Область техники, к которой относится изобретение
Изобретение относится к стали для труб магистральных трубопроводов, свойства которой ухудшаются в меньшей степени после нанесения покрытия при температуре 300°C или ниже, к способу изготовления стали и сварной стальной трубы. В частности, настоящее изобретение относится к маркам стали API Х60-Х70 для труб магистральных трубопроводов, которая имеет высокую стойкость к водородному охрупчиванию в среде влажного сероводорода с pH 5 или выше.
Уровень техники
В последние годы имеется потребность в трубах для магистральных трубопроводов, используемых для транспортировки природного газа и сырой нефти, имеющих более высокую прочность, чтобы повысить эффективность транспортировки за счет высокого рабочего давления. В частности, трубы для магистральных трубопроводов должны иметь высокую деформируемость, так чтобы могло быть предотвращено появление трещин, даже когда трубы для магистральных трубопроводов в значительной степени деформируются трением льда или деформацией земной поверхности. Например, в трубопроводах, построенных в сейсмических районах или на морском дне в холодном климате, где происходит ледовая экзарация, необходимы трубы для магистральных трубопроводов с высоким равномерным удлинением и низким отношением предела текучести к пределу прочности 90% или менее.
Сварные стальные трубы, такие как UOE и ERW стальные трубы, используются для магистральных трубопроводов. Такая сварная стальная труба изготавливается путем холодной формовки толстолистовой стали/листа в трубу и сварку шва, затем обычно наружную поверхность стальной трубы подвергают обработке для получения защитного антикоррозионного покрытия. Однако происходит упрочнение при деформационном старении за счет работы деформации, производимой во время изготовления трубы и нагрева во время обработки для нанесения покрытия, и это приводит к увеличению отношение предела текучести к пределу прочности, так что возникает проблема в том, что отношение предела текучести к пределу прочности стальной трубы больше, чем отношение предела текучести к пределу прочности толстолистовой стали.
В трубах для магистральных трубопроводов, используемых для транспортировки природного газа и сырой нефти, содержащих сероводород, водород, образующийся при взаимодействии сероводорода и стали, проникает в сталь, и это может привести к образованию трещин. Поэтому такие трубы для магистральных трубопроводов должны обладать стойкостью к водородному охрупчиванию в дополнение к прочности, высокому равномерному удлинению, низкому отношению предела текучести к пределу прочности и стойкостью к деформоционному старению.
Одним известным эффективным методом достижения низкого отношение предела текучести к пределу прочности и высокого равномерного удлинения является изготовления стали, имеющей металлографического структуру, в которой твердые фазы, такие как бейнит и мартенсит соответственно диспергированы в мягкой фазе, такой как феррит. Одним известным эффективным методом предотвращения водородного охрупчивания является снижение содержания Р и т.д., имеющих значительную склонность к сегрегации. Поскольку разработка газовых месторождений расширяется, изучаются разнообразные кислые среды (pH, парциальное давление сероводорода), и внимание уделяется умеренно кислой среде (среда влажного сероводород). В среде, имеющей относительно низкую кислотность с pH 5 или более, то есть так называемой умеренно кислой среде, известно, что добавление Cu в сталь для образования защитного покрытия на стали является эффективным в подавлении проникновения водорода в сталь.
JP 55-97425 раскрывает способ изготовления для получения структуры, в которой твердая фаза соответственно диспергирована в мягкой фазе. Этот способ изготовления включает способ термической обработки, в котором закалка из двухфазной области феррита и аустенита выполняется между закалкой и отпуском.
JP 1-176027 раскрывает способ достижения соотношения низкого отношение предела текучести к пределу прочности без выполнения сложной термической обработки, раскрытой в JP 55-97425. В данном способе прокатка стали завершается при температуре, равной или превышающей температуру Ar3, и затем скорость ускоренного охлаждения и температуру конца охлаждения контролируют так, чтобы получить двухфазную структуру игольчатого феррита и мартенсита, в результате чего достигается низкое отношение предела текучести к пределу прочности.
Что касается стойкости к деформационному старению, JP 2005-60839 и JP 2005-60840, например, раскрывают стальные трубы с низким отношением предела текучести к пределу прочности, высокой прочностью и ударной вязкостью, обладающие подходящей стойкостью к деформационному старению, и способы изготовления стальных труб. В частности, используется мелкодисперсные выделения сложного карбида, содержащего Ti и Мо, или мелкодисперсные выделения сложного карбида, содержащего по меньшей мере два элемента из Ti, Nb и V.
JP 2011-74443 раскрывает способ достижения низкого отношения предела текучести к пределу прочности, высокой прочности, высокого равномерного удлинения, подходящей стойкости к деформационному старению и API 5L Х70 или ниже без значительного увеличения количества легирующих элементов, добавленных к стали. В этом способе, повторный нагрев осуществляют непосредственно после ускоренного охлаждения и таким образом получают трехфазную структуру, включающую бейнит, полигональный феррит и мартенситно-аустенитную составляющую (МА).
JP 2003-301236 раскрывает способ достижения стойкости к водородному охрупчиванию стали с Х65 или выше, имеющей двухфазную структуру из феррита и бейнита. В этом способе снижается разница в твердости между ферритом и бейнитом.
Раскрытие сущности изобретения
Техническая проблема
При использовании способа термообработки, описанного в JP 55-97425, низкое отношение предела текучести к пределу прочности может быть достигнуто соответствующим выбором температуры закалки от двухфазной области. Однако число стадий термообработки является высоким и это приводит к проблеме, заключающейся в том, что снижается производительность и увеличивается стоимость производства.
В способе, описанном в JP 1-176027, чтобы получить сталь с пределом прочности на растяжение 490 Н/мм2 (50 кг/мм2) или более, необходимо повысить содержание углерода в стали или использовать химический состав, включающий повышенные количества других добавленных легирующих элементов, как показано в примерах в JP 1-176027. Это приводит к увеличению стоимости сырья, а также приводит к проблеме ухудшения ударной вязкости в зоне теплового влияния при электросварке. Как было описано выше, сварные стальные трубы, такие как стальные трубы UOE или ERW получают холодной формовкой толстолистовой стали/листа в трубы и сваркой шва, затем, как правило, на внешнюю поверхность стальной трубы наносят покрытие для защиты от коррозии и т.д. Таким образом, происходит упрочнение при деформационном старении из-за работы деформации, производимой во время изготовления трубы и нагрева во время нанесения покрытия, что приводит к увеличению отношения предела текучести к пределу прочности. С помощью способа из JP 1-176027, хотя отношение предела текучести к пределу прочности исходного материала толстолистовой стали/листа снижено, трудно достичь низкого отношение предела текучести к пределу прочности после нанесения покрытия.
С помощью способа, описанного в JP 2005-60839 и JP 2005-60840, улучшается стойкость к деформационному старению. Однако, как показано в примерах, приведенных в JP 2005-60839 и JP 2005-60840, не выполнялись исследования по обеспечению прочности толстолистовой стали толщиной 26 мм или более. Трудно увеличить прочность толстолистовой стали толщиной 26 мм или более, из-за уменьшения скорости охлаждения за счет большой толщины. Многофункциональный материал API 5L Х65-Х70, имеющий большую толщину, высокую деформируемость, стойкость к деформационному старению и стойкость к умеренно-кислым условиям не был разработан.
С помощью способа, описанного в JP 2011-74443, низкое отношение предела текучести к пределу прочности 85% или менее достигается за счет деформационного старения после обработки, как это показано в примерах в JP 2011-74443. Однако существует опасение, что в среде влажного сероводорода будет происходить водородному охрупчиванию.
С помощью способа, описанного в JP 2003-301236, высокая стойкость к водородному охрупчиванию достигается в среде влажного сероводорода с pH 3,3 или выше. Однако, так как необходимо уменьшить разницу в твердости между ферритом и бейнитом, не может быть достигнуто низкое отношение предела текучести к пределу прочности. Разработанный материал для стали, используемой в сильнокислой среде, например, с высокой чистотой компонентов стали, является излишним для сварных стальных труб, используемых в умеренно кислой среде, и вызывает проблему увеличения стоимости производства.
Задачей настоящего изобретения является создание стали марки API 5L Х60-Х70 для высокодеформируемых труб для магистральных трубопроводов, с подходящей стойкостью к водородному охрупчиванию в среде влажного сероводорода при pH 5 или более и низким отношением предела текучести к пределу прочности даже после обработки для нанесения покрытия и предложение способ изготовления стали и сварной стальной трубы.
Решение проблемы
Для достижения вышеуказанной задачи авторы настоящего изобретения провели обширные исследования по соответствующему химическому составу и способу изготовления стального материала, в частности по способу изготовления, включающему контролируемые прокатку и ускоренное охлаждения после контролируемой прокатки и установили следующее.
(а) Стойкость к водородному охрупчиванию может быть улучшена путем добавления соответствующего количества Cu при отсутствии Мо, или, даже если Мо содержится, его содержание составляет 0,01% или менее.
(б) Температура начала охлаждения в процессе ускоренного охлаждения соответственно контролируется и охлаждение прекращают во время бейнитного превращения, то есть в диапазоне температур, в котором присутствует непревращенный аустенит. Затем толстолистовую сталь повторно нагревают от температуры, равной или выше температуры окончания бейнитного превращения (далее называемой "точка Bf"). В этом случае металлографическая структура толстолистовой стали представляет собой трехфазную структуру, в которой мартенситно-аустенитная составляющая (далее обозначается как МА), которая является твердой фазой, равномерно формируется в смешанной фазе феррита и бейнита. Это позволяет получить низкое отношение предела текучести к пределу прочности до деформационного старения и после деформационного старения (далее может обозначаться как до и после деформационного старения).
(в) Задание соответствующих температуры начала охлаждения и температуры прекращения охлаждения во время ускоренного охлаждения, количество растворенного С может быть уменьшено, так что может быть подавлено увеличение отношения предела текучести к пределу прочности после деформационного старения.
Настоящее изобретение было выполнено на основе этих данных и дополнительных исследований и состоит в следующем.
[1] Сталь для высоко деформируемых труб для магистральных трубопроводов, которая имеет подходящие стойкость к деформационному старению и стойкость к водородному охрупчиванию, сталь с химическим составом, включающим, % масс., С: 0,030-0,100%, Si: 0,01-0,50%, Mn: 0,5-2,5%, Р: 0,015% или менее, S: 0,002% или менее, Cu: 0,20-1,00%, Мо: 0,01% или менее, Nb: 0,005-0,05%, Ti: 0,005-0,040%, Al: 0,10% или менее и N: 0,007% или менее, причем остальное Fe и неизбежные примеси, причем стальной материал имеет металлографическую структуру, включающую феррит, бейнит и мартенситно-аустенитную составляющую, в которой доля площади мартенситно-аустенитной составляющей равна 0,5-5,0%, при этом разница между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу, и в которой до деформационного старения при температуре 300°C или ниже и после деформационного старения, сталь имеет равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее.
[2] Сталь для высокодеформируемых труб для магистральных трубопроводов, которая имеет подходящие стойкость к деформационному старению и стойкость к водородному охрупчиванию по [1], в которой химический состав дополнительно включает, % масс., один или по меньшей мере два элемента из Ni: 0,02-0,50%, Cr: 1,00% или менее, V: 0,10% или менее, Са: 0,0050% или менее и В: 0,0050% или менее.
[3] Способ изготовления стали для высокодеформируемых труб для магистральных трубопроводов, которая имеет подходящие стойкость к деформационному старению и стойкость к водородному охрупчиванию, способ включает: нагрев стали, имеющей химический состав в соответствии с [1] или [2] до температуры 1000-1300°C; горячую прокатку при температуре чистовой прокатки, равной или превышающей температуру Ar3; затем ускоренное охлаждение полученной стали от температуры начала охлаждения (Ar3-50)-(Ar3+30)°C до температуры прекращения охлаждения 450-650°C со скоростью охлаждения 5°C/с или выше; и повторный нагрев полученной стали до 550-750°C со скоростью нагрева 0,5°C/с или выше непосредственно после ускоренного охлаждения; причем сталь имеет металлографического структуру, включающую феррит, бейнит и мартенситно-аустенитную составляющую, в которой доля площади мартенситно-аустенитной составляющей равна 0,5-5,0%, при этом разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу, и в которой и до деформационного старения при температуре 300°C или ниже и после деформационного старения, сталь имеет равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее.
[4] Сварная стальная труба, изготовленная с использованием стали в соответствии с [1] или [2] в качестве исходного материала
Положительные эффекты изобретения
В соответствии с настоящим изобретением могут быть получены стали марки API 5L Х60-Х70 для высокодеформируемых труб для магистральных трубопроводов с подходящими стойкостью к водородному охрупчиванию в среде влажного сероводорода при pH 5 или выше и низким отношением предела текучести к пределу прочности даже после нанесения покрытия при температуре 300°C или ниже.
Стойкость к деформационному старению в настоящем изобретении представляет собой характеристику, которая позволяет подавлять чрезмерное увеличение отношения предела текучести к пределу прочности даже при выполнении термической обработки при температуре 300°C или ниже. Стойкость к водородному охрупчиванию в настоящем изобретении является такой характеристикой, которая подавляет водородное охрупчивание в среде влажного сероводорода с pH 5 или более. Высокая деформируемость является характеристикой равномерного удлинения, составляющего 9% или более, и отношение предела текучести к пределу прочности 90% или менее.
Осуществление изобретения
1. Химический состав
Описание далее будет дано на основе ограничений химического состава стали в соответствии с настоящим изобретением. Единицы "%" для каждого компонента означают % масс.
С: 0,030-0,100%.
С является элементом, который способствует дисперсионному упрочнению в виде карбида. Если содержание С менее 0,030%, формирование МА (мартенситно-аустенитно составляющей) недостаточно. В этом случае не может быть обеспечена достаточная прочность и не может быть обеспечена разница в твердости между ферритом и бейнитом, равная заданному значению или более, так, что отношение предела текучести к пределу прочности становится большим. Если содержание С превышает 0,100%, ударная вязкость и свариваемость ухудшаются, и деформационное старение приводит к увеличению отношения предела текучести к пределу прочности. Таким образом, содержание С устанавливается равным 0,030-0,100%. Предпочтительно содержание С составляет 0,05% или более. Предпочтительно содержание С составляет 0,09% или менее.
Si: 0,01-0,50%.
Si содержится для раскисления. Если содержание Si менее 0,01%, то эффект раскисления недостаточен. Если содержание Si превышает 0,50%, ударная вязкость и свариваемость ухудшается. Таким образом, содержание Si устанавливается в пределах 0,01-0,50%. Предпочтительно содержание Si составляет 0,01-0,3%.
Mn: 0,5-2,5%.
Mn содержится для обеспечения прочности и ударной вязкости. Если содержание Mn составляет менее 0,5%, его эффект недостаточен. Кроме того, количество МА (мартенситно-аустенитно составляющей) является недостаточным, так что отношение предела текучести к пределу прочности становится большим. Таким образом, содержание Mn составляет 0,5% или более. С точки зрения достижения низкого отношения предела текучести к пределу прочности за счет формирования МА, содержание Mn предпочтительно составляет 1,2% или более и более предпочтительно 1,5% или более. Если содержание Mn превышает 2,5%, ударная вязкость и свариваемость ухудшается. Таким образом, содержание Mn задается равным 2,5% или менее и предпочтительно составляет 2,0% или менее.
Р: 0,015% или менее.
Р является элементом неизбежной примесью, который приводит к ухудшению свариваемости и стойкости к водородному охрупчиванию. Следовательно, содержание Р установлено равным 0,015% или менее. Предпочтительно, содержание Р составляет 0,010% или менее.
S: 0,002% или менее.
Как правило, S формирует включения MnS в стали и это приводит к ухудшению стойкости к водородному охрупчиванию. Следовательно, содержание S предпочтительно как можно меньше. Когда S составляет 0,002% или менее, S не вызывает никаких проблем. Поэтому верхний предел содержания S установлен равным 0,002%. Предпочтительно содержание S составляет 0,0015% или менее.
Cu: 0,20-1,00%.
Cu является важным элементом в настоящем изобретении. Cu подавляет проникновение водорода в стали и способствует повышению стойкости к водородному охрупчиванию. Однако, если содержание Cu менее 0,20%, его эффект недостаточен. Если содержание Cu превышает 1,00%, ухудшается свариваемость. Таким образом, содержание Cu установлено равным 0,20-1,00%. Предпочтительно содержание Cu составляет 0,25% или более. Предпочтительно содержание Cu составляет 0,5% или менее.
Мо: 0,01% или менее (включая 0).
Мо приводит к увеличению отношения предела текучести к пределу прочности за счет деформационного старения и ухудшению стойкости к водородному охрупчиванию. Поэтому Мо не присутствует, или, даже если Мо присутствует, содержание Мо установлено равным 0,01% или менее. Предпочтительно содержание Мо составляет 0,005% или менее.
Nb: 0,005-0,05%.
Nb улучшает ударную вязкость за счет измельчения структуры и образует карбид, что способствует увеличению прочности. Однако, если содержание Nb составляет менее 0,005%, его эффект недостаточен. Если содержание Nb превышает 0,05%, ударная вязкость сварной зоны теплового влияния при электросварке ухудшается. Таким образом, содержание Nb установлено равным 0,005-0,05%. Предпочтительно содержание Nb составляет 0,01-0,05%.
Ti: 0,005-0,040%.
Ti подавляет укрупнение аустенита при нагреве сляба за счет эффекта закрепления TiN, улучшает ударную вязкость основного материала, уменьшает количество растворенного N, и подавляет увеличение отношения предела текучести к пределу прочности за счет деформационного старения. Однако, если содержание Ti составляет менее 0,005%, его эффект недостаточен. Если Ti превышает 0,040%, ударная вязкость зоны теплового влияния при электросварке ухудшается. Таким образом, содержание Ti устанавливается равным 0,005-0,040%. Предпочтительно содержание Ti составляет 0,005-0,02%.
Al: 0,10% или менее.
Al содержится в качестве раскислителя. Если содержание Al превышает 0,10%, чистота стали снижается и ухудшается ударная вязкость. Таким образом, содержание Al устанавливается равным 0,10% или менее. Предпочтительно содержание Al составляет 0,01-0,08%.
N: 0,007% или менее.
N является элементом неизбежной примесью, который приводит к увеличению отношения предела текучести к пределу прочности за счет деформационного старения и ухудшению прочности зоны теплового влияния при электросварке. Поэтому верхний предел содержания N задается равным 0,007%. Предпочтительно содержание N составляет 0,006% или менее.
Описанные выше компоненты являются основными компонентами настоящего изобретения. С целью дальнейшего улучшения прочности и ударной вязкости толстолистовой стали, а также повышения ее стойкости к водородному охрупчиванию, могут содержаться один или, по меньшей мере, два элемента из Ni, Cr, V, Са и В.
Ni: 0,02-0,50%.
Ni является элементом, который вносит свой вклад в улучшение стойкости к водородному охрупчиванию и является эффективным в повышении ударной вязкости и прочности. Если содержание Ni составляет менее 0,02%, его эффект недостаточен. Если содержание Ni превышает 0,50%, его эффект насыщается, и это невыгодно с точки зрения стоимости. Поэтому, когда Ni присутствует, содержание Ni установлено равным 0,02-0,50%. Предпочтительно содержание Ni составляет 0,2% или более. Предпочтительно содержание Ni составляет 0,4% или менее.
Cr: 1,00% или менее.
Cr является элементом, эффективным для получения достаточной прочности, даже при низком содержании С. Если содержание Cr превышает 1,00%, ухудшается свариваемость. Поэтому, когда Cr присутствует, верхний предел содержания Cr задается равным 1,00%. Предпочтительно содержание Cr составляет 0,1-0,5%.
V: 0,10% или менее.
V улучшает ударную вязкость путем измельчения структуры и образует карбид, тем самым способствует увеличению прочности. Если содержание V превышает 0,10%, ударная вязкость зоны теплового влияния при электросварке ухудшается. Поэтому, когда V присутствует, содержание V задается равным 0,10% или менее. Предпочтительно содержание V составляет 0,005% или более. Предпочтительно содержание V составляет 0,05% или менее.
Са: 0,0050% или менее.
Са является элементом, эффективным для улучшения ударной вязкости посредством контроля формы включений на основе сульфида. Если содержание Са превышает 0,0050%, его эффект насыщается, и ударная вязкость ухудшается из-за снижения чистоты стали. Поэтому, когда Са присутствует, содержание Са задается равным 0,0050% или менее. Предпочтительно содержание Са составляет 0,001% или более. Предпочтительно содержание Са составляет 0,004% или менее.
В: 0,0050% или менее.
В является элементом, эффективным для повышения прочности и улучшения ударной вязкости зоны теплового влияния при электросварке. Если содержание В превышает 0,0050%, свариваемость ухудшается. Поэтому, если В присутствует, содержание В задается равным 0,0050% или менее. Предпочтительно содержание В составляет 0,003% или менее. Предпочтительно содержание В составляет 0,0003% или более.
В стали по настоящему изобретению остальное, кроме описанных выше компонентов, является Fe и неизбежными примесями. Однако элементы, отличные от вышеописанных элементов, могут содержаться без каких-либо проблем, при условии, что эксплуатационные преимущества настоящего изобретения не нарушаются.
Металлографическая структура
Металлографическая структура толстолистовой стали по настоящему изобретению состоит в основном из трехфазной структуры, включающей феррит, бейнит и мартенситно-аустенитную составляющую. Структура, в основном состоящая из трехфазной структуры, включающей феррит, бейнит и мартенситго-аустенитной составляющей, является многофазной структурой, в которой общая доля площади феррита, бейнита и мартенситно-аустенитной составляющей, равна 90% или более. Остальная часть представляет собой структуру, включающую один или по меньшей мере две структурных составляющих, выбранных из мартенсита (за исключением мартенситно-аустенитной составляющей), перлита, остаточного аустенита и т.д., и имеющую общую долю площади 10% или менее.
Доля площади мартенситно-аустенитной составляющей равна 0,5-5,0%. Это обеспечивает отношение предела текучести к пределу прочности равное 90% или менее до и после упрочнения при деформационном старении. Доля площади мартенситно-аустенитной составляющей менее 0,5%, может быть недостаточной для достижения низкого отношения предела текучести к пределу прочности. Если доля площади мартенситно-аустенитной составляющей превышает 5,0%, то ударная вязкость основного материала и стойкость к водородному охрупчиванию может ухудшиться. Мартенситно-аустенитная составляющая не разлагается при температуре нагрева (до 300°C) во время нанесения покрытия и стабильна. Поэтому в настоящем изобретении низкое отношение предела текучести к пределу прочности может быть достигнуто даже после нанесения покрытия. В ходе термообработки при нанесении покрытия, происходит явление упрочнения при деформационном старении. Поэтому, когда достигается низкое отношение предела текучести к пределу прочности до деформационного старения и после деформационного старения, низкое отношение предела текучести к пределу прочности может быть достигнуто даже после нанесения покрытия, выполняемого при изготовлении сварной стальной трубы. Отсутствует особая необходимость в ограничении доли площади феррита и бейнита. Однако с точки зрения достижения низкого отношения предела текучести к пределу прочности и стойкости к водородному охрупчиванию, доля площади феррита составляет 10% или более и доля площади бейнита составляет 10% или более.
Разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу (HV). Когда разница в твердости составляет 60 или более, отношение предела текучести к пределу прочности может быть 90% или менее как до, так и после упрочнения при деформационном старении. Разница в твердости менее 60 HV приводит к такому же поведению, что и поведение однофазной структуры феррита или бейнита и отношение предела текучести к пределу прочности становится высоким, так что трудно достичь искомого отношения предела текучести к пределу прочности. Если разница в твердости составляет более 180 HV, стойкость к водородному охрупчиванию может ухудшиться, и отношение предела текучести к пределу прочности после деформационного старения может увеличиться. Таким образом, разница в твердости предпочтительно составляет 180 HV или менее. Разница в твердости более предпочтительно составляет 150 HV или менее.
Типы металлографических структур и доля площади каждой фазы могут быть определены путем исследования, например, оптическим микроскопом или сканирующим электронным микроскопом. В частности, делают фотографии микроструктуры по меньшей мере трех областей и проводят обработку изображений. После травления, например, 3% раствором ниталя (ниталь: раствор азотной кислоты со спиртом) и затем электролитического травления, МА (мартенситно-аустенитная составляющая) легко может быть идентифицирована с помощью наблюдения. Доля площади МА может быть определена путем наблюдения сканирующим электронным микроскопом. В частности, делают фотографии микроструктуры по меньшей мере трех областей и проводят обработку изображений.
Твердость является величиной, измеренной с помощью прибора для измерения твердости по Виккерсу, и любая нагрузка может быть выбрана таким образом, что вдавливание оптимального размера получается внутри каждой фазы. Предпочтительно одна и та же нагрузка применяется для измерения твердости феррита и твердости бейнита. При рассмотрении локальных вариаций в составе микроструктуры и вариаций из-за погрешностей измерений предпочтительно, чтобы измерение твердости производилось по меньшей мере в 15 различных положениях для каждой из фаз и чтобы средняя твердость этих фаз использовалась в качестве твердости феррита и бейнита. Разница в твердости, когда используется средняя твердость, является абсолютной величиной разности между средней твердостью феррита и средней твердостью бейнита.
3. Механические свойства при растяжении до и после деформационного старения
Как до деформационного старения при температуре 300°C или ниже, так и после деформационного старения равномерное удлинение составляет 9% или более, и отношение предела текучести к пределу прочности составляет 90% или менее.
Сталь для труб для магистральных трубопроводов, используемых в сейсмических районах, должна быть высокодеформируемой так, чтобы не возникали трещины даже при значительной деформации, например деформации земной поверхности. Кроме того, необходимо, чтобы высокая деформируемость сохранялась даже после деформационного старения, когда сталь нагревают до 300°C для покрытия стального материала для защиты от коррозии. Когда и до деформационного старения при температуре 300°C или ниже, и после деформационного старения равномерное удлинение составляет 9% или более и отношение предела текучести к пределу прочности составляет 90% или менее, получается достаточно высокая деформируемость так, что трещины не могут возникать из-за значительной деформации, например, землетрясения. Таким образом, в стали по настоящему изобретению, как до деформационного старения при температуре 300°C или ниже, так и после деформационного старения, равномерное удлинение составляет 9% или более, и отношение предела текучести к пределу прочности составляет 90% или менее. Предпочтительно, чтобы до деформационного старения при температуре 300°C или ниже и после деформационного старения равномерное удлинение составляло 10% или более и отношение предела текучести к пределу прочности составляло 88% или менее, с точки зрения высокой деформируемости.
4. Условия изготовления
Далее будет описан способ изготовления стали для высокодеформируемых труб для магистральных трубопроводов в соответствии с настоящим изобретением. Способ изготовления стали для высокодеформируемых труб для магистральных трубопроводов в соответствии с настоящим изобретением включает: горячую прокатку исходного материала стали, имеющего вышеописанный химический состав, при температуре нагрева 1000-1300°C и температуре чистовой прокатки Ar3 или выше; ускоренное охлаждение полученного стального материала от температуры начала охлаждения (Ar3-50)-(Ar3+30)°C до температуры прекращения охлаждения 450-650°C со скоростью охлаждения 5°C/с или больше; и повторный нагрев полученной стали до 550-750°C со скоростью нагрева 0,5°C/с или более непосредственно после ускоренного охлаждения; в результате чего может быть получена искомая металлографическая структура. Температура является температурой в центральной части стального материала. Температура Ar3 вычисляется по следующей формуле.
Ar3(°C)=910-310С-80Mn-20Cu-15Cr-55Ni-80Мо.
В приведенной выше формуле каждый символ атома представляет собой содержание (% масс.) элемента и равен 0, если элемент не присутствует.
Далее будет дано описание причин ограничений в отношении условий изготовления.
Температура нагрева: 1000-1300°C.
Если температура нагрева ниже 1000°C, растворение карбидов является недостаточным, так что не получается требуемая прочность. Если температура нагрева превышает 1300°C, то ударная вязкость основного материала ухудшается. Поэтому температура нагрева устанавливается равной 1000-1300°C.
Температура чистовой прокатки: температура Ar3 или выше.
Если температура чистовой прокаткой ниже температуры Ar3, скорость превращения феррита после прокатки уменьшается, и пластическая деформация, вызванная прокаткой, остается в феррите. В этом случае прочность феррита становится высокой и разница в твердости между ферритом и бейнит становится низкой, так что не может быть достигнуто искомое отношение предела текучести к пределу прочности. Таким образом, температура чистовой прокатки задается равной или выше температуры Ar3. Предпочтительно общая степень обжатия при прокатке в диапазоне температур 900°C или ниже, составляет 50% или более. Когда общая степень обжатия при прокатке в диапазоне температур 900°C или ниже, составляет 50% или более, размер аустенитного зерна может быть снижен.
Температура начала охлаждения при ускоренном охлаждении: (Ar3-50)-(Ar3+30)°C.
Если температура начала охлаждения ниже (Ar3-50)°C, доля площади феррита увеличивается, и прочность основного материала снижается. Кроме того, разница в твердости между ферритом и бейнитом становится большой и стойкость к водородному охрупчиванию ухудшается. Таким образом, температура начала охлаждения составляет (Ar3-50)°C или выше и предпочтительно (Ar3-30)°C или выше. Если температура начала охлаждения превышает (Ar3+30)°C, доля площади феррита уменьшается, и разница в твердости между ферритом и бейнитом снижается и является недостаточной для достижения низкого отношения предела текучести к пределу прочности. Таким образом, температура начала охлаждения составляет (Ar3+30)°C или ниже и предпочтительно (Ar3+25)°C или ниже.
Скорость охлаждения в ускоренном охлаждении: 5°C/с или более.
Если скорость охлаждения менее 5°C/с, во время охлаждения формируется перлит и не обеспечивается достаточная прочность и достаточно низкое отношение предела текучести к пределу прочности. Поэтому скорость охлаждения задается равной 5°C/с или больше. Скорость охлаждения предпочтительно составляет 8°C/с или более, и более предпочтительно 10°C/с или более. Скорость охлаждения предпочтительно составляет 100°C/с или менее и более предпочтительно 60°C/с или менее.
Температура прекращения охлаждения: 450-650°C.
В настоящем изобретении температура прекращения охлаждения ускоренного охлаждения, является важным условием изготовления. В настоящем изобретении непревращенный аустенит, который присутствует после повторного нагрева и в котором сконцентрирован С, превращается в МА (мартенситно-аустенитная составляющая) во время воздушного охлаждения после повторного нагрева. В частности, необходимо прекратить охлаждение во время бейнитного превращения в температурном диапазоне, в котором присутствует непревращенный аустенит. Если температура прекращения охлаждения ниже 450°C, то завершается превращение бейнита и, следовательно, МА (мартенситно-аустенитная составляющая) не образуется во время воздушного охлаждения так, что не может быть достигнуто низкое отношение предела текучести к пределу прочности. Если температура прекращения охлаждения выше 650°C, С поглощается перлитом, выделяющимся во время охлаждения. В этом случае формирование МА (мартенситно-аустенитная составляющая) подавляется, количество МА является недостаточным. Поэтому температура прекращения охлаждения в ускоренном охлаждении задается равной 450-650°C. Температура прекращения охлаждения предпочтительно составляет 515°C или выше и более предпочтительно 530°C или выше. Температура прекращения охлаждения предпочтительно составляет 635°C или ниже, и более предпочтительно 620°C или ниже.
В настоящем изобретении предпочтительно выполнить повторный нагрев непосредственно после ускоренного охлаждения. Это потому, что предпочтительно начинать повторный нагрев в состоянии, в котором присутствует непревращенный аустенит. Термин "непосредственно" предпочтительно означает в течение 120 секунд после прекращения охлаждения, с точки зрения эффективности производства и снижения стоимости топлива, необходимого для термообработки.
Повторный нагрев до температуры 550-750°C со скоростью нагрева 0,5°C/с или более непосредственно после прекращения ускоренного охлаждения
Этот процесс также является важным условием изготовления в настоящем изобретении. Во время повторного нагрева непревращенный аустенит претерпевает ферритное превращение, и С, таким образом, удаляется в непревращенный аустенит. Непревращенный аустенит, в котором концентрируется С, превращается в МА (мартенситно-аустенитная составляющая) во время воздушного охлаждения после повторного нагрева. Для получения МА (мартенситно-аустенитная составляющая), необходимо выполнить повторный нагрев от температуры, равной или более высокой, чем точка Bf в диапазоне температур 550-750°C после ускоренного охлаждения. Если скорость нагрева составляет менее 0,5°C/с, то время достижения температуры повторного нагрева станет длительным, так что ухудшается эффективность производства. Кроме того, так как происходит превращение перлита, МА (мартенситно-аустенитная составляющая) не получается и не может быть получено достаточно низкое отношение предела текучести к пределу прочности. Если температура повторного нагрева ниже 550°C, превращения феррита не происходит в достаточной степени, так что С не удаляется в непревращенный аустенит в достаточной степени. В этом случае, не формируется МА, и не может быть достигнуто низкое отношение предела текучести к пределу прочности. Если температура повторного нагрева превышает 750°C, бейнит разупрочняется. В этом случае разница в твердости между ферритом и бейнитом становится менее 60 HV и не может быть достигнуто низкое отношение предела текучести к пределу прочности. Таким образом, диапазон температур повторного нагрева задается равным 550-750°C. Для надежного прохождения превращения феррита, чтобы таким образом концентрировать С в непревращенном аустените, предпочтительно повторный нагрев осуществлять до температуры, превышающей температуру начала повторного нагрева, по меньшей мере, на 50°C. Предпочтительно, чтобы скорость охлаждения после повторного нагрева в основном была равна скорости воздушного охлаждения.
С помощью вышеописанного способа изготовления можно получить стальной материал для высокодеформируемых труб для магистральных трубопроводов с подходящей стойкостью к деформационному старению и стойкостью к водородному охрупчиванию, и имеющих равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее и до, и после деформационного старения при температуре 300°C или ниже. В настоящем изобретении, даже после того как стальной материал подвергнут термообработке при температуре 300°C или ниже, в общем процессе нанесения покрытия на стальные трубы, может быть подавлено увеличение отношения предела текучести к пределу прочности и снижение равномерного удлинения, которые вызваны деформационным старением, и может быть обеспечено равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее. Явление упрочнения при деформационном старении происходит в процессе термической обработки при нанесении покрытия. Поэтому путем достижения низкого отношения предела текучести к пределу прочности как до деформационного старения, так и после деформационного старения низкое отношение предела текучести к пределу прочности может быть достигнуто даже при выполнении нанесения покрытия во время изготовления сварной стальной трубы.
5. Способ изготовления сварной стальной трубы
Способ изготовления сварной стальной трубы будет описан далее.
В настоящем изобретении вышеописанный стальной материал используется для формирования стальной трубы. В одном способе формирования стальной трубы стальной материал формуют в виде стальной трубы формоизменением в холодном состоянии, например, процессом UOE или прессованием для предварительного формования труб (называемый также гибочным прессом).
В процессе UOE с боковых краев толстолистовой стали, используемой в качестве исходного материала, снимают фаску и затем обжимают с помощью пресса. Затем толстолистовой стали придают форму U и затем форму О с помощью пресса. Таким образом из толстолистовой стали формируется цилиндрическая форма с боковыми краями толстолистовой стали, обращенными друг к другу. Затем боковые края толстолистовой стали приводят к примыканию и сваривают. Эта сварка называется шовной сваркой. Предпочтительно шовная сварка выполняется с использованием способа, включающего две стадии: стадию закрепления сваркой прихваточными швами толстолистовой стали, имеющей цилиндрическую форму, приведением обращенных друг к другу боковых краев толстолистовой стали к примыканию и выполнением сварки прихваточными швами; и стадию окончательной сварки проведением сварки внутренней и внешней поверхности шва толстолистовой стали с использованием способа дуговой сварки под флюсом. После шовной сварки выполняется раздача трубы с целью удаления сварочных остаточных напряжений и для улучшения округлости стальной трубы. На стадии выполнения раздачи трубы коэффициент раздачи трубы (отношение изменения наружного диаметра трубы до и после раздачи трубы к наружному диаметру трубы до раздачи трубы) обычно составляет 0,3%-1,5%. С точки зрения баланса между эффектом улучшения округлости и требуемыми характеристиками устройства раздачи трубы, коэффициент раздачи трубы предпочтительно составляет 0,5%-1,2%. Затем может быть нанесено покрытие с целью защиты от коррозии. При нанесении покрытия внешняя поверхность может быть нагрета до температуры в интервале, например, 200-300°C, и затем покрыта известной смолой.
В прессовании для предварительного формования труб толстолистовая сталь многократно подвергается трехточечному изгибу с постепенным изменением ее формы, чтобы таким образом изготовить стальную трубу, имеющую, по существу, круглое поперечное сечение. Затем выполняется шовная сварка, как в вышеописанном процессе UOE. Также в прессовании для предварительного формования труб может быть выполнена раздача трубы после шовной сварки, и также может быть сформировано покрытие.
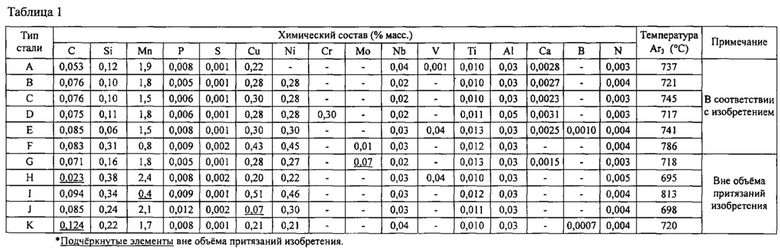
Пример 1
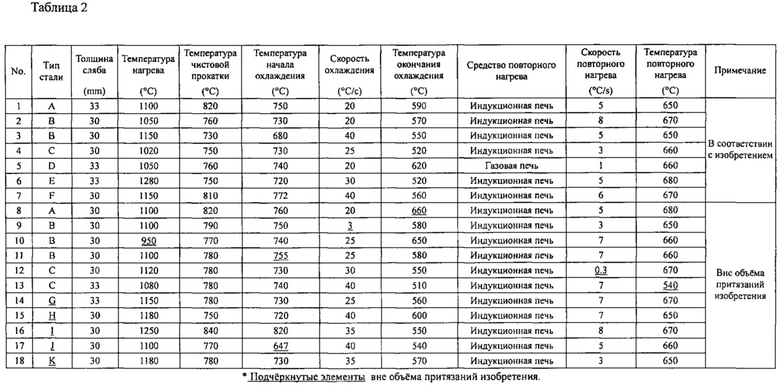
Сталь (один из видов стали А-К), имеющая химический состав, показанный в таблице 1 (остальное является Fe и неизбежными примесями), используют для изготовления стального материала с толщиной листа 30 мм или 33 мм при условиях, приведенных в таблице 2. Проводят повторный нагрев с использованием индукционной печи или газовой печи. Температуры нагрева, чистовой прокатки, прекращения охлаждения и повторного нагрева используются применительно к температуре центральной части толстолистовой стали. Температуру в центральной части измеряют непосредственно введением термопары в центральную часть сляба или толстолистовой стали или рассчитывают по температуре поверхности сляба или толстолистовой стали с использованием таких параметров, как толщина сляба и теплопроводность. Скорость охлаждения является средней скоростью охлаждения рассчитанной делением разности температур, необходимой для охлаждения до температуры прекращения охлаждения после завершения горячей прокатки на время, необходимое для охлаждения. Скорость повторного нагрева (скорость нагрева) является средней скоростью нагрева, рассчитанной делением разности температуры, необходимой для повторного нагрева до температуры повторного нагрева после охлаждения, на время, необходимое для повторного нагрева.
Для каждого из стальных материалов, изготовленных, как описано выше, выполняют исследование структуры и определяют механические свойства при растяжении, разницу в твердости и стойкость к водородному охрупчиванию. Методы оценки следующие.
(1) Исследование структуры
Испытуемый образец для исследования структуры отбирают из одной из полученных толстолистовой сталей и в поперечном сечении в направления L полируют и протравливают ниталем. Микроструктуру по меньшей мере трех областей в центральной части в направлении толщины, то есть область ±2 мм от центрального положения в направлении толщины изучают под оптическим микроскопом (увеличение: 400Х), или с помощью сканирующего электронного микроскопа (увеличение: 2000Х). Делают фотографии микроструктур и подвергают анализу изображений для определения типа структуры и доли площади каждой фазы.
(2) Механические свойства при растяжении
Для оценки предела прочности на разрыв до деформационного старения, два ииспытуемых образца №4, определенных в JIS Z 2201, отбирают в направлении, перпендикулярном направлению прокатки и подвергают испытанию на растяжение, и среднее арифметическое этих значений испытаний используют для оценки. Прочность необходимая в настоящем изобретении, представляет собой предел прочности на разрыв 517 МПа или более (API 5L Х60 или более). Для оценки отношения предела текучести к пределу прочности и равномерного удлинения, два ииспытуемых образца №4, определенных в JIS Z 2201, отбирают в направлении прокатки и подвергают испытанию на растяжение, и средние значения используют для оценки. Отношение предела текучести к пределу прочности, требуемое в настоящем изобретении, представляет собой отношение предела текучести к пределу прочности 90% или менее, и равномерное удлинение составляет 9% или более.
Для оценки прочности при растяжении после деформационного старения два испытуемых образца №4, определенных в JIS Z 2201, отбирают в направлении прокатки, подвергают деформации при растяжении 2,0% и затем выдерживают при 250°C в течение 5 минут для осуществления деформационного старения. Затем выполняют испытание на растяжение и оценивают предел прочности при растяжении, используя среднее полученных значений. Критерии оценки после деформационного старения являются такими же, что и вышеописанные критерии оценки до деформационного старения.
(3) Разница в твердости
Испытуемый образец для измерения твердости отбирают из одной из полученных толстолистовых сталей. Твердость феррита и твердость бейнита измеряют с помощью аппарата для определения твердости по Виккерсу при нагрузке при измерении 5 г, и среднее, по меньшей мере, 10 измерений используют для определения разницы в твердости между ферритом и бейнитом.
(4) Стойкость к водородному охрупчиванию
Что касается стойкости к водородному охрупчиванию, испытания по водородному охрупчиванию проводят при следующих условиях: погружение на 96 ч в 1 моль/л буферный раствор уксусной кислоты, полностью насыщенный сероводородом, имеющий pH около 5,0, и содержащий 5% NaCl. При отсутствии обнаружения трещин, стойкость к водородному охрупчиванию оценивают как хорошую и представляют оценкой "Хорошо". Когда находят трещины, присваивают оценку "Плохо".
Результаты измерений приведены в таблице 3. Во всех металлографических структурах за исключением одной указанной, доля площади феррита составляет 10% или более и доля площади бейнита составляет 10% или более (в №11 доля площади феррита составляет 2%).
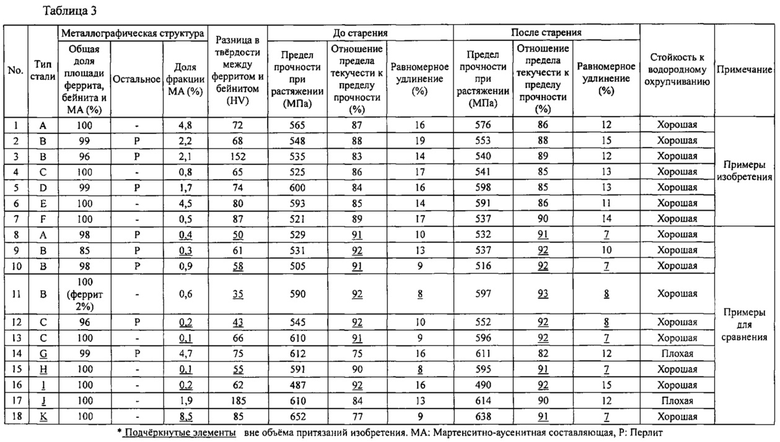
Как показано в таблице 3, в каждом из №№ 1-7, которые являются примерами изобретения, химический состав и способ изготовления входят в объем притязаний настоящего изобретения. Как до, так и после деформационного старения при 250°C в течение 5 минут после приложения деформации растяжения 2,0% получены высокая прочность на растяжение 517 МПа или более, отношение предела текучести к пределу прочности 90% или менее и равномерное удлинение 9% или более и достигнуты низкое отношение предела текучести к пределу прочности, высокое равномерное удлинение и подходящая стойкость к водородному охрупчиванию.
Структура каждого из стальных материалов состоит из феррита, бейнита и мартенситно-аустенитной составляющей. Доля площади мартенситно-аустенитной составляющей равна 0,5-5% и разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу.
В №№ 8-13, которые являются сравнительными примерами, хотя химический состав в соответствии с настоящим изобретением, способ изготовления выходит за рамки настоящего изобретения. Поэтому структура, прочность, отношение предела текучести к пределу прочности до деформационного старения, отношение предела текучести к пределу прочности после деформационного старения и равномерное удлинение недостаточны. В №№ 14-18 химический состав выходит за рамки настоящего изобретения, или способ производства выходит за рамки настоящего изобретения. Поэтому полученная прочность недостаточна, отношение предела текучести к пределу прочности высокое, равномерное удлинение низкое или трещины возникают при испытании на водородное охрупчивание.
Изобретение относится к области металлургии, а именно к стальному толстолистовому материалу, используемому для изготовления труб магистральных трубопроводов. Материал имеет химический состав, включающий в себя, мас.%: С: 0,030–0,100, Si: 0,01–0,50, Mn: 0,5–2,5, Р: 0,015 или менее, S: 0,002 или менее, Cu: 0,20–1,00, Мо: 0,01 или менее, Nb: 0,005–0,05, Ti: 0,005–0,040, Al: 0,10 или менее, N: 0,007 или менее, остальное Fe и неизбежные примеси, и металлографическую структуру, включающую феррит, бейнит и мартенситно-аустенитную составляющую, причем доля площади мартенситно-аустенитной составляющей составляет 0,5 – 5,0%, а разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу. Обеспечиваются высокая стойкость к деформационному старению и водородному охрупчиванию, равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее. 5 н. и 1 з.п. ф-лы, 3 табл., 1 пр.
1. Стальной толстолистовой материал для труб магистральных трубопроводов с высокой стойкостью к деформационному старению и водородному охрупчиванию, имеющий химический состав, содержащий, мас.%: С: 0,030–0,100, Si: 0,01–0,50, Mn: 0,5–2,5, Р: 0,015 или менее, S: 0,002 или менее, Cu: 0,20–1,00, Мо: 0,01 или менее, Nb: 0,005–0,05, Ti: 0,005–0,040, Al: 0,10 или менее, N: 0,007 или менее, остальное Fe и неизбежные примеси, при этом стальной материал имеет равномерное удлинение 9% или более, отношение предела текучести к пределу прочности 90% или менее и металлографическую структуру, включающую феррит, бейнит и мартенситно-аустенитную составляющую, причем доля площади мартенситно-аустенитной составляющей составляет 0,5–5,0%, а разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу.
2. Материал по п. 1, в котором химический состав дополнительно включает в себя, мас.%: по меньшей мере один элемент из Ni: 0,02–0,50, Cr: 1,00 или менее, V: 0,10 или менее, Са: 0,0050 или менее и В: 0,0050 или менее.
3. Способ изготовления стального толстолистового материала для труб магистральных трубопроводов с высокой стойкостью к деформационному старению и водородному охрупчиванию, включающий нагрев стального материала, имеющего указанный в п.1 химический состав, до температуры 1000–1300°С; горячую прокатку полученного стального материала при температуре чистовой прокатки, равной или превышающей температуру Ar3; затем ускоренное охлаждение полученного стального материала от температуры начала охлаждения (Аr3 - 50) – (Аr3 + 30)°С до температуры прекращения охлаждения 450–650°С со скоростью охлаждения 5°С/с или больше; и повторный нагрев полученного стального материала до 550–750°С со скоростью нагрева 0,5°С/с или более непосредственно после ускоренного охлаждения, при этом стальной материал имеет равномерное удлинение 9% или более, отношение предела текучести к пределу прочности 90% или менее и металлографического структуру, включающую в себя феррит, бейнит и мартенситно-аустенитную составляющую, причем доля площади мартенситно-аустенитной составляющей составляет 0,5–5,0%, а разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу.
4. Способ изготовления стального толстолистового материала для труб магистральных трубопроводов с высокой стойкостью к деформационному старению и водородному охрупчиванию, включающий нагрев стального материала, имеющего указанный в п.2 химический состав, до температуры 1000–1300°С; горячую прокатку полученного стального материала при температуре чистовой прокатки, равной или превышающей температуру Ar3; затем ускоренное охлаждение полученного стального материала от температуры начала охлаждения (Аr3 - 50) – (Аr3 + 30)°С до температуры прекращения охлаждения 450–650°С со скоростью охлаждения 5°С/с или больше; и повторный нагрев полученного стального материала до 550–750°С со скоростью нагрева 0,5°С/с или более непосредственно после ускоренного охлаждения, при этом стальной материал имеет равномерное удлинение 9% или более, отношение предела текучести к пределу прочности 90% или менее и металлографического структуру, включающую в себя феррит, бейнит и мартенситно-аустенитную составляющую, причем доля площади мартенситно-аустенитной составляющей составляет 0,5–5,0%, а разница в твердости между ферритом и бейнитом составляет 60 или более в единицах твердости по Виккерсу.
5. Сварная труба магистрального трубопровода, отличающаяся тем, что она изготовлена из стального толстолистового материала по п. 1 и имеет равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее.
6. Сварная труба магистрального трубопровода, отличающаяся тем, что она изготовлена из стального толстолистового материала по п. 2 и имеет равномерное удлинение 9% или более и отношение предела текучести к пределу прочности 90% или менее.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| ВЫСОКОПРОЧНАЯ ТОЛСТОСТЕННАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДА С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427663C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

