм и длину 2 м. Термопара была встроена в центральной позиции в продольном направлении полой гильзы, которая была центральной позицией толщины стенки в направлении толщины стенки полой гильзы и находилась на глубине 2 мм от наружной поверхности.
[0182] Полая оболочка, в которую была встроена термопара, была нагрета в течение двух часов при 950°С в нагревательной печи. Нагретая полая оболочка была подвергнута испытанию методом моделирования с использованием механизма 400 охлаждения наружной поверхности, имеющего конфигурацию, показанную на фиг. 4. В частности, нагретая полая оболочка была транспортирована со скоростью транспортирования 6 м/мин и вынуждена была проходить через внутреннюю часть механизма 400 охлаждения наружной поверхности. В этот раз, время, требуемое для позиции, в которой термопара была встроена в полую гильзу, чтобы пройти через зону 32 охлаждения механизма 400 охлаждения наружной поверхности было 12 секунд. В то время, как полая оболочка была транспортирована, охлаждающая вода выбрасывалась в зону 32 охлаждения механизмом 400 охлаждения наружной поверхности.
[0183] После вышеупомянутой прошивки-прокатки было проведено испытание методом моделирования охлаждения наружной поверхности, и был измерен коэффициент теплопередачи в позиции, в которой термопара была встроена во время испытания.
[0184] РЕЗУЛЬТАТЫ ИСПЫТАНИЯ
Результаты измерения коэффициента теплопередачи показаны на фиг. 33. Абсцисса на фиг. 33 представляет истекшее время (время транспортировки) (сек) от начала теста. Ордината представляет коэффициент теплопередачи (Вт/м2К).
[0185] Обращаясь к фиг. 33, период времени, в течение которого коэффициент теплопередачи возрастает, указывает на то, что позиция, в которой была встроена термопара, охлаждалась хладагентом в рассматриваемый период времени. Как описано выше, время, необходимое для позиции, в которой термопара была встроена, чтобы пройти через зону 32 охлаждения, составляло 12 секунд. В связи с этим, обращаясь к фиг. 13, период времени, в течение которого позиция, в которой термопара была встроена, охлаждалась хладагентом, составлял 16 секунд, что было приблизительно таким же, как время, необходимое для позиции, в которой термопара была встроена, чтобы пройти через зону 32 охлаждения. Таким образом, механизм 600 переднего ограждения и механизм 500 заднего ограждения могут в достаточной степени исключать контакт охлаждающей хладагента с наружной поверхностью полой гильзы в зонах, которые были дальше вперед и дальше назад, чем зона 32 охлаждения.
[0186] Варианты осуществления настоящего изобретения были описаны выше. Однако вышеприведенные варианты осуществления являются лишь примерами для осуществления настоящего изобретения. Соответственно, настоящее изобретение не ограничивается вышеприведенными вариантами осуществления, и вышеприведенные варианты осуществления могут быть соответствующим образом модифицированы в пределах диапазона, который не отклоняется от сущности настоящего изобретения.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ, ПРЕДСТАВЛЕННЫХ НА ЧЕРТЕЖАХ
[0187] 1 - косорасположенный валок, 2 - оправка, 3 - стержень оправки, 10 - прошивной стан, 400 - механизм охлаждения наружной поверхности, 500 - механизм заднего ограждения, 600 - механизм переднего ограждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИВНАЯ УСТАНОВКА, СТЕРЖЕНЬ ОПРАВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ИХ ИСПОЛЬЗОВАНИЕМ | 2018 |
|
RU2738291C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| ОПРАВКА, ИСПОЛЬЗУЕМАЯ В ПРОШИВНОМ СТАНЕ | 2013 |
|
RU2592332C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2021045C1 |
| Линейка прошивного стана | 2016 |
|
RU2630188C1 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2014 |
|
RU2587702C1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2008 |
|
RU2388557C2 |
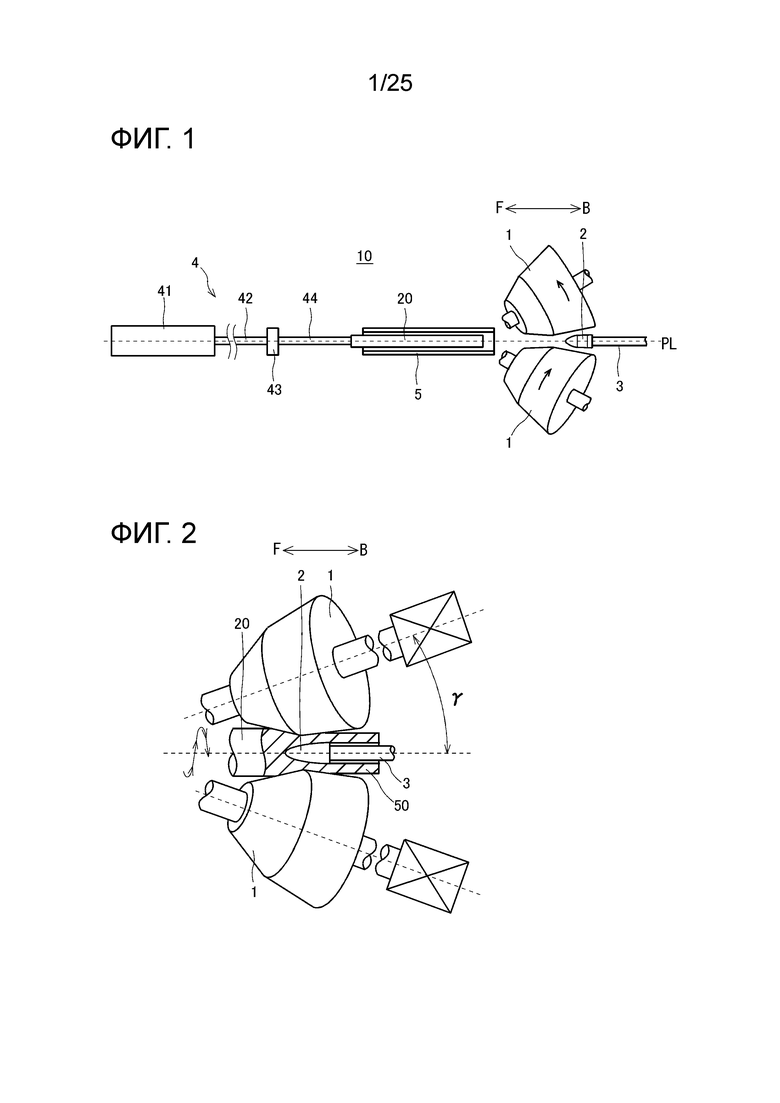
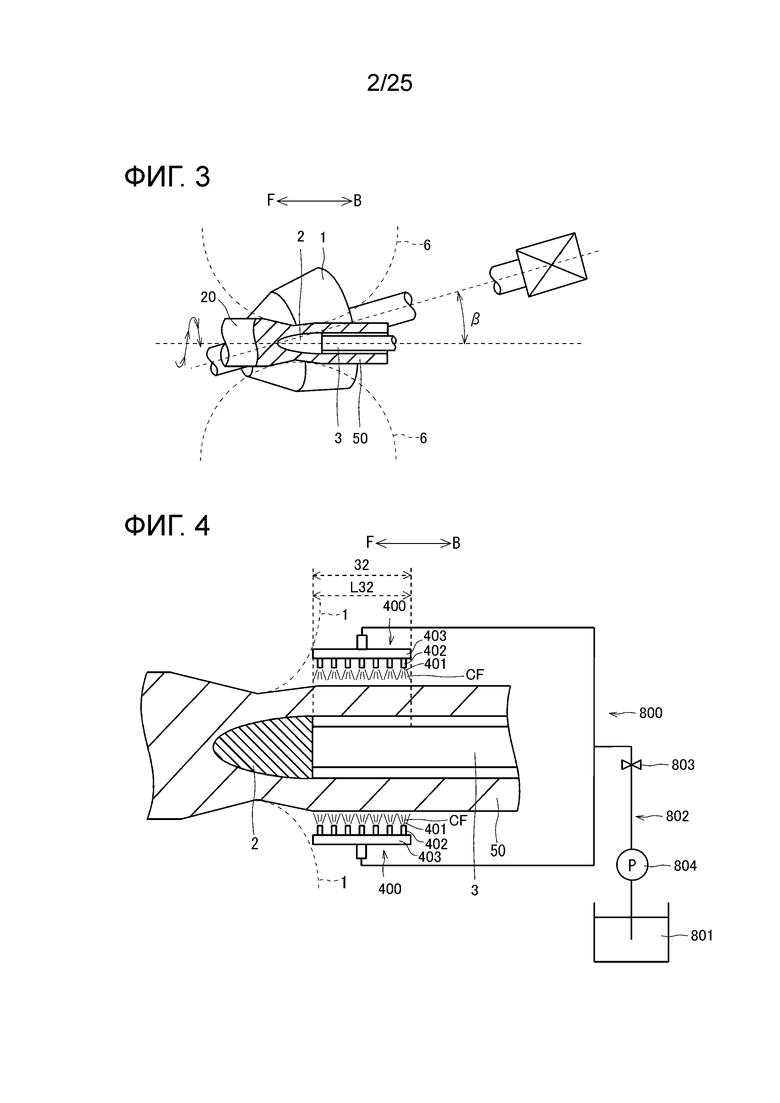
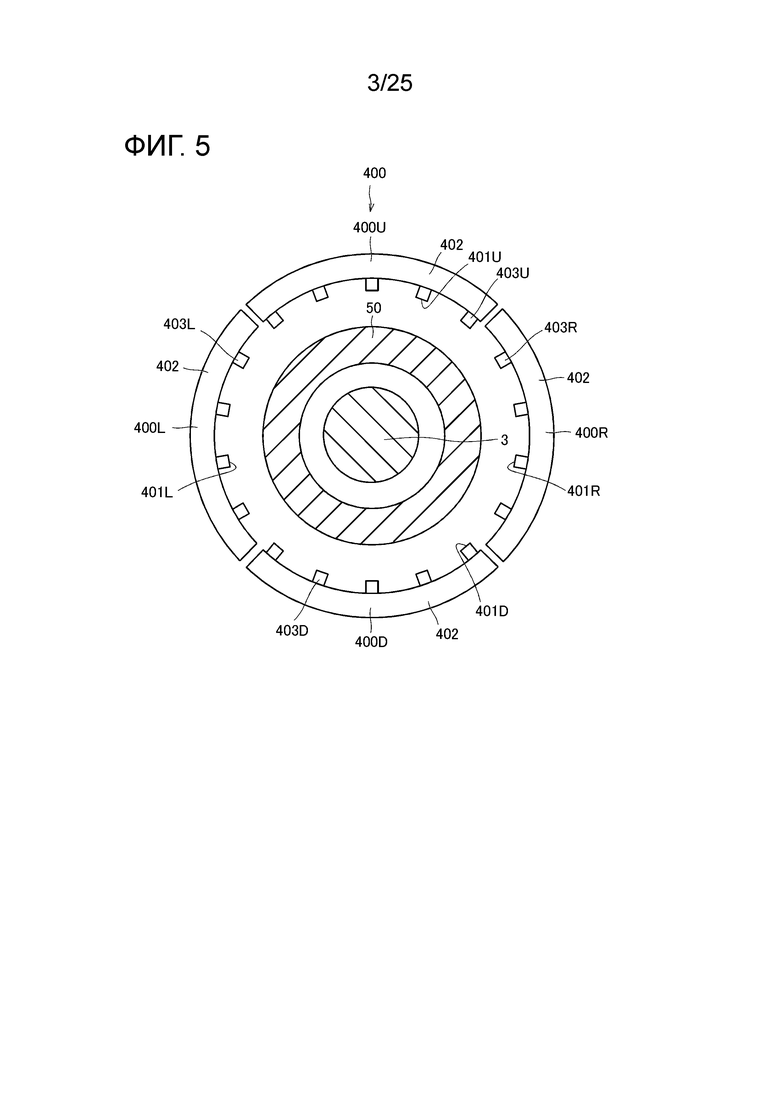

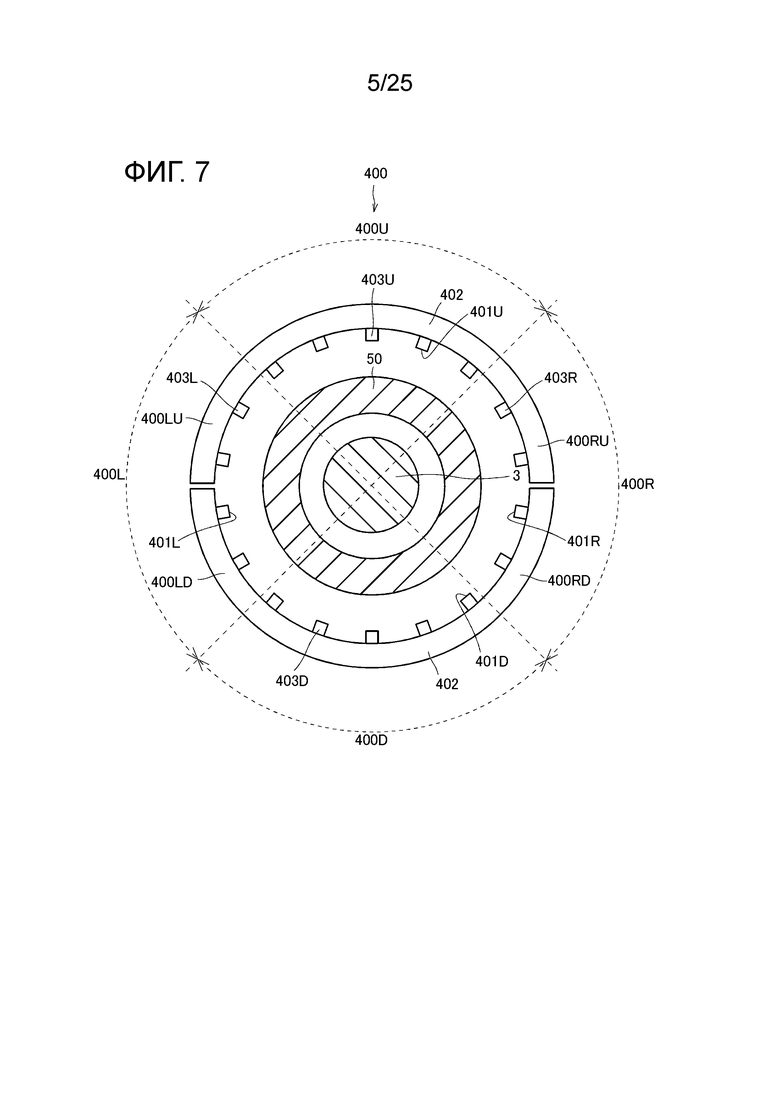
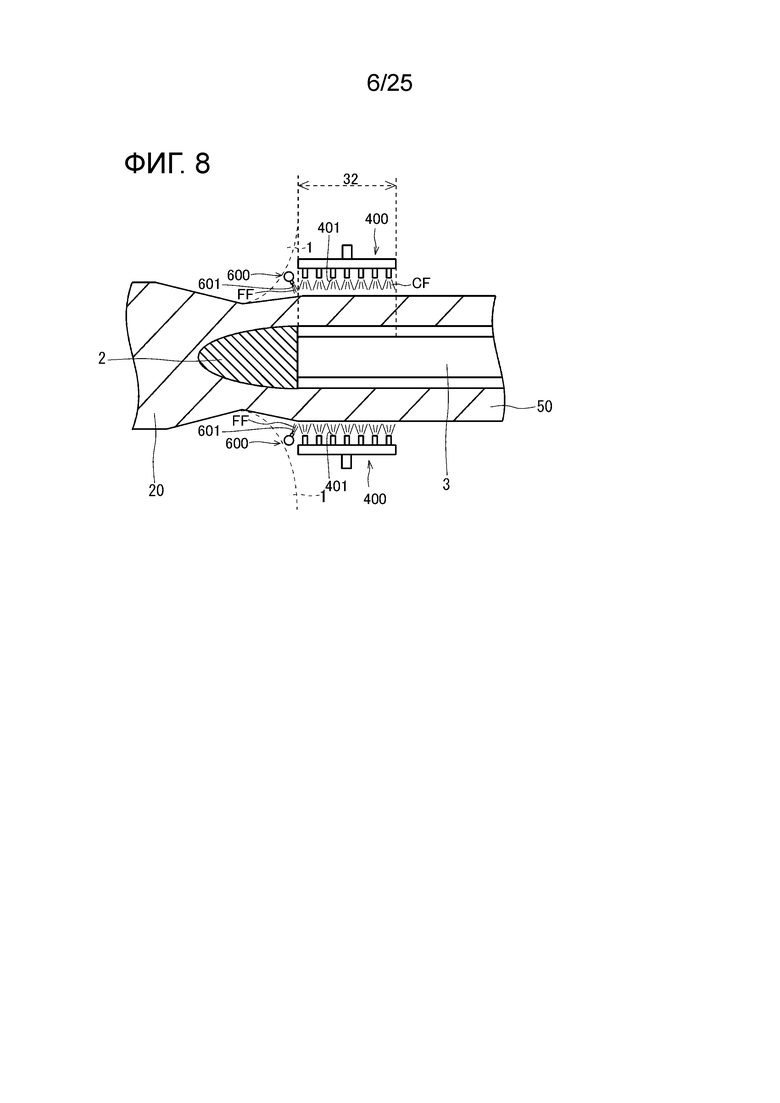

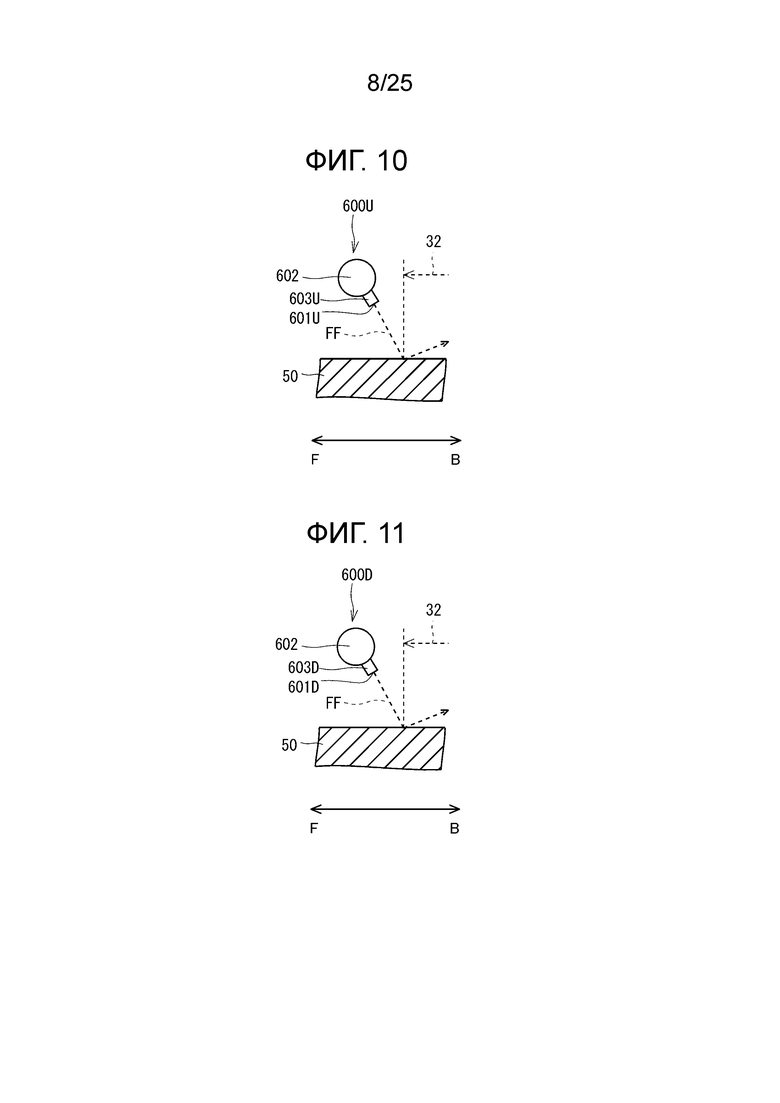
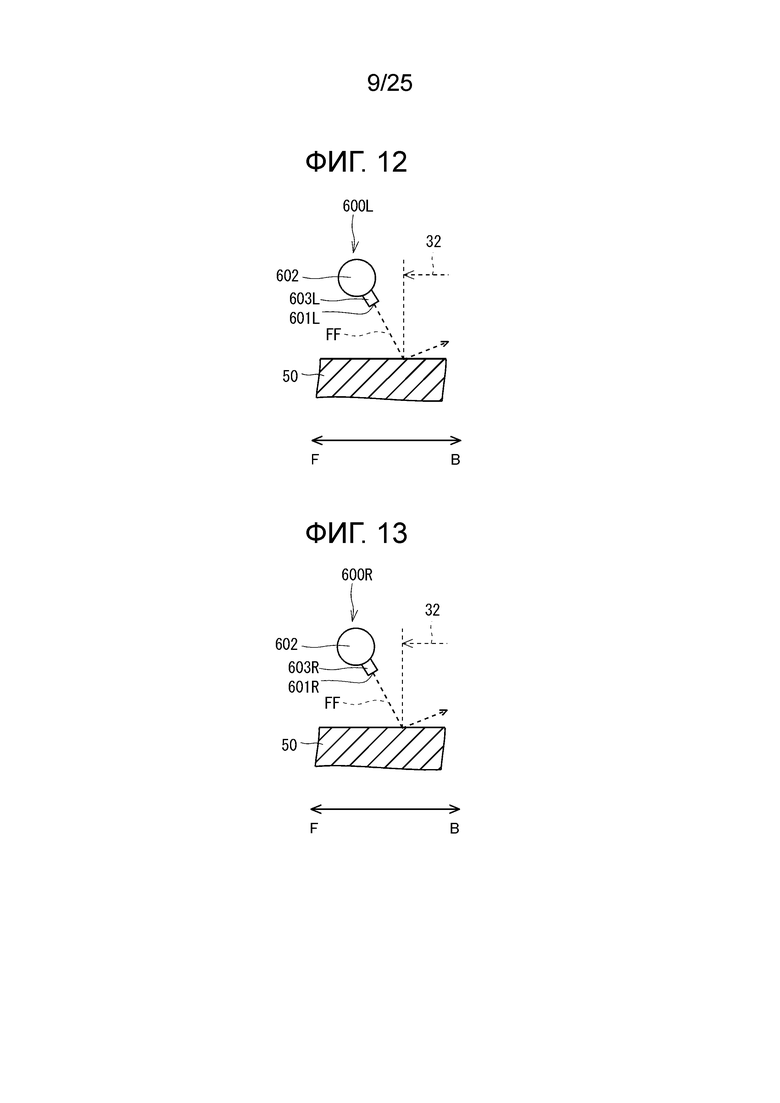
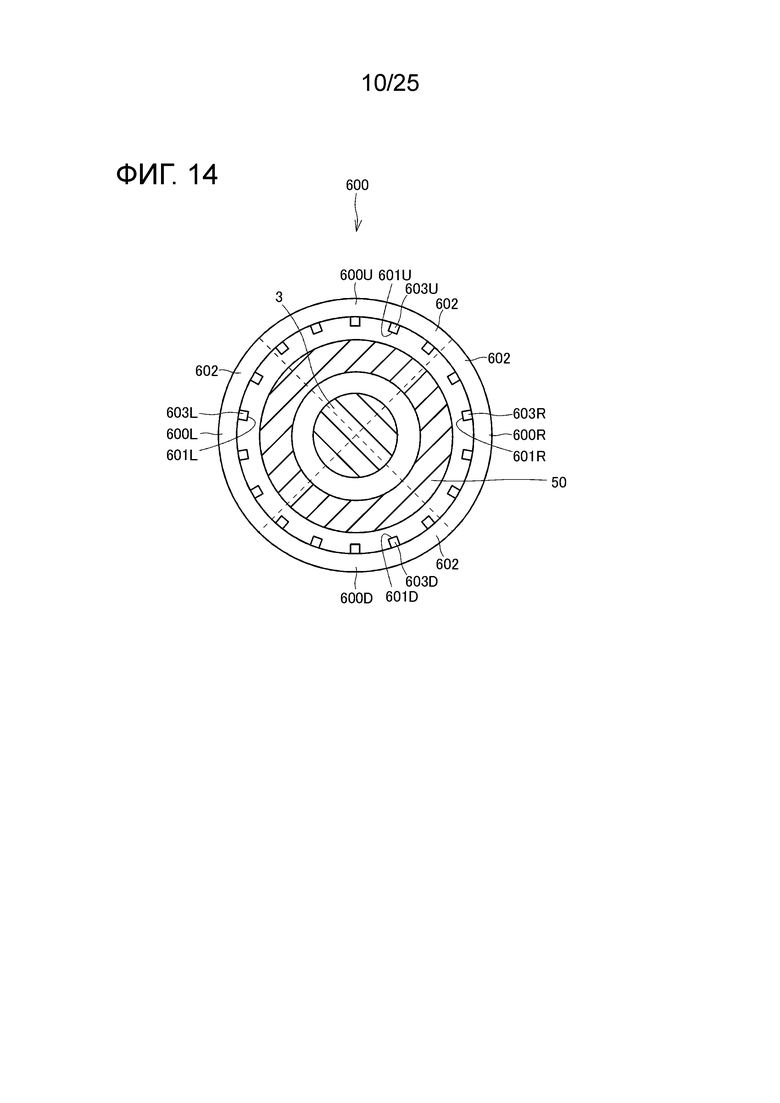

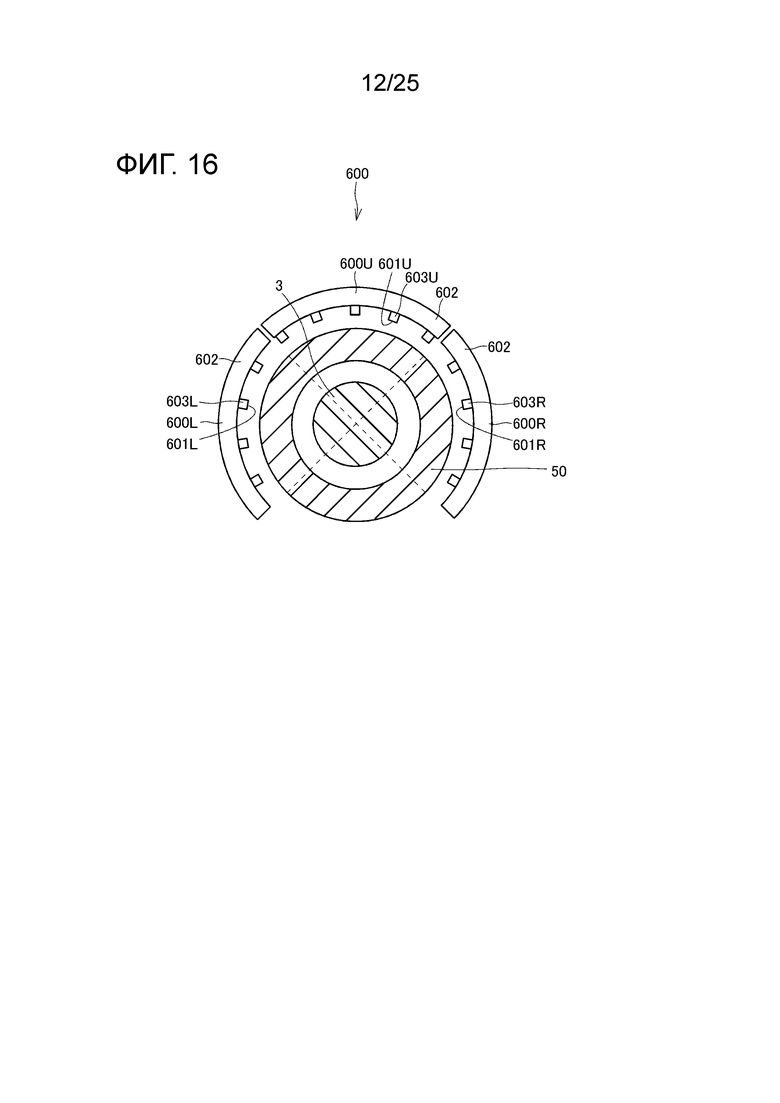
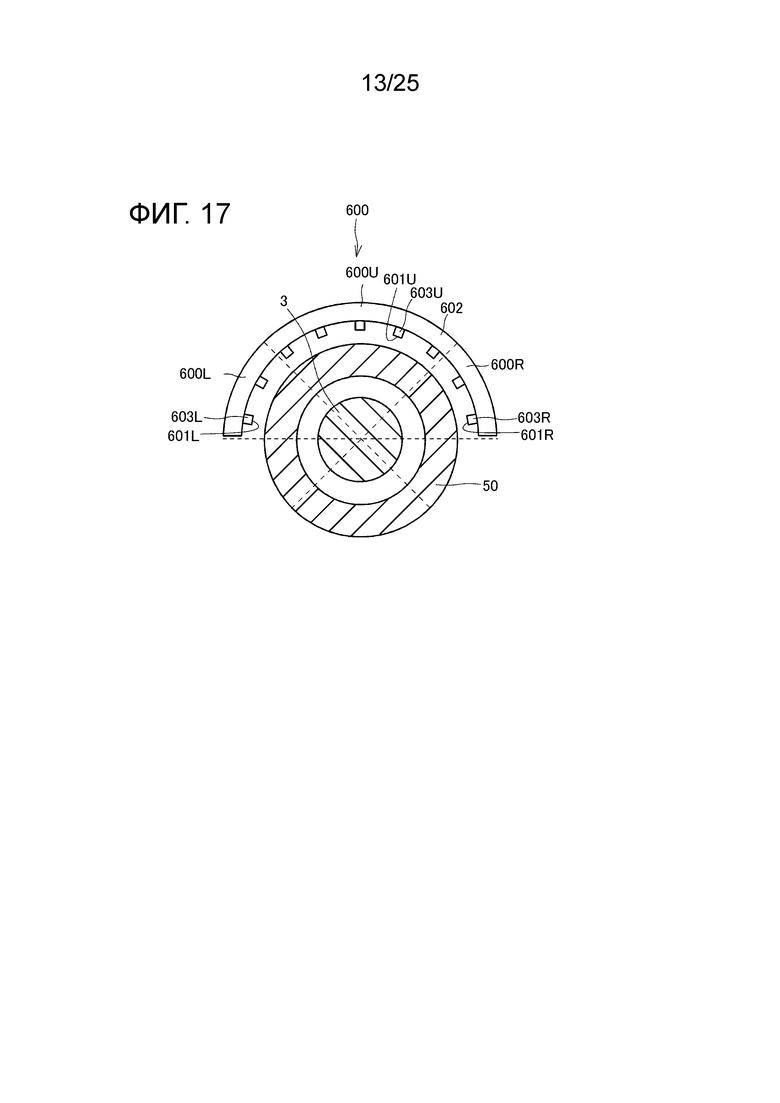

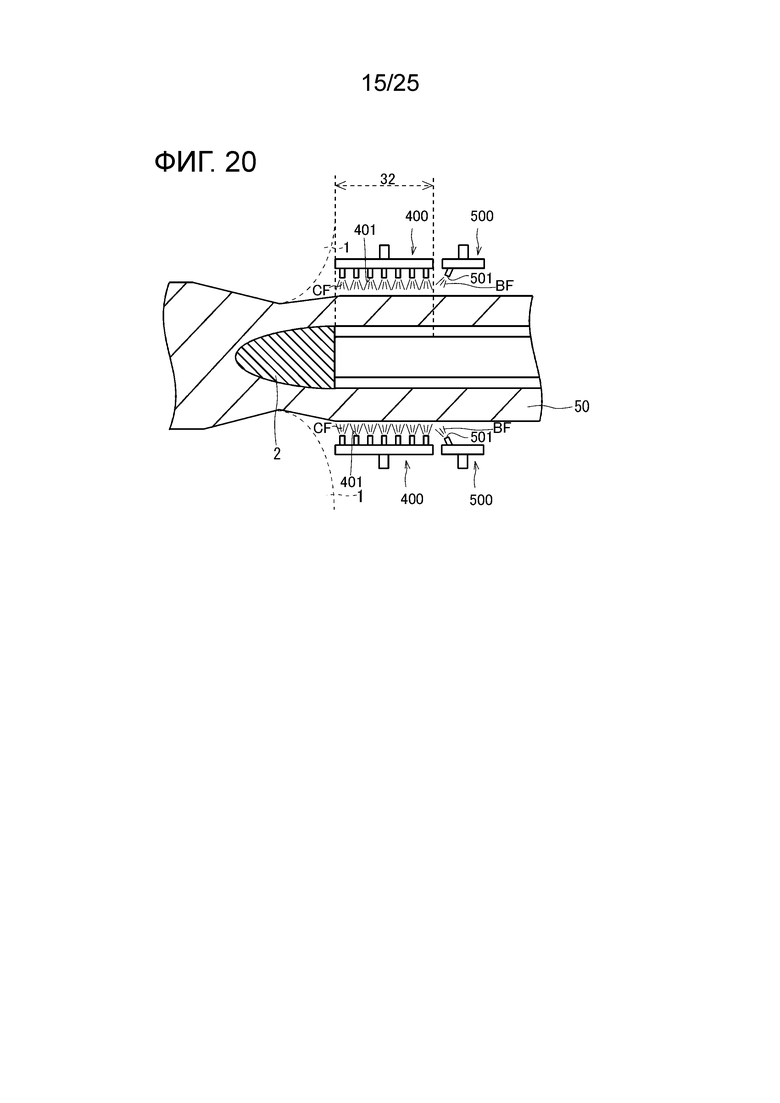
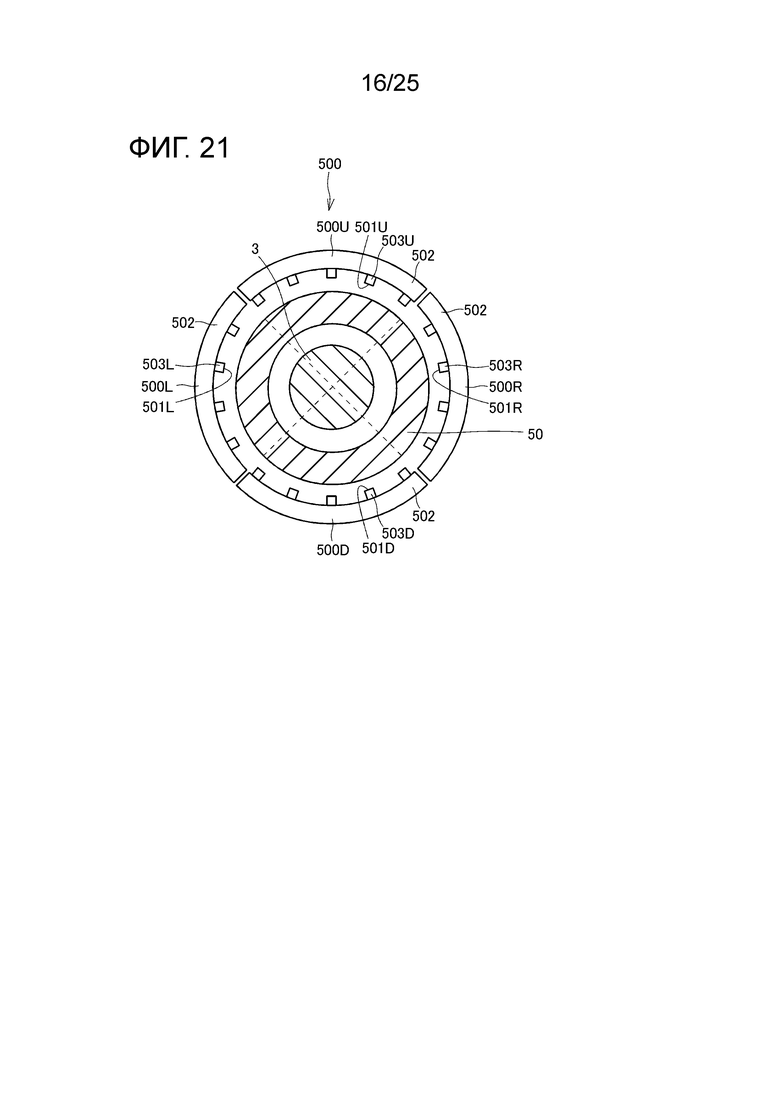


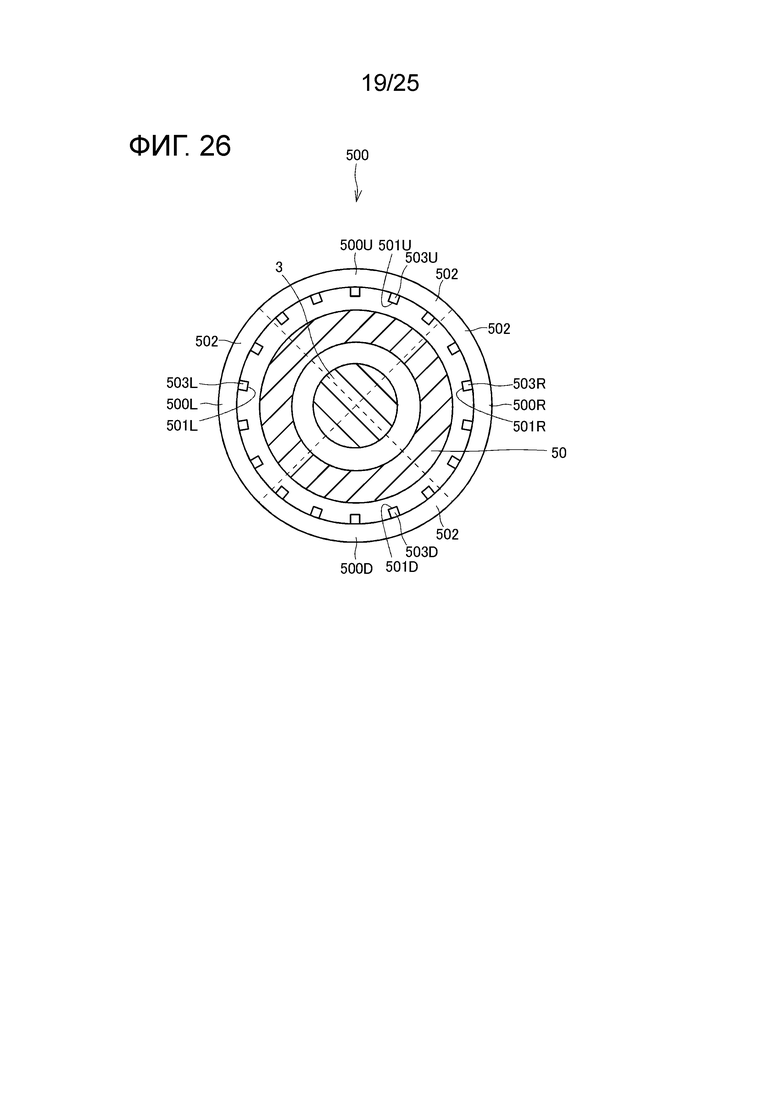
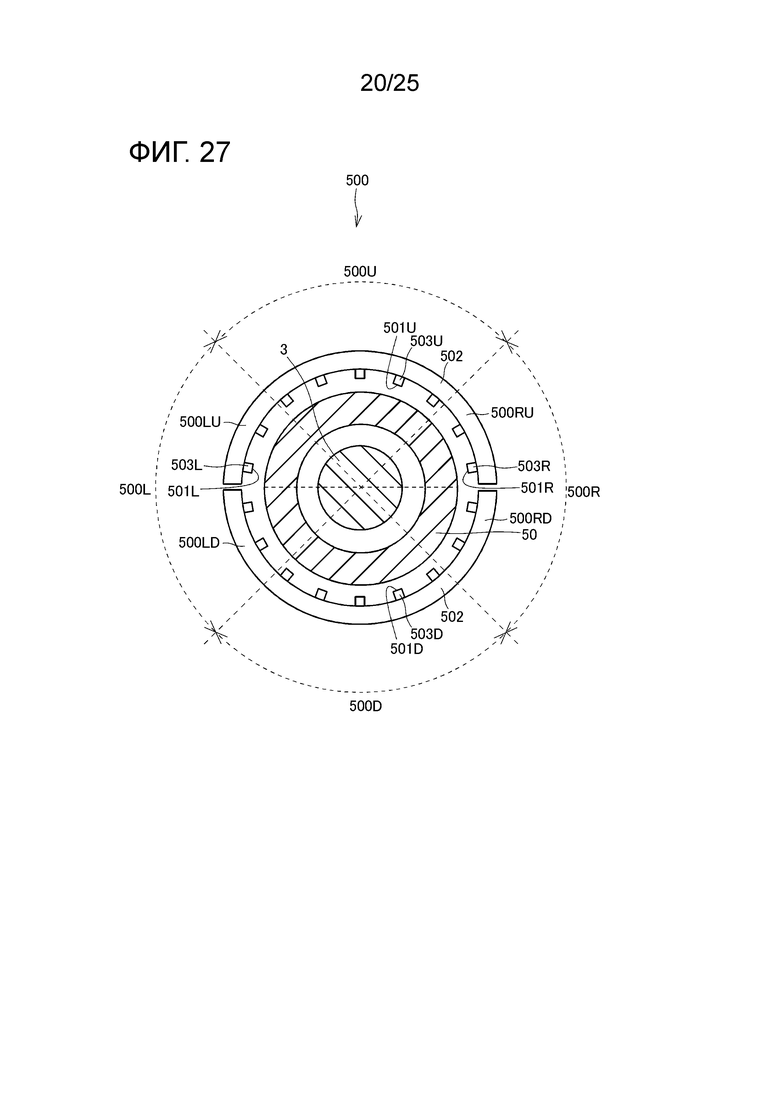

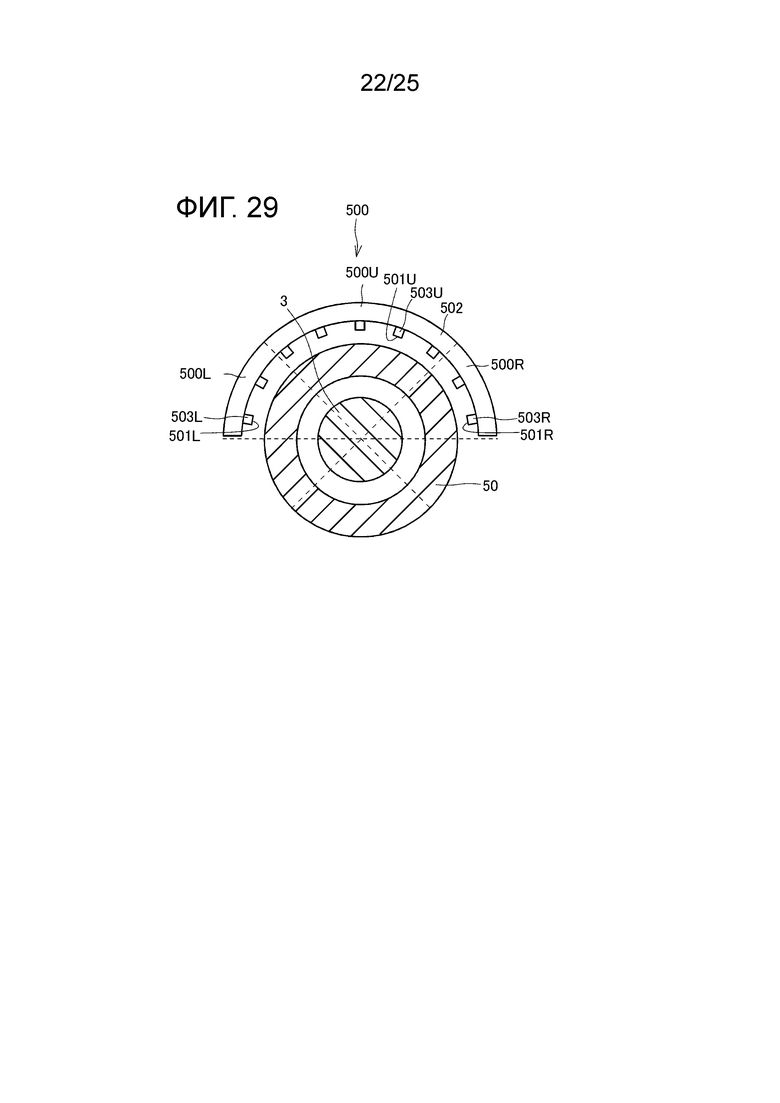
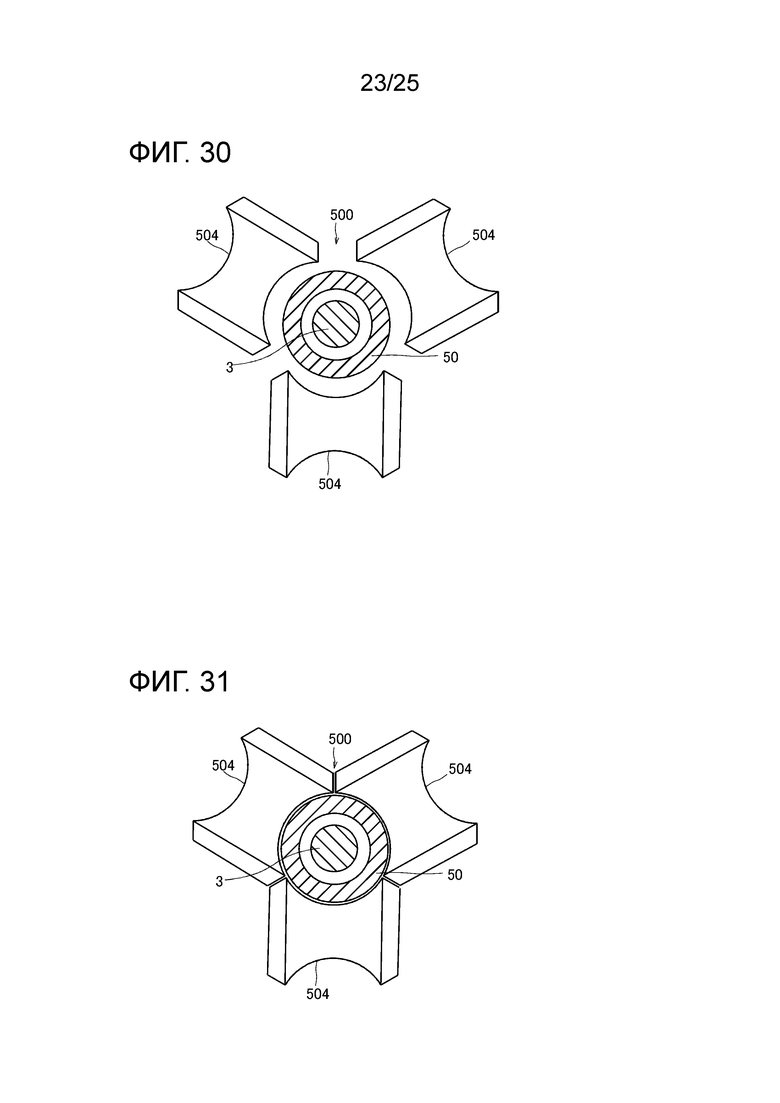
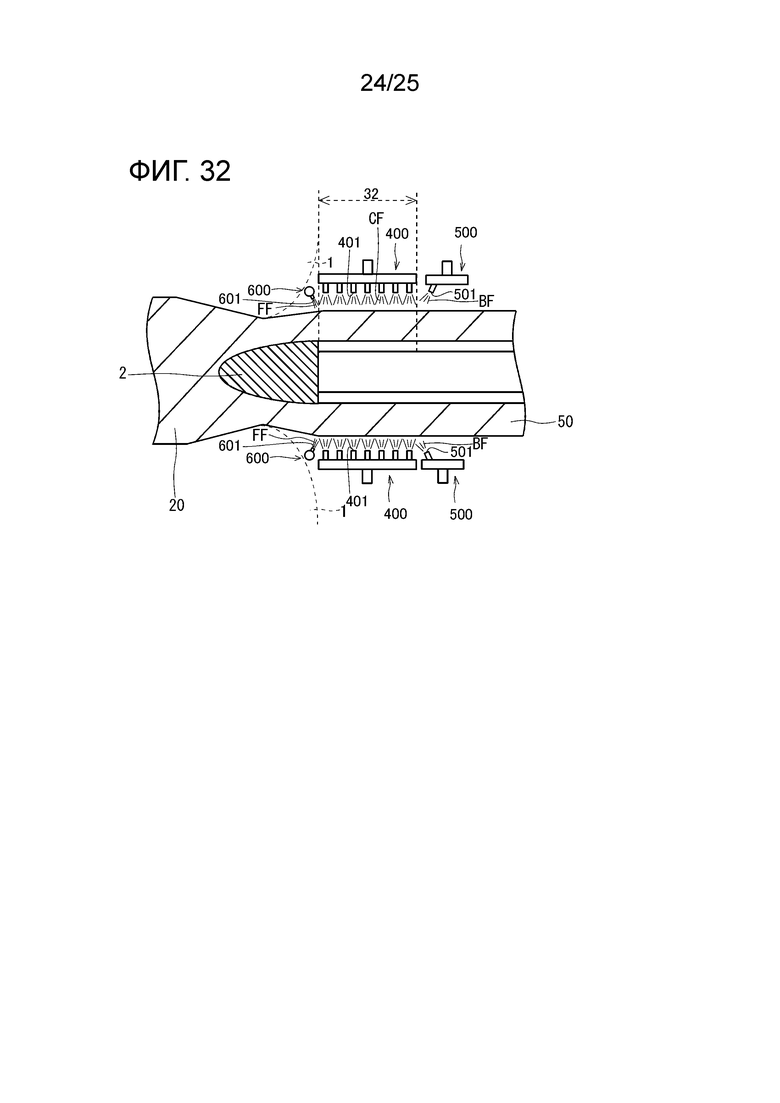

Изобретение относится к прошивному стану. Стан содержит множество косорасположенных валков, оправку, расположенную на линии прохождения между множеством косорасположенных валков, стержень оправки, механизм охлаждения наружной поверхности для охлаждения наружной поверхности полой гильзы и механизм переднего ограждения. Механизм переднего ограждения содержит механизм, который, когда механизм охлаждения наружной поверхности охлаждает полую гильзу в зоне охлаждения за счет выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхность и к правому участку наружной поверхности полой гильзы, обеспечивает преграждение протеканию охлаждающей текучей среды к верхнему участку наружной поверхности, нижнему участку наружной поверхности, левому участку наружной поверхности и правому участку наружной поверхности полой гильзы до того, как полая оболочка войдет в зону охлаждения. В результате уменьшается разность температур между участком переднего конца и участком заднего конца полой гильзы. 2 н. и 13 з.п. ф-лы, 33 ил.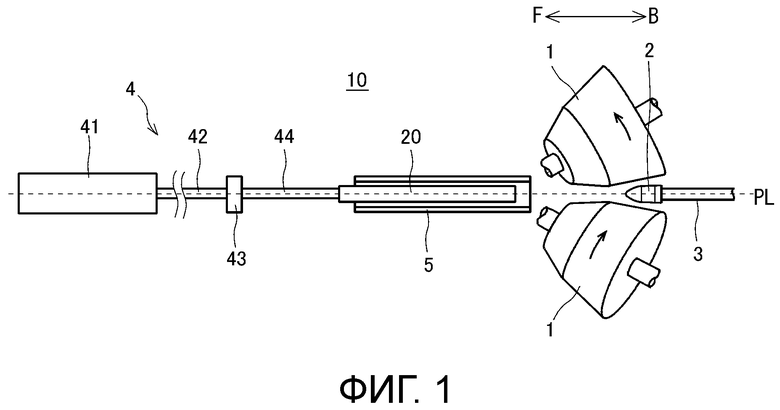
1. Прошивной стан, который выполняет прошивку-прокатку или прокатку с вытяжкой материала для получения полой гильзы, содержащий
множество косорасположенных валков, расположенных вокруг линии прохождения, вдоль которой проходит материал;
оправку, расположенную на линии прохождения между множеством косорасположенных валков;
стержень оправки, проходящий назад от оправки вдоль линии прохождения от заднего конца оправки;
механизм охлаждения наружной поверхности для охлаждения наружной поверхности полой гильзы, расположенный вокруг стержня оправки в положении, которое находится сзади от оправки, и
механизм переднего ограждения, который располагается вокруг стержня оправки в положении, которое находится сзади от оправки и спереди от упомянутого механизма охлаждения наружной поверхности,
при этом
по отношению к наружной поверхности полой гильзы, проходящей вперед через зону охлаждения, которая располагается сзади от оправки в направлении продвижения полой гильзы, механизм охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения, и
механизм переднего ограждения содержит механизм, который, когда механизм охлаждения наружной поверхности охлаждает полую гильзу в зоне охлаждения за счет выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхность и к правому участку наружной поверхности полой гильзы, обеспечивает преграждение протеканию охлаждающей текучей среды к верхнему участку наружной поверхности, нижнему участку наружной поверхности, левому участку наружной поверхности и правому участку наружной поверхности полой гильзы до того, как полая оболочка войдет в зону охлаждения.
2. Прошивной стан по п. 1, в котором
механизм охлаждения наружной поверхности включает в себя:
верхний элемент охлаждения наружной поверхности, расположенный над стержнем оправки в направлении продвижения полой гильзы, при этом верхний элемент охлаждения наружной поверхности включает в себя множество отверстий верхней части для выпуска охлаждающей текучей среды, которые обеспечивают выпуск охлаждающей текучей среды к верхнему участку наружной поверхности полой гильзы в зоне охлаждения;
нижний элемент охлаждения наружной поверхности, расположенный под стержнем оправки в направлении продвижения полой гильзы, при этом нижний элемент охлаждения наружной поверхности включает в себя множество отверстий нижней части для выпуска охлаждающей текучей среды, которые обеспечивают выпуск охлаждающей текучей среды к нижнему участку наружной поверхности полой гильзы в зоне охлаждения;
левый элемент охлаждения наружной поверхности, расположенный слева от стержня оправки в направлении продвижения полой гильзы, при этом левый элемент охлаждения наружной поверхности включает в себя множество отверстий левой части для выпуска охлаждающей текучей среды, которые обеспечивают выпуск охлаждающей текучей среды к левому участку наружной поверхности полой гильзы в зоне охлаждения; и
правый элемент охлаждения наружной поверхности, расположенный справа от стержня оправки в направлении продвижения полой гильзы, при этом правый элемент охлаждения наружной поверхности включает в себя множество отверстий правой части для выпуска охлаждающей текучей среды, которые обеспечивают выпуск охлаждающей текучей среды к правому участку наружной поверхности полой гильзы в зоне охлаждения.
3. Прошивной стан по п. 2, в котором
охлаждающая текучая среда представляет собой газ и/или жидкость.
4. Прошивной стан по п. 1, в котором
механизм переднего ограждения включает в себя:
верхний элемент переднего ограждения, включающий в себя множество отверстий верхней части для выпуска текучей среды переднего ограждения, который располагается над стержнем оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды переднего ограждения к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к верхнему участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения;
левый элемент переднего ограждения, включающий в себя множество отверстий левой части для выпуска текучей среды переднего ограждения, который располагается слева от стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды переднего ограждения к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к левому участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения; и
правый элемент переднего ограждения, включающий в себя множество отверстий правой части для выпуска текучей среды переднего ограждения, который располагается справа от стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды переднего ограждения к правому участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к правому участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения.
5. Прошивной стан по п. 4, в котором
верхний элемент переднего ограждения обеспечивает выпуск текучей среды переднего ограждения по диагонали назад к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения, из множества отверстий верхней части для выпуска текучей среды переднего ограждения;
левый элемент переднего ограждения обеспечивает выпуск текучей среды переднего ограждения по диагонали назад к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения, из множества отверстий левой части для выпуска текучей среды переднего ограждения; и
правый элемент переднего ограждения обеспечивает выпуск текучей среды переднего ограждения по диагонали назад к правому участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения, из множества отверстий правой части для выпуска текучей среды переднего ограждения.
6. Прошивной стан по п. 4, в котором
механизм переднего ограждения дополнительно включает в себя:
нижний элемент переднего ограждения, включающий в себя множество отверстий нижней части для выпуска текучей среды переднего ограждения, который располагается ниже стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды переднего ограждения к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к нижнему участку наружной поверхности полой гильзы до того, как полая оболочка входит в зону охлаждения.
7. Прошивной стан по п. 6, в котором
нижний элемент переднего ограждения обеспечивает выпуск текучей среды переднего ограждения по диагонали назад к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны входа зоны охлаждения, из множества отверстий нижней части для выпуска текучей среды переднего ограждения.
8. Прошивной стан по п. 4, в котором
текучая среда переднего ограждения представляет собой газ и/или жидкость.
9. Прошивной стан по любому из пп. 1-8, дополнительно содержащий
механизм заднего ограждения, который располагается вокруг стержня оправки в положении, которое находится сзади от механизма охлаждения наружной поверхности, при этом
механизм заднего ограждения содержит механизм, который, когда механизм охлаждения наружной поверхности охлаждает полую гильзу за счет выбрасывания охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы, обеспечивает преграждение протеканию охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
10. Прошивной стан по п. 9, в котором
механизм заднего ограждения включает в себя:
верхний элемент заднего ограждения, включающий в себя множество отверстий верхней части для выпуска текучей среды заднего ограждения, который располагается над стержнем оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды заднего ограждения к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к верхнему участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения;
левый элемент заднего ограждения, включающий в себя множество отверстий левой части для выпуска текучей среды заднего ограждения, который располагается слева от стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды заднего ограждения к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к левому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения; и
правый элемент заднего ограждения, включающий в себя множество отверстий правой части для выпуска текучей среды заднего ограждения, который располагается справа от стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды заднего ограждения к правому участку наружной поверхности полой гильзы, которая располагается вблизи стороны подачи зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к правому участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
11. Прошивной стан по п. 10, в котором
верхний элемент заднего ограждения обеспечивает выпуск текучей среды заднего ограждения по диагонали вперед к верхнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий верхней части для выпуска текучей среды заднего ограждения;
левый элемент заднего ограждения обеспечивает выпуск текучей среды заднего ограждения по диагонали вперед к левому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий левой части для выпуска текучей среды заднего ограждения; и
правый элемент заднего ограждения обеспечивает выпуск текучей среды заднего ограждения по диагонали вперед к правому участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий правой части для выпуска текучей среды заднего ограждения.
12. Прошивной стан по п. 10, в котором
механизм заднего ограждения дополнительно включает в себя:
нижний элемент заднего ограждения, включающий в себя множество отверстий нижней части для выпуска текучей среды заднего ограждения, который располагается ниже стержня оправки в направлении продвижения полой гильзы и который обеспечивает выпуск текучей среды заднего ограждения к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения и обеспечивает преграждение протеканию охлаждающей текучей среды к нижнему участку наружной поверхности полой гильзы после того, как полая оболочка выходит из зоны охлаждения.
13. Прошивной стан по п. 12, в котором
нижний элемент заднего ограждения обеспечивает выпуск текучей среды заднего ограждения по диагонали вперед к нижнему участку наружной поверхности полой гильзы, который располагается вблизи стороны подачи зоны охлаждения, из множества отверстий нижней части для выпуска текучей среды заднего ограждения.
14. Прошивной стан по п. 10, в котором
текучая среда заднего ограждения представляет собой газ и/или жидкость.
15. Способ изготовления бесшовной металлической трубы с использованием прошивного стана по п. 1, включающий
процесс прокатки, при котором материал подвергают прошивке-прокатке или прокатке с вытяжкой с использованием прошивного стана для формирования полой гильзы; и
процесс охлаждения во время прошивки-прокатки или прокатки с вытяжкой в отношении наружной поверхности полой гильзы, продвигающейся через зону охлаждения в направлении продвижения полой гильзы, выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхности и к правому участку наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения,
причем
используют механизм переднего ограждения, который располагается вокруг стержня оправки в положении, которое находится сзади от оправки и спереди от упомянутого механизма охлаждения наружной поверхности, при этом
механизм переднего ограждения содержит механизм, посредством которого, когда механизм охлаждения наружной поверхности охлаждает полую гильзу в зоне охлаждения за счет выпуска охлаждающей текучей среды к верхнему участку наружной поверхности, к нижнему участку наружной поверхности, к левому участку наружной поверхность и к правому участку наружной поверхности полой гильзы, преграждают протекание охлаждающей текучей среды к верхнему участку наружной поверхности, нижнему участку наружной поверхности, левому участку наружной поверхности и правому участку наружной поверхности полой гильзы до того, как полая оболочка войдет в зону охлаждения.
| УСТРОЙСТВО УПРАВЛЕНИЯ КОРОБКОЙ ПЕРЕДАЧ В ТРАНСМИССИИ | 2024 |
|
RU2830921C1 |
| JP 2010247218 A, 04.11.2010 | |||
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |

