ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к прошивной установке, стержню оправки и способу изготовления бесшовной металлической трубы при использовании прошивной установки и стержня оправки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Процесс Маннесмана известен в качестве способа изготовления бесшовной металлической трубы, типовым примером которой является стальная труба. В соответствии с процессом Маннесмана сплошную круглую заготовку подвергают прокатке-прошивке при использовании прошивного стана для получения полой гильзы. Полую гильзу, полученную прокаткой-прошивкой, затем подвергают прокатке-раскатке для получения полой гильзы с заданным толщиной стенки и наружным диаметром. Например, стан-элонгатор, автоматический трубопрокатный стан или непрерывный трубопрокатный стан используют для прокатки-раскатки. Полую гильзу, которая подверглась прокатке-раскатке, подвергают прокатке для коррекции диаметра при использовании калибровочного стана, такого как калибровочный трубопрокатный стан, для получения тем самым бесшовной металлической трубы с заданным наружным диаметром.
[0003]
Конфигурации прошивного стана и стана-элонгатора из вышеупомянутых устройств, предназначенных для изготовления бесшовной металлической трубы, подобны друг другу. Каждый из прошивного стана и стана-элонгатора включает в себя множество косорасположенных валков, оправку и стержень оправки. Множество косорасположенных валков расположены с равными интервалами вокруг линии прокатки, вдоль которой перемещается материал (материал представляет собой круглую заготовку в случае прошивного стана, и материал представляет собой полую гильзу в случае стана-элонгатора). Оправку размещают на линии прокатки между множеством косорасположенных валков. Оправка имеет форму пули, и наружный диаметр передней концевой части оправки меньше наружного диаметра задней концевой части оправки. Переднюю концевую часть оправки размещают так, чтобы она была обращена к материалу, перед прокаткой-прошивкой или прокаткой-раскаткой. Передний конец стержня оправки присоединяют к центральной части задней торцевой поверхности оправки. Стержень оправки размещают на линии прокатки, и он проходит вдоль линии прокатки.
[0004]
Прошивной стан обеспечивает прижатие круглой заготовки (биллета) как материала к оправке при одновременном вращении круглой заготовки в направлении вдоль окружности посредством множества косорасположенных валков для подвергания круглой заготовки прокатке-прошивке, чтобы образовать посредством этого полую гильзу. Аналогичным образом стан-элонгатор обеспечивает вставку оправки в полую гильзу как материал при одновременном вращении полой гильзы в направлении вдоль окружности полой гильзы посредством множества косорасположенных валков и обжатие полой гильзы между косорасположенными валками и оправкой для выполнения прокатки-раскатки полой гильзы.
[0005]
В дальнейшем в настоящем описании прокатное устройство, которое оснащено множеством косорасположенных валков, оправкой и стержнем оправки, такое как прошивной стан или стан-элонгатор, упоминается как «прошивная установка». Кроме того, в соответствующих конфигурациях прошивной установки входная сторона косорасположенных валков прошивной установки определена как «передняя», и выходная сторона косорасположенных валков прошивной установки определена как «задняя».
[0006]
В последнее время существует потребность в повышении прочности бесшовных металлических труб. Например, в случае бесшовных труб, предназначенных для использования в нефтяных скважинах или газовых скважинах, при увеличении глубины нефтяных скважин и газовых скважин требуется, чтобы такие трубы имели высокую прочность. Для изготовления таких бесшовных металлических труб, которые имеют высокую прочность, например, полую гильзу подвергают закалке и отпуску после выполнения прокатки-прошивки и прокатки-раскатки.
[0007]
Если распределение температуры в продольном направлении полой гильзы перед закалкой является неравномерным, микроструктура полой гильзы после закалки может быть неоднородной в продольном направлении. Если микроструктура является неоднородной в продольном направлении, может возникать изменчивость механических свойств в продольном направлении изготовленной бесшовной металлической трубы. Соответственно, предпочтительно, чтобы можно было подавить возникновение отклонений в распределении температуры в продольном направлении полой гильзы после ее подвергания прокатке-прошивке или прокатке-раскатке при использовании прошивной установки. В частности, предпочтительно, чтобы было подавлено возникновение разности температуры передней концевой части и температуры задней концевой части полой гильзы после прокатки-прошивки или после прокатки-раскатки.
[0008]
Технические решения для уменьшения неравномерности в распределении температур полой гильзы, изготавливаемой при использовании прошивной установки, предложены в публикации заявки на патент Японии № 3-99708 (Патентный литературный источник 1) и в публикации заявки на патент Японии № 2017-13102 (Патентный литературный источник 2).
[0009]
В патентном источнике 1 описано следующее. Задача технического решения по патентному источнику 1 состоит в уменьшении разности температуры внутренней поверхности и температуры наружной поверхности бесшовной трубы, изготовленной из высоколегированной стали и имеющей высокое сопротивление деформированию, которое вызывается нагревом, обусловленным обработкой и возникающим во время прокатки-прошивки или прокатки-раскатки. Согласно патентному литературному источнику 1 в задней части оправки образовано сопловое отверстие, выполненное с возможностью выпуска охлаждающей воды под давлением в направлении по диагонали назад. Во время прокатки-прошивки охлаждающая вода выпускается под давлением из соплового отверстия в задней части оправки по направлению к внутренней поверхности полой гильзы, которая подвергается прокатке-прошивке. Таким образом, внутренняя поверхность, на которой температура повышается в большей степени, чем на наружной поверхности, вследствие нагрева, обусловленного обработкой, охлаждается, тем самым уменьшается разность температур внутренней и наружной поверхностей полой гильзы.
[0010]
В патентном литературном источнике 2 описано следующее. В раскатном трубопрокатном стане, таком как стан-элонгатор, при вставке оправки в полую гильзу для выполнения прокатки-раскатки температура оправки на начальной стадии прокатки-раскатки ниже, чем температура полой гильзы. Впоследствии, во время прокатки-раскатки температура оправки повышается вследствие передачи тепла от полой гильзы оправке. С другой стороны, несмотря на то, что температура полой гильзы на начальной стадии прокатки-раскатки является высокой, температура полой гильзы постепенно снижается вследствие выделения тепла во время прокатки-раскатки. Другими словами, каждая из температуры оправки и температуры полой гильзы изменяется в течение периода от начала до конца прокатки-раскатки. Следовательно, существует проблема, заключающаяся в том, что распределение температуры в продольном направлении (аксиальном направлении) полой гильзы после прокатки-раскатки будет неравномерным (см. абзац [0010] патентного источника 2). Следовательно, согласно патентному источнику 2 множество эжекционных отверстий выполнены на задней торцевой поверхности оправки или в передней концевой части стержня оправки. Охлаждающая текучая среда распыляется на внутреннюю поверхность полой гильзы, подвергаемой прокатке-раскатке, из эжекционных отверстий на задней торцевой поверхности оправки или эжекционных отверстий в передней концевой части стержня оправки. Более конкретно, сначала заранее получают распределение температур в аксиальном направлении полой гильзы в зависимости от времени, когда промежуточная полая гильза подвергалась прокатке-раскатке без выпуска охлаждающей текучей среды под давлением от задней торцевой поверхности оправки или из передней концевой части стержня оправки. Затем выполняют прокатку-раскатку, регулируя количество охлаждающей текучей среды, выпускаемой под давлением из эжекционных отверстий на задней торцевой поверхности оправки или эжекционных отверстий передней концевой части стержня оправки, на основе полученного распределения температур. Таким образом, может быть обеспечено равномерное распределение температур в аксиальном направлении полой гильзы после прокатки-раскатки (абзацы [0020], [0021] и тому подобные).
ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0011]
Патентный источник 1: Публикация заявки на патент Японии № 3-99708
Патентный источник 2: Публикация заявки на патент Японии № 2017-13102
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0012]
Согласно техническим решениям, предложенным в патентном источнике 1 и патентном источнике 2, полую гильзу охлаждают за счет выпуска охлаждающей текучей среды под давлением по направлению к внутренней поверхности полой гильзы из оправки или стержня оправки для охлаждения внутренней поверхности полой гильзы посредством этого. Однако в некоторых случаях при применении этих технических решений возникает перепад температур между передней концевой частью полой гильзы, которая проходит через косорасположенные валки на начальной стадии прокатки, и задней концевой частью полой гильзы, которая проходит через косорасположенные валки в конце прокатки, и затруднено обеспечение равномерного распределения температур в аксиальном направлении полой гильзы после прокатки-прошивки посредством прошивного стана или после прокатки-раскатки посредством стана-элонгатора.
[0013]
Задача настоящего раскрытия изобретения состоит в том, чтобы предложить прошивную установку, стержень оправки, который используется в прошивной установке, и способ изготовления бесшовной металлической трубы, которые могут обеспечить подавление возникновения вариаций температуры в продольном направлении (аксиальном направлении) полой гильзы после прокатки-прошивки или после прокатки-раскатки.
РЕШЕНИЕ ПРОБЛЕМЫ
[0014]
Прошивная установка согласно настоящему раскрытию изобретения представляет собой прошивную установку, которая выполняет прокатку-прошивку или прокатку-раскатку материала для получения полой гильзы, содержащую:
множество косорасположенных валков, расположенных вокруг линии прокатки, вдоль которой проходит материал;
оправку, расположенную на линии прокатки между множеством косорасположенных валков; и
стержень оправки, проходящий назад от оправки вдоль линии прокатки от заднего конца оправки, при этом
стержень оправки включает в себя:
тело стержня;
канал для охладителя, образованный внутри тела стержня, при этом канал для охладителя обеспечивает возможность прохождения охладителя в нем;
механизм охлаждения внутренней поверхности, расположенный внутри зоны охлаждения в теле стержня, при этом зона охлаждения имеет определенную длину в аксиальном направлении стержня оправки и расположена рядом с передней концевой частью стержня оправки, при этом во время прокатки-прошивки или во время прокатки-раскатки механизм охлаждения внутренней поверхности обеспечивает выпуск охладителя, подаваемого из канала для охладителя, под давлением наружу из тела стержня для охлаждения внутренней поверхности полой гильзы, которая продвигается в пределах зоны охлаждения; и
механизм загораживания внутренней поверхности, расположенный рядом с зоной охлаждения с задней стороны зоны охлаждения, при этом во время прокатки-прошивки или во время прокатки-раскатки механизм загораживания внутренней поверхности обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0015]
Стержень оправки согласно настоящему изобретению используется в вышеупомянутой прошивной установке.
[0016]
Способ изготовления бесшовной металлической трубы согласно настоящему раскрытию изобретения представляет собой способ изготовления бесшовной металлической трубы при использовании вышеупомянутой прошивной установки, включающий:
процесс прокатки, в котором материал подвергают прокатке-прошивке или прокатке-раскатке при использовании прошивной установки для получения полой гильзы, и
выполняемый во время процесса прокатки процесс, в котором охладитель выпускают под давлением наружу из тела стержня посредством механизма охлаждения внутренней поверхности для охлаждения внутренней поверхности полой гильзы в зоне охлаждения и посредством механизма загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения, подавляют контакт охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
ПРЕДПОЧТИТЕЛЬНЫЙ ЭФФЕКТ ОТ ИЗОБРЕТЕНИЯ
[0017]
Прошивная установка согласно настоящему изобретению может обеспечить подавление возникновения вариаций температуры в продольном направлении (аксиальном направлении) полой гильзы после прокатки-прошивки или после прокатки-раскатки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
[Фиг.1] Фиг.1 представляет собой вид сбоку прошивной установки согласно первому варианту осуществления.
[Фиг.2] Фиг.2 представляет собой увеличенный вид части, находящейся вблизи косорасположенных валков на фиг.1.
[Фиг.3] Фиг.3 представляет собой увеличенный вид части, находящейся вблизи косорасположенных валков на фиг.1, если смотреть в направлении, отличающемся от направления осмотра на фиг.2.
[Фиг.4] Фиг.4 представляет собой увеличенный вид оправки 2 и стержня 3 оправки, проиллюстрированных на фиг.1.
[Фиг.5] Фиг.5 представляет собой сечение (продольное сечение), включающее центральную ось оправки 2 и стержня 3 оправки, проиллюстрированных на фиг.4.
[Фиг.6] Фиг.6 представляет собой вид в разрезе по линии А-А на фиг.5.
[Фиг.7] Фиг.7 представляет собой вид в разрезе по линии В-В на фиг.5.
[Фиг.8] Фиг.8 представляет собой вид в разрезе по линии С-С на фиг.5.
[Фиг.9] Фиг.9 представляет собой продольное сечение зоны вблизи косорасположенных валков, когда материал подвергается прокатке-прошивке или прокатке-раскатке посредством прошивной установки, проиллюстрированной на фиг.1.
[Фиг.10] Фиг.10 представляет собой вид в разрезе по линии В-В на фиг.9.
[Фиг.11] Фиг.11 представляет собой вид в разрезе по линии А-А на фиг.9.
[Фиг.12] Фиг.12 представляет собой продольное сечение зоны вблизи косорасположенных валков, когда материал подвергается прокатке-прошивке или прокатке-раскатке в случае, в котором не предусмотрен механизм загораживания внутренней поверхности по представленному варианту осуществления.
[Фиг.13] Фиг.13 представляет собой вид в разрезе по линии С-С на фиг.9.
[Фиг.14] Фиг.14 представляет собой вид стержня оправки, проиллюстрированного на фиг.5, в разрезе, выполненном по линии А-А, в прошивной установке согласно второму варианту осуществления.
[Фиг.15] Фиг.15 представляет собой увеличенный вид отверстия для выпуска охладителя под давлением в случае, если смотреть на тело стержня оправки, проиллюстрированного на фиг.14, со стороны поверхности.
[Фиг.16] Фиг.16 представляет собой вид стержня оправки, проиллюстрированного на фиг.5, в разрезе, выполненном по линии В-В, в прошивной установке согласно второму варианту осуществления.
[Фиг.17] Фиг.17 представляет собой увеличенный вид отверстия для выпуска охладителя под давлением в случае, если смотреть на тело стержня оправки, проиллюстрированного на фиг.14, со стороны поверхности.
[Фиг.18] Фиг.18 представляет собой продольное сечение прошивной установки по второму варианту осуществления для описания вихревого потока, создаваемого охладителем, и вихревого потока, создаваемого сжатым газом, когда материал подвергают прокатке-прошивке или прокатке-раскатке посредством прошивной установки по второму варианту осуществления.
[Фиг.19] Фиг.19 представляет собой вид в разрезе прошивной установки по второму варианту осуществления для описания вихревого потока, создаваемого охладителем, и вихревого потока, создаваемого сжатым газом, если смотреть на прошивную установку по второму варианту осуществления в аксиальном направлении тела стержня.
[Фиг.20] Фиг.20 представляет собой увеличенный вид отверстия для выпуска охладителя под давлением, отличающийся от фиг.15, в случае, если смотреть на тело стержня оправки со стороны боковой поверхности
[Фиг.21] Фиг.21 представляет собой продольное сечение, иллюстрирующее зону вблизи косорасположенных валков, когда материал подвергают прокатке-прошивке или прокатке-раскатке посредством прошивной установки согласно третьему варианту осуществления.
[Фиг.22] Фиг.22 представляет собой продольное сечение, иллюстрирующее зону вблизи косорасположенных валков, когда материал подвергают прокатке-прошивке или прокатке-раскатке посредством прошивной установки согласно четвертому варианту осуществления.
[Фиг.23] Фиг.23 представляет собой вид спереди механизма охлаждения наружной поверхности, проиллюстрированного на фиг.22, если смотреть в направлении продвижения полой гильзы.
[Фиг.24] Фиг.24 представляет собой вид спереди варианта механизма охлаждения наружной поверхности, который отличается от механизма охлаждения наружной поверхности, проиллюстрированного на фиг.23.
[Фиг.25] Фиг.25 представляет собой варианта механизма охлаждения наружной поверхности, который отличается от механизмов охлаждения наружной поверхности, проиллюстрированных на фиг.23 и фиг.24.
[Фиг.26] Фиг.26 представляет собой продольное сечение, иллюстрирующее зону вблизи косорасположенных валков, когда материал подвергают прокатке-прошивке или прокатке-раскатке посредством прошивной установки согласно пятому варианту осуществления.
[Фиг.27] Фиг.27 представляет собой вид спереди переднего преграждающего механизма, проиллюстрированного на фиг.26, если смотреть в направлении продвижения полой гильзы.
[Фиг.28] Фиг.28 представляет собой вид в разрезе переднего преграждающего верхнего элемента, проиллюстрированного на фиг.27, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.29] Фиг.29 представляет собой вид в разрезе переднего преграждающего нижнего элемента, проиллюстрированного на фиг.27, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.30] Фиг.30 представляет собой вид в разрезе переднего преграждающего левого элемента, проиллюстрированного на фиг.27, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.31] Фиг.31 представляет собой вид в разрезе переднего преграждающего правого элемента, проиллюстрированного на фиг.27, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.32] Фиг.32 представляет собой вид спереди варианта переднего преграждающего механизма, который отличается от переднего преграждающего механизма, проиллюстрированного на фиг.27.
[Фиг.33] Фиг.33 представляет собой вид спереди варианта переднего преграждающего механизма, который отличается от передних преграждающих механизмов, проиллюстрированных на фиг.27 и фиг.32.
[Фиг.34] Фиг.34 представляет собой вид спереди варианта переднего преграждающего механизма, который отличается от передних преграждающих механизмов, проиллюстрированных на фиг.27, фиг.32 и фиг.33.
[Фиг.35] Фиг.35 представляет собой вид спереди варианта переднего преграждающего механизма, который отличается от передних преграждающих механизмов, проиллюстрированных на фиг.27 и фиг.32 - фиг.34.
[Фиг.36] Фиг.36 представляет собой вид спереди варианта переднего преграждающего механизма, который отличается от передних преграждающих механизмов, проиллюстрированных на фиг.27 и фиг.32 - фиг.35.
[Фиг.37] Фиг.37 представляет собой вид спереди переднего преграждающего механизма, проиллюстрированного на фиг.36, который иллюстрирует состояние, в котором множество преграждающих элементов, показанных на фиг.36, приближены к наружной поверхности полой гильзы во время прокатки-прошивки или прокатки-раскатки.
[Фиг.38] Фиг.38 представляет собой увеличенный вид зоны вблизи выходной стороны косорасположенных валков прошивной установки согласно шестому варианту осуществления.
[Фиг.39] Фиг.39 представляет собой вид спереди заднего преграждающего механизма, проиллюстрированного на фиг.38, если смотреть в направлении продвижения полой гильзы.
[Фиг.40] Фиг.40 представляет собой вид в разрезе заднего преграждающего верхнего элемента, проиллюстрированного на фиг.39, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.41] Фиг.41 представляет собой вид в разрезе заднего преграждающего нижнего элемента, проиллюстрированного на фиг.39, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.42] Фиг.42 представляет собой вид в разрезе заднего преграждающего левого элемента, проиллюстрированного на фиг.39, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.43] Фиг.43 представляет собой вид в разрезе заднего преграждающего правого элемента, проиллюстрированного на фиг.39, если смотреть в направлении, параллельном направлению продвижения полой гильзы.
[Фиг.44] Фиг.44 представляет собой вид спереди варианта заднего преграждающего механизма, который отличается от заднего преграждающего механизма, проиллюстрированного на фиг.39.
[Фиг.45] Фиг.45 представляет собой вид спереди варианта заднего преграждающего механизма, который отличается от задних преграждающих механизмов, проиллюстрированных на фиг.39 и фиг.44.
[Фиг.46] Фиг.46 представляет собой вид спереди варианта заднего преграждающего механизма, который отличается от задних преграждающих механизмов, проиллюстрированных на фиг.39, фиг.44 и фиг.45.
[Фиг.47] Фиг.47 представляет собой вид спереди варианта заднего преграждающего механизма, который отличается от задних преграждающих механизмов, проиллюстрированных на фиг.39 и фиг.44 - фиг.46.
[Фиг.48] Фиг.48 представляет собой вид спереди варианта заднего преграждающего механизма, который отличается от задних преграждающих механизмов, проиллюстрированных на фиг.39 и фиг.44 - фиг.47.
[Фиг.49] Фиг.49 представляет собой вид спереди заднего преграждающего механизма, проиллюстрированного на фиг.48, который иллюстрирует состояние, в котором множество преграждающих элементов, проиллюстрированных на фиг.48, приближены к наружной поверхности полой гильзы во время прокатки-прошивки или прокатки-раскатки.
[Фиг.50] Фиг.50 представляет собой увеличенный вид зоны вблизи выходной стороны косорасположенных валков прошивной установки согласно седьмому варианту осуществления.
[Фиг.51] Фиг.51 представляет собой изображение, которое иллюстрирует зависимость между количеством воды, подаваемой на единицу площади в единицу времени для охлаждения наружной поверхности, и количеством воды, подаваемой на единицу площади в единицу времени для охлаждения внутренней поверхности, в Примере 1.
[Фиг.52] Фиг.52 представляет собой изображение, которое иллюстрирует зависимость между временем от начала эксперимента и коэффициентом теплопередачи в Примере 2.
[Фиг.53] Фиг.53 представляет собой чертеж с несколькими видами, который показывает продольное сечение вдоль аксиального направления трубы, используемой в Примере 3, а также поперечное сечение трубы, которое перпендикулярно к аксиальному направлению.
[Фиг.54] Фиг.54 представляет собой чертеж с несколькими видами, который показывает вид сбоку имитационного стержня оправки, используемого в Примере 3, а также поперечное сечение имитационного стержня оправки, которое перпендикулярно к аксиальному направлению.
[Фиг.55] Фиг.55 представляет собой чертеж с несколькими видами, который показывает вид сбоку имитационного стержня оправки, используемого в примерах, который отличается от имитационного стержня оправки на фиг.54, и поперечное сечение имитационного стержня оправки, которое перпендикулярно к аксиальному направлению.
[Фиг.56] Фиг.56 представляет собой схематическое изображение для описания метода испытаний, используемого в примерах.
[Фиг.57] Фиг.57 представляет собой изображение, иллюстрирующее зависимость между истекшим временем (с) и температурой (°С) в случае, когда внутреннюю поверхность трубы охлаждали, используя имитационный стержень оправки, показанный на фиг.54.
[Фиг.58] Фиг.58 представляет собой изображение, иллюстрирующее зависимость между истекшим временем (с) и температурой (°С) в случае, когда внутреннюю поверхность трубы охлаждали, используя имитационный стержень оправки, показанный на фиг.55.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019]
Авторы настоящего изобретения провели анализ и исследования с целью выяснения причины, по которой разность температуры передней концевой части и температуры задней концевой части в аксиальном направлении (продольном направлении) полой гильзы после прокатки-прошивки или прокатки-раскатки не уменьшается в достаточной степени при применении технических решений, раскрытых в патентном источнике 1 и патентном источнике 2. В данном документе выражение «передняя концевая часть полой гильзы» означает ту концевую часть из двух частей полой гильзы, концевых в аксиальном направлении, которая первой проходит вокруг оправки во время прокатки-прошивки или прокатки-раскатки. Выражение «задняя концевая часть полой гильзы» означает концевую часть, которая последней проходит вокруг оправки во время прокатки-прошивки или прокатки-раскатки. Кроме того, в настоящем описании в отношении направлений соответствующих конфигураций прошивной установки принято, что входная сторона прошивной установки определена как «передняя» и выходная сторона прошивной установки определена как «задняя».
[0020]
В результате анализа и исследований, проведенных авторами настоящего изобретения, было установлено, что существует возможность возникновения нижеуказанных проблем при применении технических решений, раскрытых в патентных источниках 1 и 2. Согласно патентному источнику 1 и патентному источнику 2 во время прокатки-прошивки или прокатки-раскатки охлаждающую воду или охлаждающую текучую среду непрерывно выпускают под давлением по направлению к внутренней поверхности полой гильзы из задней концевой части оправки или из передней концевой части стержня оправки. В этом случае сразу после того, как участок внутренней поверхности полой гильзы пройдет вокруг оправки, данный участок внутренней поверхности полой гильзы охлаждается. Однако охладитель, выпущенный под давлением по направлению к внутренней поверхности полой гильзы из оправки или стержня оправки, сталкивается с внутренней поверхностью и опускается вниз. Охладитель, который опустился вниз, имеет склонность к скапливанию на участке внутренней поверхности, который представляет собой тот участок по отношению ко всей внутренней поверхности полой гильзы, подвергаемой прокатке-прошивке и прокатке-раскатке, который расположен ниже, чем стержень оправки.
[0021]
На начальной стадии прокатки при выполнении прокатки-прошивки или прокатки-раскатки передняя концевая часть полой гильзы, подвергаемой прокатке, проходит за оправку 2. В этот момент передняя концевая часть полой гильзы представляет собой открытое пространство, в то время как, с другой стороны, та часть всей полой гильзы, в которой находится оправка 2, представляет собой закрытое пространство. По мере продолжения прокатки удлиняется расстояние от задней концевой части оправки 2, которая представляет собой закрытое пространство, до переднего конца (открытого пространства) полой гильзы. По мере удлинения расстояния до открытого пространства вышеупомянутое скапливание охладителя происходит на более длинном расстоянии (более широко) в продольном направлении полой гильзы. Несмотря на то, что участок внутренней поверхности, на котором скапливается охладитель, охлаждается, зона, в которой скапливается охладитель, изменяется по мере продолжения прокатки. Следовательно, различия, связанные с продолжительностью периода охлаждения, возникают в каждом месте в продольном направлении полой гильзы.
[0022]
В частности, для передней концевой части полой гильзы характерна тенденция к охлаждению в течение длительного промежутка времени посредством скопившегося охладителя, и, следовательно, ее температура уменьшается. С другой стороны, очевидно, что внутренняя поверхность полой гильзы не существует сзади от задней концевой части полой гильзы. Следовательно, когда задняя концевая часть полой гильзы пройдет вокруг оправки, охладитель не скапливается, и охладитель вытекает наружу из полой гильзы. В результате промежуток времени охлаждения внутренней поверхности задней концевой части полой гильзы будет короче промежутка времени охлаждения внутренней поверхности передней концевой части полой гильзы. Следовательно, возникает разность температуры передней концевой части и температуры задней концевой части полой гильзы.
[0023]
На основе новых результатов, описанных выше, авторы настоящего изобретения провели исследования в отношении способов подавления возникновения разности температуры передней концевой части и температуры задней концевой части полой гильзы.
[0024]
Во-первых, в случае выполнения прокатки-прошивки или прокатки-раскатки с использованием оправки обжатие (прокатку-прошивку или прокатку-раскатку) завершают сразу после того, как материал (круглая заготовка или полая гильза) пройдет вокруг оправки. Следовательно, новое тепло, обусловленное обработкой, не выделяется в полой гильзе, которая прошла вокруг оправки. Таким образом, участок внутренней поверхности полой гильзы, который имеет высокую температуру из-за тепла, обусловленного обработкой, предпочтительно охлаждается сразу после того, как полая гильза пройдет вокруг оправки.
[0025]
В данном случае та зона в стержне оправки, которая имеет определенную длину в аксиальном направлении (продольном направлении) стержня оправки и которая расположена рядом с передней концевой частью стержня оправки и примыкает к заднему концу оправки, определена как «зона охлаждения». При обеспечении механизма охлаждения внутренней поверхности в зоне охлаждения и выпуске охладителя под давлением из зоны охлаждения охлаждается участок внутренней поверхности полой гильзы, который проходит через охладитель. Кроме того, механизм загораживания внутренней поверхности предусмотрен в той части стержня оправки, которая примыкает к зоне охлаждения с задней стороны зоны охлаждения. Механизм загораживания внутренней поверхности обеспечивает подавление контакта охладителя, выпускаемого под давлением в зоне охлаждения посредством механизма охлаждения, с участком внутренней поверхности полой гильзы, который расположен сзади от зоны охлаждения. Посредством механизмов, описанных выше, зона, в которой полая гильза охлаждается охладителем во время прокатки-прошивки или во время прокатки-раскатки, будет ограничена зоной охлаждения. Следовательно, промежуток времени охлаждения охладителем является постоянным для каждого места в продольном направлении внутренней поверхности полой гильзы. В результате во время прокатки-прошивки или прокатки-раскатки подавляется возникновение разности температуры передней концевой части и температуры задней концевой части полой гильзы.
[0026]
Как описано выше, настоящее изобретение представляет собой изобретение, которое было сделано на основе технической идеи, которая полностью отличается от традиционных технических идей, и конфигурация по настоящему изобретению описана в дальнейшем.
[0027]
Прошивная установка согласно конфигурации по п.(1) представляет собой прошивную установку, которая выполняет прокатку-прошивку или прокатку-раскатку материала для получения полой гильзы, содержащую:
множество косорасположенных валков, расположенных вокруг линии прокатки, вдоль которой проходит материал;
оправку, расположенную на линии прокатки между множеством косорасположенных валков; и
стержень оправки, проходящий назад от оправки вдоль линии прокатки от заднего конца оправки, при этом
стержень оправки включает в себя:
тело стержня;
канал для охладителя, образованный внутри тела стержня, при этом канал для охладителя обеспечивает возможность прохождения охладителя в нем;
механизм охлаждения внутренней поверхности, расположенный внутри зоны охлаждения в теле стержня, при этом зона охлаждения имеет определенную длину в аксиальном направлении стержня оправки и расположена рядом с передней концевой частью стержня оправки, при этом во время прокатки-прошивки или во время прокатки-раскатки механизм охлаждения внутренней поверхности обеспечивает выпуск охладителя, подаваемого из канала для охладителя, под давлением наружу из тела стержня для охлаждения внутренней поверхности полой гильзы, которая продвигается в пределах зоны охлаждения; и
механизм загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения и который при этом во время прокатки-прошивки или во время прокатки-раскатки обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0028]
В прошивной установке согласно конфигурации по п.(1) применительно к полой гильзе, которая прошла вокруг оправки после прокатки-прошивки или после прокатки-раскатки, механизм охлаждения внутренней поверхности обеспечивает охлаждение внутренней поверхности полой гильзы, которая продвигается через зону охлаждения, имеющую определенную длину. Кроме того, механизм загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения, обеспечивает подавление контакта охладителя, который охладил внутреннюю поверхность полой гильзы в зоне охлаждения, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения. Следовательно, несмотря на то, что внутренняя поверхность полой гильзы подвергается охлаждению охладителем в зоне охлаждения, затруднено подвергание внутренней поверхности полой гильзы охлаждению охладителем в месте, которое находится дальше в направлении назад, чем зона охлаждения. Следовательно, когда прокатку-прошивку или прокатку-раскатку выполняют, используя прошивную установку согласно конфигурации по п.(1), полая гильза стабильно охлаждается в фиксированной зоне (зоне охлаждения). В результате могут подавляться случайные изменения промежутков времени охлаждения в аксиальном направлении полой гильзы, могут быть уменьшены вариации температуры в аксиальном направлении полой гильзы, и, в частности, может быть уменьшена разность температуры передней концевой части и температуры задней концевой части полой гильзы.
[0029]
Прошивная установка согласно конфигурации по п.(2) соответствует прошивной установке, описанной в п.(1), в которой
механизм загораживания внутренней поверхности образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
[0030]
Поскольку в прошивной установке согласно конфигурации по п.(2) механизм загораживания внутренней поверхности образует преграду для охладителя, охладитель скапливается в зазоре между телом стержня и внутренней поверхностью полой гильзы в зоне охлаждения. Следовательно, полая гильза может дополнительно охлаждаться в зоне охлаждения.
[0031]
Прошивная установка согласно конфигурации по п.(3) соответствует прошивной установке, описанной в п.(1) или п.(2), в которой
стержень оправки дополнительно включает в себя:
канал для сжатого газа, который образован внутри тела стержня и по которому проходит сжатый газ;
при этом механизм загораживания внутренней поверхности
во время прокатки-прошивки или во время прокатки-раскатки за счет выпуска сжатого газа, который подается из канала для сжатого газа наружу из тела стержня, обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0032]
В прошивной установке согласно конфигурации по п.(3) механизм загораживания внутренней поверхности обеспечивает выпуск сжатого газа наружу из тела стержня в месте, которое находится сзади от зоны охлаждения. Таким образом, в случае, если охладитель, выпущенный внутри зоны охлаждения, попытается вытечь назад из зоны охлаждения, сжатый газ выдувает охладитель и тем самым подавляет контакт охладителя с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения. Таким образом, после того как полая гильза подвергнется прокатке-прошивке или прокатке-раскатке и пройдет вокруг оправки, полая гильза будет стабильно охлаждаться в фиксированной зоне (зоне охлаждения). В результате могут подавляться случайные изменения промежутков времени охлаждения в аксиальном направлении полой гильзы, вариации температуры в аксиальном направлении полой гильзы могут быть уменьшены, и, в частности, может быть уменьшена разность температуры передней концевой части и температуры задней концевой части полой гильзы.
[0033]
Прошивная установка согласно конфигурации по п.(4) соответствует прошивной установке, описанной в п.(3), в которой
механизм загораживания внутренней поверхности
образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, посредством сжатого газа, выпускаемого наружу из тела стержня, и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
[0034]
В прошивной установке согласно конфигурации по п.(4) сжатый газ, выпуск которого обеспечивается механизмом загораживания внутренней поверхности, служит в качестве преграды и образует преграду для охладителя. Следовательно, охладитель скапливается в зазоре между телом стержня и внутренней поверхностью полой гильзы в зоне охлаждения. В результате полая гильза может дополнительно охлаждаться.
[0035]
Прошивная установка согласно конфигурации по п.(5) соответствует прошивной установке, описанной в п.(1) или п.(2), в которой
механизм загораживания внутренней поверхности
включает в себя элемент для загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения и который проходит в направлении вдоль окружности тела стержня, и
высота элемента для загораживания внутренней поверхности меньше значения разности максимального радиуса оправки и радиуса тела стержня в месте, в котором расположен элемент для загораживания внутренней поверхности.
[0036]
В прошивной установке согласно конфигурации по п.(5) элемент для загораживания внутренней поверхности расположен рядом с задним концом зоны охлаждения. Элемент для загораживания внутренней поверхности служит в качестве преграды и подавляет контакт охладителя, выпущенного наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0037]
Следует отметить, что высота элемента для загораживания внутренней поверхности меньше значения разности максимального радиуса оправки и радиуса тела стержня в месте, в котором расположен элемент для загораживания внутренней поверхности. Следовательно, во время прокатки-прошивки или во время прокатки-раскатки элемент для загораживания внутренней поверхности не контактирует с внутренней поверхностью полой гильзы, которая прошла вокруг оправки, и не обжимает внутреннюю поверхность полой гильзы.
[0038]
Прошивная установка согласно конфигурации по п.(6) соответствует прошивной установке, описанной в п.(5), в которой
механизм загораживания внутренней поверхности
образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, посредством элемента для загораживания внутренней поверхности и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
[0039]
В прошивной установке согласно конфигурации по п.(6) элемент для загораживания внутренней поверхности служит в качестве преграды и образует преграду для охладителя. Следовательно, в зоне охлаждения охладитель скапливается в зазоре между телом стержня и внутренней поверхностью полой гильзы. В результате полая гильза может дополнительно охлаждаться.
[0040]
Прошивная установка согласно конфигурации по п.(7) соответствует прошивной установке, описанной в любом из п.п.(1)-(6), в которой
стержень оправки дополнительно включает в себя:
отводной канал, который образован в теле стержня и в котором течет охладитель, выпускаемый под давлением наружу из тела стержня, и
одно или более отводных отверстий, которые расположены в теле стержня в пределах зоны охлаждения и соединены с отводным каналом и обеспечивают возврат охладителя, выпускаемого под давлением наружу из тела стержня.
[0041]
В прошивной установке согласно конфигурации по п.(7) охладитель, использованный для охлаждения полой гильзы в зоне охлаждения, собирается посредством отводных отверстий, которые расположены в зоне охлаждения. Следовательно, новый охладитель может быть последовательно подан в зону охлаждения, и поэтому эффективность охлаждения может быть повышена.
[0042]
Прошивная установка согласно конфигурации по п.(8) соответствует прошивной установке, описанной в любом из п.п.(1)-(7), в которой
механизм охлаждения внутренней поверхности включает в себя
множество отверстий для выпуска охладителя под давлением, расположенных в пределах зоны охлаждения, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня и которые обеспечивают выпуск охладителя под давлением.
[0043]
В прошивной установке согласно конфигурации по п.(8) множество отверстий для выпуска охладителя под давлением расположены упорядоченно, по меньшей мере, в направлении вдоль окружности. Следовательно, легко обеспечивается равномерное охлаждение внутренней поверхности полой гильзы в направлении вдоль окружности.
[0044]
Прошивная установка согласно конфигурации по п.(9) соответствует прошивной установке, описанной в п.(8), в которой,
как видно в направлении продвижения полой гильзы, множество отверстий для выпуска охладителя под давлением обращены в направлении вдоль окружности тела стержня, и
механизм охлаждения наружной поверхности обеспечивает завихрение охладителя вокруг тела стержня в зоне охлаждения посредством выпуска охладителя под давлением в направлении вдоль окружности тела стержня из множества отверстий для выпуска охладителя под давлением.
[0045]
В прошивной установке согласно конфигурации по п.(9) охладитель выпускается под давлением в направлении вдоль окружности тела стержня из множества отверстий для выпуска охладителя под давлением. Таким образом, в зоне охлаждения охладитель образует вихревой поток, который завихряется вокруг тела стержня. Посредством вихревого потока могут подавляться изменения в потоке охладителя в направлении вдоль окружности тела стержня. В результате может подавляться возникновение неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы.
[0046]
Прошивная установка согласно конфигурации по п.(10) соответствует прошивной установке, описанной в п.(9), в которой
множество отверстий для выпуска охладителя под давлением обращены в направлении вдоль окружности тела стержня и назад по отношению к телу стержня, и
механизм охлаждения внутренней поверхности обеспечивает завихрение охладителя вокруг тела стержня в зоне охлаждения посредством выпуска охладителя под давлением в направлении вдоль окружности тела стержня и назад по отношению к телу стержня из множества отверстий для выпуска охладителя под давлением.
[0047]
В прошивной установке согласно конфигурации по п.(10) охладитель образует вихревой поток, который проходит в направлении вдоль окружности и в направлении назад по отношению к телу стержня. Следовательно, изменения в потоке охладителя могут дополнительно подавляться, и может подавляться возникновение неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы.
[0048]
Прошивная установка согласно конфигурации по п.(11) соответствует прошивной установке, описанной в п.(3) или п.(4), в которой:
механизм охлаждения внутренней поверхности включает в себя
множество отверстий для выпуска охладителя под давлением, расположенных в пределах зоны охлаждения, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня и которые обеспечивают выпуск охладителя под давлением; и
механизм загораживания внутренней поверхности включает в себя
множество отверстий для выпуска сжатого газа, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня в зоне подавления контакта, расположенной рядом с зоной охлаждения с задней стороны зоны охлаждения, и которые обеспечивают выпуск сжатого газа.
[0049]
В прошивной установке согласно конфигурации по п.(11) в зоне охлаждения множество отверстий для выпуска охладителя под давлением расположены упорядоченно, по меньшей мере, в направлении вдоль окружности, и, кроме того, в зоне подавления контакта множество отверстий для выпуска сжатого газа расположены упорядоченно, по меньшей мере, в направлении вдоль окружности. Следовательно, может дополнительно подавляться неравномерность охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы.
[0050]
Прошивная установка согласно конфигурации по п.(12) соответствует прошивной установке, описанной в п.(11), в которой,
как видно в направлении продвижения полой гильзы, множество отверстий для выпуска сжатого газа обращены в направлении вдоль окружности тела стержня, и
механизм загораживания внутренней поверхности обеспечивает завихрение сжатого газа вокруг тела стержня в зоне подавления контакта посредством выпуска сжатого газа в направлении вдоль окружности тела стержня из отверстий для выпуска сжатого газа.
[0051]
В прошивной установке согласно конфигурации по п.(12) не только охладитель образует вихревой поток в зоне охлаждения, но, кроме того, в зоне подавления контакта, которая расположена рядом с зоной охлаждения с задней стороны зоны охлаждения, сжатый газ, выпуск которого обеспечивается механизмом загораживания внутренней поверхности, также образует вихревой поток. Вихревой поток сжатого газа обеспечивает быстрое выдувание охладителя, который входит в зону подавления контакта. Следовательно, при подавлении возникновения неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы в зоне охлаждения также может подавляться контакт охладителя с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0052]
Прошивная установка согласно конфигурации по п.(13) соответствует прошивной установке, описанной в п.(12), в которой
множество отверстий для выпуска сжатого газа обращены в направлении вдоль окружности тела стержня и назад по отношению к телу стержня, и
механизм загораживания внутренней поверхности обеспечивает завихрение сжатого газа вокруг тела стержня посредством выпуска сжатого газа в направлении вдоль окружности в зоне подавления контакта тела стержня и назад по отношению к телу стержня из отверстий для выпуска сжатого газа.
[0053]
В прошивной установке согласно конфигурации по п.(13) сжатый газ образует вихревой поток, который проходит в направлении вдоль окружности и в направлении назад по отношению к телу стержня. Следовательно, вихревой поток сжатого газа обеспечивает быстрое выдувание охладителя, который входит в зону подавления контакта, в направлении назад по отношению к телу стержня. Следовательно, при подавлении возникновения неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы в зоне охлаждения также может дополнительно подавляться контакт охладителя с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0054]
Прошивная установка согласно конфигурации по п.(14) соответствует прошивной установке, описанной в п.(13), в которой,
как видно в направлении продвижения полой гильзы, направление завихрения охладителя, выпускаемого под давлением из множества отверстий для выпуска охладителя под давлением, представляет собой направление по часовой стрелке или против часовой стрелки,
как видно в направлении продвижения полой гильзы, направление завихрения сжатого газа, выпускаемого из множества отверстий для выпуска сжатого газа, представляет собой направление по часовой стрелке или против часовой стрелки, и
механизм загораживания внутренней поверхности обеспечивает выпуск сжатого газа так, что направление завихрения сжатого газа становится таким же, как направление завихрения охладителя.
[0055]
В прошивной установке согласно конфигурации по п.(14) направление завихрения вихревого потока сжатого газа такое же, как направление завихрения вихревого потока охладителя. В этом случае может подавляться возникновение турбулентного потока, вызываемое столкновением между текучими средами (охладителем и сжатым газом), на границе между зоной охлаждения и зоной подавления контакта. Следовательно, может подавляться возникновение ситуации, при которой охладитель остается на границе между зоной охлаждения и зоной подавления контакта, и охладитель, поступивший в зону подавления контакта, может быстро выдуваться вихревым потоком сжатого газа.
[0056]
Прошивная установка согласно конфигурации по п.(15) соответствует прошивной установке, описанной в любом из п.п.(12)-(14), в которой
механизм охлаждения внутренней поверхности включает в себя
множество таких групп кольцеобразно расположенных отверстий для выпуска охладителя под давлением, которые расположены упорядоченно в аксиальном направлении тела стержня в теле стержня в зоне охлаждения,
группа кольцеобразно расположенных отверстий для выпуска охладителя под давлением включает в себя:
множество отверстий для выпуска охладителя под давлением, которые расположены упорядоченно в направлении вдоль окружности в одном и том же месте в аксиальном направлении тела стержня, и
в механизме охлаждения внутренней поверхности в случае,
когда расстояние в аксиальном направлении тела стержня, на которое перемещается вихревой поток охладителя до того, как будет завершен один оборот вокруг тела стержня, определено как «расстояние, соответствующее одному периоду завихрения», расстояние в аксиальном направлении тела стержня между группами кольцеобразно расположенных отверстий для выпуска охладителя под давлением, соседними в аксиальном направлении, такое же, как расстояние, соответствующее одному периоду завихрения.
[0057]
В данном случае выражение «такое же, как расстояние, соответствующее одному периоду завихрения» означает, что расстояние между соседними группами кольцеобразно расположенных отверстий для выпуска охладителя под давлением находится в диапазоне «расстояние, соответствующее одному периоду завихрения, ±50%». Расстояние между соседними группами кольцеобразно расположенных отверстий для выпуска охладителя под давлением предпочтительно находится в диапазоне «расстояние, соответствующее одному периоду завихрения, ±20%» и более предпочтительно находится в диапазоне «расстояние, соответствующее одному периоду завихрения, ±10%».
[0058]
Когда в прошивной установке согласно конфигурации по п.(15) вихревой поток охладителя перемещается на расстояние, которое эквивалентно расстоянию, соответствующему одному периоду завихрения, новый охладитель подается из группы кольцеобразно расположенных отверстий для выпуска охладителя под давлением в следующем ряду в направлении назад. Следовательно, возникновение турбулентного потока в вихревом потоке охладителя будет затруднено в большей степени по сравнению со случаем, в котором новый охладитель подается из группы кольцеобразно расположенных отверстий для выпуска охладителя под давлением в следующем ряду до того, как вихревой поток охладителя пройдет расстояние, соответствующее одному периоду завихрения. Следовательно, может дополнительно подавляться возникновение неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы.
[0059]
Прошивная установка согласно конфигурации по п.(16) соответствует прошивной установке, описанной в любом из п.п.(1)-(15), дополнительно содержащей:
механизм охлаждения наружной поверхности, расположенный вокруг стержня оправки в месте, которое находится сзади от оправки,
при этом - по отношению к наружной поверхности полой гильзы, которая продвигается через зону охлаждения, - как видно в направлении продвижения полой гильзы, механизм охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения.
[0060]
В прошивной установке согласно конфигурации по п.(16) в месте, находящемся сзади от оправки, верхняя часть наружной поверхности, нижняя часть наружной поверхности, левая часть наружной поверхности и правая часть наружной поверхности полой гильзы, подвергаемой прокатке-прошивке или прокатке-раскатке, охлаждаются в зоне охлаждения, имеющей определенную длину. В этом случае после выпуска охлаждающей текучей среды, которая используется для охлаждения, под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы внутри зоны охлаждения для охлаждения полой гильзы охлаждающая текучая среда проходит вниз в зону, находящуюся ниже полой гильзы, и не остается на полой гильзе. Следовательно, полая гильза охлаждается охлаждающей текучей средой внутри зоны охлаждения, и будет затруднено подвергание полой гильзы охлаждению охлаждающей текучей средой в зоне, отличной от зоны охлаждения. Следовательно, промежутки времени охлаждения охлаждающей текучей средой в соответствующих местах в аксиальном направлении полой гильзы являются до некоторой степени равномерными. Таким образом, может подавляться возникновение ситуации, в которой разность температуры передней концевой части и температуры задней концевой части полой гильзы является большой из-за скапливания охлаждающей текучей среды на внутренней поверхности полой гильзы, которое происходит при использовании обычной технологии, и может быть уменьшено изменение температуры в аксиальном направлении полой гильзы.
[0061]
Прошивная установка согласно конфигурации по п.(17) соответствует прошивной установке, описанной в п.(16), в которой
механизм охлаждения наружной поверхности включает в себя:
верхний элемент для охлаждения наружной поверхности, расположенный над стержнем оправки, как видно в направлении продвижения полой гильзы, при этом верхний элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к верхней части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности полой гильзы в зоне охлаждения;
нижний элемент для охлаждения наружной поверхности, расположенный под стержнем оправки, как видно в направлении продвижения полой гильзы, при этом нижний элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к нижней части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к нижней части наружной поверхности полой гильзы в зоне охлаждения;
левый элемент для охлаждения наружной поверхности, расположенный слева от стержня оправки, как видно в направлении продвижения полой гильзы, при этом левый элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к левой части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к левой части наружной поверхности полой гильзы в зоне охлаждения; и
правый элемент для охлаждения наружной поверхности, расположенный справа от стержня оправки, как видно в направлении продвижения полой гильзы, при этом правый элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к правой части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к правой части наружной поверхности полой гильзы в зоне охлаждения.
[0062]
В прошивной установке согласно конфигурации по п.(17) механизм охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности полой гильзы из верхнего элемента для охлаждения наружной поверхности, выпуск охлаждающей текучей среды под давлением по направлению к нижней части наружной поверхности полой гильзы из нижнего элемента для охлаждения наружной поверхности, выпуск охлаждающей текучей среды под давлением по направлению к левой части наружной поверхности полой гильзы из левого элемента для охлаждения наружной поверхности и выпуск охлаждающей текучей среды под давлением по направлению к правой части наружной поверхности полой гильзы из правого элемента для охлаждения наружной поверхности, при этом верхний элемент для охлаждения наружной поверхности, нижний элемент для охлаждения наружной поверхности, левый элемент для охлаждения наружной поверхности и правый элемент для охлаждения наружной поверхности расположены вокруг стержня оправки. Таким образом, что касается наружной поверхности полой гильзы, которая находится внутри зоны охлаждения, то могут быть охлаждены верхняя часть наружной поверхности, нижняя часть наружной поверхности, левая часть наружной поверхности и правая часть наружной поверхности полой гильзы, которые находятся внутри зоны охлаждения. Кроме того, охлаждающая текучая среда, выпускаемая под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы в зоне охлаждения, может легко опускаться вниз естественным образом под действием силы тяжести, и будет затруднено вытекание охлаждающей текучей среды наружу из зоны охлаждения. Следовательно, может подавляться возникновение ситуации, в которой верхняя часть наружной поверхности, нижняя часть наружной поверхности, левая часть наружной поверхности или правая часть наружной поверхности полой гильзы, которая находится в зоне, отличной от зоны охлаждения, будет охлаждаться охлаждающей текучей средой, выпускаемой под давлением внутри зоны охлаждения. В результате могут быть уменьшены вариации температуры в аксиальном направлении полой гильзы.
[0063]
Следует отметить, что каждый из верхнего элемента для охлаждения наружной поверхности, нижнего элемента для охлаждения наружной поверхности, левого элемента для охлаждения наружной поверхности и правого элемента для охлаждения наружной поверхности может представлять собой отдельный и независимый элемент или данные элементы могут быть соединены друг с другом с образованием одного целого. Например, как видно в направлении продвижения полой гильзы, левый край верхнего элемента для охлаждения наружной поверхности и верхний край левого элемента для охлаждения наружной поверхности могут быть соединены, и правый край верхнего элемента для охлаждения наружной поверхности и верхний край правого элемента для охлаждения наружной поверхности могут быть соединены. Кроме того, как видно в направлении продвижения полой гильзы, левый край нижнего элемента для охлаждения наружной поверхности и нижний край левого элемента для охлаждения наружной поверхности могут быть соединены, и правый край нижнего элемента для охлаждения наружной поверхности и нижний край правого элемента для охлаждения наружной поверхности могут быть соединены. Кроме того, верхний элемент для охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, нижний элемент для охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, левый элемент для охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми, и правый элемент для охлаждения наружной поверхности может включать в себя множество элементов, которые являются отдельными и независимыми.
[0064]
Прошивная установка согласно конфигурации по п.(18) соответствует прошивной установке, описанной в п.п.(16)-(17), дополнительно содержащей
передний преграждающий механизм, который расположен вокруг стержня оправки в месте, которое находится сзади от оправки и находится спереди от механизма охлаждения наружной поверхности, при этом
передний преграждающий механизм содержит механизм, который тогда, когда механизм охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне охлаждения посредством выпуска охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
[0065]
В прошивной установке согласно конфигурации по п.(18) после того, как охлаждающая текучая среда, выпущенная под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы в зоне охлаждения, войдет в контакт с верхней частью наружной поверхности, нижней частью наружной поверхности, левой частью наружной поверхности и правой частью наружной поверхности полой гильзы, передний преграждающий механизм образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к участку наружной поверхности полой гильзы, который находится спереди от зоны охлаждения. Следовательно, будет затруднено вытекание охлаждающей текучей среды, выпускаемой под давлением по направлению к наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, в направлении вперед из внутреннего пространства зоны охлаждения, и охлаждающая текучая среда будет опускаться вниз под действием силы тяжести внутри зоны охлаждения. Таким образом, может дополнительно подавляться возникновение разности температуры передней концевой части и температуры задней концевой части полой гильзы. В результате может быть дополнительно уменьшено изменение температуры в аксиальном направлении полой гильзы.
[0066]
Прошивная установка согласно конфигурации по п.(19) соответствует прошивной установке, описанной в п.(18), в которой
передний преграждающий механизм включает в себя:
передний преграждающий верхний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, который расположен над стержнем оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения;
передний преграждающий левый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, который расположен слева от стержня оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к левой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения; и
передний преграждающий правый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части, который расположен справа от стержня оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к правой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
[0067]
В прошивной установке согласно конфигурации по п.(19) передний преграждающий верхний элемент образует преграду для охлаждающей текучей среды, которая контактирует с верхней частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся спереди от зоны охлаждения, посредством текучей среды для преграждения спереди, которую передний преграждающий верхний элемент выпускает под давлением вблизи входной стороны зоны охлаждения. Передний преграждающий левый элемент образует преграду для охлаждающей текучей среды, которая контактирует с левой частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся спереди от зоны охлаждения, посредством текучей среды для преграждения спереди, которую передний преграждающий левый элемент выпускает под давлением вблизи входной стороны зоны охлаждения. Передний преграждающий правый элемент образует преграду для охлаждающей текучей среды, которая контактирует с правой частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся спереди от зоны охлаждения, посредством текучей среды для преграждения спереди, которую передний преграждающий правый элемент выпускает под давлением вблизи входной стороны зоны охлаждения. Следовательно, текучая среда, предназначенная для преграждения спереди и выпускаемая под давлением из переднего преграждающего верхнего элемента, текучая среда, предназначенная для преграждения спереди и выпускаемая под давлением из переднего преграждающего левого элемента, и текучая среда, предназначенная для преграждения спереди и выпускаемая под давлением из переднего преграждающего правого элемента, служат в качестве преград (защитных стенок). Таким образом, может подавляться контакт охлаждающей текучей среды с участком наружной поверхности полой гильзы, который находится спереди от зоны охлаждения, и может быть уменьшено изменение температуры в аксиальном направлении полой гильзы. Следует отметить, что охлаждающая текучая среда, выпускаемая под давлением по направлению к нижней части наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, легко опускается естественным образом в зону, находящуюся ниже полой гильзы, под действием силы тяжести после контакта с нижней частью наружной поверхности полой гильзы. Следовательно, прошивная установка согласно конфигурации по п.(19) необязательно должна включать в себя передний преграждающий нижний элемент.
[0068]
Следует отметить, что выражение «окрестность/зона вблизи входной стороны зоны охлаждения» означает зону вблизи переднего конца зоны охлаждения. Несмотря на то, что пределы зоны вблизи входной стороны зоны охлаждения не ограничены особым образом, например, данное выражение означает диапазон в пределах 1000 мм перед и за входной стороной (передним концом) зоны охлаждения и предпочтительно означает диапазон в пределах 500 мм перед и за входной стороной (передним концом) зоны охлаждения
[0069]
Прошивная установка согласно конфигурации по п.(20) соответствует прошивной установке, описанной в п.(19), в которой:
передний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к верхней части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части;
передний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к левой части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части; и
передний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к правой части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части.
[0070]
В прошивной установке согласно конфигурации по п.(20) передний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Следовательно, передний преграждающий верхний элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения спереди, которая проходит сверху по диагонали назад по направлению к верхней части наружной поверхности полой гильзы. Аналогичным образом передний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части. Следовательно, передний преграждающий левый элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения спереди, которая проходит слева по диагонали назад по направлению к левой части наружной поверхности полой гильзы. Аналогичным образом передний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части. Следовательно, передний преграждающий правый элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения спереди, которая проходит справа по диагонали назад по направлению к правой части наружной поверхности полой гильзы. Эти преграды образуют преграду для охлаждающей текучей среды, которая контактирует с участком наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от него и пытается выйти в зону, которая находится спереди от зоны охлаждения. Кроме того, после того как текучая среда, предназначенная для преграждения спереди и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы вблизи входной стороны зоны охлаждения, текучая среда для преграждения спереди легко проходит в зону охлаждения. Следовательно, может подавляться возникновение ситуации, в которой текучая среда, предназначенная для преграждения спереди и образующая преграды, будет охлаждать участок наружной поверхности полой гильзы, который находится спереди от зоны охлаждения.
[0071]
Прошивная установка согласно конфигурации по п.(21) соответствует прошивной установке, описанной в п.(19) или п.(20), в которой
передний преграждающий механизм дополнительно включает в себя
передний преграждающий нижний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, который расположен под стержнем оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
[0072]
В прошивной установке согласно конфигурации по п.(21) вместе с передним преграждающим верхним элементом, передним преграждающим левым элементом и передним преграждающим правым элементом передний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением вблизи входной стороны зоны охлаждения и образует преграду для охлаждающей текучей среды, которая контактирует с нижней частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся спереди от зоны охлаждения. Следовательно, может дополнительно подавляться контакт охлаждающей текучей среды с участком наружной поверхности полой гильзы, который находится спереди от зоны охлаждения, и может быть дополнительно уменьшено изменение температуры в аксиальном направлении полой гильзы.
[0073]
Следует отметить, что каждый из переднего преграждающего верхнего элемента, переднего преграждающего нижнего элемента, переднего преграждающего левого элемента и переднего преграждающего правого элемента может представлять собой отдельный и независимый элемент или данные элементы могут быть соединены друг с другом с образованием одного целого. Например, как видно в направлении продвижения полой гильзы, левый край переднего преграждающего верхнего элемента и верхний край переднего преграждающего левого элемента могут быть соединены, и правый край переднего преграждающего верхнего элемента и верхний край переднего преграждающего правого элемента могут быть соединены. Кроме того, как видно в направлении продвижения полой гильзы, левый край переднего преграждающего нижнего элемента и нижний край переднего преграждающего левого элемента могут быть соединены, и правый край переднего преграждающего нижнего элемента и нижний край переднего преграждающего правого элемента могут быть соединены. Кроме того, передний преграждающий верхний элемент может включать в себя множество элементов, которые являются отдельными и независимыми, передний преграждающий нижний элемент может включать в себя множество элементов, которые являются отдельными и независимыми, передний преграждающий левый элемент может включать в себя множество элементов, которые являются отдельными и независимыми, и передний преграждающий правый элемент может включать в себя множество элементов, которые являются отдельными и независимыми.
[0074]
Прошивная установка согласно конфигурации по п.(22) соответствует прошивной установке, описанной в п.(21), в которой
передний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к нижней части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части.
[0075]
В прошивной установке согласно конфигурации по п.(22) вместе с передним преграждающим верхним элементом, передним преграждающим левым элементом и передним преграждающим правым элементом передний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части. Следовательно, передний преграждающий нижний элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения спереди, которая проходит снизу по диагонали назад по направлению к нижней части наружной поверхности полой гильзы. Эти преграды образуют преграду для охлаждающей текучей среды, которая контактирует с участком наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от него и пытается выйти в зону, находящуюся спереди от зоны охлаждения. Кроме того, после того как текучая среда, предназначенная для преграждения спереди и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы вблизи входной стороны зоны охлаждения, текучая среда для преграждения спереди легко проходит в зону охлаждения. Следовательно, может подавляться возникновение ситуации, в которой текучая среда, предназначенная для преграждения спереди и образующая преграды, будет охлаждать участок наружной поверхности полой гильзы, который находится спереди от зоны охлаждения.
[0076]
Прошивная установка согласно конфигурации по п.(23) соответствует прошивной установке, описанной в любом из п.п.(16)-(22), дополнительно содержащей
задний преграждающий механизм, который расположен вокруг стержня оправки в месте, которое находится сзади от механизма охлаждения наружной поверхности, при этом
задний преграждающий механизм содержит механизм, который тогда, когда механизм охлаждения наружной поверхности обеспечивает охлаждение полой гильзы посредством выпуска охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
[0077]
В прошивной установке согласно конфигурации по п.(23) после того, как охлаждающая текучая среда, выпущенная под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы в зоне охлаждения, войдет в контакт с верхней частью наружной поверхности, нижней частью наружной поверхности, левой частью наружной поверхности и правой частью наружной поверхности полой гильзы, задний преграждающий механизм образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к участку наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения. Таким образом, может дополнительно подавляться возникновение разности температуры передней концевой части и температуры задней концевой части полой гильзы. В результате может быть дополнительно уменьшено изменение температуры в аксиальном направлении полой гильзы.
[0078]
Прошивная установка согласно конфигурации по п.(24) соответствует прошивной установке, описанной в п.(23), в которой
задний преграждающий механизм включает в себя:
задний преграждающий верхний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, который расположен над стержнем оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения;
задний преграждающий левый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части, который расположен слева от стержня оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к левой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения; и
задний преграждающий правый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части, который расположен справа от стержня оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к правой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
[0079]
В прошивной установке согласно конфигурации по п.(24) задний преграждающий верхний элемент образует преграду для охлаждающей текучей среды, которая контактирует с верхней частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся сзади от зоны охлаждения, посредством текучей среды для преграждения сзади, которую задний преграждающий верхний элемент выпускает под давлением вблизи выходной стороны зоны охлаждения. Задний преграждающий левый элемент образует преграду для охлаждающей текучей среды, которая контактирует с левой частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся сзади от зоны охлаждения, посредством текучей среды для преграждения сзади, которую задний преграждающий левый элемент выпускает под давлением вблизи выходной стороны зоны охлаждения. Задний преграждающий правый элемент образует преграду для охлаждающей текучей среды, которая контактирует с правой частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся сзади от зоны охлаждения, посредством текучей среды для преграждения сзади, которую задний преграждающий правый элемент выпускает под давлением вблизи выходной стороны зоны охлаждения. Следовательно, текучая среда, предназначенная для преграждения сзади и выпускаемая под давлением из заднего преграждающего верхнего элемента, текучая среда, предназначенная для преграждения сзади и выпускаемая под давлением из заднего преграждающего левого элемента, и текучая среда, предназначенная для преграждения сзади и выпускаемая под давлением из заднего преграждающего правого элемента, служат в качестве преград (защитных стенок). Таким образом, может подавляться контакт охлаждающей текучей среды с участком наружной поверхности полой гильзы в зоне, которая находится сзади от зоны охлаждения, и могут быть уменьшены вариации температуры в аксиальном направлении полой гильзы. Следует отметить, что охлаждающая текучая среда, выпускаемая под давлением по направлению к нижней части наружной поверхности полой гильзы внутри зоны охлаждения из механизма охлаждения наружной поверхности, легко опускается естественным образом в зону, находящуюся ниже полой гильзы, под действием силы тяжести после контакта с нижней частью наружной поверхности полой гильзы. Следовательно, прошивная установка согласно конфигурации по п.(24) необязательно должна включать в себя задний преграждающий нижний элемент.
[0080]
Следует отметить, что выражение «окрестность/зона вблизи выходной стороны зоны охлаждения» означает зону вблизи заднего конца зоны охлаждения. Несмотря на то, что пределы зоны вблизи выходной стороны зоны охлаждения не ограничены особым образом, например, данное выражение означает диапазон в пределах 1000 мм перед и за выходной стороной (задним концом) зоны охлаждения и предпочтительно означает диапазон в пределах 500 мм перед и за выходной стороной (задним концом) зоны охлаждения.
[0081]
Прошивная установка согласно конфигурации по п.(25) соответствует прошивной установке, описанной в п.(24), в которой:
задний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части;
задний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к левой части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части; и
задний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к правой части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части.
[0082]
В прошивной установке согласно конфигурации по п.(25) задний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части. Следовательно, задний преграждающий верхний элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения сзади, которая проходит сверху по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы. Аналогичным образом задний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части. Следовательно, задний преграждающий левый элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения сзади, которая проходит слева по диагонали вперед по направлению к левой части наружной поверхности полой гильзы. Аналогичным образом задний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части. Следовательно, задний преграждающий правый элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения сзади, которая проходит справа по диагонали вперед по направлению к правой части наружной поверхности полой гильзы. Эти преграды из текучей среды, предназначенной для преграждения сзади, образуют преграду для охлаждающей текучей среды, которая контактирует с участком наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от него и пытается выйти в зону, находящуюся сзади от зоны охлаждения. Кроме того, после того как текучая среда, предназначенная для преграждения сзади и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы вблизи выходной стороны зоны охлаждения, текучая среда для преграждения сзади легко проходит в зону охлаждения. Следовательно, может подавляться возникновение ситуации, в которой текучая среда, предназначенная для преграждения сзади и образующая преграды, будет охлаждать участок наружной поверхности полой гильзы в месте, которое находится сзади от зоны охлаждения.
[0083]
Прошивная установка согласно конфигурации по п.(26) соответствует прошивной установке, описанной в п.(24) или п.(25), в которой
задний преграждающий механизм дополнительно включает в себя
задний преграждающий нижний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, который расположен под стержнем оправки, как видно в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
[0084]
В прошивной установке согласно конфигурации по п.(26) вместе с задним преграждающим верхним элементом, задним преграждающим левым элементом и задним преграждающим правым элементом задний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением вблизи выходной стороны зоны охлаждения и образует преграду для охлаждающей текучей среды, которая контактирует с нижней частью наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от нее и пытается выйти в зону, находящуюся сзади от зоны охлаждения. Следовательно, может подавляться контакт охлаждающей текучей среды с участком наружной поверхности полой гильзы в месте, которое находится сзади от зоны охлаждения, и могут быть дополнительно уменьшены вариации температуры в аксиальном направлении полой гильзы.
[0085]
Следует отметить, что каждый из заднего преграждающего верхнего элемента, заднего преграждающего нижнего элемента, заднего преграждающего левого элемента и заднего преграждающего правого элемента может представлять собой отдельный и независимый элемент или данные элементы могут быть соединены друг с другом с образованием одного целого. Например, как видно в направлении продвижения полой гильзы, левый край заднего преграждающего верхнего элемента и верхний край заднего преграждающего левого элемента могут быть соединены, и правый край заднего преграждающего верхнего элемента и верхний край заднего преграждающего правого элемента могут быть соединены. Кроме того, как видно в направлении продвижения полой гильзы, левый край заднего преграждающего нижнего элемента и нижний край заднего преграждающего левого элемента могут быть соединены, и правый край заднего преграждающего нижнего элемента и нижний край заднего преграждающего правого элемента могут быть соединены. Кроме того, задний преграждающий верхний элемент может включать в себя множество элементов, которые являются отдельными и независимыми, задний преграждающий нижний элемент может включать в себя множество элементов, которые являются отдельными и независимыми, задний преграждающий левый элемент может включать в себя множество элементов, которые являются отдельными и независимыми, и задний преграждающий правый элемент может включать в себя множество элементов, которые являются отдельными и независимыми.
[0086]
Прошивная установка согласно конфигурации по п.(27) соответствует прошивной установке, описанной в п.(26), в которой
задний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части.
[0087]
В прошивной установке согласно конфигурации по п.(27) вместе с задним преграждающим верхним элементом, задним преграждающим левым элементом и задним преграждающим правым элементом задний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, из отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части. Следовательно, задний преграждающий нижний элемент образует преграду (защитную стенку) из текучей среды, предназначенной для преграждения сзади, которая проходит снизу по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы. Эти преграды образуют преграду для охлаждающей текучей среды, которая контактирует с участком наружной поверхности полой гильзы в зоне охлаждения и «отскакивает» от него и пытается выйти в зону, находящуюся сзади от зоны охлаждения. Кроме того, после того как текучая среда, предназначенная для преграждения сзади и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы вблизи выходной стороны зоны охлаждения, текучая среда для преграждения сзади легко проходит в зону охлаждения. Следовательно, может подавляться возникновение ситуации, в которой текучая среда, предназначенная для преграждения сзади и образующая преграды, будет охлаждать участок наружной поверхности полой гильзы в месте, которое находится сзади от зоны охлаждения.
[0088]
Стержень оправки согласно конфигурации по п.(28) соответствует стержню оправки, описанному в любом из п.п.(1)-(27).
[0089]
Способ изготовления бесшовной металлической трубы согласно конфигурации по п.(29) представляет собой способ изготовления бесшовной металлической трубы при использовании прошивной установки, описанной в любом из п.п.(1)-(27), включающий:
процесс прокатки, в котором материал подвергают прокатке-прошивке или прокатке-раскатке при использовании прошивной установки для получения полой гильзы, и
выполняемый во время процесса прокатки процесс, в котором охладитель выпускают под давлением наружу из тела стержня посредством механизма охлаждения внутренней поверхности для охлаждения внутренней поверхности полой гильзы в зоне охлаждения и посредством механизма загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения, подавляют контакт охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
[0090]
В дальнейшем варианты осуществления настоящего изобретения описаны подробно со ссылкой на сопровождающие чертежи. Одинаковые или эквивалентные части на чертежах обозначены одними и теми же ссылочными позициями, и описание таких частей не повторяется.
[0091]
[Первый вариант осуществления]
Фиг.1 представляет собой вид сбоку прошивной установки согласно первому варианту осуществления. Как упомянуто выше, в настоящем описании термин «прошивная установка» означает прокатный стан, который включает в себя оправку и множество косорасположенных валков. Прошивная установка представляет собой, например, прошивной стан, который обеспечивает подвергание круглой заготовки прокатке-прошивке, или представляет собой стан-элонгатор, который обеспечивает подвергание полой гильзы прокатке-раскатке. В настоящем описании в случае, когда прошивная установка представляет собой прошивной стан, материал представляет собой круглую заготовку. В случае, когда прошивная установка представляет собой стан-элонгатор, материал представляет собой полую гильзу.
[0092]
В настоящем описании материал перемещается вдоль линии прокатки от передней стороны к задней стороне прошивной установки. Следовательно, по отношению к прошивной установке входная сторона прошивной установки соответствует «передней стороне», и выходная сторона прошивной установки соответствует «задней стороне».
[0093]
Как показано на фиг.1, прошивная установка 10 включает в себя множество косорасположенных валков 1, оправку 2 и стержень 3 оправки. В настоящем описании, как проиллюстрировано на фиг.1, входная сторона прошивной установки 10 определена как «передняя (F на фиг.1)», и выходная сторона прошивной установки 10 определена как «задняя (В на фиг.1)».
[0094]
Множество косорасположенных валков 1 расположены вокруг линии PL прокатки. На фиг.1 линия PL прокатки расположена между косорасположенными валками 1 из одной пары валков. В данном случае термин «линия PL прокатки» означает воображаемый отрезок прямой, вдоль которого центральная ось материала 20 (круглой заготовки в случае, когда прошивная установка представляет собой прошивной стан, и полой гильзы в случае, когда прошивная установка представляет собой стан-элонгатор) проходит во время прокатки-прошивки или прокатки-раскатки. На фиг.1 косорасположенные валки 1 представляют собой конусообразные косорасположенные валки. Тем не менее косорасположенные валки 1 не ограничены конусообразными косорасположенными валками. Косорасположенные валки 1 могут представлять собой косорасположенные валки бочкообразного типа или могут представлять собой косорасположенные валки другого типа. Кроме того, несмотря на то, что на фиг.1 два косорасположенных валка 1 расположены вокруг линии PL прокатки, три или более косорасположенных валков 1 могут быть расположены вокруг линии PL прокатки. Множество косорасположенных валков 1 предпочтительно расположены с равными интервалами вокруг линии PL прокатки, если смотреть в направлении продвижения материала. Например, в случае, когда два косорасположенных валка 1 расположены вокруг линии PL прокатки, как видно в направлении продвижения материала, косорасположенные валки 1 расположены с интервалами, составляющими 180°, вокруг линии PL прокатки. В случае, когда три косорасположенных валка 1 расположены вокруг линии PL прокатки, как видно в направлении продвижения материала, косорасположенные валки 1 расположены с интервалами, составляющими 120°, вокруг линии PL прокатки. Кроме того, как показано на фиг.2 и фиг.3, каждый из косорасположенных валков 1 имеет угол γ раскатки (см. фиг.2) и угол β подачи (см. фиг.3) относительно линии PL прокатки.
[0095]
Оправка 2 расположена на линии PL прокатки между множеством косорасположенных валков 1. В настоящем описании выражение «оправка 2 расположена на линии PL прокатки» означает, что, как видно в направлении продвижения материала, то есть, если смотреть на прошивную установку 10 в направлении от передней стороны F к задней стороне В, оправка 2 перекрывает линию PL прокатки. Более предпочтительно, если центральная ось оправки 2 совпадает с линией PL прокатки.
[0096]
Оправка 2 имеет, например, форму пули. То есть наружный диаметр передней части оправки 2 меньше наружного диаметра задней части оправки 2. В данном случае выражение «передняя часть оправки 2» означает часть, которая находится дальше в направлении вперед, чем место оправки 2, центральное в ее продольном направлении (аксиальном направлении). Выражение «задняя часть оправки 2» означает часть, которая находится дальше в направлении назад, чем место оправки 2, центральное в направлении вперед-назад. Передняя часть оправки 2 расположена с передней стороны (входной стороны) прошивной установки 10, и задняя часть оправки 2 расположена с задней стороны (выходной стороны) прошивной установки 10.
[0097]
Стержень 3 оправки расположен на линии PL прокатки с задней стороны прошивной установки 10 и проходит вдоль линии PL прокатки. В данном случае выражение «стержень 3 оправки расположен на линии PL прокатки» означает, что, если смотреть в направлении продвижения материала (то есть, если смотреть в направлении от входной стороны к выходной стороне прошивной установки 10), стержень 3 оправки перекрывает линию PL прокатки. Более предпочтительно, если центральная ось стержня 3 оправки совпадает с линией PL прокатки.
[0098]
Передний конец стержня 3 оправки соединен с центральной частью задней торцевой поверхности оправки 2. Отсутствуют особые ограничения в отношении способа соединения. Например, винтовая резьба образована в центральной части задней торцевой поверхности оправки 2 и на переднем конце стержня 3 оправки, и стержень 3 оправки соединен с оправкой 2 посредством данных винтовых резьб. Стержень 3 оправки может быть соединен с центральной частью задней торцевой поверхности оправки 2 способом, отличным от способа, в котором используются винтовые резьбы. Другими словами, отсутствуют особые ограничения в отношении способа соединения стержня 3 оправки и оправки 2.
[0099]
Прошивная установка 10 может дополнительно включать в себя толкатель 4. Толкатель 4 расположен с передней стороны прошивной установки 10 и расположен на линии PL прокатки. Толкатель 4 контактирует с торцевой поверхностью материала 20 и толкает материал 20 вперед по направлению к оправке 2.
[0100]
Отсутствуют особые ограничения в отношении конфигурации толкателя 4 при условии, что толкатель 4 может толкать материал 20 вперед по направлению к оправке 2. Например, как проиллюстрировано на фиг.1, толкатель 4 включает в себя корпус 41 цилиндра, шток 42 цилиндра, соединительный элемент 43 и штангу 44. Штанга 44 соединена со штоком 42 цилиндра посредством соединительного элемента 43 с возможностью ее поворота в направлении вдоль окружности. Соединительный элемент 43, например, включает в себя подшипник для обеспечения возможности поворота штанги 44 в направлении вдоль окружности.
[0101]
Корпус 41 цилиндра представляет собой корпус гидравлического типа или корпус с приводом от электродвигателя и обеспечивает выдвигание и отвод штока 42 цилиндра. Толкатель 4 заставляет торцевую поверхность штанги 44 упираться в торцевую поверхность материала (круглой заготовки или полой гильзы) 20 и обеспечивает продвижение штока 42 цилиндра и штанги 44 посредством корпуса 41 цилиндра. Таким образом, толкатель 4 толкает материал 20 вперед по направлению к оправке 2.
[0102]
Толкатель 4 толкает материал 20 вперед вдоль линии PL прокатки для вталкивания материала 20 между множеством косорасположенных валков 1. Когда материал 20 входит в контакт с множеством косорасположенных валков 1, множество косорасположенных валков 1 прижимают материал 20 к оправке 2 и при этом обеспечивают вращение материала 20 в направлении вдоль окружности. В случае, когда прошивная установка 10 представляет собой прошивной стан, множество косорасположенных валков 1 прижимают круглую заготовку, которая представляет собой материал 20, к оправке 2 и при этом обеспечивают вращение круглой заготовки в направлении вдоль окружности для выполнения тем самым прокатки-прошивки для получения полой гильзы. В случае, когда прошивная установка 10 представляет собой стан-элонгатор, множество прошивных валков 1 обеспечивают вставку оправки 2 в полую гильзу, которая представляет собой материал 20, и выполняют прокатку-раскатку (прокатку с удлинением/расширением) для удлинения полой гильзы. Следует отметить, что прошивная установка 10 необязательно должна включать в себя толкатель 4.
[0103]
Прошивная установка 10 может дополнительно включать в себя входной желоб 5. Материал (круглую заготовку или полую гильзу) 20 размещают во входном желобе 5 перед подверганием прокатке-прошивке. Как проиллюстрировано на фиг.3, прошивная установка 10 также может включать в себя множество направляющих валков 6 вокруг линии PL прокатки. Оправка 2 расположена между множеством направляющих валков 6. Направляющие валки 6 расположены между множеством косорасположенных валков 1 вокруг линии PL прокатки. Направляющие валки 6 представляют собой, например, дисковидные валки. Следует отметить, что прошивная установка 10 необязательно должна включать в себя входной желоб 5 и необязательно должна включать в себя направляющие валки 6.
[0104]
Фиг.4 представляет собой увеличенный вид оправки 2 и стержня 3 оправки, показанных на фиг.1. Как показано на фиг.4, прошивная установка 10 получает подаваемый охладитель из устройства 7 подачи охладителя. Устройство 7 подачи охладителя подает охладитель к стержню 3 оправки для охлаждения внутренней поверхности полой гильзы 50, которая подвергается прокатке-прошивке или прокатке-раскатке. Устройство 7 подачи охладителя включает в себя подающую установку 71 и трубу 72. Подающая установка 71 включает в себя, например, резервуар для хранения, в котором хранится охладитель, и насос, который подает охладитель, находящийся внутри резервуара для хранения, в трубу 72. Труба 72 соединяет стержень 3 оправки и подающую установку 71. Труба 72 обеспечивает перемещение охладителя, который направляется из подающей установки 71 к стержню 3 оправки. Отсутствуют особые ограничения в отношении охладителя при условии, что охладитель представляет собой текучую среду, которая способна охлаждать полую гильзу 50. Охладитель предпочтительно представляет собой воду.
[0105]
[Конструкция стержня 3 оправки]
Как показано на фиг.4, стержень 3 оправки проходит вдоль линии PL прокатки от центральной части задней торцевой поверхности оправки 2. Стержень 3 оправки включает в себя стержнеобразное тело 31 стержня. Форма сечения, перпендикулярного к аксиальному направлению (продольному направлению, направлению, соответствующему стрелкам F и В на фиг.4) тела 31 стержня, представляет собой, например, круглую форму. Тело 31 стержня включает в себя зону 32 охлаждения и зону 33 подавления контакта, которые проходят в аксиальном направлении тела 31 стержня.
[0106]
Зона 32 охлаждения расположена в передней концевой части/рядом с передней концевой частью тела 31 стержня. В частности, зона 32 охлаждения представляет собой зону от переднего конца тела 31 стержня (то есть от места, в котором тело 31 стержня соединяется с задним концом оправки 2) до места, удаленного на определенное расстояние от переднего конца тела 31 стержня в направлении назад по отношению к стержню 3 оправки. Длина L32 зоны 32 охлаждения, определяемая в аксиальном направлении, не ограничена особым образом. Длина L32 зоны 32 охлаждения, определяемая в аксиальном направлении, составляет, например, не менее 1/10 и не более 1/2 от общей длины стержня 3 оправки. Согласно другому примеру в случае, когда длина полой гильзы, подлежащей изготовлению, составляет 6 м, длина L32 зоны 32 охлаждения, определяемая в аксиальном направлении, составляет, например, 2 м.
[0107]
Зона 33 подавления контакта расположена в месте, которое примыкает к зоне 32 охлаждения с задней стороны зоны 32 охлаждения (стороны, противоположной по отношению к оправке 2). Длина L33 зоны 33 подавления контакта не ограничена особым образом. Длина L33 зоны 33 подавления контакта может представлять собой такую же длину, как длина L32 зоны 32 охлаждения, или может быть больше или меньше длины L32 зоны 32 охлаждения. Зона 33 подавления контакта может также представлять собой часть тела 31 стержня, отличную от зоны 32 охлаждения.
[0108]
Фиг.5 представляет собой сечение (продольное сечение), которое включает в себя центральные оси оправки 2 и стержня 3 оправки, проиллюстрированных на фиг.4. Как показано на фиг.5, стержень 3 оправки дополнительно включает в себя канал 34 для охладителя и механизм 340 охлаждения внутренней поверхности. Канал 34 для охладителя образован внутри тела 31 стержня и обеспечивает возможность прохождения по нему охладителя, который подается из устройства 7 подачи охладителя. Канал 34 для охладителя проходит через внутреннюю часть тела 31 стержня вдоль аксиального направления тела 31 стержня. Канал 34 для охладителя соединен с трубой 72 и принимает подаваемый охладитель из трубы 72.
[0109]
Механизм 340 охлаждения внутренней поверхности расположен в пределах зоны 32 охлаждения, которая соответствует передней концевой части тела 31 стержня. В представленном примере механизм 340 охлаждения внутренней поверхности включает в себя множество отверстий 341 для выпуска охладителя под давлением. Множество отверстий 341 для выпуска охладителя под давлением соединены с каналом 34 для охладителя, и во время прокатки-прошивки или во время прокатки-раскатки отверстия 341 для выпуска охладителя под давлением обеспечивают выпуск охладителя под давлением к наружной стороне зоны 32 охлаждения. На фиг.4 и фиг.5 множество отверстий 341 для выпуска охладителя под давлением расположены упорядоченно в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. Тем не менее множество отверстий 341 для выпуска охладителя под давлением могут быть упорядоченно расположены в направлении вдоль окружности тела 31 стержня или могут быть упорядоченно расположены в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. Например, множество отверстий 341 для выпуска охладителя под давлением могут быть упорядоченно расположены в направлении вдоль окружности и необязательно должны быть упорядоченно расположены в аксиальном направлении. Множество отверстий 341 для выпуска охладителя под давлением предпочтительно расположены упорядоченно в направлении вдоль окружности и/или аксиальном направлении тела 31 стержня. Как будет описано позднее, механизм 340 охлаждения внутренней поверхности включает в себя множество сопел для выпуска под давлением, и каждое сопло для выпуска под давлением имеет отверстие 341 для выпуска охладителя под давлением.
[0110]
Стержень 3 оправки также включает в себя механизм 350 загораживания внутренней поверхности. Механизм 350 загораживания внутренней поверхности расположен в пределах зоны 33 подавления контакта. Во время прокатки-прошивки или во время прокатки-раскатки механизм 350 загораживания внутренней поверхности обеспечивает выпуск сжатого газа из зоны 33 подавления контакта для образования тем самым преграды для охладителя и выдувания охладителя, который стремится вытечь назад из зоны 32 охлаждения. Таким образом, во время прокатки-прошивки или во время прокатки-раскатки подавляется контакт охладителя с участком внутренней поверхности полой гильзы, который находится внутри зоны 33 подавления контакта.
[0111]
В частности, как проиллюстрировано на фиг.4, прошивная установка 10 также получает подаваемый сжатый газ из устройства 8 подачи газа. Устройство 8 подачи газа подает сжатый газ к телу 31 стержня для выдувания охладителя. Устройство 8 подачи газа включает в себя, например, накопительный резервуар 81, в котором содержится газ высокого давления, и трубу 82. Труба 82 соединяет накопительный резервуар 81 и тело 31 стержня. Труба 82 обеспечивает перемещение сжатого газа, направляемого из накопительного резервуара 81, к телу 31 стержня. Сжатый газ может представлять собой, например, сжатый воздух или может представлять собой инертный газ, такой как газообразный аргон или газообразный азот. Сжатый газ предпочтительно представляет собой сжатый воздух.
[0112]
Как показано на фиг.5, стержень 3 оправки включает в себя канал 35 для газа. Канал 35 для газа проходит через внутреннюю часть тела 31 стержня вдоль аксиального направления тела 31 стержня. Канал 35 для газа соединен с трубой 82 (см. фиг.4) и принимает подаваемый сжатый газ из трубы 82.
[0113]
Механизм 350 загораживания внутренней поверхности включает в себя множество отверстий 351 для выпуска сжатого газа. Множество отверстий 351 для выпуска сжатого газа соединены с каналом 35 для газа, и во время прокатки-прошивки или во время прокатки-раскатки множество отверстий 351 для выпуска сжатого газа обеспечивают выпуск сжатого газа к наружной стороне зоны 33 подавления контакта. На фиг.4 и фиг.5 множество отверстий 351 для выпуска сжатого газа расположены упорядоченно в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. Тем не менее множество отверстий 351 для выпуска сжатого газа могут быть упорядоченно расположены в направлении вдоль окружности тела 31 стержня или могут быть упорядоченно расположены в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. В частности, множество отверстий 351 для выпуска сжатого газа упорядоченно расположены в направлении вдоль окружности и необязательно должны быть упорядоченно расположены в аксиальном направлении. Множество отверстий 351 для выпуска сжатого газа предпочтительно расположены упорядоченно в направлении вдоль окружности и/или аксиальном направлении тела 31 стержня. Как будет описано позднее, механизм 350 загораживания внутренней поверхности включает в себя множество сопел для выпуска под давлением, и каждое сопло для выпуска под давлением имеет отверстие 351 для выпуска сжатого газа.
[0114]
Фиг.6 представляет собой поперечное сечение, которое перпендикулярно к аксиальному направлению стержня 3 оправки и представляет собой сечение по линии А-А в зоне 32 охлаждения, показанной на фиг.5. Как показано на фиг.6, канал 34 для охладителя расположен в центральной части тела 31 стержня рядом с каналом 35 для газа. Множество отверстий 341 для выпуска охладителя под давлением расположены упорядоченно в направлении вдоль окружности тела 31 стержня. Множество отверстий 341 для выпуска охладителя под давлением могут быть упорядоченно расположены с равными интервалами в направлении вдоль окружности тела 31 стержня или могут быть упорядоченно расположены с неравными интервалами в направлении вдоль окружности тела 31 стержня. Отверстия 341 для выпуска охладителя под давлением предпочтительно упорядоченно расположены с равными интервалами в направлении вдоль окружности тела 31 стержня. Каждое из отверстий 341 для выпуска охладителя под давлением соединено с каналом 34 для охладителя. Как проиллюстрировано на фиг.5 и фиг.6, в представленном варианте осуществления внутри зоны 32 охлаждения множество отверстий 341 для выпуска охладителя под давлением расположены упорядоченно в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. Тем не менее достаточно того, чтобы множество отверстий 341 для выпуска охладителя под давлением были расположены упорядоченно, по меньшей мере, в направлении вдоль окружности тела 31 стержня.
[0115]
Фиг.7 представляет собой поперечное сечение, которое перпендикулярно к аксиальному направлению стержня 3 оправки и представляет собой сечение по линии В-В в зоне 33 подавления контакта, показанной на фиг.5. Как показано на фиг.7, аналогично сечению внутренней части зоны 32 охлаждения (фиг.6), в сечении внутренней части зоны 33 подавления контакта канал 35 для газа расположен в центральной части тела 31 стержня рядом с каналом 34 для охладителя. Множество отверстий 351 для выпуска сжатого газа расположены упорядоченно в направлении вдоль окружности тела 31 стержня. Множество отверстий 351 для выпуска сжатого газа могут быть упорядоченно расположены с равными интервалами в направлении вдоль окружности тела 31 стержня или могут быть упорядоченно расположены с неравными интервалами в направлении вдоль окружности тела 31 стержня. Отверстия 351 для выпуска сжатого газа предпочтительно упорядоченно расположены с равными интервалами в направлении вдоль окружности тела 31 стержня. Каждое из отверстий 351 для выпуска сжатого газа соединено с каналом 35 для газа. Как проиллюстрировано на фиг.5 и фиг.7, в представленном варианте осуществления внутри зоны 33 подавления контакта множество отверстий 351 для выпуска сжатого газа расположены упорядоченно в направлении вдоль окружности и в аксиальном направлении тела 31 стержня. Тем не менее достаточно того, чтобы множество отверстий 351 для выпуска сжатого газа были расположены упорядоченно, по меньшей мере, в направлении вдоль окружности тела 31 стержня.
[0116]
[О механизме отвода/дренажа]
Возвращаясь к фиг.5, следует отметить, что стержень 3 оправки может также включать в себя отводной канал 37 внутри тела 31 стержня. Отводной канал 37 проходит через внутреннюю часть тела 31 стержня вдоль аксиального направления тела 31 стержня. Отводной канал 37 проходит до задней торцевой поверхности тела 31 стержня (торцевой поверхности на стороне, противоположной по отношению к передней торцевой поверхности, которая соединена с оправкой 2). Фиг.8 представляет собой поперечное сечение, которое перпендикулярно к аксиальному направлению стержня оправки и представляет собой сечение по линии С-С в зоне 32 охлаждения. Как показано на фиг.8, отводной канал 37 образован в центральной части тела 31 стержня, и внутри отводного канала 37 расположены канал 34 для охладителя и канал 35 для газа. Тем не менее канал 34 для охладителя и канал 35 для газа необязательно должны быть размещены в отводном канале 37.
[0117]
Стержень 3 оправки дополнительно включает в себя одно или более отводных отверстий 371 в зоне 32 охлаждения. В случае, когда образовано множество отводных отверстий 371, множество отводных отверстий 371 могут быть расположены упорядоченно в направлении вдоль окружности тела 31 стержня, как проиллюстрировано на фиг.8, или могут быть расположены упорядоченно в аксиальном направлении тела 31 стержня, хотя это не проиллюстрировано на чертеже. Во время прокатки-прошивки и во время прокатки-раскатки механизм отвода, который включает в себя отводной канал 37 и отводные отверстия 371, обеспечивает возврат некоторой части охладителя, выпускаемого под давлением по направлению к участку внутренней поверхности полой гильзы, когда полая гильза проходит через зону 32 охлаждения.
[0118]
Следует отметить, что стержень 3 оправки прошивной установки 10 по представленному варианту осуществления необязательно должен иметь отводной канал 37 и отводное отверстие 371.
[0119]
[О способе изготовления бесшовной металлической трубы посредством использования прошивной установки 10]
Прошивная установка 10, имеющая вышеописанную конфигурацию, обеспечивает охлаждение участка внутренней поверхности полой гильзы 50 в зоне 32 охлаждения, предусмотренной в стержне 3 оправки, посредством охладителя во время прокатки-прошивки или во время прокатки-раскатки, и в зоне 33 подавления контакта подавляется контакт охладителя с участком внутренней поверхности полой гильзы 50. Кратко формулируя, можно указать, что несмотря на то, что прошивная установка 10 обеспечивает активное охлаждение участка внутренней поверхности полой гильзы 50 посредством использования охладителя в зоне 32 охлаждения, прошивная установка 10 выполнена с такой конфигурацией, что в зоне, находящейся сзади от зоны 32 охлаждения, в максимально возможной степени предотвращается контакт охладителя с участком внутренней поверхности полой гильзы 50. Таким образом, подавляется возникновение изменений промежутков времени охлаждения (различий в длительности промежутков времени охлаждения) в каждом месте в продольном направлении полой гильзы 50, и уменьшается разность температуры передней концевой части и температуры задней концевой части полой гильзы после прокатки-прошивки или после прокатки-раскатки. Это подробно описано ниже.
[0120]
Фиг.9 представляет собой продольное сечение, иллюстрирующее полую гильзу 50, оправку и стержень 3 оправки во время прокатки-прошивки или прокатки-раскатки с выходной стороны прошивной установки 10.
[0121]
Как показано на фиг.9, во время прокатки-прошивки или во время прокатки-раскатки механизм 340 охлаждения внутренней поверхности, предусмотренный в стержне 3 оправки, обеспечивает выпуск охладителя под давлением наружу из тела 31 стержня из отверстий 341 для выпуска охладителя под давлением в зоне 32 охлаждения. Следовательно, из всей внутренней поверхности полой гильзы, которая подвергается прокатке-прошивке или прокатке-раскатке, охлаждается охладителем участок внутренней поверхности, который находится в пределах зоны 32 охлаждения. В данном случае выражение «участок внутренней поверхности полой гильзы 50, который находится в пределах зоны 32 охлаждения» означает участок внутренней поверхности полой гильзы 50, который перекрывает зону 32 охлаждения, если смотреть в радиальном направлении полой гильзы 50 (если смотреть в направлении, перпендикулярном к аксиальному направлению стержня 3 оправки).
[0122]
Кроме того, во время прокатки-прошивки или во время прокатки-раскатки механизм 350 загораживания внутренней поверхности, предусмотренный в стержне 3 оправки, обеспечивает выпуск сжатого газа наружу из тела 31 стержня из отверстий 351 для выпуска сжатого газа в зоне 33 подавления контакта. В случае, когда охладитель, выпускаемый под давлением из отверстий 341 для выпуска охладителя под давлением в зоне 32 охлаждения, течет дальше в направлении назад за зону 32 охлаждения, охладитель выдувается за счет выпуска сжатого газа. В результате в зоне 33 подавления контакта может подавляться контакт охладителя с участком внутренней поверхности полой гильзы.
[0123]
Сжатый газ, выпускаемый из множества отверстий 351 для выпуска сжатого газа в зоне 33 подавления контакта, также образует преграду для охладителя, который находится внутри зоны 32 охлаждения, и препятствует перемещению охладителя дальше в направлении назад за зону 32 охлаждения. В частности, как проиллюстрировано на фиг.10, в зоне 33 подавления контакта сжатый газ CG, выпускаемый из отверстий 351 для выпуска сжатого газа, заполняет зазор между наружной поверхностью стержня 3 оправки и внутренней поверхностью полой гильзы 50. Сжатый газ CG, заполнивший данный зазор, препятствует входу выпущенного охладителя из зоны 32 охлаждения в зону 33 подавления контакта. В результате, как проиллюстрировано на фиг.11, в зоне 32 охлаждения охладитель CL скапливается в зазоре между наружной поверхностью стержня 3 оправки и внутренней поверхностью полой гильзы 50. Охладитель CL предпочтительно заполняет зазор между наружной поверхностью стержня 3 оправки и внутренней поверхностью полой гильзы 50. Поскольку продолжается выпуск охладителя CL под давлением из отверстий 341 для выпуска охладителя под давлением в состоянии, в котором охладитель CL скопился в зоне 32 охлаждения, скопившийся охладитель CL подвергается конвекции. Следовательно, во время прокатки-прошивки или во время прокатки-раскатки охлаждается участок внутренней поверхности полой гильзы 50, который находится в пределах зоны 32 охлаждения.
[0124]
Как описано выше, в прошивной установке 10 по представленному варианту осуществления во время прокатки-прошивки или во время прокатки-раскатки участок внутренней поверхности полой гильзы 50 охлаждается в зоне 32 охлаждения, образованной посредством стержня 3 оправки, и в зоне 33 подавления контакта подавляется контакт охладителя с участком внутренней поверхности полой гильзы 50.
[0125]
Далее, в качестве предположения будет рассмотрен случай, в котором, как проиллюстрировано на фиг.12, стержень 3 оправки включает в себя механизм 340 охлаждения внутренней поверхности, но не включает в себя механизм 350 загораживания внутренней поверхности. В этом случае вследствие отсутствия механизма 350 загораживания внутренней поверхности охладитель CL вытекает в зону, соответствующую зоне 33 подавления контакта, которая находится дальше в направлении назад, чем зона 32 охлаждения. Охладитель CL, который вытек, имеет тенденцию скапливаться, в частности, на внутренней поверхности полой гильзы 50 в месте, которое находится под стержнем 3 оправки. По мере продолжения прокатки-прошивки или прокатки-раскатки зона, в которой скапливается охладитель CL, изменяется, поскольку увеличивается длина части полой гильзы 50, которая проходит назад от оправки 2. Следовательно, будет затруднено поддержание постоянных промежутков времени охлаждения охладителем CL в каждом месте в продольном направлении полой гильзы 50 во время прокатки-прошивки или во время прокатки-раскатки, и возникает неравномерность охлаждения в продольном направлении. Следовательно, в некоторых случаях передняя концевая часть полой гильзы 50 (концевая часть, которая проходит вокруг оправки 2 на начальной стадии прокатки) будет чрезмерно охлаждаться, и температура передней концевой части становится чрезмерно низкой по сравнению с задней концевой частью полой гильзы 50 (концевой частью, которая проходит вокруг оправки 2 в конце прокатки).
[0126]
Напротив, в прошивной установке 10 по представленному варианту осуществления, как проиллюстрировано на фиг.9, в зоне 33 подавления контакта предусмотрен механизм 350 загораживания внутренней поверхности. Кроме того, охладитель CL, который поступает в зону 33 подавления контакта, выдувается, или вход охладителя в зону 33 подавления контакта предотвращается посредством сжатого газа CG, выпускаемого из отверстий 351 для выпуска сжатого газа, предусмотренных в механизме 350 загораживания внутренней поверхности. Таким образом, внутренняя поверхность полой гильзы 50 во время прокатки-прошивки или во время прокатки-раскатки охлаждается охладителем CL в зоне 32 охлаждения, и подавляется контакт охладителя CL с внутренней поверхностью полой гильзы 50 в зоне (зоне 33 подавления контакта), которая находится дальше в направлении назад, чем зона 32 охлаждения. В результате легко достигается ситуация, при которой промежуток времени охлаждения охладителем CL в каждом месте в продольном направлении полой гильзы 50 во время прокатки-прошивки или во время прокатки-раскатки представляет собой постоянный промежуток времени, и может подавляться возникновение разности температуры передней концевой части и температуры задней концевой части полой гильзы 50 после прокатки-прошивки или после прокатки-раскатки. Таким образом, легко получить бесшовную металлическую трубу, которая имеет однородную микроструктуру в продольном направлении.
[0127]
Следует отметить, что, как проиллюстрировано на фиг.9, стержень 3 оправки включает в себя отводное отверстие 371 в зоне 32 охлаждения в передней концевой части. Следовательно, как проиллюстрировано на фиг.13, во время прокатки-прошивки или во время прокатки-раскатки некоторая часть охладителя CL, который охладил внутреннюю поверхность полой гильзы 50, отводится в отводной канал 37 через отводное отверстие 371. Охладитель CL, который был отведен в отводной канал 37, проходит по отводному каналу 37 и выпускается наружу из стержня 3 оправки, не контактируя с полой гильзой 50. Следует отметить, что охладитель CL в количестве, соответствующем количеству, на которое количество охладителя CL уменьшилось в результате выпуска некоторой части CL охладителя наружу, вновь пополняется из отверстий 341 для выпуска охладителя под давлением. Таким образом, когда стержень оправки включает в себя отводное отверстие 371, циркуляция охладителя CL способствует охлаждению внутренней поверхности полой гильзы 50 в зоне 32 охлаждения. Отводное отверстие 371 может быть расположено в любом месте в пределах зоны 32 охлаждения. Для содействия конвекции охладителя CL отводное отверстие 371 предпочтительно расположено ближе к оправке 2, чем к той части зоны 32 охлаждения, которая является центральной в аксиальном направлении.
[0128]
Следует отметить, что отводное отверстие 371 и отводной канал 37 необязательно должны быть предусмотрены. Тем не менее, если образованы отводное отверстие 371 и отводной канал 37, может быть получен вышеупомянутый эффект.
[0129]
[Второй вариант осуществления]
Отсутствуют особые ограничения в отношении ориентации отверстий 341 для выпуска охладителя под давлением, предусмотренных в механизме охлаждения внутренней поверхности в стержне 3 оправки. Фиг.14 представляет собой сечение, которое выполнено в направлении, перпендикулярном к аксиальному направлению стержня 3 оправки, по линии А-А внутри зоны 32 охлаждения, показанной на фиг.5, в прошивной установке согласно варианту осуществления, проиллюстрированному на фиг.2, и которое отличается от сечения на фиг.6. Как показано на фиг.14, отверстия 341 для выпуска охладителя под давлением образованы на переднем конце соответствующих сопел N34 для выпуска под давлением и соединены с каналом 34 для охладителя. Фиг.15 представляет собой увеличенный вид отверстия 341 для выпуска охладителя под давлением в случае, если смотреть на тело 31 стержня, проиллюстрированного на фиг.14, со стороны поверхности. Как показано на фиг.14 и фиг.15 и как видно в направлении продвижения полой гильзы 50, множество отверстий 341 для выпуска охладителя под давлением ориентированы в направлении вдоль окружности тела 31 стержня. Кроме того, как проиллюстрировано на фиг.15 и как видно в радиальном направлении тела 31 стержня (то есть, если смотреть на тело 31 стержня сбоку), направление F34 выпуска из отверстия 341 для выпуска охладителя под давлением, которое открыто на переднем конце сопла N34 для выпуска под давлением, пересекается с аксиальным направлением Х31 тела 31 стержня под углом α и обращено назад по отношению к телу 31 стержня.
[0130]
Фиг.16 представляет собой сечение, которое выполнено в направлении, перпендикулярном к аксиальному направлению стержня 3 оправки, по линии В-В внутри зоны 33 подавления контакта, показанной на фиг.5, и которое отличается от сечения на фиг.7. Как показано на фиг.16, отверстия 351 для выпуска сжатого газа образованы на переднем конце соответствующих сопел N35 для выпуска под давлением и соединены с каналом 35 для газа. Фиг.17 представляет собой увеличенный вид отверстия 351 для выпуска сжатого газа в случае, если смотреть на тело 31 стержня 3 оправки со стороны поверхности. Как показано на фиг.16 и фиг.17 и как видно в направлении продвижения полой гильзы 50, множество отверстий 351 для выпуска сжатого газа ориентированы в направлении вдоль окружности тела 31 стержня. Кроме того, как проиллюстрировано на фиг.17 и как видно в радиальном направлении тела 31 стержня (то есть, если смотреть на тело 31 стержня сбоку), направление F35 выпуска из отверстия 351 для выпуска сжатого газа, которое открыто на переднем конце сопла N35 для выпуска под давлением, пересекается с аксиальным направлением Х31 тела 31 стержня под углом α и обращено назад по отношению к телу 31 стержня.
[0131]
[Образование вихревых потоков]
Как показано на фиг.18, в прошивной установке 10 согласно второму варианту осуществления, как видно в направлении продвижения полой гильзы 50, механизм 340 охлаждения внутренней поверхности обеспечивает выпуск охладителя под давлением в направлении вдоль окружности тела 31 стержня из отверстий 341 для выпуска охладителя под давлением. Таким образом, обеспечивается завихрение охладителя, который заполняет пространство между телом 31 стержня и внутренней поверхностью полой гильзы 50 внутри зоны 32 охлаждения, в направлении вдоль окружности тела 31 стержня, в результате чего создается вихревой поток SF34. Вихревой поток SF34 проходит в направлении назад по отношению к телу 31 стержня, завихряясь вокруг тела 31 стержня. Посредством вихревого потока SF34 могут быть подавлены изменения потока охладителя в направлении вдоль окружности тела 31 стержня. В результате может подавляться возникновение неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы 50.
[0132]
Кроме того, в данном варианте осуществления, как видно в направлении продвижения полой гильзы 50, механизм 350 загораживания внутренней поверхности обеспечивает выпуск сжатого газа в направлении вдоль окружности тела 31 стержня из отверстий 351 для выпуска сжатого газа. Таким образом, обеспечивается завихрение сжатого газа, который заполняет пространство между телом 31 стержня и внутренней поверхностью полой гильзы 50 внутри зоны 33 подавления контакта, в направлении вдоль окружности тела 31 стержня, в результате чего создается вихревой поток SF35. Вихревой поток SF35 проходит в направлении назад по отношению к телу 31 стержня, завихряясь вокруг тела 31 стержня. Посредством вихревого потока SF35 в случае, когда охладитель, образующий вихревой поток SF34, входит в зону 33 подавления контакта из зоны 32 охлаждения, охладитель быстро выдувается назад по отношению к телу 31 стержня посредством вихревого потока SF35, образованного сжатым газом. Следовательно, в пределах зоны 33 подавления контакта может подавляться контакт охладителя с внутренней поверхностью полой гильзы 50.
[0133]
Фиг.19 представляет собой сечение, которое иллюстрирует прошивную установку 10 в случае, если смотреть на прошивную установку 10 в аксиальном направлении тела 31 стержня, и которое представляет собой чертеж для описания вихревого потока SF34, образованного охладителем, и вихревого потока SF35, образованного сжатым газом. Как проиллюстрировано на фиг.19, если смотреть в направлении продвижения полой гильзы 50, направление завихрения вихревого потока SF34 охладителя, выпускаемого под давлением из множества отверстий 341 для выпуска охладителя под давлением, предусмотренных в механизме 340 охлаждения внутренней поверхности, представляет собой направление по часовой стрелке или направление против часовой стрелки. Кроме того, направление завихрения вихревого потока SF35 сжатого газа, выпускаемого из множества отверстий 351 для выпуска сжатого газа, предусмотренных в механизме 350 загораживания внутренней поверхности, представляет собой направление по часовой стрелке или направление против часовой стрелки.
[0134]
Как проиллюстрировано на фиг.19, направление завихрения вихревого потока SF35 сжатого газа предпочтительно такое же, как направление завихрения вихревого потока SF34 охладителя, создаваемого механизмом 340 охлаждения внутренней поверхности. В этом случае может подавляться возникновение турбулентного потока, вызываемое столкновением между текучими средами (охладителем и сжатым газом), на границе между зоной 32 охлаждения и зоной 33 подавления контакта. Следовательно, может подавляться возникновение ситуации, в которой охладитель остается на границе между зоной 32 охлаждения и зоной 33 подавления контакта, и охладитель, поступивший в зону 33 подавления контакта, может быстро выдуваться назад по отношению к телу 31 стержня вихревым потоком S35. В результате при подавлении возникновения неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы 50 в зоне 32 охлаждения также может подавляться контакт охладителя с участком внутренней поверхности полой гильзы 50 в месте, которое находится дальше в направлении назад, чем зона 32 охлаждения.
[0135]
Как показано на фиг.18, механизм 340 охлаждения внутренней поверхности может включать в себя множество таких групп 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением, которые расположены упорядоченно в аксиальном направлении тела 31 стержня. В этом случае каждая группа 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением включает в себя множество отверстий 341 для выпуска охладителя под давлением, которые расположены упорядоченно в направлении вдоль окружности тела 31 стержня. В данном случае расстояние в аксиальном направлении тела 31 стержня, на которое перемещается вихревой поток SF34 охладителя до того, как будет завершен один оборот вокруг тела 31 стержня, определено как «расстояние DF34, соответствующее одному периоду завихрения». При этом предпочтительно, чтобы расстояние между группами 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением, соседними в аксиальном направлении тела 31 стержня, было таким же, как расстояние DF34, соответствующее одному периоду завихрения. В данном случае выражение «такое же, как расстояние DF34, соответствующее одному периоду завихрения» означает, что расстояние между соседними группами 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением находится в диапазоне «расстояние DF34, соответствующее одному периоду завихрения, ±50%». Расстояние между соседними группами 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением предпочтительно находится в диапазоне «расстояние DF34, соответствующее одному периоду завихрения, ±20%» и более предпочтительно находится в диапазоне «расстояние DF34, соответствующее одному периоду завихрения, ±10%».
[0136]
В этом случае, когда вихревой поток SF34 перемещается на расстояние DF34, соответствующее одному периоду завихрения, новый охладитель подается из группы 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением в следующем ряду. Следовательно, возникновение турбулентного потока в вихревом потоке SF34 будет затруднено в большей степени по сравнению со случаем, в котором новый охладитель подается из группы 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением в следующем ряду до того, как вихревой поток SF34 пройдет расстояние DF34, соответствующее одному периоду завихрения. Таким образом, может дополнительно подавляться возникновение неравномерности охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы 50.
[0137]
Как показано на фиг.18, аналогично механизму 340 охлаждения внутренней поверхности механизм 350 загораживания внутренней поверхности может включать в себя множество таких групп 355 кольцеобразно расположенных отверстий для выпуска газа под давлением, которые расположены упорядоченно в аксиальном направлении тела 31 стержня. В этом случае каждая группа 355 кольцеобразно расположенных отверстий для выпуска газа под давлением включает в себя множество отверстий 351 для выпуска сжатого газа, которые расположены упорядоченно в направлении вдоль окружности тела 31 стержня. В данном случае расстояние в аксиальном направлении тела 31 стержня, на которое перемещается вихревой поток SF35 сжатого газа до того, как будет завершен один оборот вокруг тела 31 стержня, определено как «расстояние DF35, соответствующее одному периоду завихрения». При этом предпочтительно, чтобы расстояние между группами 355 кольцеобразно расположенных отверстий для выпуска газа под давлением, соседними в аксиальном направлении Х31 тела 31 стержня, было таким же, как расстояние DF35, соответствующее одному периоду завихрения. В данном случае выражение «такое же, как расстояние DF35, соответствующее одному периоду завихрения» означает, что расстояние между соседними группами 355 кольцеобразно расположенных отверстий для выпуска газа под давлением находится в диапазоне «расстояние DF35, соответствующее одному периоду завихрения, ±50%». Расстояние между соседними группами 355 кольцеобразно расположенных отверстий для выпуска газа под давлением предпочтительно находится в диапазоне «расстояние DF35, соответствующее одному периоду завихрения, ±20%» и более предпочтительно находится в диапазоне «расстояние DF35, соответствующее одному периоду завихрения,±10%».
[0138]
В этом случае, когда вихревой поток SF35 перемещается на расстояние DF35, соответствующее одному периоду завихрения, новый сжатый газ подается из группы 355 кольцеобразно расположенных отверстий для выпуска газа под давлением в следующем ряду. Следовательно, возникновение турбулентного потока в вихревом потоке SF35 будет затруднено в большей степени по сравнению со случаем, в котором новый сжатый газ подается из группы 355 кольцеобразно расположенных отверстий для выпуска газа под давлением в следующем ряду до того, как вихревой поток SF35 пройдет расстояние DF35, соответствующее одному периоду завихрения. В этом случае охладитель, который вытек назад из зоны 32 охлаждения, может быстрее выдуваться в направлении назад по отношению к телу 31 стержня вихревым потоком SF35, и может дополнительно подавляться контакт охладителя с внутренней поверхностью полой гильзы 50 в месте, которое находится дальше в направлении назад, чем зона 32 охлаждения.
[0139]
Как проиллюстрировано на фиг.19, в вышеуказанном варианте осуществления обеспечивается такое же направление завихрения вихревого потока SF35 сжатого газа, создаваемого механизмом 350 загораживания внутренней поверхности, как направление завихрения вихревого потока SF34 охладителя, создаваемого механизмом 340 охлаждения внутренней поверхности. Тем не менее направление завихрения вихревого потока SF35 сжатого газа, создаваемого механизмом 350 загораживания внутренней поверхности, может представлять собой направление, отличающееся от направления (направление, противоположное направлению) завихрения вихревого потока SF34 охладителя, создаваемого механизмом 340 охлаждения внутренней поверхности.
[0140]
Кроме того, даже когда направление завихрения вихревого потока SF35 сжатого газа, создаваемого механизмом 350 загораживания внутренней поверхности, представляет собой такое же направление, как направление завихрения вихревого потока SF34 охладителя, создаваемого механизмом 340 охлаждения внутренней поверхности, угол α, который образован между направлением F34 выпуска охладителя из отверстий 341 для выпуска охладителя под давлением и аксиальным направлением Х31 тела 31 стержня и который проиллюстрирован на фиг.15, может представлять собой угол, отличающийся от угла α, который образован между направлением F35 выпуска сжатого газа из отверстий 351 для выпуска сжатого газа и аксиальным направлением Х31 тела 31 стержня и который проиллюстрирован на фиг.17.
[0141]
Кроме того, несмотря на то, что в вышеуказанном варианте осуществления механизм 340 охлаждения внутренней поверхности создает вихревой поток SF34 охладителя и механизм 350 загораживания внутренней поверхности создает вихревой поток SF35 сжатого газа, в прошивной установке 10 по второму варианту осуществления вышеупомянутый эффект достигается в определенной степени при условии, что, по меньшей мере, механизм 340 охлаждения внутренней поверхности создает вихревой поток SF34 охладителя. То есть, хотя в прошивной установке 10 согласно второму варианту осуществления механизм 340 охлаждения внутренней поверхности создает вихревой поток SF34 охладителя и механизм 350 загораживания внутренней поверхности обеспечивает выпуск сжатого газа, механизм 350 загораживания внутренней поверхности необязательно должен создавать вихревой поток SF35. Например, механизм 350 загораживания внутренней поверхности обеспечивает выпуск сжатого газа в радиальном направлении тела 31 стержня. В этом случае механизм 350 загораживания внутренней поверхности не образует вихревого потока SF35. Тем не менее даже в этом случае, поскольку механизм 340 охлаждения внутренней поверхности создает вихревой поток SF34 охладителя, в зоне 32 охлаждения может в определенной степени подавляться неравномерность охлаждения в направлении вдоль окружности на внутренней поверхности полой гильзы 50.
[0142]
Если смотреть сбоку на тело 31 стержня в вышеуказанном варианте осуществления (то есть, если смотреть в направлении, которое перпендикулярно к аксиальному направлению тела 31 стержня), видно, что направление F34 выпуска из отверстий 341 для выпуска охладителя под давлением, предусмотренных в механизме 340 охлаждения внутренней поверхности, пересекает аксиальное направление Х31 тела 31 стержня и обращено назад по отношению к телу 31 стержня. Однако, как проиллюстрировано на фиг.20, направление F34 выпуска из отверстий 341 для выпуска охладителя под давлением может быть ортогональным к аксиальному направлению Х31 тела 31 стержня и необязательно должно быть обращено назад по отношению к телу 31 стержня. Также и в этом случае вихревой поток SF34 может создаваться в определенной степени. Тем не менее предпочтительно, чтобы направление F34 выпуска из отверстий 341 для выпуска охладителя под давлением, предусмотренных в механизме 340 охлаждения внутренней поверхности, пересекало аксиальное направление Х31 тела 31 стержня и было обращено назад по отношению к телу 31 стержня. Причина состоит в том, что в этом случае охладитель легче перемещается в направлении назад по отношению к телу 31 стержня.
[0143]
[Третий вариант осуществления]
Механизм 350 загораживания внутренней поверхности может обеспечить подавление входа охладителя в зону 33 подавления контакта при использовании способа, отличного от использования сжатого газа.
[0144]
Фиг.21 представляет собой продольное сечение зоны вблизи косорасположенных валков, когда материал подвергается прокатке-прошивке или прокатке-раскатке посредством прошивной установки согласно третьему варианту осуществления. Как показано на фиг.21, в данном варианте осуществления стержень 3 оправки не включает в себя канал 35 для газа и не принимает подаваемый газ из устройства 8 подачи газа. Кроме того, механизм 350 загораживания внутренней поверхности включает в себя элемент 352 для загораживания внутренней поверхности вместо множества отверстий 351 для выпуска сжатого газа.
[0145]
Элемент 352 для загораживания внутренней поверхности расположен рядом с задним концом зоны 32 охлаждения. Элемент 352 для загораживания внутренней поверхности проходит в направлении вдоль окружности тела 31 стержня, и, соответственно, если смотреть на стержень 3 оправки в аксиальном направлении, наружный край элемента 352 для загораживания внутренней поверхности имеет круглую форму. Если смотреть на стержень 3 оправки в направлении, перпендикулярном к аксиальному направлению, то видно, что высота Н352 элемента 352 для загораживания внутренней поверхности меньше значения Н2-3 разности, полученного вычитанием радиуса тела стержня в месте, в котором расположен элемент 352 для загораживания внутренней поверхности, из максимального радиуса оправки 2. Другими словами, высота элемента для загораживания внутренней поверхности меньше значения разности максимального радиуса оправки и радиуса тела стержня в месте, в котором расположен элемент для загораживания внутренней поверхности. Следовательно, во время прокатки-прошивки или во время прокатки-раскатки элемент для загораживания внутренней поверхности не контактирует с внутренней поверхностью полой гильзы, которая прошла вокруг оправки, а также не обжимает внутреннюю поверхность полой гильзы. Высота Н352 элемента 352 для загораживания внутренней поверхности предпочтительно равна или больше половины значения Н2-3 разности.
[0146]
Материал элемента 352 для загораживания внутренней поверхности представляет собой, например, стекловату. Материал элемента 352 для загораживания внутренней поверхности не ограничен стекловатой. Достаточно того, чтобы данный материал имел температуру плавления, которая выше температуры внутренней поверхности полой гильзы 50 во время прокатки-прошивки или прокатки-раскатки. Температура плавления материала элемента 352 для загораживания внутренней поверхности предпочтительно составляет 1100°С или более.
[0147]
В остальном конфигурация прошивной установки по данному варианту осуществления такая же, как конфигурация прошивной установки 10 по первому варианту осуществления.
[0148]
Как проиллюстрировано на фиг.21, в прошивной установке по данному варианту осуществления во время прокатки-прошивки или во время прокатки-раскатки элемент 352 для загораживания внутренней поверхности подавляет вход охладителя CL в зону 33 подавления контакта и образует физическую преграду для охладителя CL, находящегося в зоне 32 охлаждения. Следовательно, достигается такой же эффект, как в первом варианте осуществления.
[0149]
Следует отметить, что стержень 3 оправки, проиллюстрированный на фиг.21, может включать в себя канал 35 для газа, и механизм 350 загораживания внутренней поверхности может включать в себя множество отверстий 351 для выпуска сжатого газа и элемент 352 для загораживания внутренней поверхности.
[0150]
[Четвертый вариант осуществления]
В первом-третьем вариантах осуществления из всей внутренней поверхности полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке, охлаждается участок внутренней поверхности, который находится в зоне 32 охлаждения. В данном варианте осуществления также охлаждается участок наружной поверхности полой гильзы 50, который находится в пределах зоны 32 охлаждения.
[0151]
Фиг.22 представляет собой продольное сечение зоны вблизи косорасположенных валков, когда материал подвергается прокатке-прошивке или прокатке-раскатке посредством прошивной установки по четвертому варианту осуществления.
[0152]
Как показано на фиг.22, в отличие от прошивной установки 10, проиллюстрированной на фиг.9, прошивная установка 10 дополнительно включает в себя механизм 400 охлаждения наружной поверхности. Механизм 400 охлаждения наружной поверхности расположен вокруг стержня 3 оправки в месте, которое находится сзади от оправки 2.
[0153]
Как показано на фиг.22, во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения внутренней поверхности обеспечивает выпуск охлаждающей текучей среды под давлением по направлению к участку наружной поверхности полой гильзы 50, который перемещается в пределах зоны 32 охлаждения, и тем самым охлаждение полой гильзы 50, которая находится в пределах зоны 32 охлаждения.
[0154]
Фиг.23 представляет собой вид, который иллюстрирует механизм 400 охлаждения наружной поверхности, если смотреть в направлении продвижения полой гильзы 50 (то есть вид спереди механизма 400 охлаждения наружной поверхности). Как показано на фиг.22 и фиг.23, механизм 400 охлаждения наружной поверхности включает в себя верхний элемент 400U для охлаждения наружной поверхности, нижний элемент 400D для охлаждения наружной поверхности, левый элемент 400L для охлаждения наружной поверхности и правый элемент 400R для охлаждения наружной поверхности.
[0155]
[Конфигурация верхнего элемента 400U для охлаждения наружной поверхности]
Верхний элемент 400U для охлаждения наружной поверхности расположен над стержнем 3 оправки. Верхний элемент 400U для охлаждения наружной поверхности включает в себя корпус 402 и множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части. Корпус 402 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для охлаждающей текучей среды, которые обеспечивают возможность прохождения охлаждающей текучей среды CF по ним (см. фиг.22). В данном примере множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части образованы на переднем конце множества сопел 403U для выпуска охлаждающей текучей среды под давлением к верхней части. Тем не менее отверстия 401U для выпуска охлаждающей текучей среды под давлением к верхней части могут быть образованы непосредственно в корпусе 402. В данном примере множество сопел 403U для выпуска охлаждающей текучей среды под давлением к верхней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 402.
[0156]
Множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части обращены к стержню 3 оправки. Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части обращены к наружной поверхности полой гильзы 50. Множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части предпочтительно расположены с равными интервалами вокруг стержня 3 оправки. Как показано на фиг.22, множество отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части предпочтительно также упорядоченно расположены в виде множеств в аксиальном направлении стержня 3 оправки.
[0157]
[Конфигурация нижнего элемента 400D для охлаждения наружной поверхности]
Как показано на фиг.23, нижний элемент 400D для охлаждения наружной поверхности расположен под стержнем 3 оправки. Нижний элемент 400D для охлаждения наружной поверхности включает в себя корпус 402 и множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части. Корпус 402 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для охлаждающей текучей среды, которые обеспечивают возможность прохождения охлаждающей текучей среды CF по ним. В данном примере множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части образованы на переднем конце множества сопел 403D для выпуска охлаждающей текучей среды под давлением к нижней части. Тем не менее отверстия 401D для выпуска охлаждающей текучей среды под давлением к нижней части могут быть образованы непосредственно в корпусе 402. В данном примере множество сопел 403D для выпуска охлаждающей текучей среды под давлением к нижней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 402.
[0158]
Множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части обращены к стержню 3 оправки. Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части обращены к наружной поверхности полой гильзы 50. Множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части предпочтительно расположены с равными интервалами вокруг стержня 3 оправки. Как показано на фиг.22, множество отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части предпочтительно также упорядоченно расположены в виде множеств в аксиальном направлении стержня 3 оправки.
[0159]
[Конфигурация левого элемента 400L для охлаждения наружной поверхности]
Как показано на фиг.23, левый элемент 400L для охлаждения наружной поверхности расположен слева от стержня 3 оправки. Левый элемент 400L для охлаждения наружной поверхности включает в себя корпус 402 и множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части. Корпус 402 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для охлаждающей текучей среды, которые обеспечивают возможность прохождения охлаждающей текучей среды CF по ним. В данном примере множество сопел 403L для выпуска охлаждающей текучей среды под давлением к левой части, которые упорядоченно расположены вокруг стержня оправки 3, соединены с корпусом 402, и множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части образованы на переднем конце множества сопел 403L для выпуска охлаждающей текучей среды под давлением к левой части. Тем не менее отверстия 401L для выпуска охлаждающей текучей среды под давлением к левой части могут быть образованы непосредственно в корпусе 402.
[0160]
Множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части обращены к стержню 3 оправки. Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части обращены к наружной поверхности полой гильзы 50. Множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части предпочтительно расположены с равными интервалами вокруг стержня 3 оправки. Множество отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части предпочтительно также упорядоченно расположены в виде множеств в аксиальном направлении стержня 3 оправки.
[0161]
[Конфигурация правого элемента 400R для охлаждения наружной поверхности]
Как показано на фиг.23, правый элемент 400R для охлаждения наружной поверхности расположен справа от стержня 3 оправки. Правый элемент 400R для охлаждения наружной поверхности включает в себя корпус 402 и множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части. Корпус 402 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для охлаждающей текучей среды, которые обеспечивают возможность прохождения охлаждающей текучей среды CF по ним. В данном примере множество сопел 403R для выпуска охлаждающей текучей среды под давлением к правой части, которые упорядоченно расположены вокруг стержня оправки 3, соединены с корпусом 402, и множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части образованы на переднем конце множества сопел 403R для выпуска охлаждающей текучей среды под давлением к правой части. Тем не менее отверстия 401R для выпуска охлаждающей текучей среды под давлением к правой части могут быть образованы непосредственно в корпусе 402.
[0162]
Множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части обращены к стержню 3 оправки. Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части обращены к наружной поверхности полой гильзы 50. Множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части предпочтительно расположены с равными интервалами вокруг стержня 3 оправки. Множество отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части предпочтительно также упорядоченно расположены в виде множеств в аксиальном направлении стержня 3 оправки.
[0163]
Следует отметить, что на фиг.23 верхний элемент 400U для охлаждения наружной поверхности, нижний элемент 400D для охлаждения наружной поверхности, левый элемент 400L для охлаждения наружной поверхности и правый элемент 400R для охлаждения наружной поверхности представляют собой отдельные элементы, которые являются независимыми друг от друга. Однако, как проиллюстрировано на фиг.24, верхний элемент 400U для охлаждения наружной поверхности, нижний элемент 400D для охлаждения наружной поверхности, левый элемент 400L для охлаждения наружной поверхности и правый элемент 400R для охлаждения наружной поверхности могут быть соединены.
[0164]
Кроме того, любой из верхнего элемента 400U для охлаждения наружной поверхности, нижнего элемента 400D для охлаждения наружной поверхности, левого элемента 400L для охлаждения наружной поверхности и правого элемента 400R для охлаждения наружной поверхности может быть образован множеством элементов, и части соседних элементов для охлаждения наружной поверхности могут быть соединены. На фиг.25 левый элемент 400L для охлаждения наружной поверхности образован двумя элементами (400LU, 400LD). Кроме того, верхний элемент 400LU левого элемента 400L для охлаждения наружной поверхности соединен с верхним элементом 400U для охлаждения наружной поверхности, и нижний элемент 400LD левого элемента 400L для охлаждения наружной поверхности соединен с нижним элементом 400D для охлаждения наружной поверхности. Кроме того, правый элемент 400R для охлаждения наружной поверхности образован двумя элементами (400RU, 400RD). Верхний элемент 400RU правого элемента 400R для охлаждения наружной поверхности соединен с верхним элементом 400U для охлаждения наружной поверхности, и нижний элемент 400RD правого элемента 400R для охлаждения наружной поверхности соединен с нижним элементом 400D для охлаждения наружной поверхности.
[0165]
Кратко формулируя, можно указать, что каждый из элементов для охлаждения наружной поверхности (верхнего элемента 400U для охлаждения наружной поверхности, нижнего элемента 400D для охлаждения наружной поверхности, левого элемента 400L для охлаждения наружной поверхности и правого элемента 400R для охлаждения наружной поверхности) может включать в себя множество элементов и часть каждого из элементов для охлаждения наружной поверхности или весь каждый элемент для охлаждения наружной поверхности может быть образована/образован как одно целое с другим элементом для охлаждения наружной поверхности. При условии, что верхний элемент 400U для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности полой гильзы 50, нижний элемент 400D для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к нижней части наружной поверхности полой гильзы 50, левый элемент 400L для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к левой части наружной поверхности полой гильзы 50 и правый элемент 400R для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к правой части наружной поверхности полой гильзы 50, конфигурация каждого из элементов для охлаждения наружной поверхности (верхнего элемента 400U для охлаждения наружной поверхности, нижнего элемента 400D для охлаждения наружной поверхности, левого элемента 400L для охлаждения наружной поверхности и правого элемента 400R для охлаждения наружной поверхности) не ограничена особым образом.
[0166]
[Операции механизма 400 охлаждения наружной поверхности]
Механизм 400 охлаждения наружной поверхности, имеющий вышеописанную конфигурацию, обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50, которая проходит через зону 32 охлаждения, из всей полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке посредством прошивной установки 10 и проходящей через косорасположенные валки 1, и тем самым обеспечивает охлаждение полой гильзы 50 в пределах зоны 32 охлаждения, имеющей определенную длину L32. Более конкретно, как видно в направлении продвижения полой гильзы 50, верхний элемент 400U для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения, нижний элемент 400D для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к нижней части наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения, левый элемент 400L для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к левой части наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения, и правый элемент 400R для охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к правой части наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения для охлаждения тем самым всей наружной поверхности (верхней части, нижней части, левой части и правой части наружной поверхности) полой гильзы 50 в пределах зоны 32 охлаждения. Таким образом, механизм 400 охлаждения наружной поверхности предотвращает ситуацию, в которой разность температуры передней концевой части и температуры задней концевой части полой гильзы 50 становится большой, и подавляет возникновение вариаций температуры в аксиальном направлении полой гильзы 50. Ниже описаны операции механизма 400 охлаждения наружной поверхности, когда прошивная установка 10 выполняет прокатку-прошивку или прокатку-раскатку.
[0167]
Прошивная установка 10 подвергает материал 20 прокатке-прошивке или прокатке-раскатке для получения полой гильзы 50. В случае, когда прошивная установка 10 представляет собой прошивной стан, прошивная установка 10 подвергает круглую заготовку, которая представляет собой материал 20, прокатке-прошивке для образования полой гильзы 50. В случае, когда прошивная установка 10 представляет собой стан-элонгатор, прошивная установка 10 подвергает полую гильзу, которая представляет собой материал 20, прокатке-раскатке для образования полой гильзы 50.
[0168]
Как показано на фиг.22, когда прошивная установка 10 выполняет прокатку-прошивку или прокатку-раскатку, механизм 400 охлаждения наружной поверхности получает подаваемую охлаждающую текучую среду CF из источника 800 для подачи текучей среды. В данном случае, как описано выше, охлаждающая текучая среда CF представляет собой газ и/или жидкость. Охлаждающая текучая среда CF может представлять собой только газ или может представлять собой только жидкость. Охлаждающая текучая среда CF может представлять собой смешанную текучую среду из газа и жидкости.
[0169]
Источник 800 для подачи текучей среды включает в себя резервуар 801 для хранения, предназначенный для хранения охлаждающей текучей среды CF, и механизм 802 подачи, который обеспечивает подачу охлаждающей текучей среды CF. В случае, когда охлаждающая текучая среда CF представляет собой газ, механизм 802 подачи включает в себя, например, клапан 803 для инициирования и прекращения подачи охлаждающей текучей среды CF и источник 804 движущей силы, сообщаемой текучей среде, (устройство 804 регулирования давления газа) для подачи текучей среды (газа). В случае, когда охлаждающая текучая среда CF представляет собой жидкость, механизм 802 включает в себя, например, клапан 803 для инициирования и прекращения подачи охлаждающей текучей среды CF и источник 804 движущей силы, сообщаемой текучей среде, (насос 804) для подачи текучей среды (жидкости). В случае, когда охлаждающая текучая среда CF представляет собой газ и жидкость, механизм 802 подачи включает в себя механизм для подачи газа и механизм для подачи жидкости. Источник 800 для подачи текучей среды не ограничен вышеописанной конфигурацией. Конфигурация источника 800 для подачи текучей среды не ограничена при условии, что источник 800 для подачи текучей среды обеспечивает возможность подачи охлаждающей текучей среды к механизму 400 охлаждения наружной поверхности, и конфигурация источника 800 для подачи текучей среды может представлять собой хорошо известную конфигурацию.
[0170]
Охлаждающая текучая среда CF, которая подается к механизму 400 охлаждения наружной поверхности из источника 800 для подачи текучей среды, проходит по каналу для охлаждающей текучей среды, образованному внутри корпуса 402 верхнего элемента 400U для охлаждения наружной поверхности, предусмотренного в механизме 400 охлаждения наружной поверхности, и доходит до каждого отверстия 401U для выпуска охлаждающей текучей среды под давлением к верхней части. Охлаждающая текучая среда CF также проходит по каналу для охлаждающей текучей среды, образованному внутри корпуса 402 нижнего элемента 400D для охлаждения наружной поверхности и доходит до каждого отверстия 401D для выпуска охлаждающей текучей среды под давлением к нижней части. Кроме того, охлаждающая текучая среда CF проходит по каналу для охлаждающей текучей среды, образованному внутри корпуса 402 левого элемента 400L для охлаждения наружной поверхности и доходит до каждого отверстия 401L для выпуска охлаждающей текучей среды под давлением к левой части. Охлаждающая текучая среда CF также проходит по каналу для охлаждающей текучей среды, образованному внутри корпуса 402 правого элемента 400R для охлаждения наружной поверхности и доходит до каждого отверстия 401R для выпуска охлаждающей текучей среды под давлением к правой части. При этом механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке и прошедшей за задний конец оправки 2 и вошедшей в зону 32 охлаждения, и тем самым обеспечивает охлаждение полой гильзы 50.
[0171]
При этом, как проиллюстрировано на фиг.22, в пределах зоны 32 охлаждения, которая имеет определенную длину в аксиальном направлении стержня 3 оправки, механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 для охлаждения полой гильзы 50 посредством этого. Термин «зона 32 охлаждения» означает зону, в пределах которой охлаждающая текучая среда CF выпускается под давлением посредством механизма 400 охлаждения наружной поверхности. Зона 32 охлаждения представляет собой зону, которая окружает всю окружную периферию стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50 (если смотреть с передней стороны прошивной установки 10 по направлению к ее задней стороне). То есть зона 32 охлаждения представляет собой круглую цилиндрическую зону, которая проходит в аксиальном направлении стержня 3 оправки.
[0172]
Не планируют изменение площади зоны 32 охлаждения, когда один материал 20 подвергается прокатке-прошивке или прокатке-раскатке. То есть зона 32 охлаждения является по существу фиксированной во время прокатки-прошивки или прокатки-раскатки одного материала 20. Зона 32 охлаждения по существу определяется местами, в которых расположено множество отверстий 341 для выпуска охладителя под давлением, предусмотренных в механизме 340 охлаждения внутренней поверхности. В случае, когда механизм 400 охлаждения наружной поверхности включает в себя множество отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части), множество отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) расположены внутри зоны 32 охлаждения.
[0173]
Как описано выше, в данном варианте осуществления в прошивной установке 10, в которой используется механизм 400 охлаждения наружной поверхности, который расположен вокруг стержня 3 оправки сзади от оправки 2, механизм 340 охлаждения внутренней поверхности обеспечивает охлаждение внутренней поверхности полой гильзы 50 внутри зоны 32 охлаждения, имеющей определенную длину L32, которая расположена сзади от оправки 2. Кроме того, если смотреть в направлении продвижения полой гильзы 50, видно, что механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 для охлаждения полой гильзы 50 в зоне 32 охлаждения. В это время участок наружной поверхности (верхней части, нижней части, левой части и правой части) полой гильзы 50, который перемещается через зону 32 охлаждения, контактирует с охлаждающей текучей средой CF, и посредством этого полая гильза 50 охлаждается. С другой стороны, за пределами зоны 32 охлаждения (спереди от зоны 32 охлаждения и сзади от зоны 32 охлаждения) затруднен контакт участка наружной поверхности полой гильзы 50 с охлаждающей текучей средой CF. Причина состоит в том, что после контакта с участком наружной поверхности полой гильзы 50 в зоне 32 охлаждения бóльшая часть охлаждающей текучей среды CF, выпущенной из механизма 400 охлаждения наружной поверхности, проходит вниз естественным образом под действием силы тяжести в зону, которая находится ниже полой гильзы 50. Следовательно, внутренняя поверхность и наружная поверхность полой гильзы 50, которые находятся в пределах зоны 32 охлаждения, охлаждаются посредством механизма 340 охлаждения внутренней поверхности и механизма 400 охлаждения наружной поверхности, и может подавляться контакт охладителя CL и охлаждающей текучей среды CF с внутренней поверхностью и наружной поверхностью полой гильзы 50 в зоне, отличной от зоны 32 охлаждения. В результате могут подавляться перепады температур в аксиальном направлении полой гильзы 50 после охлаждения, и, частности, может быть уменьшена разность температуры передней концевой части и температуры задней концевой части полой гильзы 50.
[0174]
[Способ изготовления бесшовной металлической трубы в четвертом варианте осуществления]
В четвертом варианте осуществления во время прокатки-прошивки или во время прокатки-раскатки механизм 340 охлаждения внутренней поверхности обеспечивает охлаждение участка внутренней поверхности полой гильзы 50 в пределах зоны 32 охлаждения, и механизм 400 охлаждения наружной поверхности обеспечивает охлаждение участка наружной поверхности полой гильзы 50 в пределах зоны охлаждения. Следовательно, это может содействовать охлаждению полой гильзы 50 сразу после завершения прокатки-прошивки или прокатки-раскатки (то есть сразу после того, как полая гильза 50 пройдет вокруг оправки 2). В частности, полезный эффект достигается в случае изготовления толстостенной бесшовной металлической трубы (например, бесшовной металлической трубы с толщиной стенки, составляющей 30 мм или более).
[0175]
В соответствии с вышеуказанным процессом охлаждения во время процесса прокатки (прокатки-прошивки или прокатки-раскатки) механизм 340 охлаждения внутренней поверхности обеспечивает охлаждение участка внутренней поверхности полой гильзы 50 в пределах зоны 32 охлаждения, и охлаждающая текучая среда CF выпускается под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы, как видно в направлении продвижения полой гильзы 50, из всей наружной поверхности полой гильзы 50, которая перемещается через зону 32 охлаждения, для охлаждения тем самым полой гильзы 50 внутри зоны 32 охлаждения. Таким образом, как описано выше, могут быть уменьшены вариации температуры в аксиальном направлении полой гильзы 50 после охлаждения, и может быть уменьшена разность температуры передней концевой части и температуры задней концевой части полой гильзы 50.
[0176]
Следует отметить, что несмотря на то, что в конфигурациях, проиллюстрированных на фиг.22 - фиг.25, механизм 400 охлаждения наружной поверхности обеспечивает охлаждение участка наружной поверхности полой гильзы 50 в зоне 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением из множества отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части), форма отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) не ограничена особым образом. Отверстия 401 для выпуска охлаждающей текучей среды под давлением (отверстия 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстия 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстия 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстия 401R для выпуска охлаждающей текучей среды под давлением к правой части) могут иметь круглую форму, могут иметь овальную форму или могут иметь прямоугольную форму. Например, отверстия 401 для выпуска охлаждающей текучей среды под давлением (отверстия 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстия 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстия 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстия 401R для выпуска охлаждающей текучей среды под давлением к правой части) могут иметь овальную форму или прямоугольную форму, которая удлинена в аксиальном направлении стержня 3 оправки или могут иметь овальную форму или прямоугольную форму, которая удлинена в направлении вдоль окружности стержня 3 оправки. При условии, что множество отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) могут выпускать охлаждающую текучую среду CF под давлением и обеспечивать охлаждение участка наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения, форма множества отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) не ограничена особым образом.
[0177]
Несмотря на то, что на фиг.22 множество отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) расположены упорядоченно в аксиальном направлении стержня 3 оправки, множество отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) необязательно должны быть упорядоченно расположены в аксиальном направлении стержня 3 оправки. Кроме того, несмотря на то, что на фиг.23 - фиг.25 отверстия 401 для выпуска охлаждающей текучей среды под давлением (отверстия 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстия 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстия 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстия 401R для выпуска охлаждающей текучей среды под давлением к правой части) расположены упорядоченно с равными интервалами вокруг стержня 3 оправки, упорядоченное размещение отверстий 401 для выпуска охлаждающей текучей среды под давлением (отверстий 401U для выпуска охлаждающей текучей среды под давлением к верхней части, отверстий 401D для выпуска охлаждающей текучей среды под давлением к нижней части, отверстий 401L для выпуска охлаждающей текучей среды под давлением к левой части и отверстий 401R для выпуска охлаждающей текучей среды под давлением к правой части) вокруг стержня 3 оправки необязательно должно быть таким, при котором отверстия 401 для выпуска охлаждающей текучей среды под давлением упорядоченно расположены с равными интервалами.
[0178]
[Пятый вариант осуществления]
Фиг.26 представляет собой вид, иллюстрирующий конфигурацию с выходной стороны косорасположенных валков 1 прошивной установки 10 согласно пятому варианту осуществления. Как показано на фиг.26, в отличие от прошивной установки 10 согласно четвертому варианту осуществления прошивная установка 10 согласно пятому варианту осуществления впервые включает в себя передний преграждающий механизм 600. В остальном конфигурация прошивной установки 10 согласно пятому варианту осуществления такая же, как конфигурация прошивной установки 10 согласно четвертому варианту осуществления.
[0179]
[Передний преграждающий механизм 600]
Передний преграждающий механизм 600 расположен вокруг стержня 3 оправки в месте, которое находится сзади от оправки 2 и находится спереди от механизма 400 охлаждения наружной поверхности. Передний преграждающий механизм 600 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 в зоне 32 охлаждения, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения.
[0180]
Фиг.27 представляет собой вид, иллюстрирующий передний преграждающий механизм 600, если смотреть в направлении продвижения полой гильзы 50 (вид переднего преграждающего механизма 600, если смотреть с входной стороны по направлению к выходной стороне косорасположенных валков 1). Как показано на фиг.26 и фиг.27 и как видно в направлении продвижения полой гильзы 50, передний преграждающий механизм 600 расположен вокруг стержня 3 оправки. Кроме того, во время прокатки-прошивки или прокатки-раскатки, как проиллюстрировано на фиг.27, передний преграждающий механизм 600 расположен вокруг полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке.
[0181]
Как показано на фиг.27 и как видно в направлении продвижения полой гильзы 50, передний преграждающий механизм 600 включает в себя передний преграждающий верхний элемент 600U, передний преграждающий нижний элемент 600D, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R.
[0182]
[Конфигурация переднего преграждающего верхнего элемента 600U]
Передний преграждающий верхний элемент 600U расположен над стержнем 3 оправки. Передний преграждающий верхний элемент 600U включает в себя корпус 602 и множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Корпус 602 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды FF (см. фиг.26), предназначенной для преграждения спереди, по ним. В данном примере множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части образованы на переднем конце множества сопел 603U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Однако отверстия 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части могут быть образованы непосредственно в корпусе 602. В данном примере множество сопел 603U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 602.
[0183]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, которые выполнены в переднем преграждающем верхнем элементе 600U, обращены к верхней части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня оправки. Множество отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0184]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, передний преграждающий верхний элемент 600U обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения, из множества отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы 50 до того, как верхняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения.
[0185]
[Конфигурация переднего преграждающего нижнего элемента 600D]
Передний преграждающий нижний элемент 600D расположен под стержнем 3 оправки. Передний преграждающий нижний элемент 600D включает в себя корпус 602 и множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части. Корпус 602 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды FF, предназначенной для преграждения спереди, по ним. В данном примере множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части образованы на переднем конце множества сопел 603D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части. Однако отверстия 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части могут быть образованы непосредственно в корпусе 602. В данном примере множество сопел 603D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 602.
[0186]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, которые выполнены в переднем преграждающем нижнем элементе 600D, обращены к нижней части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня оправки. Множество отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0187]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, передний преграждающий нижний элемент 600D обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения, из множества отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы 50 до того, как нижняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения.
[0188]
[Конфигурация переднего преграждающего левого элемента 600L]
Передний преграждающий левый элемент 600L расположен слева от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Передний преграждающий левый элемент 600L включает в себя корпус 602 и множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части. Корпус 602 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды FF, предназначенной для преграждения спереди, по ним. В данном примере множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части образованы на переднем конце множества сопел 603L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части. Однако отверстия 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части могут быть образованы непосредственно в корпусе 602. В данном примере множество сопел 603L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 602.
[0189]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части, которые выполнены в переднем преграждающем левом элементе 600L, обращены к левой части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня оправки. Множество отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0190]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, передний преграждающий левый элемент 600L обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения, из множества отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к левой части наружной поверхности полой гильзы 50 до того, как левая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения.
[0191]
[Конфигурация переднего преграждающего правого элемента 600R]
Передний преграждающий правый элемент 600R расположен справа от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Передний преграждающий правый элемент 600R включает в себя корпус 602 и множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части. Корпус 602 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды FF, предназначенной для преграждения спереди, по ним. В данном примере множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части образованы на переднем конце множества сопел 603R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части. Однако отверстия 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части могут быть образованы непосредственно в корпусе 602. В данном примере множество сопел 603R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 602.
[0192]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть механизма 400 охлаждения наружной поверхности, множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части, которые выполнены в переднем преграждающем правом элементе 600R, обращены к правой части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня оправки. Множество отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0193]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, передний преграждающий правый элемент 600R обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы 50, которая расположена вблизи входной стороны зоны 32 охлаждения, из множества отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к правой части наружной поверхности полой гильзы 50 до того, как правая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения.
[0194]
[Операции переднего преграждающего механизма 600]
Во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением рядом с тем участком наружной поверхности полой гильзы 50 из всей наружной поверхности полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке, который находится внутри зоны 32 охлаждения, для охлаждения полой гильзы 50 посредством этого. При этом после того, как охлаждающая текучая среда CF, выпускаемая под давлением рядом с участком наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, войдет в контакт с данным участком наружной поверхности полой гильзы 50, может возникнуть ситуация, в которой охлаждающая текучая среда CF будет течь вперед от данного участка наружной поверхности и контактировать с участком наружной поверхности полой гильзы 50, который находится спереди от зоны 32 охлаждения. Если частота, с которой возникает контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50 в зоне, отличной от зоны 32 охлаждения, является высокой, могут возникнуть вариации в распределении температуры в аксиальном направлении полой гильзы 50.
[0195]
Следовательно, в данном варианте осуществления во время прокатки-прошивки или прокатки-раскатки передний преграждающий механизм 600 подавляет контакт охлаждающей текучей среды CF, которая течет по наружной поверхности после контакта с участком наружной поверхности полой гильзы 50, находящимся внутри зоны 32 охлаждения, с участком наружной поверхности полой гильзы 50, который находится спереди от зоны 32 охлаждения.
[0196]
Передний преграждающий механизм 600 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения. В частности, как видно в направлении продвижения полой гильзы 50, передний преграждающий верхний элемент 600U обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с верхней частью наружной поверхности полой гильзы 50 до того, как верхняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий нижний элемент 600D обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с нижней частью наружной поверхности полой гильзы 50 до того, как нижняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий левый элемент 600L обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с левой частью наружной поверхности полой гильзы 50 до того, как левая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий правый элемент 600R обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с правой частью наружной поверхности полой гильзы 50 до того, как правая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Эти преграды, которые состоят из текучей среды FF, предназначенной для преграждения спереди, образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится вытечь в зону, находящуюся спереди от зоны 32 охлаждения. Следовательно, может подавляться контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50, который находится спереди от зоны 32 охлаждения, и могут дополнительно уменьшаться вариации температуры в аксиальном направлении полой гильзы 50.
[0197]
Фиг.28 представляет собой вид в разрезе переднего преграждающего верхнего элемента 600U, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.29 представляет собой вид в разрезе переднего преграждающего нижнего элемента 600D, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.30 представляет собой вид в разрезе переднего преграждающего левого элемента 600L, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.31 представляет собой вид в разрезе переднего преграждающего правого элемента 600R, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50.
[0198]
Как показано на фиг.28, передний преграждающий верхний элемент 600U обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением предпочтительно по диагонали назад по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, из отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Как показано на фиг.29, передний преграждающий нижний элемент 600D обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением предпочтительно по диагонали назад по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, из отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части. Как показано на фиг.30, передний преграждающий левый элемент 600L обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением предпочтительно по диагонали назад по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, из отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части. Как показано на фиг.31, передний преграждающий правый элемент 600R обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением предпочтительно по диагонали назад по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, из отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части.
[0199]
На фиг.28 - фиг.31 передний преграждающий верхний элемент 600U образует преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, которая проходит по диагонали назад по направлению к верхней части наружной поверхности полой гильзы 50 сверху по отношению к полой гильзе 50. Аналогичным образом передний преграждающий нижний элемент 600D образует преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, которая проходит по диагонали назад по направлению к нижней части наружной поверхности полой гильзы 50 снизу по отношению к полой гильзе 50. Аналогичным образом передний преграждающий левый элемент 600L образует преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, которая проходит по диагонали назад по направлению к левой части наружной поверхности полой гильзы 50 слева по отношению к полой гильзе 50. Аналогичным образом передний преграждающий правый элемент 600R образует преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, которая проходит по диагонали назад по направлению к правой части наружной поверхности полой гильзы 50 справа по отношению к полой гильзе 50. Эти преграды образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится выйти в зону, которая находится спереди от зоны 32 охлаждения. Кроме того, после того как текучая среда FF, предназначенная для преграждения спереди и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы 50 вблизи входной стороны зоны 32 охлаждения, как проиллюстрировано на фиг.28 - фиг.31, текучая среда FF, предназначенная для преграждения спереди, может легко «отскакивать» во внутреннюю часть зоны 32 охлаждения, и текучая среда FF, предназначенная для преграждения спереди, легко проходит внутрь зоны 32 охлаждения. Следовательно, текучая среда FF, предназначенная для преграждения спереди и образующая преграды, может подавить контакт текучей среды FF, предназначенной для преграждения спереди, с участком наружной поверхности полой гильзы 50, который находится дальше в направлении вперед, чем зона 32 охлаждения.
[0200]
Следует отметить, что соответствующие передние преграждающие элементы (передний преграждающий верхний элемент 600U, передний преграждающий нижний элемент 600D, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R) необязательно должны обеспечивать выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, из соответствующих отверстий (601U, 601D, 601L, 601R) для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Например, передний преграждающий верхний элемент 600U может обеспечивать выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением в радиальном направлении стержня 3 оправки из отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части. Передний преграждающий нижний элемент 600D может обеспечивать выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением в радиальном направлении стержня 3 оправки из отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части. Передний преграждающий левый элемент 600L может обеспечивать выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением в радиальном направлении стержня 3 оправки из отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части. Передний преграждающий правый элемент 600R может обеспечивать выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением в радиальном направлении стержня 3 оправки из отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части.
[0201]
Текучая среда FF, предназначенная для преграждения спереди, представляет собой газ и/или жидкость. То есть в качестве текучей среды FF, предназначенной для преграждения спереди, может использоваться газ, может использоваться жидкость или могут использоваться как газ, так и жидкость. В данном случае газ представляет собой, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды FF, предназначенной для преграждения спереди, может использоваться только воздух или может использоваться только инертный газ, или могут использоваться как воздух, так и инертный газ. Кроме того, в качестве инертного газа может использоваться инертный газ только одного вида (например, только газообразный аргон или только газообразный азот), или множество инертных газов могут быть смешаны и использованы. В случае использования жидкости в качестве текучей среды FF, предназначенной для преграждения спереди, жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0202]
Текучая среда FF, предназначенная для преграждения спереди, может быть такой же текучей средой, как охлаждающая текучая среда CF, или может представлять собой текучую среду, отличающуюся от охлаждающей текучей среды CF. Передний преграждающий механизм 600 получает подаваемую текучую среду FF, предназначенную для преграждения спереди, из непоказанного источника для подачи текучей среды. Конфигурация источника для подачи текучей среды, например, такая же, как конфигурация источника 800 для подачи текучей среды. Текучая среда FF, предназначенная для преграждения спереди и подаваемая из источника для подачи текучей среды, проходит по каналу для текучей среды внутри каждого корпуса 602 переднего преграждающего механизма 600 и выпускается под давлением из отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением (отверстий 601U для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, отверстий 601D для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, отверстий 601L для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части и отверстий 601R для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части).
[0203]
Следует отметить, что конфигурация переднего преграждающего механизма 600 не ограничена конфигурацией, проиллюстрированной на фиг.26 - фиг.31. Например, на фиг.27 передний преграждающий верхний элемент 600U, передний преграждающий нижний элемент 600D, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R представляют собой отдельные элементы, которые являются независимыми друг от друга. Однако, как проиллюстрировано на фиг.32, передний преграждающий верхний элемент 600U, передний преграждающий нижний элемент 600D, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R могут быть соединены с образованием одного целого.
[0204]
Кроме того, любой из переднего преграждающего верхнего элемента 600U, переднего преграждающего нижнего элемента 600D, переднего преграждающего левого элемента 600L и переднего преграждающего правого элемента 600R может быть образован посредством множества элементов, и части соседних передних преграждающих элементов могут быть соединены. На фиг.33 передний преграждающий левый элемент 600L образован двумя элементами (600LU, 600LD). Кроме того, верхний элемент 600LU переднего преграждающего левого элемента 600L соединен с передним преграждающим верхним элементом 600U, и нижний элемент 600LD переднего преграждающего левого элемента 600L соединен с передним преграждающим нижним элементом 600D. Кроме того, передний преграждающий правый элемент 600R образован двумя элементами (600RU, 600RD). Верхний элемент 600RU переднего преграждающего правого элемента 600R соединен с передним преграждающим верхним элементом 600U, и нижний элемент 600RD переднего преграждающего правого элемента 600R соединен с передним преграждающим нижним элементом 600D.
[0205]
Другими словами, каждый из передних преграждающих элементов (переднего преграждающего верхнего элемента 600U, переднего преграждающего нижнего элемента 600D, переднего преграждающего левого элемента 600L и переднего преграждающего правого элемента 600R) может включать в себя множество элементов, и часть каждого из передних преграждающих элементов или весь каждый передний преграждающий элемент может быть образована/образован как одно целое с другим передним преграждающим элементом. При условии, что передний преграждающий верхний элемент 600U обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, передний преграждающий нижний элемент 600D обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, передний преграждающий левый элемент 600L обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, и передний преграждающий правый элемент 600R обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, и тем самым вышеупомянутые элементы подавляют прохождение охлаждающей текучей среды CF к наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения, конфигурация каждого переднего преграждающего элемента (переднего преграждающего верхнего элемента 600U, переднего преграждающего нижнего элемента 600D, переднего преграждающего левого элемента 600L и переднего преграждающего правого элемента 600R) не ограничена особым образом.
[0206]
Кроме того, как проиллюстрировано на фиг.34, передний преграждающий механизм 600 может включать в себя передний преграждающий верхний элемент 600U, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R и необязательно должен включать в себя передний преграждающий нижний элемент 600D. После того как охлаждающая текучая среда CF, выпущенная под давлением по направлению к нижней части наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения из механизма 400 охлаждения наружной поверхности, войдет в контакт с нижней частью наружной поверхности полой гильзы 50, охлаждающая текучая среда CF легко опускается вниз естественным образом под действием силы тяжести в зону под полой гильзой 50. Следовательно, будет затруднено вытекание охлаждающей текучей среды CF, выпущенной под давлением по направлению к нижней части наружной поверхности полой гильзы 50 в зоне 32 охлаждения из механизма 400 охлаждения наружной поверхности, к нижней части наружной поверхности полой гильзы, которая находится спереди от зоны 32 охлаждения. Соответственно, передний преграждающий механизм 600 необязательно должен включать в себя передний преграждающий нижний элемент 600D. Кроме того, как проиллюстрировано на фиг.35, передний преграждающий механизм 600 может включать в себя передний преграждающий верхний элемент 600U, передний преграждающий левый элемент 600L и передний преграждающий правый элемент 600R и необязательно должен включать в себя передний преграждающий нижний элемент 600D, и передний преграждающий левый элемент 600L может быть расположен дальше в направлении вверх, чем центральная ось стержня 3 оправки, и передний преграждающий правый элемент 600R может быть расположен дальше в направлении вверх, чем центральная ось стержня 3 оправки. Охлаждающая текучая среда CF, которая контактирует с участком наружной поверхности полой гильзы 50, который расположен дальше в направлении вниз, чем центральная ось стержня 3 оправки, легко опускается вниз естественным образом под действием силы тяжести в зону под полой гильзой 50. Следовательно, достаточно того, чтобы передний преграждающий левый элемент 600L был расположен, по меньшей мере, дальше в направлении вверх, чем центральная ось стержня 3 оправки, и достаточно того, чтобы передний преграждающий правый элемент 600R был расположен, по меньшей мере, дальше в направлении вверх, чем центральная ось стержня 3 оправки.
[0207]
Кроме того, передний преграждающий механизм 600 может иметь конфигурацию, которая отличается от конфигураций, проиллюстрированных на фиг.26 - фиг.35. Например, как проиллюстрировано на фиг.36 и фиг.37, передний преграждающий механизм 600 может представлять собой механизм, в котором используется множество преграждающих элементов 604. В этом случае, как проиллюстрировано на фиг.36 и как видно, в направлении продвижения полой гильзы 50, передний преграждающий механизм 600 включает в себя множество преграждающих элементов 604, которые расположены вокруг стержня 3 оправки. Как проиллюстрировано на фиг.36, множество преграждающих элементов 604 представляют собой, например, валки. В случае, когда преграждающие элементы 604 представляют собой валки, как проиллюстрировано на фиг.36 и фиг.37, поверхность каждого валка как преграждающего элемента 604 предпочтительно имеет такую криволинейность, что поверхность каждого валка как преграждающего элемента 604 будет контактировать с наружной поверхностью полой гильзы 50. Преграждающие элементы 604 выполнены с возможностью перемещения в радиальном направлении стержня 3 оправки посредством непоказанного механизма для обеспечения перемещения. Механизм для обеспечения перемещения представляет собой, например, цилиндр. Цилиндр может представлять собой гидравлический цилиндр, может представлять собой пневматический цилиндр или может представлять собой цилиндр с приводом от электродвигателя.
[0208]
Когда во время прокатки-прошивки или прокатки-раскатки полая гильза 50 проходит через передний преграждающий механизм 600, множество преграждающих элементов 604 перемещаются в радиальном направлении к наружной поверхности полой гильзы 50. При этом внутренняя поверхность каждого из множества преграждающих элементов 604 размещается вблизи наружной поверхности полой гильзы 50 (фиг.37). Таким образом, когда механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50, которая находится внутри зоны 32 охлаждения, множество преграждающих элементов 604 образуют преграду (защитную стенку). Следовательно, передний преграждающий механизм 600 образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения.
[0209]
Таким образом, передний преграждающий механизм 600 может иметь конфигурацию, в которой не используется текучая среда FF, предназначенная для преграждения спереди. Отсутствуют особые ограничения в отношении конфигурации переднего преграждающего механизма 600 при условии, что передний преграждающий механизм 600 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения.
[0210]
[Шестой вариант осуществления]
Фиг.38 представляет собой вид, иллюстрирующий конфигурацию с выходной стороны косорасположенных валков 1 прошивной установки 10 согласно шестому варианту осуществления. Как показано на фиг.38, в отличие от прошивной установки 10 согласно первому варианту осуществления прошивная установка 10 согласно шестому варианту осуществления впервые включает в себя задний преграждающий механизм 500. В остальном конфигурация прошивной установки 10 согласно шестому варианту осуществления такая же, как конфигурация прошивной установки 10 согласно четвертому варианту осуществления.
[0211]
[Задний преграждающий механизм 500]
Задний преграждающий механизм 500 расположен вокруг стержня 3 оправки в месте, которое находится сзади от механизма 400 охлаждения наружной поверхности. Задний преграждающий механизм 500 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 в зоне 32 охлаждения, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0212]
Фиг.39 представляет собой вид, иллюстрирующий задний преграждающий механизм 500, если смотреть в направлении продвижения полой гильзы 50 (вид заднего преграждающего механизма 500, если смотреть с входной стороны по направлению к выходной стороне косорасположенных валков 1). Как показано на фиг.38 и фиг.39 и как видно в направлении продвижения полой гильзы 50, задний преграждающий механизм 500 расположен вокруг стержня 3 оправки в месте, которое находится сзади от механизма 400 охлаждения наружной поверхности. Кроме того, во время прокатки-прошивки или прокатки-раскатки, как проиллюстрировано на фиг.39, задний преграждающий механизм 500 расположен вокруг полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке.
[0213]
Как показано на фиг.39 и как видно в направлении продвижения полой гильзы 50, задний преграждающий механизм 500 включает в себя задний преграждающий верхний элемент 500U, задний преграждающий нижний элемент 500D, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R.
[0214]
[Конфигурация заднего преграждающего верхнего элемента 500U]
Задний преграждающий верхний элемент 500U расположен над стержнем 3 оправки. Задний преграждающий верхний элемент 500U включает в себя корпус 502 и множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части. Корпус 502 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды BF (см. фиг.38), предназначенной для преграждения сзади, по ним. В данном примере множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части образованы на переднем конце множества сопел 503U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части. Однако отверстия 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части могут быть образованы непосредственно в корпусе 502. В данном примере множество сопел 503U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 502.
[0215]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть заднего преграждающего механизма 500, множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, которые выполнены в заднем преграждающем верхнем элементе 500U, обращены к верхней части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня 3 оправки. Множество отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0216]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, задний преграждающий верхний элемент 500U обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения, из множества отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы 50 после выхода верхней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0217]
[Конфигурация заднего преграждающего нижнего элемента 500D]
Задний преграждающий нижний элемент 500D расположен под стержнем 3 оправки. Задний преграждающий нижний элемент 500D включает в себя корпус 502 и множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части. Корпус 502 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды ВF, предназначенной для преграждения сзади, по ним. В данном примере множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части образованы на переднем конце множества сопел 503D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части. Однако отверстия 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части могут быть образованы непосредственно в корпусе 502. В данном примере множество сопел 503D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 502.
[0218]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть заднего преграждающего механизма 500, множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, которые выполнены в заднем преграждающем нижнем элементе 500D, обращены к нижней части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня 3 оправки. Множество отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0219]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, задний преграждающий нижний элемент 500D обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения, из множества отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы 50 после выхода нижней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0220]
[Конфигурация заднего преграждающего левого элемента 500L]
Задний преграждающий левый элемент 500L расположен слева от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Задний преграждающий левый элемент 500L включает в себя корпус 502 и множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части. Корпус 502 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды ВF, предназначенной для преграждения сзади, по ним. В данном примере множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части образованы на переднем конце множества сопел 503L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части. Однако отверстия 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части могут быть образованы непосредственно в корпусе 502. В данном примере множество сопел 503L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 602.
[0221]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть заднего преграждающего механизма 500, множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части, которые выполнены в заднем преграждающем левом элементе 500L, обращены к левой части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня 3 оправки. Множество отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0222]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, задний преграждающий левый элемент 500L обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения, из множества отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к левой части наружной поверхности полой гильзы 50 после выхода левой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0223]
[Конфигурация заднего преграждающего правого элемента 500R]
Задний преграждающий правый элемент 500R расположен справа от стержня 3 оправки, если смотреть в направлении продвижения полой гильзы 50. Задний преграждающий правый элемент 500R включает в себя корпус 502 и множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части. Корпус 502 представляет собой трубчатый или пластинчатый корпус, который изогнут в направлении вдоль окружности стержня 3 оправки, и включает в себя один или более каналов для текучей среды, которые обеспечивают возможность прохождения текучей среды ВF, предназначенной для преграждения сзади, по ним. В данном примере множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части образованы на переднем конце множества сопел 503R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части. Однако отверстия 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части могут быть образованы непосредственно в корпусе 502. В данном примере множество сопел 503R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части, которые расположены упорядоченно вокруг стержня 3 оправки, соединены с корпусом 502.
[0224]
Когда полая гильза 50, подвергаемая прокатке-прошивке или прокатке-раскатке, проходит через внутреннюю часть заднего преграждающего механизма 500, множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части, которые выполнены в заднем преграждающем правом элементе 500R, обращены к правой части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения. Как видно в направлении продвижения полой гильзы 50, множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части расположены упорядоченно вокруг стержня 3 оправки в направлении вдоль окружности стержня 3 оправки. Множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части предпочтительно расположены упорядоченно с равными интервалами вокруг стержня 3 оправки. Множество отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части также могут быть расположены упорядоченно рядом друг с другом в аксиальном направлении стержня 3 оправки.
[0225]
Когда во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50 в зоне 32 охлаждения, задний преграждающий правый элемент 500R обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к правой части наружной поверхности полой гильзы 50, которая расположена вблизи выходной стороны зоны 32 охлаждения, из множества отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части, чтобы тем самым образовать преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к правой части наружной поверхности полой гильзы 50 после выхода правой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0226]
[Операции заднего преграждающего механизма 500]
Во время прокатки-прошивки или прокатки-раскатки механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к тому участку наружной поверхности полой гильзы 50 из всей наружной поверхности полой гильзы 50, подвергаемой прокатке-прошивке или прокатке-раскатке, который находится внутри зоны 32 охлаждения, для охлаждения полой гильзы 50 посредством этого. При этом после того, как охлаждающая текучая среда CF, выпускаемая под давлением по направлению к участку наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, войдет в контакт с данным участком наружной поверхности полой гильзы 50, может возникнуть ситуация, в которой охлаждающая текучая среда CF будет течь назад от данного участка наружной поверхности и контактировать с участком наружной поверхности полой гильзы 50, который находится сзади от зоны 32 охлаждения. Если частота, с которой возникает контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50 в зоне, отличной от зоны 32 охлаждения, является высокой, могут возникнуть вариации в распределении температуры в аксиальном направлении полой гильзы 50.
[0227]
Следовательно, в данном варианте осуществления во время прокатки-прошивки или прокатки-раскатки задний преграждающий механизм 500 подавляет контакт охлаждающей текучей среды CF, которая течет по наружной поверхности после контакта с участком наружной поверхности полой гильзы 50, находящимся внутри зоны 32 охлаждения, с участком наружной поверхности полой гильзы 50, который находится сзади от зоны 32 охлаждения.
[0228]
Задний преграждающий механизм 500 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, образует преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения. В частности, как видно в направлении продвижения полой гильзы 50, задний преграждающий верхний элемент 500U обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с верхней частью наружной поверхности полой гильзы 50 после выхода верхней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий нижний элемент 500D обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с нижней частью наружной поверхности полой гильзы 50 после выхода нижней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий левый элемент 500L обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с левой частью наружной поверхности полой гильзы 50 после выхода левой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий правый элемент 500R обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с правой частью наружной поверхности полой гильзы 50 после выхода правой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Эти преграды, которые состоят из текучей среды ВF, предназначенной для преграждения сзади, образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится вытечь в зону, находящуюся сзади от зоны 32 охлаждения. Следовательно, может подавляться контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50, который находится сзади от зоны 32 охлаждения, и могут дополнительно уменьшаться вариации температуры в аксиальном направлении полой гильзы 50.
[0229]
Фиг.40 представляет собой вид в разрезе заднего преграждающего верхнего элемента 500U, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.41 представляет собой вид в разрезе заднего преграждающего нижнего элемента 500D, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.42 представляет собой вид в разрезе заднего преграждающего левого элемента 500L, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50. Фиг.43 представляет собой вид в разрезе заднего преграждающего правого элемента 500R, если смотреть в направлении, параллельном направлению продвижения полой гильзы 50.
[0230]
Как показано на фиг.40, задний преграждающий верхний элемент 500U обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением предпочтительно по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, из отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части. Как показано на фиг.41, задний преграждающий нижний элемент 500D обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением предпочтительно по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, из отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части. Как показано на фиг.42, задний преграждающий левый элемент 500L обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением предпочтительно по диагонали вперед по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, из отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части. Как показано на фиг.43, задний преграждающий правый элемент 500R обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением предпочтительно по диагонали вперед по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, из отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части.
[0231]
На фиг.40 - фиг.43 задний преграждающий верхний элемент 500U образует преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, которая проходит по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы 50 сверху по отношению к полой гильзе 50. Аналогичным образом задний преграждающий нижний элемент 500D образует преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, которая проходит по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы 50 снизу по отношению к полой гильзе 50. Аналогичным образом задний преграждающий левый элемент 500L образует преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, которая проходит по диагонали вперед по направлению к левой части наружной поверхности полой гильзы 50 слева по отношению к полой гильзе 50. Аналогичным образом задний преграждающий правый элемент 500R образует преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, которая проходит по диагонали вперед по направлению к правой части наружной поверхности полой гильзы 50 справа по отношению к полой гильзе 50. Эти преграды образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится выйти в зону, которая находится сзади от зоны 32 охлаждения. Кроме того, после того как текучая среда ВF, предназначенная для преграждения сзади и образующая преграды, войдет в контакт с участком наружной поверхности полой гильзы 50 вблизи выходной стороны зоны 32 охлаждения, как проиллюстрировано на фиг.40 - фиг.43, текучая среда ВF, предназначенная для преграждения сзади, может легко «отскакивать» во внутреннюю часть зоны 32 охлаждения, и текучая среда ВF, предназначенная для преграждения сзади, легко проходит внутрь зоны 32 охлаждения. Следовательно, может подавляться контакт текучей среды BF, предназначенной для преграждения сзади и образующей преграды, с участком наружной поверхности полой гильзы 50, который находится дальше в направлении назад, чем зона 32 охлаждения.
[0232]
Следует отметить, что соответствующие задние преграждающие элементы (задний преграждающий верхний элемент 500U, задний преграждающий нижний элемент 500D, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R) необязательно должны обеспечивать выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, из соответствующих отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением (отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части и отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части). Например, задний преграждающий верхний элемент 500U может обеспечивать выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением в радиальном направлении стержня 3 оправки из отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части. Задний преграждающий нижний элемент 500D может обеспечивать выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением в радиальном направлении стержня 3 оправки из отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части. Задний преграждающий левый элемент 500L может обеспечивать выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением в радиальном направлении стержня 3 оправки из отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части. Задний преграждающий правый элемент 500R может обеспечивать выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением в радиальном направлении стержня 3 оправки из отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части.
[0233]
Текучая среда ВF, предназначенная для преграждения сзади, представляет собой газ и/или жидкость. То есть в качестве текучей среды ВF, предназначенной для преграждения сзади, может использоваться газ, может использоваться жидкость или могут использоваться как газ, так и жидкость. В данном случае газ представляет собой, например, воздух или инертный газ. Инертный газ представляет собой, например, газообразный аргон или газообразный азот. В случае использования газа в качестве текучей среды ВF, предназначенной для преграждения сзади, может использоваться только воздух или может использоваться только инертный газ, или могут использоваться как воздух, так и инертный газ. Кроме того, в качестве инертного газа может использоваться инертный газ только одного вида (например, только газообразный аргон или только газообразный азот), или множество инертных газов могут быть смешаны и использованы. В случае использования жидкости в качестве текучей среды ВF, предназначенной для преграждения сзади, жидкость представляет собой, например, воду или масло и предпочтительно представляет собой воду.
[0234]
Текучая среда ВF, предназначенная для преграждения сзади, может быть текучей средой такого же вида, как охлаждающая текучая среда CF и/или текучая среда FF, предназначенная для преграждения спереди, или может представлять собой текучую среду такого вида, которая отличается от охлаждающей текучей среды CF и/или текучей среды FF, предназначенной для преграждения спереди. Задний преграждающий механизм 500 получает подаваемую текучую среду ВF, предназначенную для преграждения сзади, из непоказанного источника для подачи текучей среды. Конфигурация источника для подачи текучей среды, например, такая же, как конфигурация источника 800 для подачи текучей среды. Текучая среда ВF, предназначенная для преграждения сзади и подаваемая из источника для подачи текучей среды, проходит по каналу для текучей среды внутри каждого корпуса 502 заднего преграждающего механизма 500 и выпускается под давлением из соответствующих отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением (отверстий 501U для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, отверстий 501D для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, отверстий 501L для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части и отверстий 501R для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части).
[0235]
Следует отметить, что конфигурация заднего преграждающего механизма 500 не ограничена конфигурацией, проиллюстрированной на фиг.38 - фиг.43. Например, на фиг.39 задний преграждающий верхний элемент 500U, задний преграждающий нижний элемент 500D, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R представляют собой отдельные элементы, которые являются независимыми друг от друга. Однако, как проиллюстрировано на фиг.44, задний преграждающий верхний элемент 500U, задний преграждающий нижний элемент 500D, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R могут быть соединены с образованием одного целого.
[0236]
Кроме того, любой из заднего преграждающего верхнего элемента 500U, заднего преграждающего нижнего элемента 500D, заднего преграждающего левого элемента 500L и заднего преграждающего правого элемента 500R может быть образован посредством множества элементов, и части соседних задних преграждающих элементов могут быть соединены. На фиг.45 задний преграждающий левый элемент 500L образован двумя элементами (500LU, 500LD). Кроме того, верхний элемент 500LU заднего преграждающего левого элемента 500L соединен с задним преграждающим верхним элементом 500U, и нижний элемент 500LD заднего преграждающего левого элемента 500L соединен с задним преграждающим нижним элементом 500D. Кроме того, задний преграждающий правый элемент 500R образован двумя элементами (500RU, 500RD). Верхний элемент 500RU заднего преграждающего правого элемента 500R соединен с задним преграждающим верхним элементом 500U, и нижний элемент 500RD заднего преграждающего правого элемента 500R соединен с задним преграждающим нижним элементом 500D.
[0237]
Другими словами, каждый из задних преграждающих элементов (заднего преграждающего верхнего элемента 500U, заднего преграждающего нижнего элемента 500D, заднего преграждающего левого элемента 500L и заднего преграждающего правого элемента 500R) может включать в себя множество элементов, и часть каждого из задних преграждающих элементов или весь каждый задний преграждающий элемент может быть образована/образован как одно целое с другим задним преграждающим элементом. При условии, что задний преграждающий верхний элемент 500U обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, задний преграждающий нижний элемент 500D обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, задний преграждающий левый элемент 500L обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, и задний преграждающий правый элемент 500R обеспечивает выпуск текучей среды ВF, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, и тем самым вышеупомянутые элементы подавляют прохождение охлаждающей текучей среды CF к наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения, конфигурация каждого заднего преграждающего элемента (заднего преграждающего верхнего элемента 500U, заднего преграждающего нижнего элемента 500D, заднего преграждающего левого элемента 500L и заднего преграждающего правого элемента 500R) не ограничена особым образом.
[0238]
Кроме того, как проиллюстрировано на фиг.46, задний преграждающий механизм 500 может включать в себя задний преграждающий верхний элемент 500U, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R и необязательно должен включать в себя задний преграждающий нижний элемент 500D. После того как охлаждающая текучая среда CF, выпущенная под давлением по направлению к нижней части наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения из механизма 400 охлаждения наружной поверхности, войдет в контакт с нижней частью наружной поверхности полой гильзы 50, охлаждающая текучая среда CF легко опускается вниз естественным образом под действием силы тяжести в зону под полой гильзой 50. Следовательно, будет затруднено вытекание охлаждающей текучей среды CF, выпущенной под давлением по направлению к нижней части наружной поверхности полой гильзы 50 в зоне 32 охлаждения из механизма 400 охлаждения наружной поверхности, к нижней части наружной поверхности полой гильзы, которая находится сзади от зоны 32 охлаждения. Соответственно, задний преграждающий механизм 500 необязательно должен включать в себя задний преграждающий нижний элемент 500D. Кроме того, как проиллюстрировано на фиг.47, задний преграждающий механизм 500 может включать в себя задний преграждающий верхний элемент 500U, задний преграждающий левый элемент 500L и задний преграждающий правый элемент 500R и необязательно должен включать в себя задний преграждающий нижний элемент 500D, и задний преграждающий левый элемент 500L может быть расположен дальше в направлении вверх, чем центральная ось стержня 3 оправки, и задний преграждающий правый элемент 500R может быть расположен дальше в направлении вверх, чем центральная ось стержня 3 оправки. Охлаждающая текучая среда CF, которая контактирует с участком наружной поверхности полой гильзы 50, который расположен дальше в направлении вниз, чем центральная ось стержня 3 оправки, легко опускается вниз естественным образом под действием силы тяжести в зону под полой гильзой 50. Следовательно, достаточно того, чтобы задний преграждающий левый элемент 500L был расположен, по меньшей мере, дальше в направлении вверх, чем центральная ось стержня 3 оправки, и достаточно того, чтобы задний преграждающий правый элемент 500R был расположен, по меньшей мере, дальше в направлении вверх, чем центральная ось стержня 3 оправки.
[0239]
Кроме того, задний преграждающий механизм 500 может иметь конфигурацию, которая отличается от конфигураций, проиллюстрированных на фиг.38 - фиг.47. Например, как проиллюстрировано на фиг.48 и фиг.49, задний преграждающий механизм 500 может представлять собой механизм, в котором используется множество преграждающих элементов. В этом случае, как проиллюстрировано на фиг.48, задний преграждающий механизм 500 включает в себя множество преграждающих элементов 504, которые расположены вокруг стержня 3 оправки. Как проиллюстрировано на фиг.48, множество преграждающих элементов 504 представляют собой, например, валки. В случае, когда преграждающие элементы 504 представляют собой валки, как проиллюстрировано на фиг.48 и фиг.49, поверхность каждого валка как преграждающего элемента 504 предпочтительно имеет такую криволинейность, что поверхность каждого валка как преграждающего элемента 504 будет контактировать с наружной поверхностью полой гильзы 50. Преграждающие элементы 504 выполнены с возможностью перемещения в радиальном направлении стержня 3 оправки посредством непоказанного механизма для обеспечения перемещения. Механизм для обеспечения перемещения представляет собой, например, цилиндр. Цилиндр может представлять собой гидравлический цилиндр, может представлять собой пневматический цилиндр или может представлять собой цилиндр с приводом от электродвигателя.
[0240]
Когда во время прокатки-прошивки или прокатки-раскатки полая гильза 50 проходит через задний преграждающий механизм 500, множество преграждающих элементов 504 перемещаются в радиальном направлении к наружной поверхности полой гильзы 50. Как проиллюстрировано на фиг.49, при этом внутренняя поверхность каждого из множества преграждающих элементов 504 размещается вблизи наружной поверхности полой гильзы 50. Таким образом, когда механизм 400 охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50, которая находится внутри зоны 32 охлаждения, множество преграждающих элементов 504 образуют преграду (защитную стенку). Следовательно, задний преграждающий механизм 500 образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0241]
Таким образом, задний преграждающий механизм 500 может иметь конфигурацию, в которой не используется текучая среда ВF, предназначенная для преграждения сзади. Отсутствуют особые ограничения в отношении конфигурации заднего преграждающего механизма 500 при условии, что задний преграждающий механизм 500 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы 50, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения.
[0242]
[Седьмой вариант осуществления]
Фиг.50 представляет собой вид, иллюстрирующий зону вблизи выходных сторон косорасположенных валков 1 прошивной установки 10 согласно седьмому варианту осуществления. Как показано на фиг.50, в отличие от прошивной установки 10 согласно четвертому варианту осуществления прошивная установка 10 согласно седьмому варианту осуществления впервые включает в себя передний преграждающий механизм 600 и задний преграждающий механизм 500. То есть прошивная установка 10 согласно седьмому варианту осуществления имеет конфигурацию, полученную посредством объединения пятого варианта осуществления и шестого варианта осуществления.
[0243]
Конфигурация переднего преграждающего механизма 600 по данному варианту осуществления такая же, как конфигурация переднего преграждающего механизма 600 в пятом варианте осуществления. Кроме того, конфигурация заднего преграждающего механизма 500 по данному варианту осуществления такая же, как конфигурация заднего преграждающего механизма 500 в шестом варианте осуществления.
[0244]
В прошивной установке 10 согласно данному варианту осуществления во время прокатки-прошивки или прокатки-раскатки подавляется контакт охлаждающей текучей среды CF, которая течет по участку наружной поверхности полой гильзы 50 после контакта с данным участком наружной поверхности полой гильзы 50 в зоне 32 охлаждения, с участками наружной поверхности полой гильзы 50, которые находятся спереди и сзади от зоны 32 охлаждения, посредством переднего преграждающего механизма 600 и заднего преграждающего механизма 500. Следует отметить, что во время прокатки-прошивки или прокатки-раскатки механизм 340 охлаждения внутренней поверхности обеспечивает охлаждение внутренней поверхности полой гильзы 50 внутри зоны 32 охлаждения.
[0245]
В частности, передний преграждающий механизм 600 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы внутри зоны 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 внутри зоне 32 охлаждения, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 до того, как вышеупомянутые части наружной поверхности полой гильзы 50 войдут в зону 32 охлаждения. В частности, как видно в направлении продвижения полой гильзы 50, передний преграждающий верхний элемент 600U обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с верхней частью наружной поверхности полой гильзы 50 до того, как верхняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий нижний элемент 600D обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с нижней частью наружной поверхности полой гильзы 50 до того, как нижняя часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий левый элемент 600L обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с левой частью наружной поверхности полой гильзы 50 до того, как левая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Аналогичным образом передний преграждающий правый элемент 600R обеспечивает выпуск текучей среды FF, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи входной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды FF, предназначенной для преграждения спереди, рядом с правой частью наружной поверхности полой гильзы 50 до того, как правая часть наружной поверхности полой гильзы 50 войдет в зону 32 охлаждения. Эти преграды, которые состоят из текучей среды FF, предназначенной для преграждения спереди, образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится вытечь в зону, находящуюся спереди от зоны 32 охлаждения. Следовательно, может подавляться контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50, который находится спереди от зоны 32 охлаждения, и могут быть дополнительно уменьшены вариации температуры в аксиальном направлении полой гильзы 50.
[0246]
Кроме того, задний преграждающий механизм 500 предусмотрен с механизмом, который в то время, когда механизм 400 охлаждения наружной поверхности обеспечивает охлаждение полой гильзы внутри зоны 32 охлаждения посредством выпуска охлаждающей текучей среды CF под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы 50 внутри зоны 32 охлаждения, образует преграду для охлаждающей текучей среды CF, препятствующую ее прохождению к верхней части, нижней части, левой части и правой части наружной поверхности полой гильзы 50 после выхода вышеупомянутых частей наружной поверхности полой гильзы 50 из зоны 32 охлаждения. В частности, как видно в направлении продвижения полой гильзы 50, задний преграждающий верхний элемент 500U обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с верхней частью наружной поверхности полой гильзы 50 после выхода верхней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий нижний элемент 500D обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с нижней частью наружной поверхности полой гильзы 50 после выхода нижней части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий левый элемент 500L обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с левой частью наружной поверхности полой гильзы 50 после выхода левой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Аналогичным образом задний преграждающий правый элемент 500R обеспечивает выпуск текучей среды ВF, предназначенной для преграждения сзади, под давлением по направлению к правой части наружной поверхности полой гильзы 50, расположенной вблизи выходной стороны зоны 32 охлаждения, чтобы тем самым образовать преграду (защитную стенку), состоящую из текучей среды ВF, предназначенной для преграждения сзади, рядом с правой частью наружной поверхности полой гильзы 50 после выхода правой части наружной поверхности полой гильзы 50 из зоны 32 охлаждения. Эти преграды, которые состоят из текучей среды ВF, предназначенной для преграждения сзади, образуют преграду для охлаждающей текучей среды CF, которая контактирует с участком наружной поверхности полой гильзы 50 в пределах зоны 32 охлаждения и «отскакивает» от него и стремится вытечь в зону, находящуюся сзади от зоны 32 охлаждения. Следовательно, может подавляться контакт охлаждающей текучей среды CF с участком наружной поверхности полой гильзы 50, который находится сзади от зоны 32 охлаждения, и могут быть дополнительно уменьшены вариации температуры в аксиальном направлении полой гильзы 50.
[0247]
Кроме того, во время прокатки-прошивки или прокатки-раскатки, когда механизм 340 охлаждения внутренней поверхности обеспечивает охлаждение внутренней поверхности полой гильзы 50 в пределах зоны 32 охлаждения, механизм 350 загораживания внутренней поверхности подавляет контакт охладителя, выпускаемого под давлением из механизма 340 охлаждения внутренней поверхности, с внутренней поверхностью полой гильзы 50, которая вышла из зоны 32 охлаждения.
[0248]
Согласно вышеописанной конфигурации, когда в прошивной установке 10 по данному варианту осуществления внутренняя поверхность полой гильзы 50, которая находится внутри зоны 32 охлаждения, охлаждается посредством механизма 340 охлаждения внутренней поверхности, наружная поверхность полой гильзы 50, которая находится внутри зоны 32 охлаждения, охлаждается посредством механизма 400 охлаждения наружной поверхности. Кроме того, когда подавляется контакт охладителя CL с внутренней поверхностью полой гильзы 50 после выхода внутренней поверхности полой гильзы 50 из зоны 32 охлаждения посредством механизма 350 загораживания внутренней поверхности, может подавляться контакт охлаждающей текучей среды CF с участками наружной поверхности полой гильзы 50, которые находятся спереди и сзади от зоны 32 охлаждения, посредством переднего преграждающего механизма 600 и заднего преграждающего механизма 500. Следовательно, могут быть дополнительно уменьшены вариации температуры в аксиальном направлении полой гильзы 50. Таким образом, может быть обеспечено содействие охлаждению полой гильзы 50 сразу после завершения прокатки-прошивки или прокатки-раскатки (то есть сразу после прохождения вокруг оправки 2). В частности, полезный эффект достигается в случае изготовления толстостенной бесшовной металлической трубы (например, бесшовной металлической трубы с толщиной стенки, составляющей 30 мм или более).
[0249]
Следует отметить, что в прошивной установке 10 по седьмому варианту осуществления передний преграждающий механизм 600 может иметь конфигурацию, проиллюстрированную на фиг.36 и фиг.37, и задний преграждающий механизм 500 может иметь конфигурацию, проиллюстрированную на фиг.48 и фиг.49.
[0250]
Как описано выше, прошивные установки по вышеуказанным первому - седьмому вариантам осуществления обеспечивают подавление возникновения разности температуры передней концевой части и температуры задней концевой части полой гильзы после прокатки-прошивки или прокатки-раскатки и способствуют получению однородной микроструктуры в продольном направлении. Кроме того, прошивные установки по вышеуказанным вариантам осуществления, например, в случае, когда прокатку-прошивку выполняют при температуре, составляющей приблизительно 1000°С, могут обеспечить снижение температуры полой гильзы до температуры, составляющей приблизительно 800°С, посредством охлаждения полой гильзы с помощью механизма 340 охлаждения внутренней поверхности в течение 10 секунд непосредственно после прокатки-прошивки.
[0251]
Выше были описаны варианты осуществления настоящего изобретения. Однако вышеприведенные варианты осуществления представляют собой только примеры реализации настоящего изобретения. Соответственно, настоящее изобретение не ограничено вышеприведенными вариантами осуществления, и вышеприведенные варианты осуществления могут быть соответствующим образом модифицированы в пределах, которые не отклоняются от сущности настоящего изобретения.
[0252]
В вышеуказанных вариантах осуществления во время прокатки-прошивки и во время прокатки-раскатки охладитель заполняет зазор между стержнем 3 оправки и внутренней поверхностью полой гильзы 50 в зоне 32 охлаждения посредством механизма 340 охлаждения внутренней поверхности и механизма 350 загораживания внутренней поверхности. Однако охладитель необязательно должен заполнять вышеупомянутый зазор в зоне 32 охлаждения. При условии, что внутренняя поверхность полой гильзы 50 в зоне 32 охлаждения может быть охлаждена охладителем и может подавляться вытекание охладителя в зону, которая находится сзади от зоны 32 охлаждения, посредством механизма 350 загораживания внутренней поверхности, эффект от представленных вариантов осуществления получают в определенной степени, даже если вышеупомянутый зазор в зоне 32 охлаждения не будет заполнен охладителем.
[Пример 1]
[0253]
Трубу, имеющую наружный диаметр, составляющий 430 мм, и толщину стенки, составляющую 30 мм, нагревали до 1000°С. После нагрева обеспечивали возможность охлаждения трубы в течение трех секунд. После этого, используя стержень 3 оправки, механизм 400 охлаждения наружной поверхности и задний преграждающий механизм 500, проиллюстрированный на фиг.38, внутреннюю поверхность и наружную поверхность трубы охлаждали водой в течение 10 секунд, и посредством моделирования определяли требуемые количества воды, подаваемой на единицу площади в единицу времени на стороне наружной поверхности и стороне внутренней поверхности трубы, в случае, когда температура в центре толщины стенки становится равной 800°С.
[0254]
Полученные результаты показаны на фиг.51. Как показано на фиг.51, было установлено, что заданное охлаждение может быть выполнено посредством определения соотношения между количествами воды, подаваемой на единицу площади в единицу времени на стороне наружной поверхности и стороне внутренней поверхности трубы, заранее в зависимости от типа стали и наружного диаметра и толщины трубы и задания количеств воды, подаваемой на единицу площади в единицу времени, на основе полученного результата.
[Пример 2]
[0255]
Была подготовлена труба, имеющая наружный диаметр, составляющий 406 мм, толщину стенки, составляющую 30 мм, и длину, составляющую 2 м. Термопара была заделана в месте, центральном в продольном направлении трубы. Термопару размещали в месте, центральном по отношению к толщине трубы. Трубу нагревали в течение двух часов при 950°С. Внутреннюю поверхность нагретой трубы охлаждали, используя стержень 3 оправки, проиллюстрированный на фиг.4. При этом скорость перемещения трубы была задана равной 6 м/мин. В этом случае тот интервал времени из промежутка времени, требуемого для прохождения всей внутренней поверхности трубы через зону 32 охлаждения, который определяли от момента, когда место (место измерения), в котором была заделана термопара, «вошло» в зону 32 измерения, до момента, когда место измерения «прошло» через зону 32 охлаждения, составлял 10 секунд. Во время перемещения трубы охлаждающую воду выпускали под давлением в зоне 32 охлаждения посредством механизма 340 охлаждения внутренней поверхности, и сжатый воздух выпускали в зоне 33 подавления контакта посредством механизма 350 загораживания внутренней поверхности, и определяли коэффициент теплопередачи в месте измерения.
[0256]
Результаты измерений показаны на фиг.52. Как показано на фиг.52, промежуток времени, в котором коэффициент теплопередачи повышается, означает, что место измерения охлаждалось охладителем в рассматриваемый промежуток времени. Выше описано, что промежуток времени охлаждения в месте измерения посредством охладителя был задан равным 10 секундам, и результаты измерений показали, что место измерения охлаждалось в течение 12 секунд. То есть может быть обеспечен приблизительно такой же промежуток времени охлаждения, как заданный промежуток времени. Это означает, что задний преграждающий механизм 500 в достаточной степени подавлял контакт охладителя с участком внутренней поверхности трубы, который находился дальше в направлении назад, чем зона 32 охлаждения.
[0257]
[Пример 3]
Была подготовлена труба 900, имеющая наружный диаметр, составляющий 406 мм, толщину стенки, составляющую 30 мм, и длину, составляющую 2000 мм, которая проиллюстрирована на фиг.53. В том поперечном сечении в месте, центральном в аксиальном направлении (продольном направлении) трубы 900, которое было перпендикулярным к аксиальному направлению трубы 900, термопару заделывали соответственно в месте (РТ), центральном по отношению к толщине стенки, при 0°, в месте (РS), центральном по отношению к толщине стенки, при 90° и в месте (РВ), центральном по отношению к толщине стенки, при 180° в направлении по часовой стрелке от верхней части трубы 900.
[0258]
Как проиллюстрировано на фиг.54 и фиг.55, были подготовлены имитационный стержень 3А оправки (фиг.54) и имитационный стержень 3В оправки (фиг.55), каждый из которых имитировал стержень 3 оправки. Как показано на фиг.54, имитационный стержень 3А оправки включал в себя множество групп 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением, предусмотренных в зоне 32 охлаждения, и включал в себя множество групп 355 кольцеобразно расположенных отверстий для выпуска газа под давлением, предусмотренных в теле 31А стержня в зоне 33 подавления контакта. Каждая из групп 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением включала в себя множество отверстий 341 для выпуска охладителя под давлением, которые были выполнены с шагом 30° в направлении вдоль окружности. Направление F34 выпуска из каждого из отверстий 341 для выпуска охладителя под давлением представляло собой радиальное направление тела 31А стержня. Каждая из групп 355 кольцеобразно расположенных отверстий для выпуска газа под давлением включала в себя множество отверстий 351 для выпуска сжатого газа, которые были выполнены с шагом 30° в направлении вдоль окружности. Направление F35 выпуска из каждого из отверстий 351 для выпуска сжатого газа представляло собой радиальное направление тела 31А стержня. Следует отметить, что имеющий форму диска, теплоизоляционный материал 300, имитирующий оправку 2, был прикреплен к переднему концу имитационного стержня 3А оправки. Диаметр теплоизоляционного материала 300 был эквивалентен внутреннему диаметру трубы 900.
[0259]
Как показано на фиг.55, имитационный стержень 3В оправки включал в себя множество групп 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением в зоне 32 охлаждения и включал в себя множество групп 355 кольцеобразно расположенных отверстий для выпуска газа под давлением в теле 31В стержня в зоне 33 подавления контакта. Группы 345 кольцеобразно расположенных отверстий для выпуска охладителя под давлением включали в себя множество отверстий 341 для выпуска охладителя под давлением, которые были выполнены с шагом 30° в направлении вдоль окружности. В имитационном стержне 3В оправки каждое отверстие 341 для выпуска охладителя под давлением было выполнено на переднем конце сопла. Угол, образуемый направлением F34 выпуска из каждого из отверстий 341 для выпуска охладителя под давлением относительно аксиального направления тела 31В стержня, составлял 79°, и, как проиллюстрировано на фиг.55, если смотреть на имитационный стержень 3В оправки спереди назад в аксиальном направлении, видно, что направление F34 выпуска представляло собой направление против часовой стрелки. Группы 355 кольцеобразно расположенных отверстий для выпуска газа под давлением включали в себя множество отверстий 351 для выпуска сжатого газа, которые были выполнены с шагом 30° в направлении вдоль окружности. В имитационном стержне 3В оправки каждое отверстие 351 для выпуска сжатого газа было выполнено на переднем конце сопла. Угол, образуемый направлением F35 выпуска из каждого из отверстий 351 для выпуска сжатого газа относительно аксиального направления тела 31В стержня, составлял 79°, и, как проиллюстрировано на фиг.55, если смотреть на имитационный стержень 3В оправки спереди назад в аксиальном направлении, видно, что направление F35 выпуска представляло собой направление против часовой стрелки. Следует отметить, что имеющий форму диска, теплоизоляционный материал 300, имитирующий оправку 2, был прикреплен к переднему концу имитационного стержня 3В оправки. Диаметр теплоизоляционного материала 300 был эквивалентен внутреннему диаметру трубы 900.
[0260]
Трубу, в которую были заделаны термопары, нагревали до 950°С в нагревательной печи. Трубу 900 извлекали из нагревательной печи, и водяное охлаждение внутренней поверхности трубы 900 осуществляли, используя имитационный стержень 3А оправки. В это время имитационный стержень 3А оправки был закреплен, как проиллюстрировано на фиг.56, и обеспечивали прохождение трубы 900 вокруг имитационного стержня 3А оправки со скоростью перемещения, составляющей 6 м/мин. При этом, как проиллюстрировано на фиг.56, теплоизоляционный материал 300, имитирующий оправку 2, был размещен так, что он герметично закрывал внутреннюю часть трубы 900. Во время прохождения трубы 900 вокруг имитационного стержня 3А оправки температуру (°С) в месте РТ, месте PS и месте РВ измеряли посредством термопар. Следует отметить, что количество (расход) охладителя, выпускаемого из отверстий 341 для выпуска охладителя под давлением во время охлаждения в зоне 32 охлаждения, было задано равным 600 л/мин, и охладитель заполнял пространство между внутренней поверхностью трубы 900 и телом 31А стержня в зоне 32 охлаждения во время охлаждения. Количество (расход) сжатого газа, выпускаемого из отверстий 351 для выпуска сжатого газа в зоне подавления контакта, составляло 4000 л/мин. Промежуток времени охлаждения (промежуток времени, в течение которого труба 900 проходила через зону 32 охлаждения) составлял 12 секунд. После завершения охлаждения трубы 900 на всей ее длине посредством имитационного стержня 3А оправки рассчитывали средние коэффициенты теплопередачи (Вт/м2/К) в месте РТ, месте PS и месте РВ. Исходя из трех средних коэффициентов теплопередачи, которые были получены, определяли отношение максимального значения среднего коэффициента теплопередачи к минимальному значению среднего коэффициента теплопередачи.
[0261]
Кроме того, испытание при охлаждении водой, которое было таким же, как испытание при охлаждении водой, выполненное при использовании имитационного стержня 3А оправки, выполняли, используя имитационный стержень 3В оправки. В частности, трубу 900, в которую были заделаны термопары, нагревали до 950°С в нагревательной печи. Трубу 900 извлекали из нагревательной печи, и водяное охлаждение начинали, используя имитационный стержень 3В оправки. В это время имитационный стержень 3В оправки был закреплен аналогично имитационному стержню 3А оправки, и обеспечивали прохождение трубы 900 вокруг имитационного стержня 3В оправки со скоростью перемещения, составляющей 6 м/мин. При этом теплоизоляционный материал 300, имитирующий оправку 2, был размещен так, что он герметично закрывал внутреннюю часть трубы 900. Во время прохождения трубы 900 вокруг имитационного стержня 3В оправки температуру (°С) в месте РТ, месте PS и месте РВ измеряли посредством термопар. Количество (расход) охладителя, выпускаемого из отверстий 341 для выпуска охладителя под давлением во время охлаждения в зоне 32 охлаждения, было задано равным 600 л/мин, и количество (расход) сжатого газа, выпускаемого из отверстий 351 для выпуска сжатого газа в зоне 33 подавления контакта, было задано равным 8300 л/мин. Промежуток времени охлаждения (промежуток времени, в течение которого труба 900 проходила через зону 32 охлаждения) составлял 10 секунд. После завершения охлаждения трубы на всей ее длине посредством имитационного стержня 3В оправки рассчитывали средние коэффициенты теплопередачи (Вт/м2/К) в месте РТ, месте PS и месте РВ. Исходя из трех средних коэффициентов теплопередачи, которые были получены, определяли отношение максимального значения среднего коэффициента теплопередачи к минимальному значению среднего коэффициента теплопередачи.
[0262]
[Результаты испытаний]
Фиг.57 представляет собой изображение, иллюстрирующее зависимость между истекшим временем (с) и температурой (°С) в месте РТ, месте PS и месте РВ при использовании имитационного стержня 3А оправки. Фиг.58 представляет собой изображение, иллюстрирующее зависимость между истекшим временем (с) и температурой (°С) в месте РТ, месте PS и месте РВ при использовании имитационного стержня 3В оправки.
[0263]
Как показано на фиг.57 и фиг.58, вариации температуры в месте РТ, месте PS и месте РВ в течение периода охлаждения были меньше в случае имитационного стержня 3В оправки, который обеспечивал создание вихревого потока, чем в случае имитационного стержня 3А оправки.
[0264]
Кроме того, в случае имитационного стержня 3А оправки максимальное значение среднего коэффициента теплопередачи в месте РТ, месте PS и месте РВ составляло 6000 Вт/м2/К, его минимальное значение составляло 1580 Вт/м2/К, и отношение максимального значения среднего коэффициента теплопередачи к его минимальному значению составляло 3,8. Напротив, в случае имитационного стержня 3В оправки, который обеспечивал создание вихревого потока, максимальное значение среднего коэффициента теплопередачи в месте РТ, месте PS и месте РВ составляло 4000 Вт/м2/К, его минимальное значение составляло 2000 Вт/м2/К, и отношение максимального значения среднего коэффициента теплопередачи к его минимальному значению составляло 2,0. Таким образом, при использовании имитационного стержня 3В оправки, который обеспечивал создание вихревого потока, можно было охладить внутреннюю поверхность трубы более равномерно в направлении вдоль окружности по сравнению со случаем, в котором использовали имитационный стержень 3А оправки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0265]
1 косорасположенный валок, 2 оправка, 3 стержень оправки, 7 устройство подачи охладителя, 8 устройство подачи газа, 10 прошивная установка, 20 материал, 31 тело стержня, 32 зона охлаждения, 33 зона подавления контакта, 50 полая гильза, 340 механизм охлаждения внутренней поверхности, 350 механизм загораживания внутренней поверхности, 400 механизм охлаждения наружной поверхности, 500 задний преграждающий механизм, 600 передний преграждающий механизм
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИВНОЙ СТАН И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ИСПОЛЬЗОВАНИЕМ ПРОШИВНОГО СТАНА | 2018 |
|
RU2747405C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2021045C1 |
| Способ винтовой прошивки | 1979 |
|
SU820936A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |


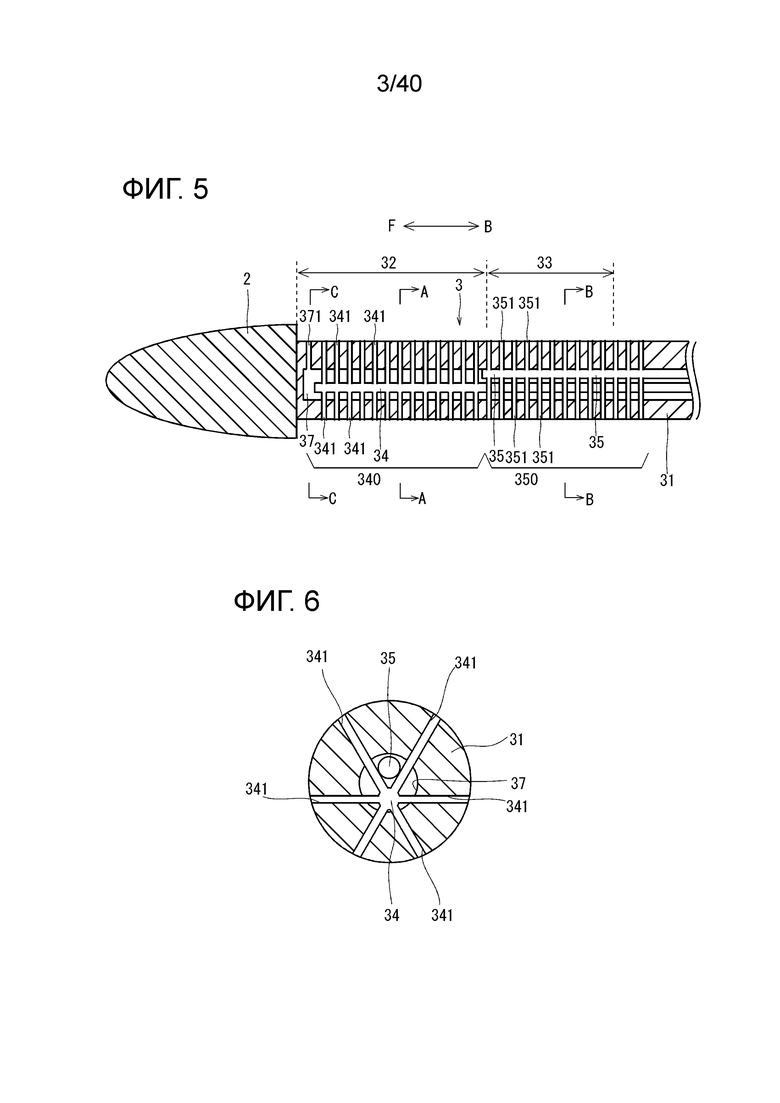
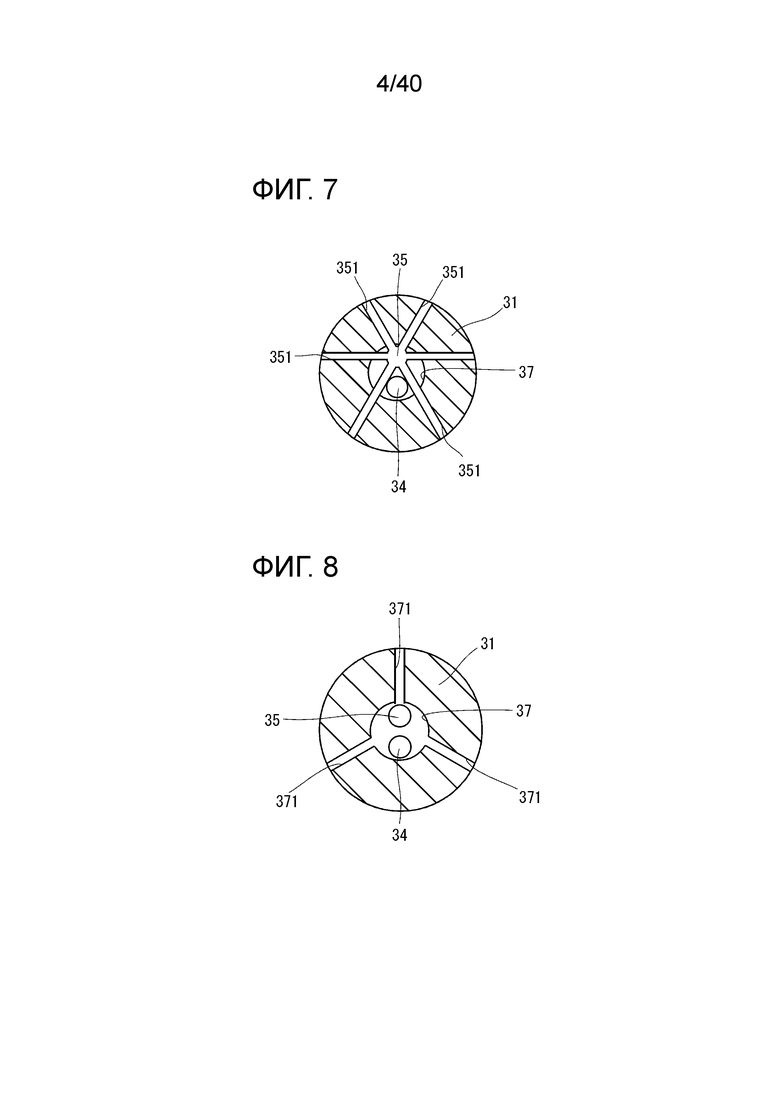





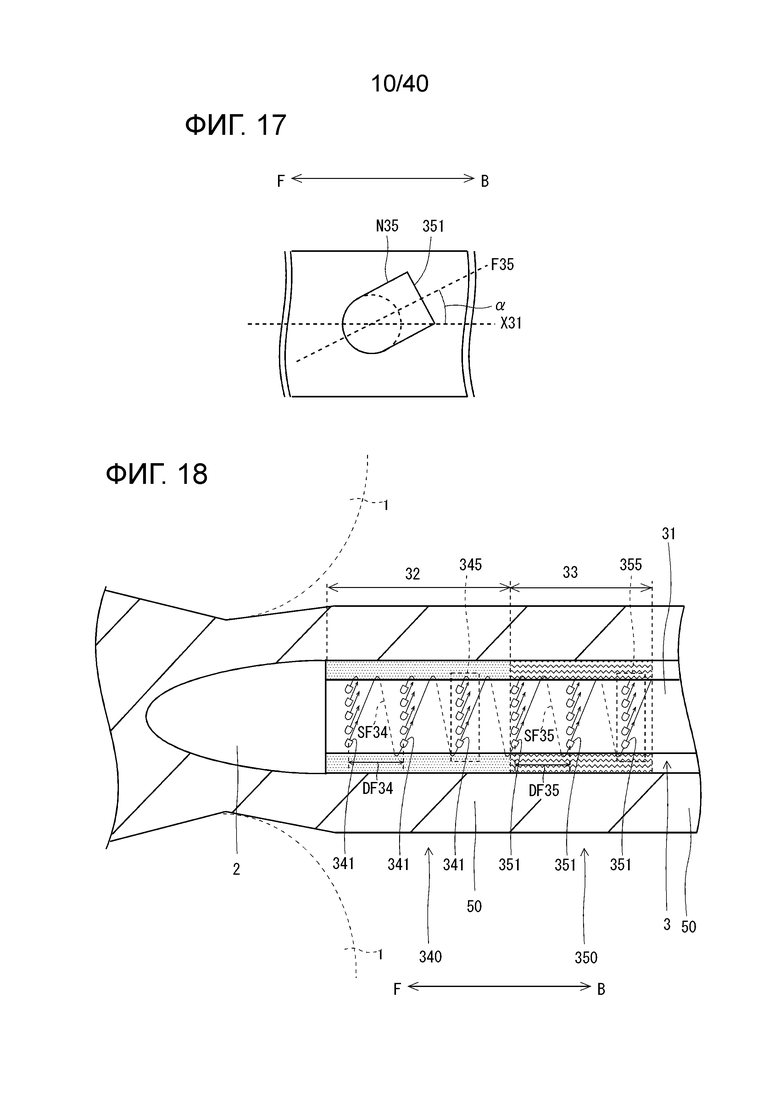
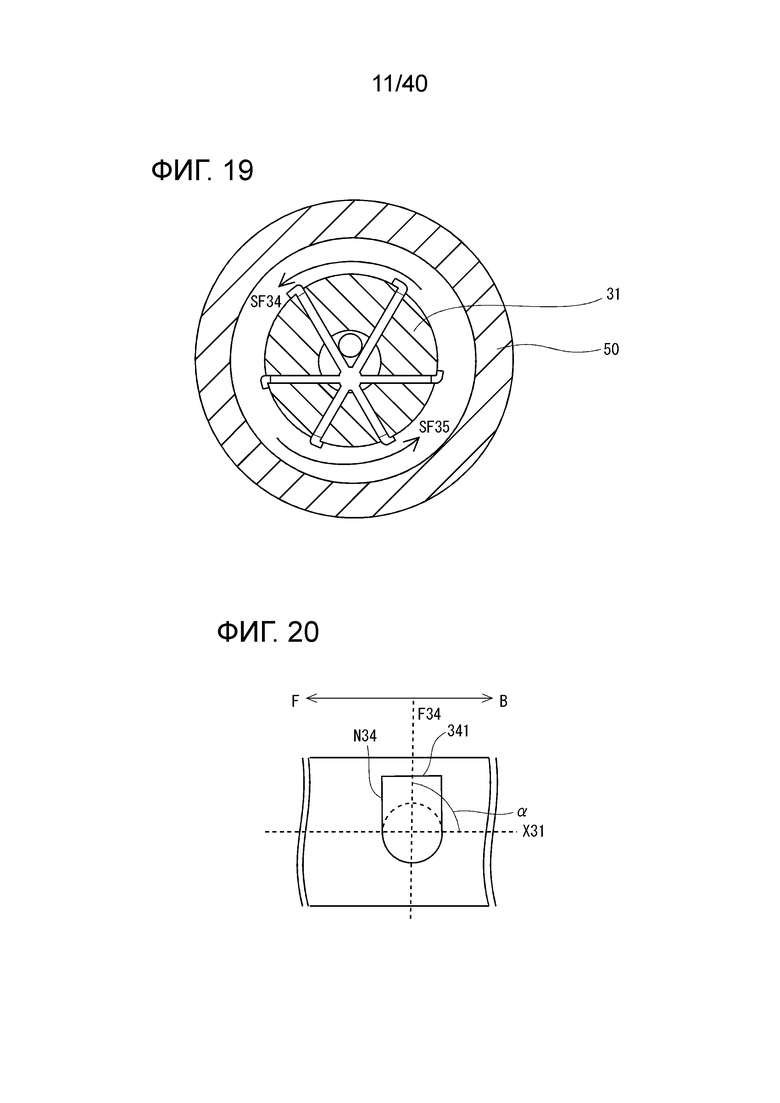
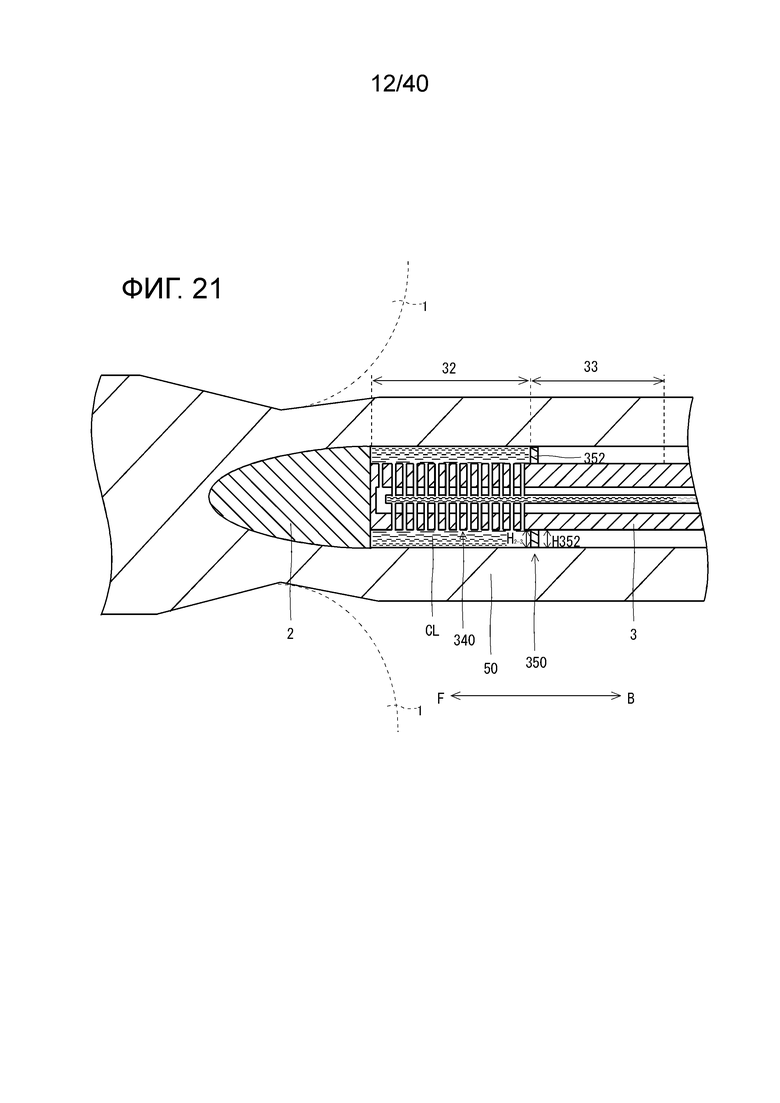






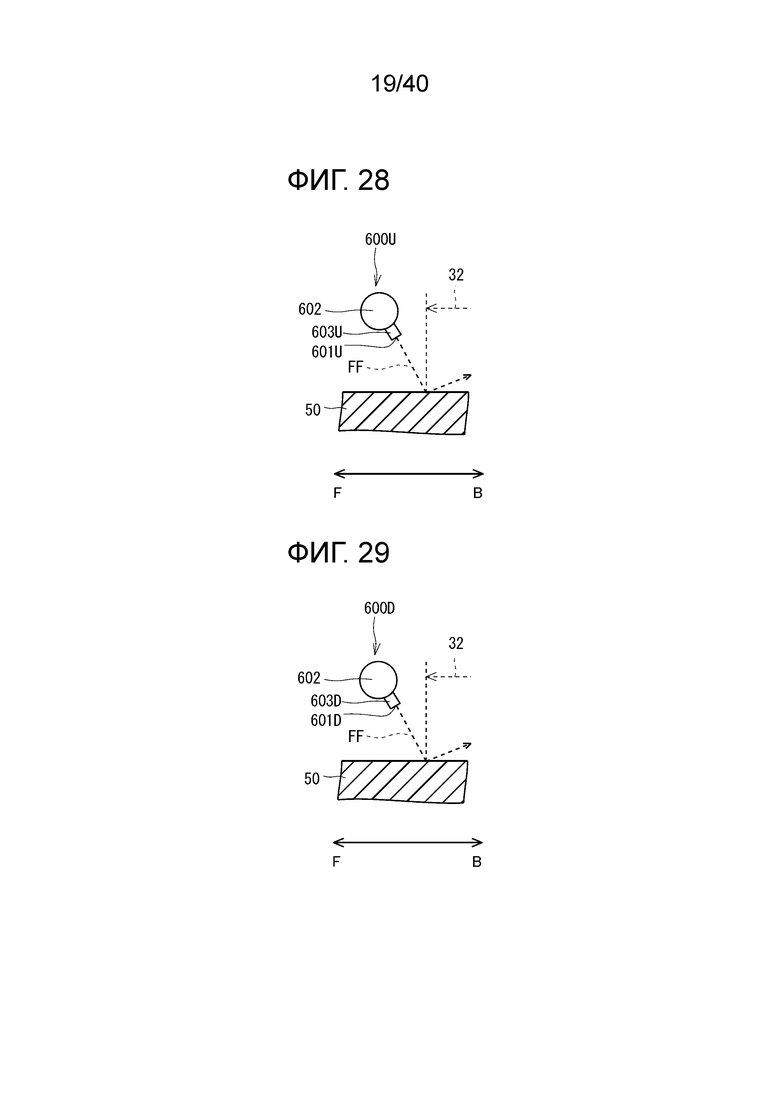
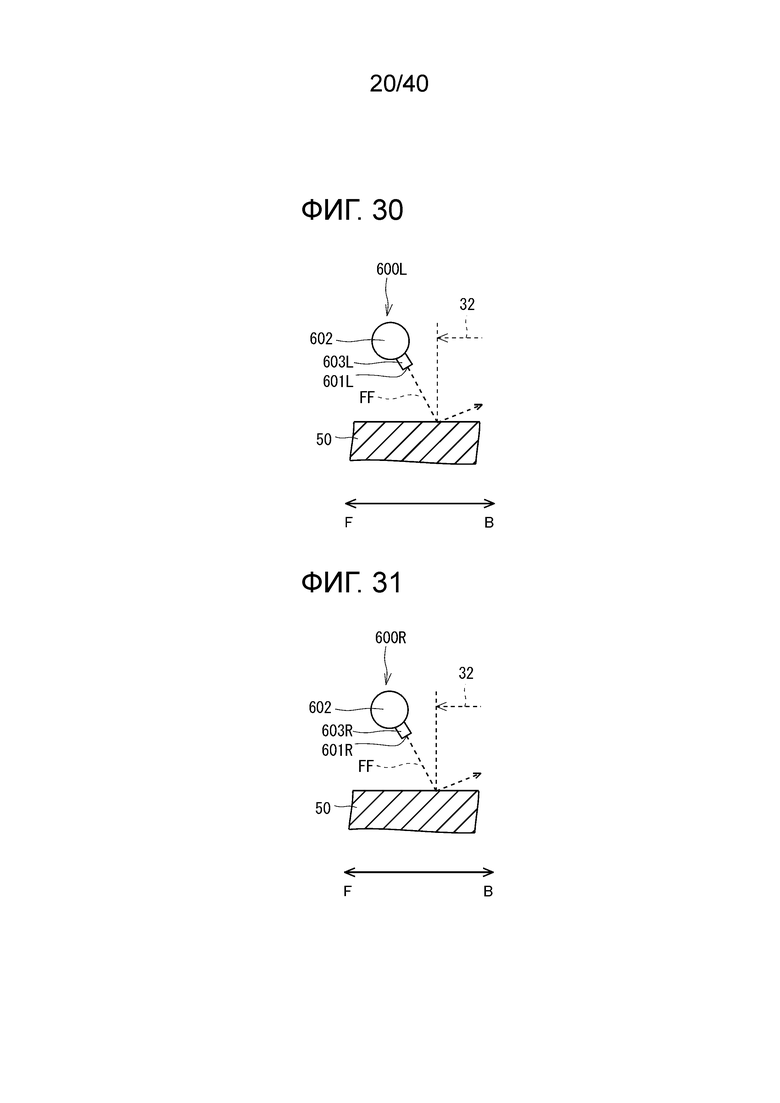


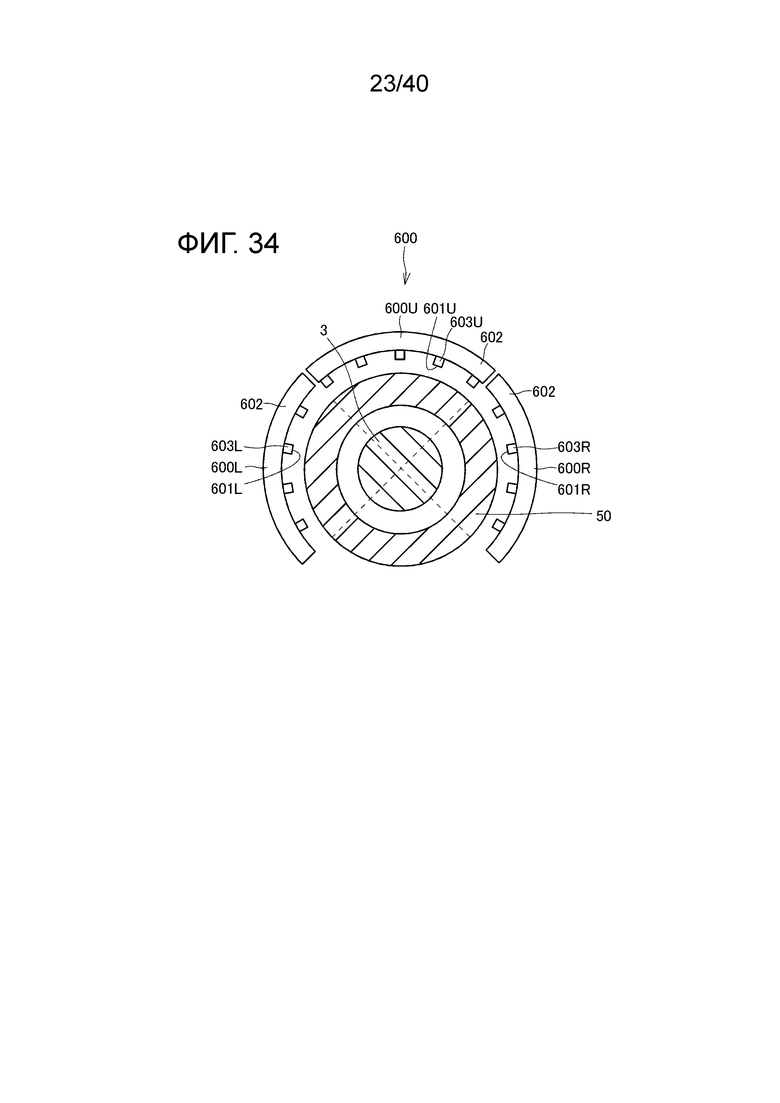
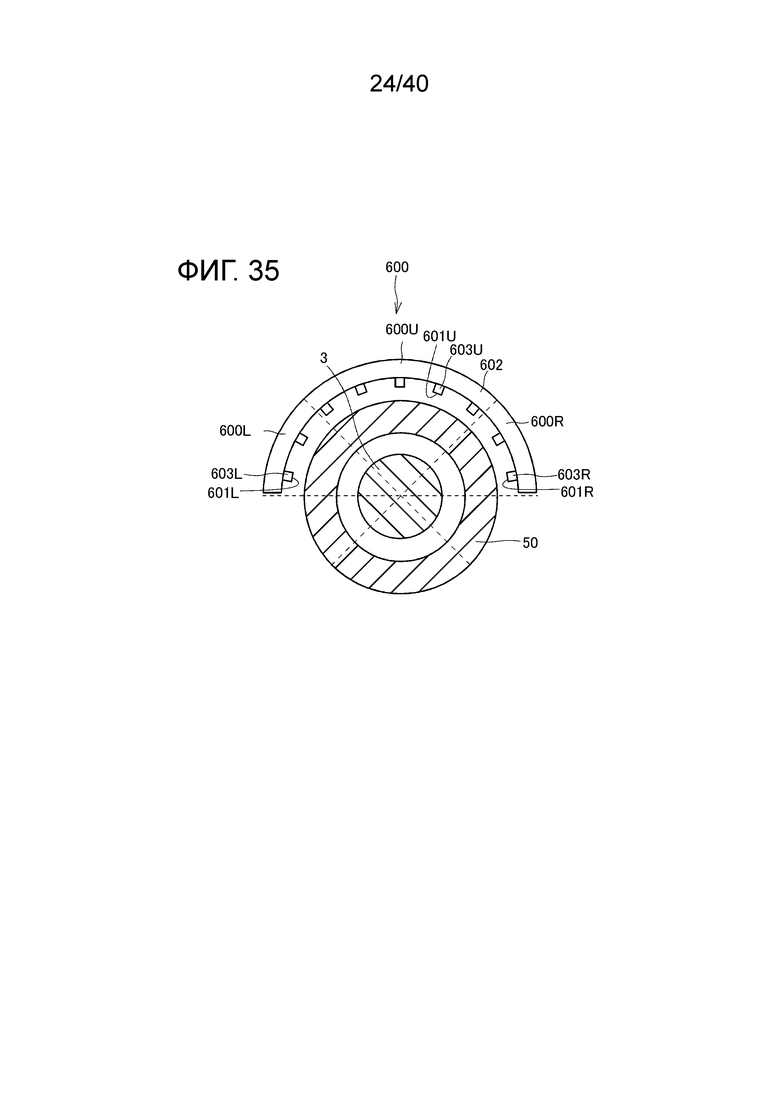
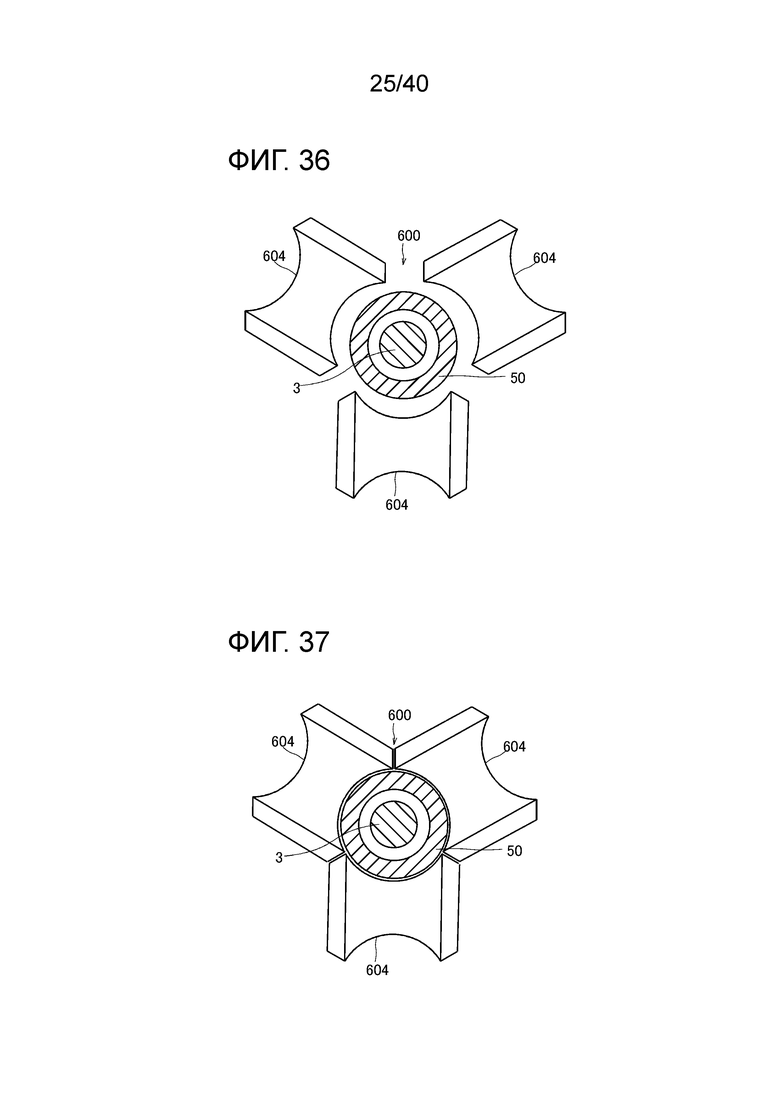







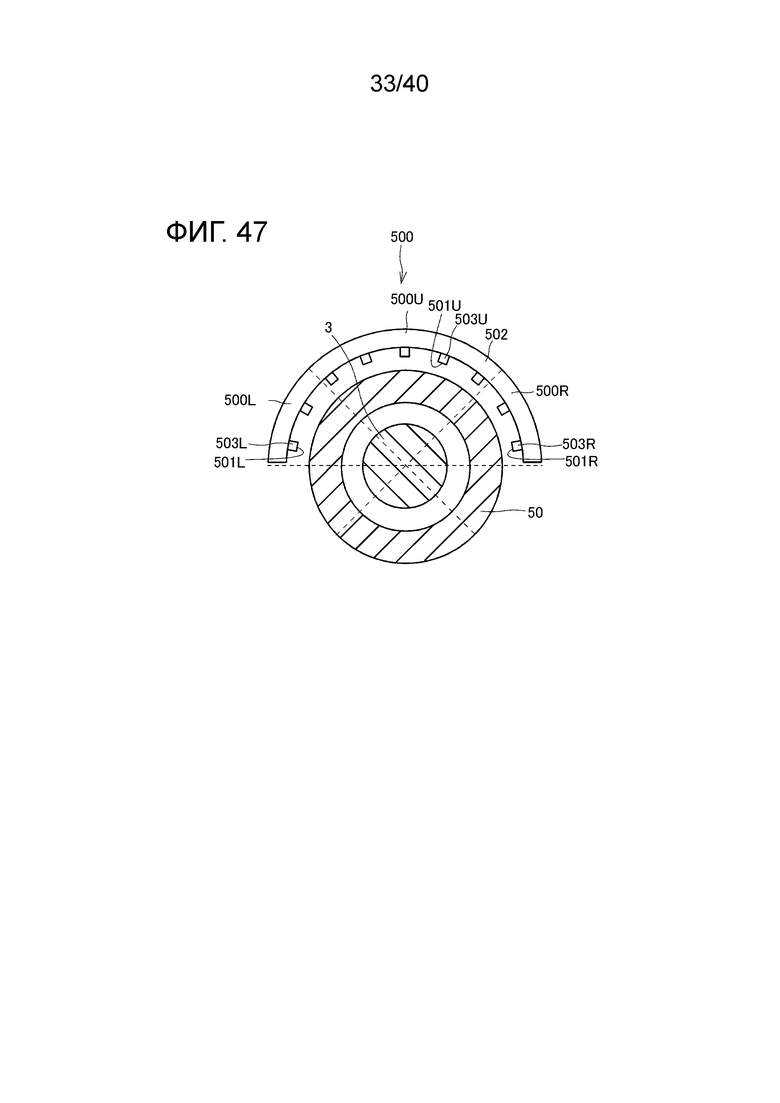
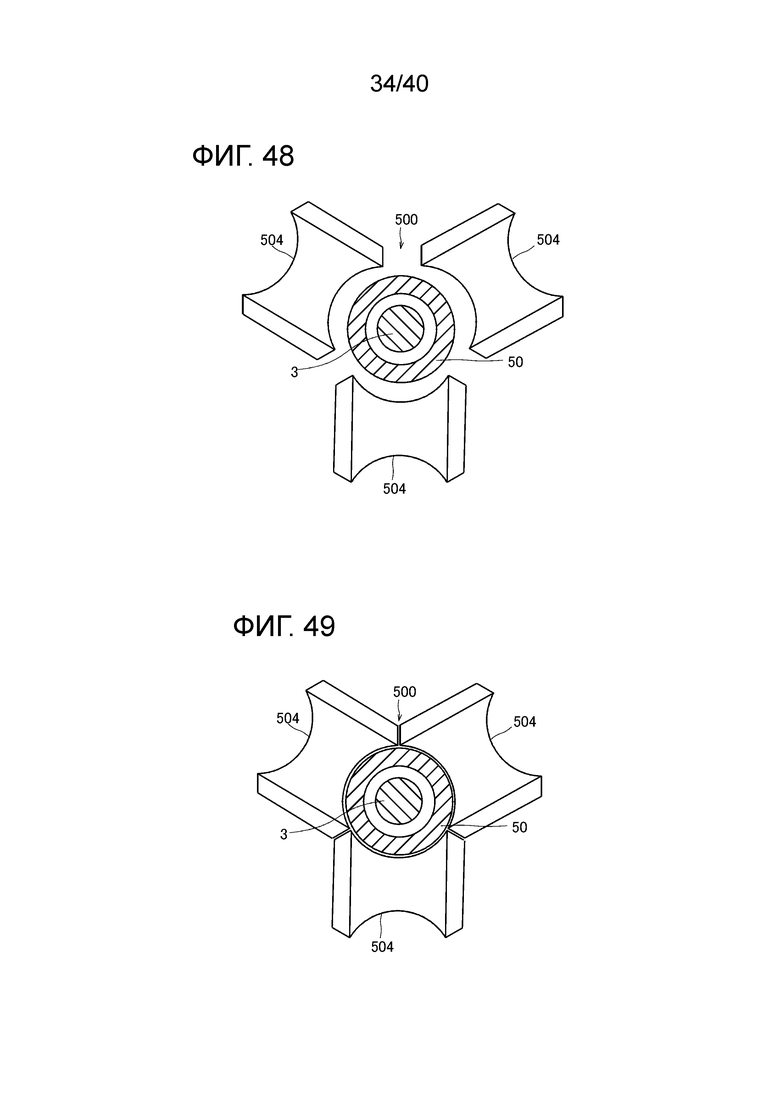
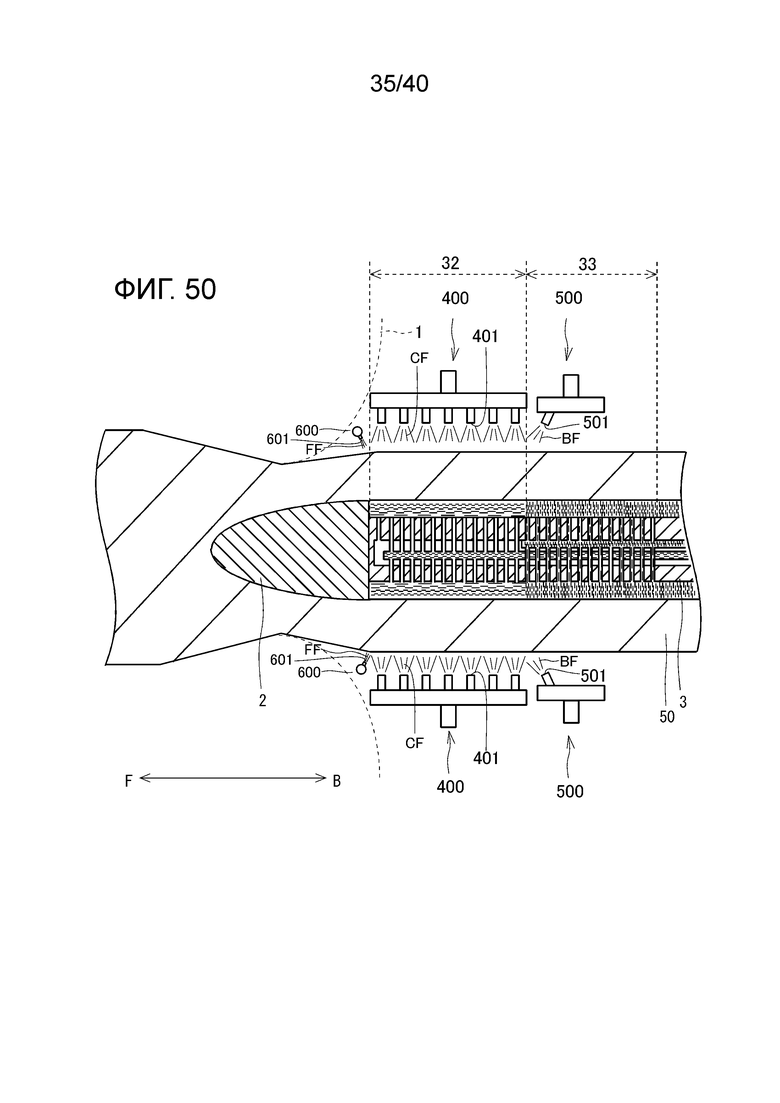


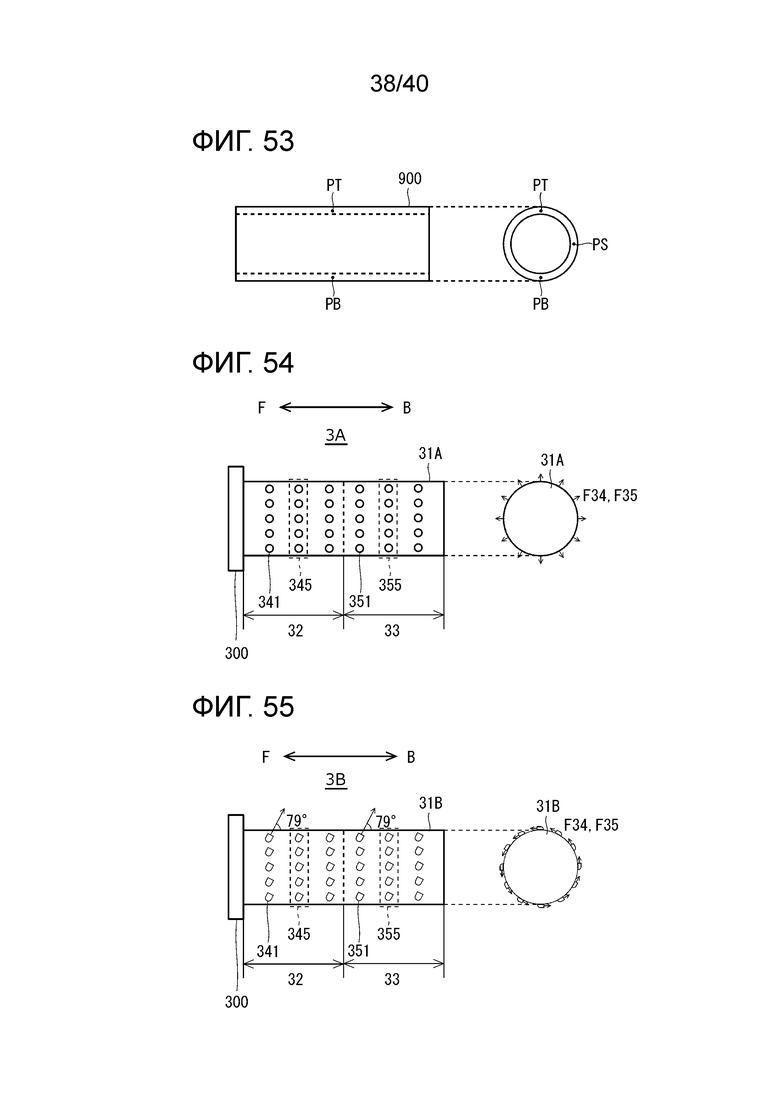


Изобретение относится к прошивной установке. Прошивная установка содержит множество косорасположенных валков, расположенных вокруг линии прокатки, оправку, расположенную на линии прокатки между множеством косорасположенных валков, и стержень оправки, проходящий назад от оправки вдоль линии прокатки от заднего конца оправки. Стержень оправки содержит тело стержня, канал для охладителя, образованный внутри тела стержня, механизм охлаждения внутренней поверхности, расположенный внутри зоны охлаждения в теле стержня, и механизм загораживания внутренней поверхности, расположенный рядом с зоной охлаждения с задней стороны зоны охлаждения. Зона охлаждения расположена рядом с передней концевой частью стержня оправки. Механизм охлаждения внутренней поверхности обеспечивает выпуск охладителя, подаваемого из канала для охладителя, под давлением наружу из тела стержня для охлаждения внутренней поверхности полой гильзы. Механизм загораживания внутренней поверхности обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения. В результате обеспечивается подавление возникновения вариаций температуры в продольном направлении полой гильзы. 3 н. и 26 з.п. ф-лы, 58 ил.
1. Прошивная установка, которая выполняет прокатку-прошивку или прокатку-раскатку материала для получения полой гильзы, содержащая:
множество косорасположенных валков, расположенных вокруг линии прокатки, вдоль которой проходит материал;
оправку, расположенную на линии прокатки между множеством косорасположенных валков; и
стержень оправки, проходящий назад от оправки вдоль линии прокатки от заднего конца оправки, при этом
стержень оправки включает в себя:
тело стержня;
канал для охладителя, образованный внутри тела стержня, при этом канал для охладителя обеспечивает возможность прохождения охладителя в нем;
механизм охлаждения внутренней поверхности, расположенный внутри зоны охлаждения в теле стержня, при этом зона охлаждения имеет заданную длину в аксиальном направлении стержня оправки и расположена рядом с передней концевой частью стержня оправки, при этом во время прокатки-прошивки или во время прокатки-раскатки механизм охлаждения внутренней поверхности обеспечивает выпуск охладителя, подаваемого из канала для охладителя, под давлением наружу из тела стержня для охлаждения внутренней поверхности полой гильзы, которая продвигается в пределах зоны охлаждения; и
механизм загораживания внутренней поверхности, расположенный рядом с зоной охлаждения с задней стороны зоны охлаждения, при этом во время прокатки-прошивки или во время прокатки-раскатки механизм загораживания внутренней поверхности обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
2. Прошивная установка по п. 1, в которой
механизм загораживания внутренней поверхности образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
3. Прошивная установка по п. 1, в которой
стержень оправки дополнительно включает в себя
канал для сжатого газа, который образован внутри тела стержня и по которому проходит сжатый газ,
при этом механизм загораживания внутренней поверхности во время прокатки-прошивки или во время прокатки-раскатки за счет выпуска сжатого газа, который подается из канала для сжатого газа наружу из тела стержня, обеспечивает подавление контакта охладителя, выпускаемого под давлением наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
4. Прошивная установка по п. 3, в которой
механизм загораживания внутренней поверхности образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, посредством сжатого газа, выпускаемого наружу из тела стержня, и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
5. Прошивная установка по п. 1, в которой
механизм загораживания внутренней поверхности включает в себя элемент для загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения и который проходит в направлении вдоль окружности тела стержня, и
высота элемента для загораживания внутренней поверхности меньше значения разности максимального радиуса оправки и радиуса тела стержня в месте, в котором расположен элемент для загораживания внутренней поверхности.
6. Прошивная установка по п. 5, в которой
механизм загораживания внутренней поверхности образует преграду для охладителя, выпускаемого под давлением наружу из тела стержня, посредством элемента для загораживания внутренней поверхности и обеспечивает скапливание охладителя между телом стержня и внутренней поверхностью полой гильзы в пределах зоны охлаждения.
7. Прошивная установка по п. 1, в которой
стержень оправки дополнительно включает в себя:
отводной канал, который образован в теле стержня и в котором течет охладитель, выпускаемый под давлением наружу из тела стержня; и
одно или более отводных отверстий, которые расположены в теле стержня в пределах зоны охлаждения, соединены с отводным каналом и обеспечивают возврат охладителя, выпускаемого под давлением наружу из тела стержня.
8. Прошивная установка по п. 1, в которой
механизм охлаждения внутренней поверхности включает в себя множество отверстий для выпуска охладителя под давлением, расположенных в пределах зоны охлаждения, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня и которые обеспечивают выпуск охладителя под давлением.
9. Прошивная установка по п. 8, в которой
в направлении продвижения полой гильзы множество отверстий для выпуска охладителя под давлением обращены в направлении вдоль окружности тела стержня, и
механизм охлаждения внутренней поверхности обеспечивает завихрение охладителя вокруг тела стержня в зоне охлаждения посредством выпуска охладителя под давлением в направлении вдоль окружности тела стержня из множества отверстий для выпуска охладителя под давлением.
10. Прошивная установка по п. 9, в которой
множество отверстий для выпуска охладителя под давлением обращены в направлении вдоль окружности тела стержня и назад по отношению к телу стержня, и
механизм охлаждения внутренней поверхности обеспечивает завихрение охладителя вокруг тела стержня в зоне охлаждения посредством выпуска охладителя под давлением в направлении вдоль окружности тела стержня и назад по отношению к телу стержня из множества отверстий для выпуска охладителя под давлением.
11. Прошивная установка по п. 3, в которой
механизм охлаждения внутренней поверхности включает в себя множество отверстий для выпуска охладителя под давлением, расположенных в пределах зоны охлаждения, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня и которые обеспечивают выпуск охладителя под давлением; и
механизм загораживания внутренней поверхности включает в себя множество отверстий для выпуска сжатого газа, которые расположены упорядоченно в направлении вдоль окружности тела стержня или в направлении вдоль окружности и аксиальном направлении тела стержня в зоне подавления контакта, расположенной рядом с зоной охлаждения с задней стороны зоны охлаждения, и которые обеспечивают выпуск сжатого газа.
12. Прошивная установка по п. 11, в которой
в направлении продвижения полой гильзы множество отверстий для выпуска сжатого газа обращены в направлении вдоль окружности тела стержня, и
механизм загораживания внутренней поверхности обеспечивает завихрение сжатого газа вокруг тела стержня в зоне подавления контакта посредством выпуска сжатого газа в направлении вдоль окружности тела стержня из отверстий для выпуска сжатого газа.
13. Прошивная установка по п. 12, в которой
множество отверстий для выпуска сжатого газа обращены в направлении вдоль окружности тела стержня и назад по отношению к телу стержня, и
механизм загораживания внутренней поверхности обеспечивает завихрение сжатого газа вокруг тела стержня в зоне подавления контакта посредством выпуска сжатого газа в направлении вдоль окружности тела стержня и назад по отношению к телу стержня из отверстий для выпуска сжатого газа.
14. Прошивная установка по п. 13, в которой
в направлении продвижения полой гильзы направление завихрения охладителя, выпускаемого под давлением из множества отверстий для выпуска охладителя под давлением, представляет собой направление по часовой стрелке или против часовой стрелки,
в направлении продвижения полой гильзы направление завихрения сжатого газа, выпускаемого из множества отверстий для выпуска сжатого газа, представляет собой направление по часовой стрелке или против часовой стрелки, и
механизм загораживания внутренней поверхности обеспечивает выпуск сжатого газа так, что направление завихрения сжатого газа становится таким же, как направление завихрения охладителя.
15. Прошивная установка по п. 12, в которой
механизм охлаждения внутренней поверхности включает в себя множество таких групп кольцеобразно расположенных отверстий для выпуска охладителя под давлением, которые расположены упорядоченно в аксиальном направлении тела стержня в теле стержня в зоне охлаждения,
группа кольцеобразно расположенных отверстий для выпуска охладителя под давлением включает в себя множество отверстий для выпуска охладителя под давлением, которые расположены упорядоченно в направлении вдоль окружности в одном и том же месте в аксиальном направлении тела стержня, и
в механизме охлаждения внутренней поверхности, когда расстояние в аксиальном направлении тела стержня, на которое перемещается вихревой поток охладителя до того, как будет завершен один оборот вокруг тела стержня, определено как расстояние, соответствующее одному периоду завихрения, расстояние в аксиальном направлении тела стержня между группами кольцеобразно расположенных отверстий для выпуска охладителя под давлением, соседними в аксиальном направлении, такое же, как расстояние, соответствующее одному периоду завихрения.
16. Прошивная установка по п. 1, дополнительно содержащая:
механизм охлаждения наружной поверхности, расположенный вокруг стержня оправки в месте, которое находится сзади от оправки,
при этом по отношению к наружной поверхности полой гильзы, которая продвигается через зону охлаждения, в направлении продвижения полой гильзы, механизм охлаждения наружной поверхности обеспечивает выпуск охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности для охлаждения полой гильзы внутри зоны охлаждения.
17. Прошивная установка по п. 16, в которой
механизм охлаждения наружной поверхности включает в себя:
верхний элемент для охлаждения наружной поверхности, расположенный над стержнем оправки, в направлении продвижения полой гильзы, при этом верхний элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к верхней части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности полой гильзы в зоне охлаждения;
нижний элемент для охлаждения наружной поверхности, расположенный под стержнем оправки, в направлении продвижения полой гильзы, при этом нижний элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к нижней части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к нижней части наружной поверхности полой гильзы в зоне охлаждения;
левый элемент для охлаждения наружной поверхности, расположенный слева от стержня оправки, в направлении продвижения полой гильзы, при этом левый элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к левой части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к левой части наружной поверхности полой гильзы в зоне охлаждения; и
правый элемент для охлаждения наружной поверхности, расположенный справа от стержня оправки, в направлении продвижения полой гильзы, при этом правый элемент для охлаждения наружной поверхности включает в себя множество отверстий для выпуска охлаждающей текучей среды под давлением к правой части, которые обеспечивают выпуск охлаждающей текучей среды под давлением по направлению к правой части наружной поверхности полой гильзы в зоне охлаждения.
18. Прошивная установка по п. 16, дополнительно содержащая
передний преграждающий механизм, который расположен вокруг стержня оправки в месте, которое находится сзади от оправки и находится спереди от механизма охлаждения наружной поверхности, при этом
передний преграждающий механизм содержит механизм, который тогда, когда механизм охлаждения наружной поверхности обеспечивает охлаждение полой гильзы в зоне охлаждения посредством выпуска охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
19. Прошивная установка по п. 18, в которой
передний преграждающий механизм включает в себя:
передний преграждающий верхний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части, который расположен над стержнем оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения;
передний преграждающий левый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части, который расположен слева от стержня оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к левой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения; и
передний преграждающий правый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части, который расположен справа от стержня оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к правой части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
20. Прошивная установка по п. 19, в которой:
передний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к верхней части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к верхней части;
передний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к левой части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к левой части; и
передний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к правой части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к правой части.
21. Прошивная установка по п. 19, в которой
передний преграждающий механизм дополнительно включает в себя:
передний преграждающий нижний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части, который расположен под стержнем оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи входной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы до того, как полая гильза войдет в зону охлаждения.
22. Прошивная установка по п. 21, в которой
передний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения спереди, под давлением по диагонали назад по направлению к нижней части наружной поверхности полой гильзы, которая расположена вблизи входной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения спереди, под давлением к нижней части.
23. Прошивная установка по п. 16, дополнительно содержащая
задний преграждающий механизм, который расположен вокруг стержня оправки в месте, которое находится сзади от механизма охлаждения наружной поверхности, при этом
задний преграждающий механизм содержит механизм, который тогда, когда механизм охлаждения наружной поверхности обеспечивает охлаждение полой гильзы посредством выпуска охлаждающей текучей среды под давлением по направлению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы, образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности, нижней части наружной поверхности, левой части наружной поверхности и правой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
24. Прошивная установка по п. 23, в которой
задний преграждающий механизм включает в себя:
задний преграждающий верхний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части, который расположен над стержнем оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к верхней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к верхней части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения;
задний преграждающий левый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части, который расположен слева от стержня оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к левой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к левой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения; и
задний преграждающий правый элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части, который расположен справа от стержня оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к правой части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к правой части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
25. Прошивная установка по п. 24, в которой:
задний преграждающий верхний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к верхней части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к верхней части;
задний преграждающий левый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к левой части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к левой части; и
задний преграждающий правый элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к правой части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к правой части.
26. Прошивная установка по п. 24, в которой
задний преграждающий механизм дополнительно включает в себя
задний преграждающий нижний элемент, включающий в себя множество отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части, который расположен под стержнем оправки, в направлении продвижения полой гильзы, и который обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по направлению к нижней части наружной поверхности полой гильзы, расположенной вблизи выходной стороны зоны охлаждения, и образует преграду для охлаждающей текучей среды, препятствующую ее прохождению к нижней части наружной поверхности полой гильзы после выхода полой гильзы из зоны охлаждения.
27. Прошивная установка по п. 26, в которой
задний преграждающий нижний элемент обеспечивает выпуск текучей среды, предназначенной для преграждения сзади, под давлением по диагонали вперед по направлению к нижней части наружной поверхности полой гильзы, которая расположена вблизи выходной стороны зоны охлаждения, из множества отверстий для выпуска текучей среды, предназначенной для преграждения сзади, под давлением к нижней части.
28. Стержень оправки для прошивной установки, выполненной по любому из пп. 1-27.
29. Способ изготовления бесшовной металлической трубы при использовании прошивной установки, выполненной по любому из пп. 1-27, включающий:
процесс прокатки, в котором материал подвергают прокатке-прошивке или прокатке-раскатке при использовании прошивной установки для получения полой гильзы, и
выполняемый во время процесса прокатки процесс, в котором охладитель выпускают наружу из тела стержня посредством механизма охлаждения внутренней поверхности для охлаждения внутренней поверхности полой гильзы в зоне охлаждения и посредством механизма загораживания внутренней поверхности, который расположен рядом с зоной охлаждения с задней стороны зоны охлаждения, подавляют контакт охладителя, выпускаемого наружу из тела стержня, с внутренней поверхностью полой гильзы после выхода полой гильзы из зоны охлаждения.
| JP 2017013102 A, 19.01.2017 | |||
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| JPS 5939407 A, 03.03.1984. | |||

