Изобретение относится к инструменту для обработки металлов давлением и может быть использовано при прокатке горячекатаных бесшовных труб на косовалковом стане.
Дель изобретения - повьшение точности гильз.
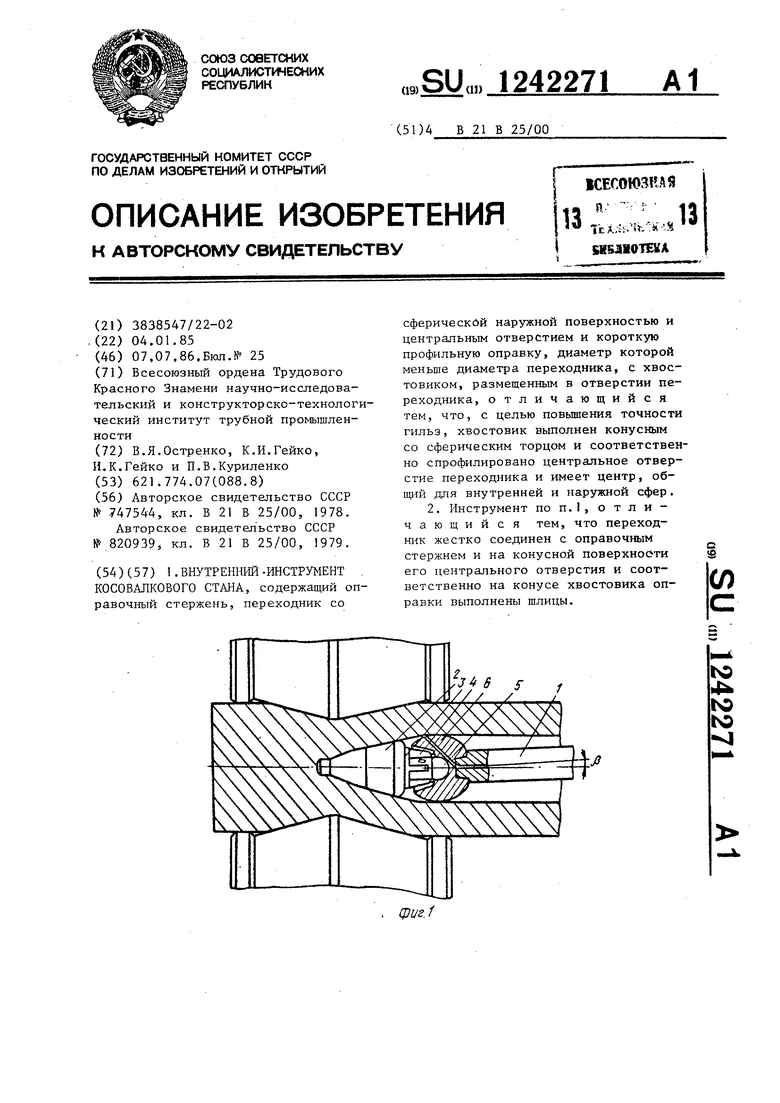
На фиг.1 изображен инструмент прошивного стана, разрез в плоскости
осей валков; на фиг.2 - прошивная оп- Ю цессе по мере выхода гильзы из клети
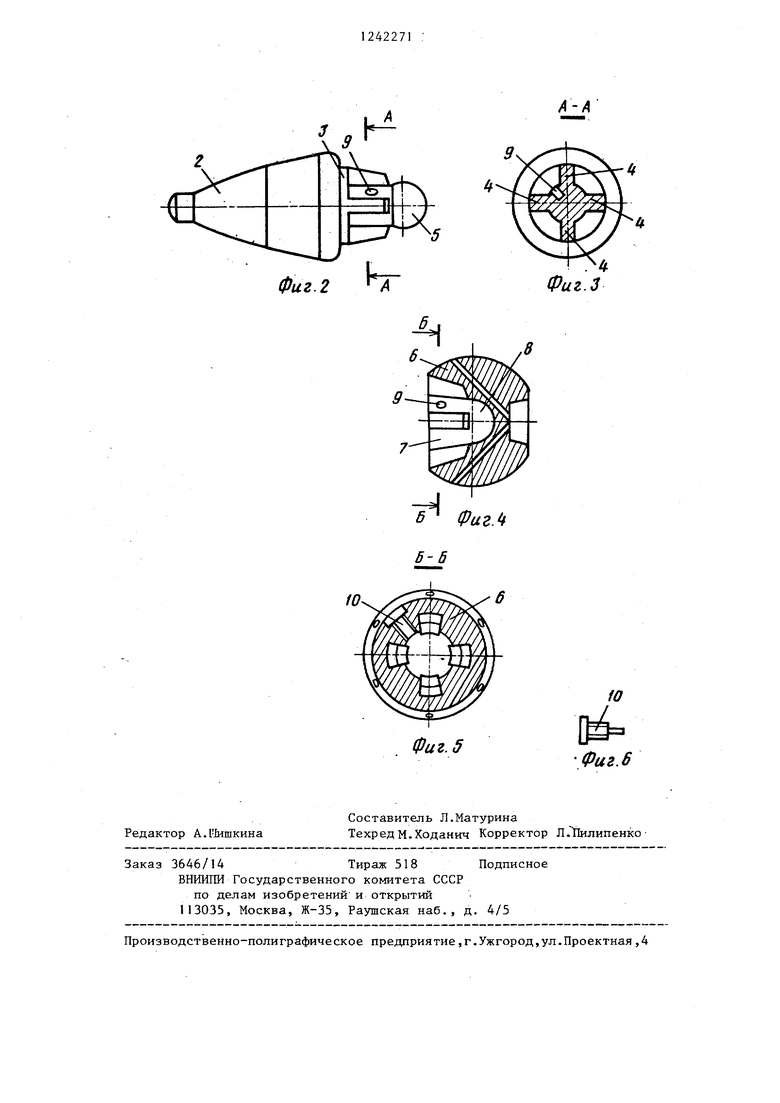
равка; на фиг.З - сечение А-А на фиг.2; на фиг.4-- переходник, разрез; на фиг.З - сечение Б-Б на фиг.4; на фиг.б - осевой фиксатор.
Внутренний инструмент косовалково- го стана взшючает оправочный стержень 1, короткую профильную оправку 2 с хвостовиком, имеющим конусную часть 3 со шлицами 4 и сферический торец 5, и переходник 6 с центральным глухим отверстием с конусной поверхностью 7 со шлицевыми пазами и сферой 8, центр которой является общим.с наружной сферической поверхностью, имеющей диаметр, больший диаметра рабо- чей профильной поверхности оправки. На хвостовике оправки и переходнике предусмотрено отверстие 9 Под фиксатор 10. В стержне и переходнике предусмотрены каналы для подвода смазоч- 30 тояния заготовки при прошивке в дпухно-охлаждающей жидкости.
Инструмент прошивного стана работает следующим образом.
В жестко закрепленный на длинном цилиндрическом справочном стержне 1 переходник 6 шставля тся: хвостовик прошивной оправки 2. Удержание оправки в торцовом углублении переходника перед прошивкой обеспечивается осевым фиксатором 10, который крепится в сквозном отверстии 9.
В собранном виде инструмент устанавливается на прошивном стане. Нагретая и зацентрованная заготовка подается в очаг деформации, где, совершая винтообразное движение, перемещается навстречу прошивной оправке 2. Зацентровочное углубление па переднем торце заготовки обеспечивает точное вредрение носка оправки по оси заготовки, а выполненные на входаом и выходном конусах валков цилиндрические пояски обеспечивают совпадение оси заготовки-гильзы с осью прошивки. Шлицевое соединение переходника с хвостовиком оправки (шлицевые пазы в конической части глухого отверстия переходника и шлицы 4 хвостовика оправки) и жесткое соединение со стержнем обеспечивают передачу крутящего момента от оправки к Стержню.
При заполнении очага деформации металлом возрастает нагрузка на стержень, а при установившемся прораскрываются центрователи стержня, уменьшая его продольную устойчивость Это приводит к постепенному нарастанию стрелы прогиба стержня - передний конец стержня располагается под углом к оси прошивки. При этом к переходнику от стержня прикладывается момент,, поворачивающий переходники вокруг сферического торца 5 хвостовика оправки. Так как переходник .имеет сферическую поверхность диаметром, равным внутреннему циаметру гильзы (1,03-1,15 максимгшьного диаметра оправки), а ее центр совпадает с центрами сферы 8 и сферического торца 5 хвостовика, оправка остается на оси прошивки.
Носок оправки благодаря специфике напряженно-деформированного сос5
5
0
5
валковом стане внедряется в ослабленную pacтягивaюш ми напряжениями центральную зону загото.вки и находится на оси прошивки. Боковые поверхности оправки в плоскости осей валков центрируются стенками прошиваемой гильзы, а хвостовик оправки центрируется переходником.
Угол конусности углубления в переходнике 10 обеспечивает колебания под действием изгиба стержня в пределах 20 .
Подача смазочно-охлаждающей жидкости через внутренние каналы производится только в процессе прошивки. Запол.нение жидкостью полости между гильзой, оправкой и переходником облегчает проворот переходника вокруг сферической опорной поверхности хвостовика оправки, сход гильзы с оправки и переходника и способствует получению гильзы с качественной внутренней поверхностью.
Предлагаемый трубопрокатный инструмент прошивного стана позволяет повысить точность геометрических размеров проминаемой гильзы.
L
Фиг. 2 я
А-А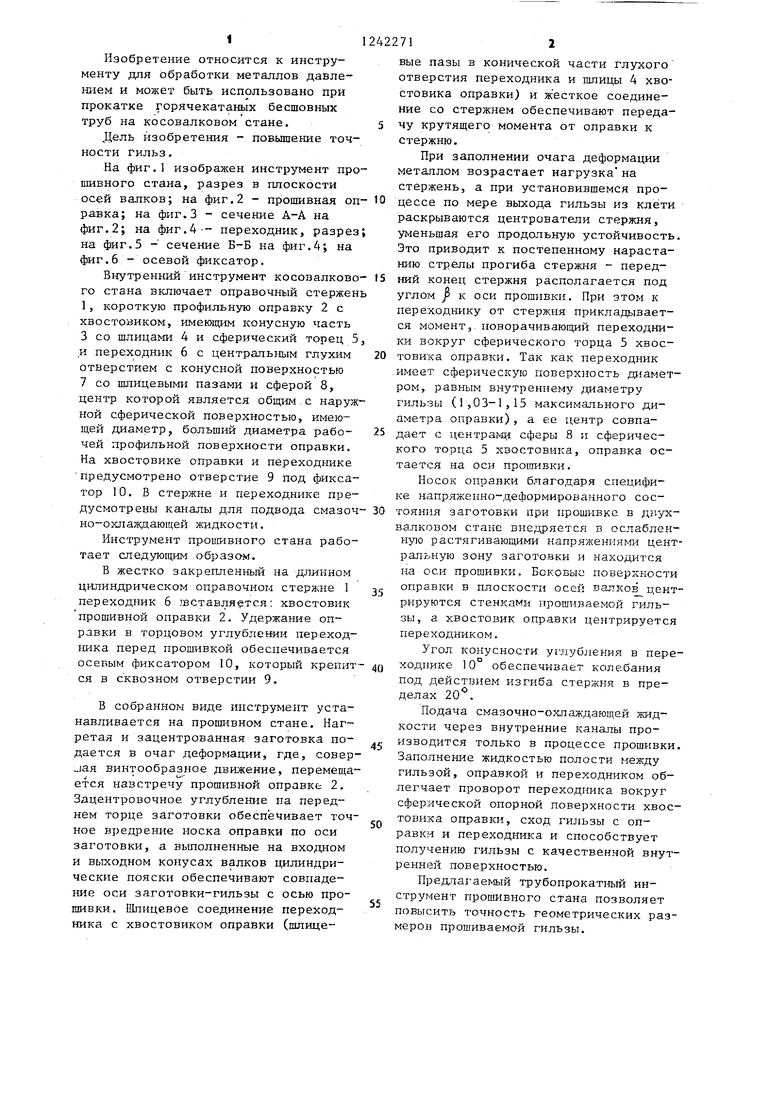
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| Способ получения гильз на прошивном стане | 1978 |
|
SU749467A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Упорный стержень прошивного стана | 1976 |
|
SU606642A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
10
Фиг. 5
Фиг.6
Редактор АЛШ1шкина
Составитель Л.Матурина
Техред М. Ходанич Корректор ЛЛТилипенко
Заказ 3646/14Тираж 518 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г,Ужгород,ул.Проектная,4
| Упорный стержень стана винтовой прокатки | 1978 |
|
SU747544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
