Изобретение относится к трубопрокатной области и касается, в частности, усовершенствования конструкции оправки прошивного стана и может быть использовано на прошивных станах.
Известны водоохлаждаемые оправки прошивного стана, имеющие сквозные отверстия на участке перехода от цилиндрического носика к рабочему конусу для лучшего охлаждения тела оправки в этом районе (Ф.А.Данилов, А.З.Глейберг, Балакин В.Г. "Горячая прокатка труб", М.: Металлургиздат, 1962, с.с.213÷214).
При прошивке заготовки повышается температура внутренних слоев металла, что приводит к перегреву металла и появлению микротрещин на внутренней поверхности гильзы. При дальнейшей раскатке гильзы микротрещины преобразуются в дефекты типа "плена", "внутренняя раковина" и "надрывы" на внутренней поверхности трубы.
Имеющиеся отверстия в носике известной оправки не позволяют эффективно снизить температуру внутренней поверхности гильзы из-за малого объема охлаждающей жидкости, поступающей через них, и затруднения выхода ее на внутреннюю поверхность гильзы.
Технической задачей изобретения является разработка оправки прошивного стана, позволяющей снизить температуру внутренней поверхности гильзы в процессе ее получения.
Технический результат - снижение температуры внутренней поверхности гильзы до оптимального диапазона "ковки".
Ожидаемый технический результат достигается тем, что в предлагаемой оправке через отверстия на задней части оправки охлаждающая жидкость, поступающая в больших объемах на внутреннюю поверхность гильзы, охлаждает ее до температуры на 30-50°С ниже температуры солидуса, являющейся оптимальной при обработке металлов давлением.
Предлагаемая конструкция оправки (чертеж) выполнена с радиальными 1 или наклонными 2 отверстиями. Отверстия располагаются равномерно по окружности задней части оправки. На цилиндрическом участке оправки 3 выполняют радиальные отверстия или на обратном конусе 4 - наклонные. Количество и диаметр отверстий выбирают исходя из условия, что суммарная площадь их сечений не должна превышать площадь внутреннего сечения трубы, подводящей охлаждающую жидкость внутрь оправки.
Использование оправки предлагаемой конструкции не требует изменения технологии прошивки гильзы и оборудования прошивного стана.
Использование изобретения обеспечит повышение качества внутренней поверхности гильз и, соответственно, труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| Оправочный узел стана винтовой прокатки | 2017 |
|
RU2650218C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2021045C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2014 |
|
RU2587702C1 |
Изобретение относится к обработке металлов давлением, а именно к оправке прошивного стана. Оправка имеет переменный профиль с отверстиями. Отверстия выполнены в задней части оправки, радиально на ее цилиндрическом участке или наклонно на участке обратного конуса. Отверстия равномерно расположены по окружности оправки. Количество отверстий и их диаметр выбраны из условия, что суммарная площадь их сечений не превышает площадь внутреннего сечения трубы, подводящей охлаждающую жидкость внутрь оправки. Изобретение позволяет повысить качество внутренней поверхности гильз и, соответственно, труб. 1 ил.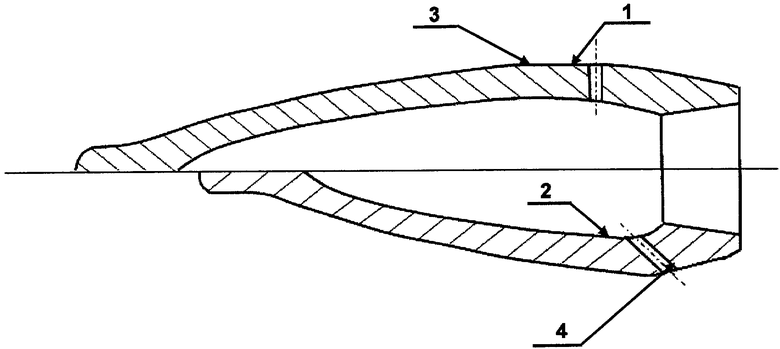
Оправка прошивного стана, имеющая переменный профиль с отверстиями, отличающаяся тем, что отверстия выполнены в задней части оправки, радиально на ее цилиндрическом участке или наклонно на участке обратного конуса, при этом отверстия равномерно расположены по окружности оправки, их количество и диаметр выбраны из условия, что суммарная площадь их сечений не превышает площадь внутреннего сечения трубы, подводящей охлаждающую жидкость внутрь оправки.
| Водоохлаждаемая оправка | 1985 |
|
SU1306610A1 |
| Оправка трубопрокатного стана | 1986 |
|
SU1321496A1 |
| JP 60006208 A, 12.01.1985 | |||
| JP 61219404 A, 29.09.1986. | |||

