Область техники, к которой относится изобретение
Настоящее изобретение относится к стальному материалу для магистральных труб, способу получения стального материала для магистральных труб и способу изготовления магистральной трубы. Настоящее изобретение относится к стальному материалу для магистральных труб, который является подходящим в качестве материала для магистральных труб, используемых для транспортировки нефти и природного газа, и особенно подходит в качестве материала для подводных трубопроводов, которые должны обладать высоким показателем сопротивления смятию; относится к способу получения такого стального материала для магистральных труб и способу изготовления магистральной трубы. Термин «прочность при сжатии», употребляемый в настоящем документе, относится к 0,5% запасу прочности при сжатии и называется также «пределом прочности при сжатии», если не указано иного.
Предшествующий уровень техники
С увеличением потребности в энергии активировалась разработка трубопроводов для нефти и природного газа. С целью преодоления ситуации, когда газовые или нефтяные месторождения расположены в отдалённых местах, или для эксплуатационной гибкости транспортных маршрутов были разработаны различные трубопроводы, которые тянутся через море. Магистральные трубы, используемые в составе подводных трубопроводов, имеют более значительную толщину стенок, чем береговые трубопроводы, с целью предотвращения разрушения под действием давления воды. Кроме того, магистральным трубам, используемым в составе подводных трубопроводов, необходимо обладать высокой степенью круглости. В дополнение к этому, в отношении характеристик магистральных труб, можно отметить, что магистральные трубы должны иметь высокий предел текучести с целью противодействия напряжению сжатия, вызываемому внешним давлением по окружности труб.
Поскольку заключительная стадия UOE способа изготовления стальных труб включает в себя процесс раздачи трубы, трубы сжимаются, после того как подвергаются растягивающей деформации по окружности труб. Следовательно, предел текучести может понижаться вследствие эффекта Баушингера.
Были проведены различные исследования по улучшению показателя сопротивления смятию стальных труб UOE. В документе PTL 1 раскрыт способ, в котором стальную трубу нагревают за счёт выделения джоулева тепла и раздают, а затем поддерживают данную температуру в течение определённого периода времени или дольше.
В качестве способа, в котором нагревание осуществляют после раздачи трубы с целью возмещения снижения предела текучести, вызванного эффектом Баушингера, описанным выше, в документе PTL 2 предложен способ, в котором внешнюю поверхность стальной трубы нагревают до температуры выше температуры внутренней поверхности с целью компенсации влияния, обусловленного эффектом Баушингера, вызываемым на внешней поверхности боковой части стальной трубы, подвергнутой деформации при растяжении, и для сохранения деформационного упрочнения внутренней поверхности боковой части вследствие сжатия. В документе PTL 3 предложен способ, в котором в процессе изготовления стальной пластины с использованием стали, содержащей Nb и Ti, осуществляют ускоренное охлаждение от температуры Ar3 точки превращения или выше до температуры 300°C или ниже после горячей прокатки, а нагревание осуществляют после формирования стальной трубы при помощи технологии UOE.
С другой стороны, в качестве способа, в котором предел прочности стальной трубы при сжатии повышают путём регулирования условий, в которых формируют стальную трубу, вместо выполнения нагревания после расширения трубы, в документе PTL 4 раскрыт способ, в котором степень сжатия, при которой осуществляют сжатие во время формирования стальной трубы с использованием пресса для придания заготовке О-образной формы, устанавливают такой, чтобы она была выше степени раздачи, при которой выполняют раздачу трубы на следующей стадии.
В документе PTL 5 раскрыт способ, в котором диаметр стальной трубы, которая проходит через зону сварки, которая имеет низкую прочность на сжатие, и положение, которое образует угол 180° по отношению к зоне сварки, устанавливают так, чтобы достигался максимальный диаметр стальной трубы с целью повышения показателя сопротивления смятию стальной трубы.
В документе PTL 6 предложена стальная пластина, способная ограничивать снижение напряжения текучести вследствие эффекта Баушингера, которую получают путём осуществления повторного нагревания после ускоренного охлаждения для уменьшения доли второй твёрдой фазы в приповерхностной части стальной пластины.
В документе PTL 7 предложен способ получения высокопрочной стальной пластины для магистральных труб, предназначенных для обслуживания кислого газа, имеющих толщину 30 мм или больше, в котором приповерхностную часть стальной пластины нагревают в условиях процесса повторного нагревания, выполняемого после ускоренного охлаждения, при одновременном подавлении роста температуры центра стальной пластины.
Список цитируемой литературы
Патентная литература
PTL 1: Публикация не прошедшей экспертизу заявки на японский патент № 9-49025
PTL 2: Публикация не прошедшей экспертизу заявки на японский патент № 2003-342639
PTL 3: Публикация не прошедшей экспертизу заявки на японский патент № 2004-35925
PTL 4: Публикация не прошедшей экспертизу заявки на японский патент № 2002-102931
PTL 5: Публикация не прошедшей экспертизу заявки на японский патент № 2003-340519
PTL 6: Публикация не прошедшей экспертизу заявки на японский патент № 2008-56962
PTL 7: Публикация не прошедшей экспертизу заявки на японский патент № 2009-52137
Сущность изобретения
Техническая проблема
Согласно способу, описанному в документе PTL 1, дислокация, привносимая за счёт раздачи трубы, устраняется или рассеивается, а, следовательно, повышается предел прочности при сжатии. Однако указанный способ требует, чтобы нагревание за счёт выделения джоулева тепла продолжалось в течение пяти минут или больше после расширения трубы, а, следовательно, характеризуется низкой производительностью.
В способе, описанном в документе PTL 2, необходимо отдельно регулировать температуры нагрева внешней и внутренней поверхностей стальной трубы, а также длительность периодов времени, в течение которых нагревают внешнюю и внутреннюю поверхности стальной трубы. Это затруднено в рамках действующего производства. Довольно трудно управлять качеством стальных труб в массовом производственном процессе. Способ, описанный в документе PTL 3, требует, чтобы температура остановки ускоренного охлаждения при получении стальной пластины имела низкое значение, равное 300°C или ниже. Это может увеличивать перекос стальной пластины и ухудшает круглость стальной трубы, полученной по технологии UOE. Кроме того, поскольку ускоренное охлаждение осуществляют от температуры точки Ar3 или выше, необходимо выполнять прокатку при относительно высокой температуре. В результате это может приводить к ухудшению вязкости.
Согласно способу, описанному в документе PTL 4, предварительная деформация растяжения практически не возникает по окружности трубы. Соответственно, не порождается эффект Баушингера и может достигаться высокий предел прочности при сжатии. Однако низкая степень раздачи затрудняет поддержание круглости стальной трубы и может ухудшать показатель сопротивления смятию стальной трубы.
Участок трубопровода, который подвергается смятию обычно при строительстве трубопровода, является участком (участком изгиба), на который воздействует деформация изгиба, когда труба достигает морского дна. При строительстве трубопровода на трубе осуществляют сварку кольцевым швом и укладывают трубы на морском дне безотносительно к положениям зон сварки стальных труб. Следовательно, даже если стальные трубы производят путём формирования труб и сваривания их таким образом, чтобы сечение каждой из стальных труб имело максимальный диаметр в зоне сварного шва, как описано в документе PTL 5, невозможно определять положения зон сварного шва при реальном строительстве трубопровода. Таким образом, технология согласно документу PTL 5 фактически не дает никаких полезных эффектов.
Стальную пластину, описанную в документе PTL 6, необходимо нагревать при повторном нагревании до тех пор, пока не нагреется центр стальной пластины. Это может приводить к ухудшению характеристики DWTT (испытание на разрыв падающим грузом). С учётом вышесказанного, трудно использовать указанную стальную пластину для получения глубоководных толстостенных магистральных труб. В дополнение к этому, стальная пластина имеет потенциал для улучшения в рамках увеличения толщины стальной пластины.
Согласно способу, описанному в документе PTL 7, доля второй твёрдой фазы в приповерхностной части стальной пластины может уменьшаться при одновременном ограничении ухудшения характеристики DWTT (испытание на разрыв падающим грузом). Это может снижать твёрдость приповерхностной части и обусловливать несовместимости характеристик материала стальной пластины. Кроме того, уменьшение доли второй твёрдой фазы может ослаблять эффект Баушингера. Однако трудно согласованным образом достигать класса прочности X70 или выше при одновременном сохранении характеристики DWTT при помощи технологии, описанной в документе PTL 7.
Настоящее изобретение выполнено с учётом вышеописанных обстоятельств. Цель настоящего изобретения заключается в получении стального материала для магистральных труб, имеющего большую толщину стенки, равную 30 мм или больше, высокую прочность, требуемую для применения стального материала в подводных трубопроводах, превосходную низкотемпературную вязкость и характеристику DWTT; разработке способа получения стального материала для магистральных труб и способа изготовления магистральной трубы.
Решение проблемы
Авторы настоящего изобретения проводили обширные исследования с целью ограничения снижения предела прочности при сжатии вследствие эффекта Баушингера, а также сохранения прочности и вязкости и в результате обнаружили следующие факты.
(a) Снижение предела прочности при сжатии вследствие эффекта Баушингера обусловлено остаточным напряжением, порождаемым в результате накопления дислокаций на границах раздела между различными фазами и второй твёрдой фазой. Для предотвращения этого эффективным является, прежде всего, формирование однородной микроструктуры с целью уменьшения границ раздела между мягкими и твёрдыми фазами, на которых объединяются дислокации. Соответственно, формирование микроструктуры металла, состоящей главным образом из бейнита, в которой подавлено образование мягкого полигонального феррита и твёрдого компонента мартенсита-аустенита, может ограничивать снижение предела прочности при сжатии вследствие эффекта Баушингера.
(b) Трудно полностью задержать образование компонента мартенсит-аустенит (далее в настоящем документе может называться просто «MA») в высокопрочной стали, получаемой при ускоренном охлаждении, и, в частности, толстостенных стальных пластинах, используемых для изготовления подводных трубопроводов, поскольку такая высокопрочная сталь и толстостенные стальные пластины имеют высокую прокаливаемость в результате наличия в их составе больших количеств легирующих элементов для достижения заданной прочности. Однако снижение предела прочности при сжатии вследствие эффекта Баушингера можно ограничивать, когда MA разлагается до цементита, например, при осуществлении повторного нагревания после ускоренного охлаждения. Хотя осуществление повторного нагревания после ускоренного охлаждения может снижать прочность, требуемая прочность может достигаться путём контролирования температуры повторного нагревания, попадающей в пределы заданного температурного диапазона. Повторное нагревание обеспечивает возможность достижения высокого предела прочности при сжатии по отношению к пределу прочности на разрыв. Кроме того, можно уменьшать твёрдость поверхностного слоя. Таким образом, можно стабильно получать стальную трубу, имеющую подходящую круглость.
(c) Для улучшения низкотемпературной вязкости эффективно уменьшать размер микроструктур путём понижения температуры прокатки, при которой осуществляют горячую прокатку стальной пластины. Однако, если температура прокатки является слишком низкой, может образовываться полигональный феррит, и после ускоренного охлаждения может формироваться смешанная микроструктура, включающая бейнит и полигональный феррит. Это усиливает эффект Баушингера. С другой стороны, регулирование состава стали способствует уменьшению формирования полигонального феррита, образующегося после прокатки при низкой температуре. Это обеспечивает возможность достижения и подходящей низкотемпературной вязкости, и подходящего предела прочности при сжатии. В дополнение к этому, контролирование снижения температуры прокатки в ходе горячей прокатки создаёт возможность для включения ряда полос деформации, которые выполняют функцию ядер для превращения, и возможность утончения микроструктур. Это позволяет даже толстостенной стальной пластине толщиной 30 мм или более иметь высокую низкотемпературную вязкость.
Настоящее изобретение выполнено на основе полученных сведений, указанных выше, и дополнительных исследований. Сущность настоящего изобретения состоит в следующем.
[1] Способ получения стального материала для магистральных труб, который имеет предел прочности на разрыв 570 МПа или выше, предел прочности при сжатии 440 МПа или выше и толщину 30 мм или больше, включающий в себя следующее:
нагревают сталь, имеющую состав, содержащий, по массе:
C: от 0,030% до 0,10%,
Si: от 0,01% до 0,30%,
Mn: от 1,0% до 2,0%,
Nb: от 0,005% до 0,050%,
Ti: от 0,005% до 0,025% и
Al: 0,08% или меньше,
причём данный состав дополнительно включает один или несколько элементов, выбранных из следующих, по массе:
Cu: 0,5% или меньше,
Ni: 1,0% или меньше,
Cr: 1,0% или меньше,
Mo: 0,5% или меньше и
V: 0,1% или меньше,
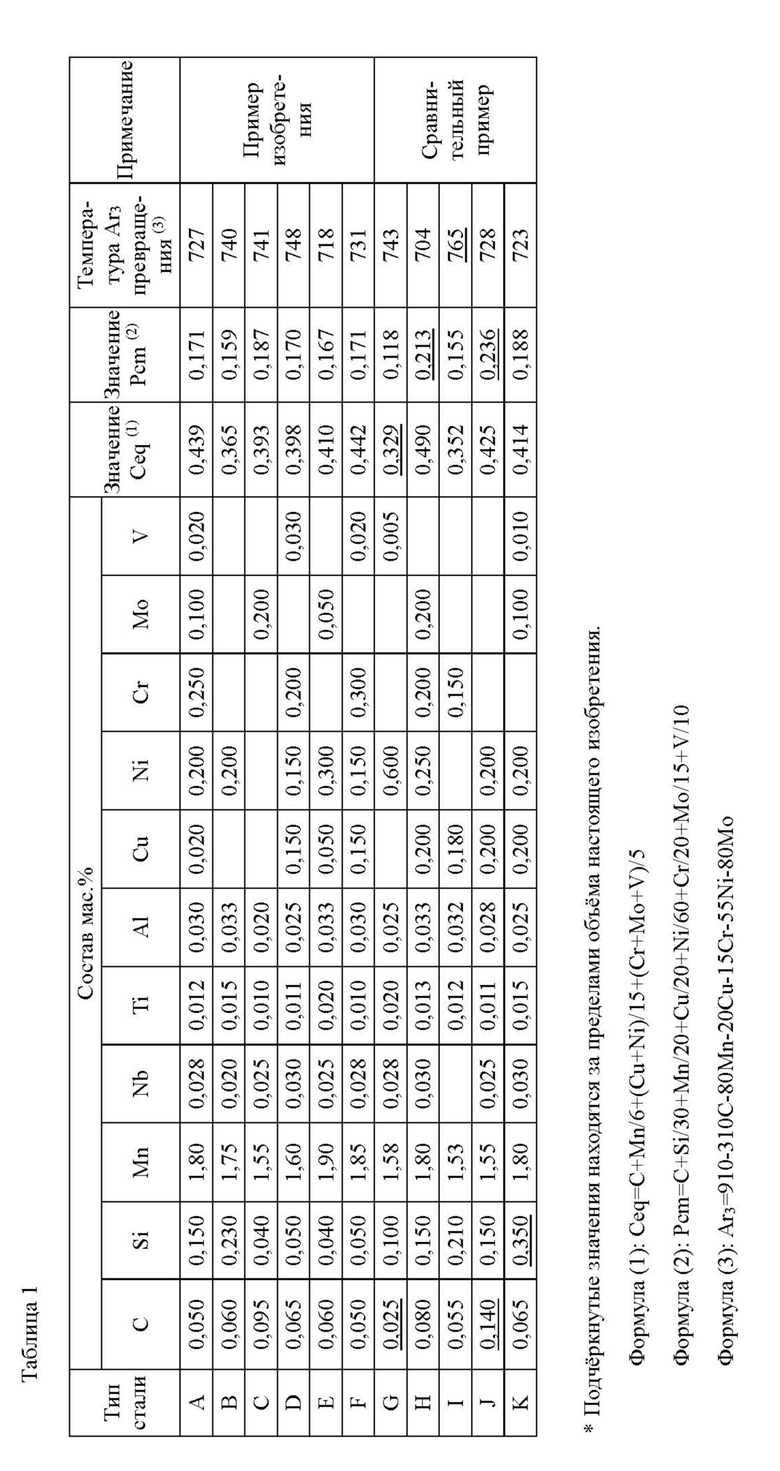
при этом величина Ceq, представленная формулой (1), равна 0,350 или больше, величина Pcm, представленная формулой (2), равна 0,20 или меньше, а температура Ar3 превращения, представленная формулой (3), равна 750°C или ниже, причём остальное представляет собой Fe и неизбежные примеси,
до температуры в диапазоне от 1000°C до 1200°C; осуществляют горячую прокатку таким образом, чтобы общая степень обжатия при прокатке вне диапазона температуры рекристаллизации составляла 60% или больше; так, чтобы общая степень обжатия при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже составляла 50% или больше, и так, чтобы конечная температура прокатки была равна температуре Ar3 превращения или выше и 790°C или ниже, при этом конечная температура прокатки является средней температурой стальной пластины; после этого осуществляют ускоренное охлаждение от температуры Ar3 превращения или выше до температуры остановки охлаждения, составляющей от 200°C до 450°C, со скоростью охлаждения 10 °C/с или больше, при этом температура остановки охлаждения является средней температурой стальной пластины; а затем осуществляют повторное нагревание таким образом, чтобы температура поверхности стальной пластины составляла от 350°C до 550°C, и так, чтобы температура центра стальной пластины составляла ниже 550°C,
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 ··· (1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 ··· (2)
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo ··· (3)
при этом в формулах (1) - (3) символ каждого элемента представляет содержание (мас. %) элемента, и оно является нулевым, если состав не содержит данного элемента.
[2] Способ получения магистральной трубы, имеющей предел прочности на разрыв 570 МПа или выше, предел прочности на сжатие 440 МПа или выше и толщину 30 мм или больше, включающий в себя следующее: выполняют холодное формование стального материала для магистральных труб, полученного способом по п. [1], в профиль, подобный стальной трубе; соединяют стыкуемые кромки друг с другом при помощи сварного шва; и затем осуществляют раздачу трубы со степенью раздачи 1,2% или меньше для получения стальной трубы.
[3] Стальной материал для магистральных труб, имеющий предел прочности на разрыв 570 МПа или выше, предел прочности при сжатии 440 МПа или выше и толщину 30 мм или больше, при этом стальной материал имеет состав, содержащий, по массе:
C: от 0,030% до 0,10%,
Si: от 0,01% до 0,30%,
Mn: от 1,0% до 2,0%,
Nb: от 0,005% до 0,050%,
Ti: от 0,005% до 0,025% и
Al: 0,08% или меньше,
причём данный состав дополнительно включает один или несколько элементов, выбранных из следующих, по массе:
Cu: 0,5% или меньше,
Ni: 1,0% или меньше,
Cr: 1,0% или меньше,
Mo: 0,5% или меньше и
V: 0,1% или меньше,
при этом величина Ceq, представленная формулой (1), равна 0,350 или больше, величина Pcm, представленная формулой (2), равна 0,20 или меньше, и температура Ar3 превращения, представленная формулой (3), равна 750°C или ниже, причём остальное представляет собой Fe и неизбежные примеси,
стальной материал дополнительно включает микроструктуру металла, состоящую в основном из бейнита, в которой доля площади полигонального феррита в положении, находящемся на уровне 1/4 толщины пластины составляет 10% или меньше, доля площади компонента мартенсит-аустенит в положении, находящемся на уровне 1/4 толщины пластины составляет 5% или меньше, а средний размер зерна бейнита в положении, находящемся на уровне1/2 толщины пластины составляет 10 мкм или меньше,
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 ··· (1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 ··· (2)
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo ··· (3)
при этом в формулах (1) - (3) символ каждого элемента представляет содержание (мас. %) элемента, и оно является нулевым, если состав не содержит данного элемента.
[4] Стальной материал для магистральных труб по п. [3], в котором отношение предела прочности при сжатии к пределу прочности на разрыв составляет 0,748 или больше и в котором твёрдость, измеренная в положении, находящемся на 1,5 мм от внутренней поверхности стальной трубы, составляет 260 HV или меньше.
[5] Способ получения магистральной трубы, имеющей предел прочности на разрыв 570 МПа или выше, предел прочности при сжатии 440 МПа или выше и толщину 30 мм или больше, включающий в себя следующее: выполняют холодное формование стального материала для магистральных труб по п. [3] или [4] в профиль, подобный стальной трубе; соединяют стыкуемые кромки друг с другом при помощи сварного шва; а затем осуществляют раздачу трубы со степенью раздачи 1,2% или меньше для получения стальной трубы.
Полезные эффекты изобретения
Согласно настоящему изобретению, можно получать стальной материал для магистральных труб, который обладает высокой прочностью, превосходной низкотемпературной вязкостью и превосходным сопротивлением DWTT. Настоящее изобретение можно использовать соответствующим образом применительно к подводным трубопроводам.
Согласно настоящему изобретению, можно получать толстостенную магистральную трубу, имеющую превосходную низкотемпературную вязкость и высокий предел прочности при сжатии, без использования специальных условий для формирования стальных труб или выполнения термообработки после изготовления трубы.
Описание вариантов осуществления
Один из вариантов осуществления настоящего изобретения описан ниже. При ссылке на содержание составляющих элементов символ «%» относится к «мас.%», если не указано иного.
1. Химический состав
C: от 0,030% до 0,10%
C представляет собой элемент, наиболее эффективный для повышения прочности стальной пластины, полученной при ускоренном охлаждении. Однако, если содержание C составляет меньше 0,030%, не может сохраняться достаточно высокая прочность. С другой стороны, если содержание C больше 0,10%, может ухудшаться вязкость. В дополнение к этому, может ускоряться образование MA. В результате это приводит к снижению предела прочности при сжатии. Соответственно, содержание C ограничивается значениями от 0,030% до 0,10%. Предпочтительный нижний предел содержания C составляет 0,040%, а предпочтительный верхний предел составляет 0,098%.
Si: от 0,01% до 0,30%
Si включается в состав с целью раскисления. Однако, если содержание Si меньше 0,01%, эффект раскисления не может достигаться в достаточной степени. С другой стороны, если содержание Si больше 0,30%, может ухудшаться вязкость. В дополнение к этому, может ускоряться образование MA. Это приводит в результате к уменьшению предела прочности при сжатии. Соответственно, содержание Si ограничивается величиной от 0,01% до 0,30%. Предпочтительным нижним пределом содержания Si является 0,03%, а предпочтительным верхним пределом является 0,25%.
Mn: от 1,0% до 2,0%
Mn присутствует в составе для повышения прочности и улучшения вязкости. Однако, если содержание Mn меньше 1,0%, вышеупомянутые полезные эффекты не могут проявляться в достаточной степени. С другой стороны, если содержание Mn больше 2,0%, может ухудшаться вязкость. Соответственно, содержание Mn ограничивается величиной от 1,0% до 2,0%. Предпочтительным нижним пределом содержания Mn является 1,5%, а предпочтительным верхним пределом является 1,95%.
Nb: от 0,005% до 0,050%
Nb уменьшает размер микроструктур и за счёт этого улучшает вязкость. Nb также вызывает образование карбидов, которые повышают прочность. Однако, если содержание Nb меньше 0,005%, вышеупомянутые полезные эффекты не могут проявляться в достаточной степени. С другой стороны, если содержание Nb больше 0,050%, может ухудшаться вязкость зоны термического влияния сварки. Соответственно, содержание Nb ограничивается величиной от 0,005% до 0,050%. Предпочтительным нижним пределом содержания Nb является 0,010%, а предпочтительным верхним пределом является 0,040%.
Ti: от 0,005% до 0,025%
Ti подавляет укрупнение зёрен аустенита при нагревании слябов за счёт эффекта пиннинга TiN и посредством этого улучшает вязкость. Однако, если содержание Ti меньше 0,005%, вышеупомянутые полезные эффекты не могут проявляться в достаточной степени. С другой стороны, если содержание Ti больше 0,025%, может ухудшаться вязкость. Соответственно, содержание Ti ограничивается величиной от 0,005% до 0,025%. Предпочтительным нижним пределом содержания Ti является 0,008%, а предпочтительным верхним пределом является 0,023%.
Al: 0,08% или меньше
Al содержится в качестве раскислителя. Однако, если содержание Al больше 0,08%, может ухудшаться чистота стали и вязкость. Соответственно, содержание Al ограничивается величиной 0,08% или меньше. Содержание Al предпочтительно составляет 0,05% или меньше.
В стали настоящего изобретения содержатся один или несколько элементов, выбранных из следующих: Cu: 0,5% или меньше, Ni: 1,0% или меньше, Cr: 1,0% или меньше, Mo: 0,5% или меньше и V: 0,1% или меньше.
Cu: 0,5% или меньше
Cu является элементом, эффективным для улучшения вязкости и повышения прочности. Однако, если содержание Cu больше 0,5%, может ухудшаться вязкость HAZ в зоне сварки. Соответственно, в случае наличия Cu её содержание ограничивается 0,5% или меньше. Нижний предел содержания Cu не определён. В случае наличия Cu её содержание предпочтительно составляет 0,01% или больше.
Ni: 1,0% или меньше
Ni представляет собой элемент, эффективный для улучшения вязкости и повышения прочности. Однако, если содержание Ni больше 1,0%, может ухудшаться вязкость HAZ зоны сварки. Соответственно, в случае наличия Ni его содержание ограничивается 1,0% или меньше. Нижний предел содержания Ni не определён. В случае наличия Ni его содержание предпочтительно составляет 0,01% или больше.
Cr: 1,0% или меньше
Cr представляет собой элемент, который улучшает прокаливаемость и за счёт этого эффективно повышает прочность. Однако, если содержание Cr больше 1,0%, может ухудшаться вязкость HAZ зоны сварки. Соответственно, в случае наличия Cr его содержание ограничивается 1,0% или меньше. Нижний предел содержания Cr не определён. В случае наличия Cr его содержание предпочтительно составляет 0,01% или больше.
Mo: 0,5% или меньше
Mo является элементом, эффективным для улучшения вязкости и повышения прочности. Однако, если содержание Mo больше 0,5%, может ухудшаться вязкость HAZ зоны сварки. Соответственно, в случае наличия Mo его содержание ограничивается 0,5% или меньше. Нижний предел содержания Mo не определён. В случае присутствия Mo его содержание предпочтительно составляет 0,01% или больше.
V: 0,1% или меньше
V представляет собой элемент, который образует сложные карбиды, так же, как Nb и Ti, и проявляет заметную эффективность в повышении прочности при дисперсионном упрочнении. Однако, если содержание V больше 0,1%, может ухудшаться вязкость HAZ зоны сварки. Соответственно, в случае наличия V его содержание ограничивается 0,1% или меньше. Нижний предел содержания V не определён. В случае присутствия V его содержание предпочтительно составляет 0,01% или больше.
В настоящем изобретении величина Ceq, представленная формулой (1), составляет 0,350 или больше, величина Pcm, представленная формулой (2), равна 0,20 или меньше, а температура Ar3 превращения, представленная формулой (3), составляет 750°C или меньше.
Величина Ceq: 0,350 или больше
Величина Ceq ограничивается значением 0,350 или больше. Величина Ceq представлена ниже формулой (1). Величина Ceq коррелирует с прочностью базового металла и используется как мера прочности. Если величина Ceq меньше 0,350, не может достигаться высокий предел прочности на разрыв, равный 570 МПа или больше. Соответственно, величина Ceq ограничивается значением 0,350 или больше. Величина Ceq предпочтительно составляет 0,360 или больше.
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 ··· (1)
В формуле (1) символ каждого элемента представляет содержание мас.% элемента, и оно является нулевым, если состав не содержит данного элемента.
Величина Pcm: 0,20 или меньше
Величина Pcm ограничивается значением 0,20 или меньше. Величина Pcm представлена ниже формулой (2). Величина Pcm используется как мера свариваемости; чем выше величина Pcm, тем ниже вязкость HAZ (зоны термического влияния) зоны сварки. Величину Pcm необходимо строго ограничивать, особенно, в толстостенной стали высокой прочности, поскольку влияние величины Pcm в толстостенной стали высокой прочности является значительным. Соответственно, величина Pcm ограничивается значением 0,20 или меньше. Величина Pcm предпочтительно составляет 0,19 или меньше.
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 ··· (2)
В формуле (2) символ каждого элемента представляет содержание мас.% элемента, и оно является нулевым, если состав не содержит данного элемента.
Температура Ar3 превращения: 750°C или ниже
Температура Ar3 превращения ограничивается значением 750°C или ниже. Формула (3) ниже представляет температуру Ar3 превращения. Чем выше температура Ar3 превращения, тем выше температура, при которой образуется феррит, и тем труднее достижение микроструктуры металла согласно настоящему изобретению. В дополнение к этому, сложнее достигать и заданного предела прочности при сжатии, и заданной вязкости. Соответственно, состав регулируют так, чтобы температура Ar3 превращения составляла 750°C или ниже.
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo ··· (3)
В формуле (3) символ каждого элемента представляет содержание мас.% элемента, и оно является нулевым, если состав не содержит данного элемента.
Остальная часть состава, которая отличается от вышеописанных составляющих частей, то есть остаток, составляет Fe и неизбежные примеси. Данный состав может содержать элемент, отличный от описанных выше элементов, так, чтобы действие и полезные эффекты настоящего изобретения не ухудшались.
2. Микроструктура металла, состоящая в основном из бейнита
Микроструктура металла, согласно настоящему изобретению, состоит в основном из бейнита с целью ограничения снижения предела прочности при сжатии вследствие эффекта Баушингера. Выражение «микроструктура металла, согласно настоящему изобретению, состоит в основном из бейнита» означает, что доля площади бейнита во всей микроструктуре металла составляет 85% или больше. Для ограничения снижения предела прочности при сжатии вследствие эффекта Баушингера желательно, чтобы микроструктура металла состояла только из бейнита с целью предотвращения накопления дислокаций на границах раздела между различными фазами и второй твёрдой фазой. Когда доля остальных микроструктур, отличных от бейнита, составляет 15% или меньше, они могут быть приемлемы. Отметим, что долю площади бейнита измеряют в положении, находящемся на уровне 1/4 толщины пластины.
Доли площадей полигонального феррита и компонента мартенсит-аустенит в положении, находящемся на уровне 1/4 толщины пластины, составляют 10% или меньше и 5% или меньше, соответственно.
Для ослабления эффекта Баушингера и достижения высокой прочности при сжатии желательно формировать однородную микроструктуру, не содержащую мягкой фазы полигонального феррита или твёрдого компонента мартенсит-аустенит, с целью уменьшения вероятности образования дислокаций, локально включающихся внутрь микроструктуры в ходе деформации. Соответствующим образом, в дополнение к формированию микроструктуры, состоящей в основном из бейнита, как описано выше, доли площадей полигонального феррита и компонента мартенсит-аустенит в положении, находящемся на уровне 1/4 толщины пластины, ограничиваются 10% или меньше и 5% или меньше, соответственно. Доли площадей полигонального феррита и компонента мартенсит-аустенит могут составлять 0%.
Средний размер зерна бейнита в положении, находящемся на уровне 1/2 толщины пластины, составляет 10 мкм или меньше.
Для получения толстостенных стальных пластин, имеющих достаточно высокую вязкость базового металла, особенно в положении, находящемся на уровне на 1/2 толщины пластины, эффективным является формирование тонкой микроструктуры. Упомянутые выше полезные эффекты можно вызывать путём регулирования размера зерна бейнита в положении, находящемся на уровне 1/2 толщины пластины, который должен составлять 10 мкм или меньше. Соответственно, средний размер зерна бейнита в положении, находящемся на уровне 1/2 толщины пластины, ограничивается 10 мкм или меньше.
Микроструктура металла, согласно настоящему изобретению, может содержать любые фазы, отличные от бейнита, полигонального феррита или компонента мартенсит-аустенит, если только она включает вышеописанную структуру. Примеры других фаз включают в себя перлит, цементит и мартенсит. Количество других фаз предпочтительно сводят к минимуму; доля площади других фаз в положении, находящемся на уровне 1/4 толщины пластины, предпочтительно составляет 5% или меньше.
В стальном материале для магистральных труб согласно настоящему изобретению предпочтительно, чтобы отношение предела прочности при сжатии стального материала к пределу прочности на разрыв стального материала составляло 0,748 или больше, а твёрдость стального материала, измеренная в положении, находящемся на уровне 1,5 мм от поверхности стальной трубы, составляла 260 HV или меньше. Увеличение отношения предела прочности при сжатии к пределу прочности на разрыв и снижение твёрдости поверхностного слоя обеспечивает возможность стабильного получения стальной трубы, имеющей подходящую круглость. Более предпочтительно, чтобы отношение предела прочности при сжатии стального материала к пределу прочности на разрыв стального материала составляло 0,750 или больше, а твёрдость стального материала, измеренная в положении, находящемся на уровне 1,5 мм от поверхности стальной трубы, составляла 256 HV или меньше.
3. Способ получения стального материала для магистральных труб
Способ получения стального материала для магистральных труб согласно настоящему изобретению, включает в себя нагревание стального сляба, имеющего описанный выше химический состав, горячую прокатку стального сляба, последующее выполнение ускоренного охлаждения, а затем осуществление отпуска (повторное нагревание). Причины ограничения условий производства описаны ниже. Далее в настоящем документе термин «температура» относится к средней температуре стальной пластины (стального материала) по толщине, если не указано иного. Среднюю температуру стальной пластины (стального материала) по толщине определяют на основе толщины, температуры поверхности, условий охлаждения и т.д. при помощи имитационного расчета или тому подобного. Например, среднюю температуру стальной пластины (стального материала) по толщине можно вычислять, исходя из распределения температуры в направлении толщины, определённого методом конечных разностей.
Температура нагревания стального сляба: от 1000°C до 1200°C
Если температура нагревания стального сляба ниже 1000°C, NbC не растворяется в достаточной степени и, как следствие, не может достигаться дисперсионное упрочнение на следующей стадии. С другой стороны, если температура нагревания стального сляба выше 1200°C, может ухудшаться низкотемпературная вязкость. Соответственно, температура нагревания стального сляба ограничивается значениями от 1000°C до 1200°C. Предпочтительный нижний предел температуры нагревания стального сляба составляет 1000°C, а предпочтительный верхний предел составляет 1150°C.
Общая степень обжатия при прокатке вне диапазона температуры рекристаллизации: 60% или больше, а общая степень обжатия при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже: 50% или больше
Для достижения высокой вязкости базового металла необходимо осуществлять в достаточной степени обжатие при прокатке вне диапазона температуры рекристаллизации в процессе горячей прокатки. Однако, если общая степень обжатия при прокатке вне диапазона температуры рекристаллизации меньше 60% или общая степень обжатия при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже составляет меньше 50%, не может уменьшаться в достаточной степени размер зёрен кристаллов. Соответственно, общая степень обжатия при прокатке вне диапазона температуры рекристаллизации ограничивается величиной 60% или больше, а общая степень обжатия при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже ограничивается величиной 50% или больше. Общая степень обжатия при прокатке вне диапазона температуры рекристаллизации предпочтительно составляет 65% или больше. Общая степень обжатия при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже предпочтительно составляет 55% или больше.
Конечная температура прокатки: температура Ar3 превращения или выше и 790°C или ниже
Для ограничения снижения прочности вследствие эффекта Баушингера необходимо формировать микроструктуру металла, состоящую в основном из бейнита, и подавлять образование мягких микроструктур, таких как полигональный феррит. Это требует осуществления горячей прокатки в пределах диапазона температуры Ar3 превращения или выше, в котором не образуется полигональный феррит. Соответственно, конечная температура прокатки ограничивается температурой Ar3 превращения или выше. Для достижения высокой вязкости базового металла необходимо осуществлять прокатку при более низких температурах в диапазоне температуры Ar3 превращения или выше. Соответственно, верхний предел для конечной температуры прокатки установлен равным 790°C. Конечная температура прокатки предпочтительно составляет 780°C или ниже.
Начальная температура охлаждения: температура Ar3 превращения или выше
Если начальная температура охлаждения ниже температуры Ar3 превращения, доля площади полигонального феррита в положении, находящемся на уровне 1/4 толщины пластины, может превышать 10% и не может достигаться достаточно высокий предел прочности при сжатии вследствие эффекта Баушингера. Соответственно, начальная температура охлаждения ограничивается температурой Ar3 превращения или выше. Начальная температура охлаждения предпочтительно составляет (температура Ar3 превращения + 10°C) или выше.
Как описано выше, температуру Ar3 превращения можно рассчитать с использованием формулы (3).
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo ··· (3)
В формуле (3) символ каждого элемента представляет содержание мас.% элемента, и оно является нулевым, если состав не содержит данного элемента.
Скорость охлаждения: 10°C/с или больше
Ускоренное охлаждение, выполняемое со скоростью охлаждения 10°C/с или больше, является процессом, существенно важным для получения высокопрочной стальной пластины, имеющей высокую вязкость. Выполнение охлаждения с высокой скоростью обеспечивает возможность повышения прочности за счёт упрочнения в результате превращения. Однако, если скорость охлаждения меньше 10°C/с, не может достигаться достаточно высокая прочность. Кроме того, может иметь место диффузия элемента C. В результате это приводит к концентрированию C на непревращённом аустените и увеличивает количество образующегося MA. Следовательно, предел прочности при сжатии может снижаться, поскольку присутствие вторых твёрдых фаз, таких как MA, ускоряет проявление эффекта Баушингера, как описано выше. Если скорость охлаждения составляет 10 °C/с или больше, может подавляться диффузия элемента C, которая имеет место при охлаждении, а, следовательно, может уменьшаться образование MA. Соответственно, скорость охлаждения во время ускоренного охлаждения ограничивается величиной 10 °C/с или больше. Скорость охлаждения предпочтительно составляет 20°C/с или больше.
Температура остановки охлаждения: от 200°C до 450°C
Осуществление быстрого охлаждения до температуры в диапазоне от 200°C до 450°C путём ускоренного охлаждения после прокатки обеспечивает возможность образования фазы бейнита и однородной микроструктуры. Однако, если температура остановки охлаждения ниже 200°C, может образовываться избыточное количество MA. В результате это приводит к снижению предела прочности при сжатии вследствие эффекта Баушингера и ухудшению вязкости. С другой стороны, если температура остановки охлаждения выше 450°C, может образовываться перлит. Это делает невозможным достижение достаточно высокой прочности и приводит к снижению предела прочности при сжатии вследствие эффекта Баушингера. Соответственно, температура остановки охлаждения ограничивается значениями от 200°C до 450°C. Предпочтительный нижний предел температуры стадии охлаждения составляет 250°C, а предпочтительный верхний предел составляет 430°C.
Температура поверхности стальной пластины при повторном нагревании: от 350°C до 550°C
Повторное нагревание выполняют после ускоренного охлаждения. Во время ускоренного охлаждения стальной пластины скорость охлаждения в приповерхностной части стальной пластины является высокой, и приповерхностная часть стальной пластины охлаждается до более низкой температуры, чем её внутренняя часть. Следовательно, компонент мартенсит-аустенит, вероятно, образуется в приповерхностной части стальной пластины. Поскольку твёрдые фазы, такие как MA, ускоряют проявление эффекта Баушингера, нагревание приповерхностной части стальной пластины после ускоренного охлаждения для разложения MA может ограничивать снижение предела прочности при сжатии вследствие эффекта Баушингера. Кроме того, нагревание приповерхностной части стальной пластины таким образом, чтобы температура поверхности стальной пластины достигала 350°C или выше, может уменьшать твёрдость приповерхностной части стальной пластины. Однако, если температура поверхности стальной пластины ниже 350°C, разложение компонента MA может являться недостаточным. Если температура поверхности стальной пластины выше 550°C, соответственно, также может повышаться температура, до которой нагревается центральная часть стальной пластины. Это неизменно затрудняет достижение заданной прочности. Соответственно, температура поверхности стальной пластины в ходе повторного нагревания после ускоренного охлаждения ограничивается значениями от 350°C до 550°C. Температура поверхности стальной пластины предпочтительно составляет от 400°C до 530°C.
Температура центра стальной пластины в ходе повторного нагревания: ниже 550°C
Осуществление надлежащего повторного нагревания после ускоренного охлаждения обеспечивает возможность разложения MA в приповерхностной части и достижения высокой прочности при сжатии. Кроме того, установка температуры, до которой нагревается центральная часть стальной пластины в ходе повторного нагревания, ниже 550°C, может ограничивать снижение прочности, обусловленное нагреванием. Однако, если температура центра стальной пластины составляет 550°C или выше, может происходить агрегирование и укрупнение цементита, что ухудшает низкотемпературную вязкость. Кроме того, неизменно затрудняется достижение заданной прочности. Соответственно, температура центра стальной пластины в ходе повторного нагревания после ускоренного охлаждения ограничивается значениями ниже 550°C.
Примеры способов осуществления повторного нагревания после ускоренного охлаждения включают в себя нагрев в атмосферной печи, сгорание газа и индукционный нагрев, но не ограничиваются этим. Предпочтительным является индукционный нагрев из соображений экономии, контролируемости и т.д.
4. Способ изготовления магистральной трубы
В настоящем изобретении стальную трубу (магистральную трубу) получают с использованием стальной пластины (стальной материал), произведённой вышеописанным способом. Примеры способа формования стального материала включают в себя способ, в котором стальной материал формуют в профиль стальной трубы при помощи холодного формования, такого как процесс UOE или гибка при помощи пресса (называемая также «гибочным прессованием»). В процессе UOE кромки стальной пластины (стального материала) обрабатывают в направлении ширины, а затем кромку стальной пластины в направлении ширины обжимают с использованием пресс-машины для придания заготовке C-образной формы. Далее стальную пластину формуют в цилиндрический профиль при помощи пресс-машины для придания заготовке U-образной формы и пресс-машины для придания заготовке О-образной формы так, что кромки стальной пластины в направлении ширины обращены друг к другу. Затем кромки стальной пластины состыковывают друг с другом по ширине и сваривают. Указанная сварка называется «сваркой швом». Сварку швом осуществляют предпочтительно с использованием способа, включающего в себя две стадии, то есть, стадию сварки прихваточным швом, на которой удерживают цилиндрическую стальную пластину, состыковывают кромки стальной пластины друг с другом по ширине и осуществляют сварку прихваточным швом; и конечную стадию сварки, на которой сваривают внутренние и внешние поверхности шва стальной пластины с использованием способа дуговой сварки под флюсом. После выполнения сварки швом осуществляют раздачу трубы с целью удаления остаточного сварочного напряжения и улучшения круглости стальной трубы. На стадии раздачи трубы степень раздачи (степень изменения внешнего диаметра трубы, которое происходит при раздаче трубы, по отношению к внешнему диаметру трубы до её расширения) устанавливают равной 1,2% или меньше. Это связано с тем, что, если степень раздачи излишне высока, предел прочности при сжатии может значительно понижаться вследствие эффекта Баушингера. Степень раздачи предпочтительно составляет 1,0% или меньше. Степень раздачи предпочтительно составляет 0,4% или больше, а предпочтительнее 0,6% или больше с целью уменьшения остаточного сварочного напряжения и улучшения круглости стальной трубы.
В процессе гибки при помощи пресса стальную пластину повторно подвергают трёхточечному изгибу для постепенного изменения её формы и получают таким образом стальную трубу, имеющую практически круглое сечение. Затем осуществляют сварку швом, как в процессе UOE, описанном выше. В процессе гибки при помощи пресса раздачу трубы также можно выполнять после сварки швом.
ПРИМЕРЫ
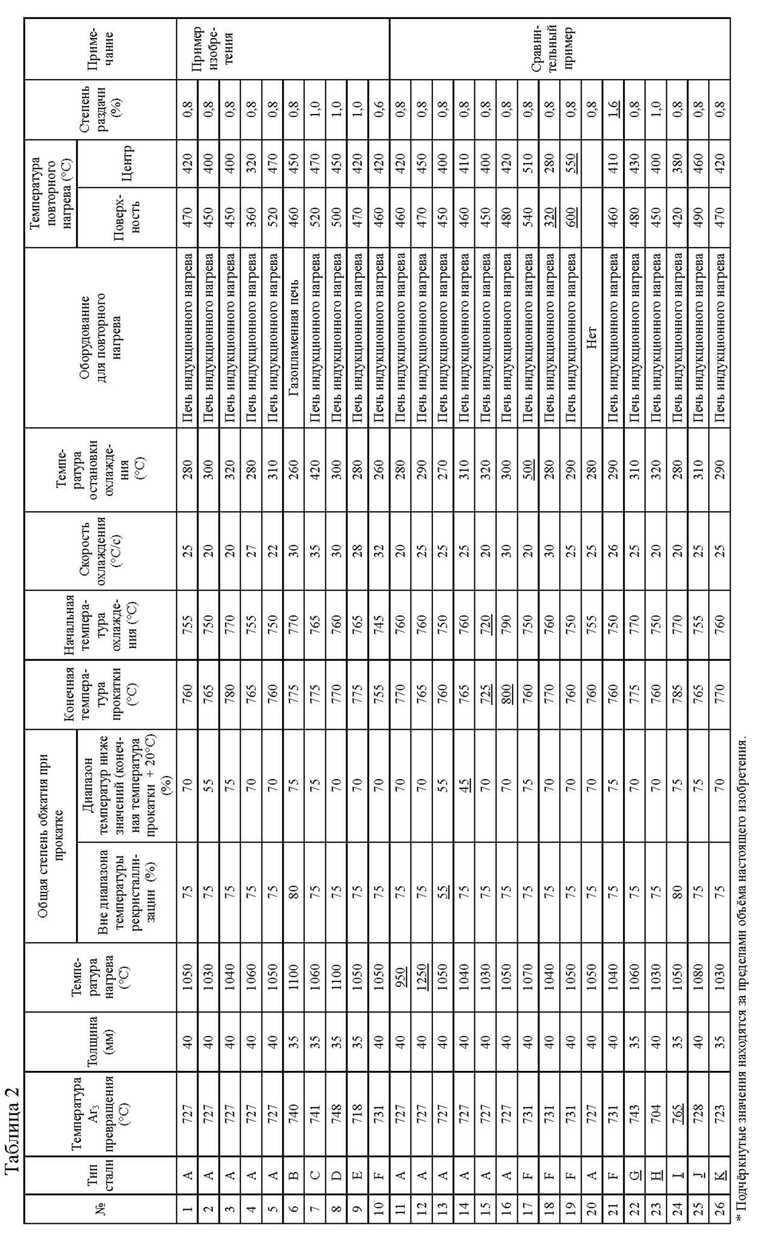
Из сталей (сталь типов A - K), имеющих химические составы, описанные в таблице 1, изготовляли слябы способом непрерывной разливки. Из слябов получали стальные пластины (№№ 1-26), имеющие толщину от 35 до 40 мм. Из стальных пластин изготовляли стальные трубы способом UOE. Сварку швом выполняли способом дуговой сварки под флюсом с использованием четырёхжильного кабеля так, чтобы и на внутренней, и на внешней поверхности шва формировалось по одному сварочному проходу. Величина погонной энергии при сварке выбрана из диапазона от 20 до 80 кДж/см в соответствии с толщиной стальной пластины. В таблице 2 обобщены условия, в которых получали стальные пластины, и условия, в которых получали стальные трубы (степень раздачи).
Для определения свойств растяжения стальных труб, полученных, как описано выше, от каждой стальной трубы отбирали испытательный образец во всю толщину по окружности трубы в качестве испытательного образца для испытания на растяжение и измеряли предел прочности на разрыв испытательного образца при растяжении в условиях испытания на растяжение. В испытании на сжатие отбирали испытательный образец, имеющий диаметр 20 мм и длину 60 мм, с внутренней поверхности боковой части каждой стальной трубы по её окружности и измеряли 0,5% запас прочности при сжатии испытательного образца как предел текучести.
Испытательный образец для измерения характеристики DWTT отбирали от каждой стальной трубы по её окружности. С использованием испытательного образца для измерения характеристики DWTT определяли температуру, при которой процент вязкого разрушения достигал 85%, как 85% SATT.
Для измерения вязкости зоны сварного шва HAZ места соединения температуру, при которой процент вязкого разрушения достигал 50%, определяли как температуру vTrs. Положение надреза определяли так, чтобы линия сплавления располагалась в центре дна надреза образца для испытания по Шарпи, а соотношение между наплавленным металлом и базовым металлом (включая зону термического влияния сварки) на дне надреза составляло 1:1.
Для определения твёрдости каждой из стальных труб в положении, находящемся на уровне 1,5 мм от поверхности, измеряли твёрдость стальной трубы в 20 положениях, выбранных случайным образом и разделенными интервалами 10 мм по окружности стальной трубы на глубине 1,5 мм ниже внутренней поверхности стальной трубы, с использованием прибора для измерения твёрдости по шкале Виккерса при нагрузке 10 кгс (98 Н) и вычисляли среднюю величину.
Для определения микроструктуры металла отбирали образец с внутренней поверхности боковой части каждой стальной трубы в положении, находящемся на уровне 1/4 толщины пластины. Образец подвергали травлению с использованием ниталя после полировки и наблюдали микроструктуру металла при помощи оптического микроскопа. Доли площадей бейнита и полигонального феррита вычисляли путём анализа изображений 3 фотографий, снятых при 200-кратном увеличении. Для наблюдения MA образец, использованный для измерения долей площадей бейнита и полигонального феррита, подвергали травлению ниталем, а затем электролитическому травлению (двухстадийное травление). Далее микроструктуру металла наблюдали при помощи сканирующего электронного микроскопа (СЭМ). Долю площади MA вычисляли путём анализа изображений 3 фотографий, снятых при 1000-кратном увеличении. Средний размер зерна бейнита определяли методом линейного анализа с использованием микрофотографии, полученной при помощи отбора образца с внутренней поверхности боковой части каждой из стальных труб в положении, находящемся на уровне 1/4 толщины пластины, травления образца с применением ниталя после полировки и изучения микроструктуры металла с использованием оптического микроскопа.
Хотя в примерах определяют микроструктуры металла стальных труб, данные результаты можно рассматривать как микроструктуры металла соответствующих стальных пластин (стальные материалы).
В таблице 3 представлены микроструктуры металла и измеренные механические свойства.
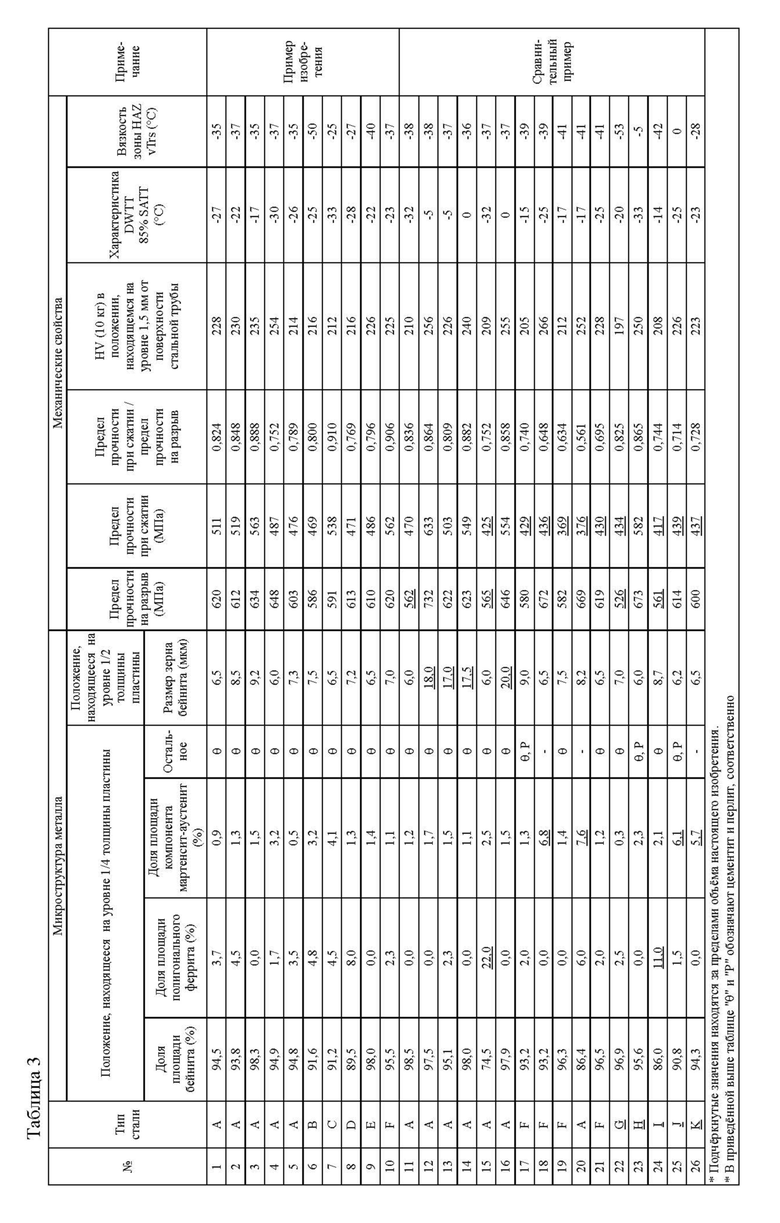
В таблице 3 все образцы №№ 1 - 10 имели предел прочности на разрыв 570 МПа или больше; предел прочности при сжатии 440 МПа или больше; характеристику, относящуюся к DWTT, 85% SATT, составляющую -10°C или ниже; и вязкость зоны HAZ, составляющую -20°C или ниже. То есть, все образцы №№ 1 - 10 были оценены как хорошие. Кроме того, во всех образцах №№ 1 – 10 отношение предела прочности при сжатии к пределу прочности на разрыв составляло 0,75 или больше, а твёрдость в положении, находящемся на уровне расстоянии 1,5 мм от поверхности стальной трубы составляла 260 HV или меньше. Это является эффективным для получения стальных труб, в дальнейшем стабильно имеющих подходящую круглость.
В отличие от этого, в примерах №№ 11 - 21, хотя состав попадал в пределы объёма настоящего изобретения, способ получения находился за пределами объёма настоящего изобретения, а, следовательно, предполагаемая микроструктура не образовывалась. В результате образцы №№ 11 - 21 были оценены как неудовлетворительные по показателям и предела прочности на разрыв, и предела прочности при сжатии, и сопротивления DWTT. В примерах №№ 22 – 26 химический состав находился за пределами объёма настоящего изобретения. В результате образцы №№ 22 - 26 были оценены как неудовлетворительные по показателям и предела прочности разрыв, и предела прочности при сжатии, и сопротивления DWTT, и вязкости зоны HAZ. В примерах №№ 18 и 19 условия получения в ходе повторного нагревания находились за пределами объёма настоящего изобретения. В результате образцы №№ 18 и 19 были оценены как неудовлетворительные по показателям отношения предела прочности при сжатии к пределу прочности на разрыв и твёрдости в положении, находящемся на уровне расстоянии 1,5 мм от поверхности стальной трубы.
Согласно настоящему изобретению, можно получать высокопрочную стальную трубу класса прочности API-X70 или выше, которая имеет превосходную низкотемпературную вязкость и превосходную характеристику DWTT. С учётом вышесказанного, стальную трубу, согласно настоящему изобретению, можно использовать в качестве глубоководных магистральных труб, которые требуют высокого показателя сопротивления смятию.
Группа изобретений относится к стальному материалу для магистральных труб, способу получения стального материала для магистральных труб и способу изготовления магистральной трубы и может быть использована при изготовлении магистральных труб, используемых для транспортировки нефти и природного газа, а также для подводных трубопроводов. Способ получения стального материала в виде пластины для магистральных труб, имеющего толщину 30 мм или более, предел прочности на разрыв 570 МПа или более, предел прочности при сжатии 440 МПа или более, включает: нагрев стали, содержащей, мас.%: C от 0,030 до 0,10, Si от 0,01 до 0,30, Mn от 1,0 до 2,0, Nb от 0,005 до 0,050, Ti от 0,005 до 0,025, Al 0,08 или менее, один или несколько элементов, выбранных из: Cu 0,5 или менее, Ni 1,0 или менее, Cr 1,0 или менее, Mo 0,5 или менее, V 0,1 или менее, Fe и неизбежные примеси - остальное, до температуры в диапазоне от 1000 до 1200°C; горячую прокатку, при этом конечная температура прокатки является средней температурой стальной пластины и равна температуре Ar3 превращения или выше и 790°C или ниже; ускоренное охлаждение от температуры Ar3 превращения или выше до температуры остановки охлаждения; и повторное нагревание с обеспечением температуры поверхности стальной пластины от 350 до 550°C и температуры центра стальной пластины ниже 550°C. Получают стальной материал для магистральных труб, имеющих толщину стенки 30 мм или больше, высокую прочность. 4 н. и 3 з.п. ф-лы, 3 табл., 26 пр.
1. Способ получения стального материала в виде пластины для магистральных труб, имеющего толщину 30 мм или более, предел прочности на разрыв 570 МПа или более, предел прочности при сжатии 440 МПа или более, включающий:
нагрев стали, содержащей, мас.%:
C: от 0,030 до 0,10,
Si: от 0,01 до 0,30,
Mn: от 1,0 до 2,0,
Nb: от 0,005 до 0,050,
Ti: от 0,005 до 0,025,
Al: 0,08 или менее,
один или несколько элементов, выбранных из:
Cu: 0,5 или менее,
Ni: 1,0 или менее,
Cr: 1,0 или менее,
Mo: 0,5 или менее,
V: 0,1 или менее,
причем остальное в составе стального материала составляют Fe и неизбежные примеси,
при этом величина Ceq, представленная формулой (1), равна 0,350 или более, величина Pcm, представленная формулой (2), равна 0,20 или менее, а температура Ar3 превращения, представленная формулой (3), равна 750°C или ниже,
до температуры в диапазоне от 1000 до 1200°C;
горячую прокатку с обеспечением общей степени обжатия 60% или более при прокатке вне диапазона температуры рекристаллизации и общей степени обжатия 50% или более при прокатке в температурном диапазоне (конечная температура прокатки + 20°C) или ниже, при этом конечная температура прокатки является средней температурой стальной пластины и равна температуре Ar3 превращения или выше и 790°C или ниже;
ускоренное охлаждение от температуры Ar3 превращения или выше до температуры остановки охлаждения, являющейся средней температурой стальной пластины и составляющей от 200 до 450°C, со скоростью охлаждения 10 °C/с или более; и
повторное нагревание с обеспечением температуры поверхности стальной пластины от 350 до 550°C и температуры центра стальной пластины ниже 550°C,
при этом
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 (1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 (2)
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo (3),
причем в формулах (1)-(3) символ каждого элемента представляет содержание элемента в мас.%, и оно является нулевым, если сталь не содержит данного элемента.
2. Способ изготовления магистральной трубы, имеющей толщину стенки 30 мм или более, предел прочности на разрыв 570 МПа или более, предел прочности при сжатии 440 МПа или более, включающий:
холодное формование стального материала в виде пластины для магистральных труб, полученного способом по п. 1, в профиль, подобный стальной трубе;
соединение стыкуемых кромок пластины друг с другом методом шовной сварки; и осуществление раздачи трубы со степенью раздачи 1,2% или менее.
3. Способ по п. 2, отличающийся тем, что твёрдость, измеренная в позиции, отстоящей на 1,5 мм от внутренней поверхности стальной трубы, составляет 260 HV или менее.
4. Стальной материал в виде пластины для магистральных труб, имеющий толщину 30 мм или более, предел прочности при растяжении 570 МПа или более, предел текучести 440 МПа или более, при этом стальной материал содержит, мас.%:
C: от 0,030 до 0,10,
Si: от 0,01 до 0,30,
Mn: от 1,0 до 2,0,
Nb: от 0,005 до 0,050,
Ti: от 0,005 до 0,025,
Al: 0,08 или менее,
один или несколько элементов, выбранных из:
Cu: 0,5 или менее,
Ni: 1,0 или менее,
Cr: 1,0 или менее,
Mo: 0,5 или менее,
V: 0,1 или менее, и
причем остальное в составе стального материала составляют Fe и неизбежные примеси, при этом величина Ceq, представленная формулой (1), равна 0,350 или более, величина Pcm, представленная формулой (2), равна 0,20 или менее, а температура Ar3 превращения, представленная формулой (3), равна 750°C или ниже, при этом он имеет микроструктуру, состоящую из бейнита в количестве 85% или более, в которой доля площади полигонального феррита в положении, находящемся на уровне 1/4 толщины пластины, составляет 10% или менее, доля площади компонент мартенсит-аустенит в положении, находящемся на уровне 1/4 толщины пластины, составляет 5% или менее, а средний размер зерна бейнита в положении, находящемся на уровне 1/2 толщины пластины, составляет 10 мкм или менее,
при этом
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 (1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 (2)
Ar3 (°C) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo (3),
причем в формулах (1)-(3) символ каждого элемента представляет содержание элемента в мас.%, и оно является нулевым, если сталь не содержит данного элемента.
5. Стальной материал по п. 4, отличающийся тем, что отношение предела прочности при сжатии к пределу прочности при растяжении составляет 0,748 или более.
6. Способ получения магистральной трубы, имеющей толщину стенки 30 мм или больше, предел прочности на разрыв 570 МПа или более, предел прочности при сжатии 440 МПа или более, включающий:
холодное формование стального материала в виде пластины для магистральных труб по п. 4 или 5 в профиль, подобный стальной трубе;
соединение стыкуемых кромок пластины друг с другом методом шовной сварки; и осуществление раздачи трубы со степенью раздачи 1,2% или менее.
7. Способ по п. 6, отличающийся тем, что твёрдость, измеренная в позиции, отстоящей на 1,5 мм от внутренней поверхности стальной трубы, составляет 260 HV или менее.

