ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к толстолистовой стали для толстостенной высокопрочной магистральной трубы, которая обладает превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, в частности, к толстолистовой стали для толстостенной высокопрочной магистральной трубы, которая обладает превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, которая поэтому является оптимальной для магистральной трубы для транспортировки природного газа или сырой нефти, а также относится к магистральной трубе, имеющей превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы значение трубопроводов как способа транспортировки сырой нефти или природного газа на большие расстояния неуклонно росло. Подходы к проектированию магистральных труб для транспортировки на большие расстояния основаны главным образом на стандартах Американского Нефтяного Института (API). В прошлом была разработана магистральная труба, обладающая превосходным пределом прочности и низкотемпературной вязкостью для того, чтобы предотвратить разрыв при применении внутреннего давления. Для того, чтобы повысить эффективность транспортировки сырой нефти или природного газа, необходимы более прочные и более толстые магистральные трубы. Кроме того, при прокладке магистральных труб в арктических областях требуется, в частности, низкотемпературная вязкость. Однако в большинстве случаев, чем выше прочность и больше толщина, тем труднее становится гарантировать вязкость стального материала.
[0003] Для того чтобы уменьшить изменения в твердости толстолистового материала в направлении толщины листа и улучшить низкотемпературную вязкость, PLT 1 предлагает способ прокатки в температурной области, где микроструктура становится двухфазной и состоит из аустенита и феррита (двухфазовая область). В соответствии с этим способом возможно превратить микроструктуру толстолистового материала в мелкозернистую игольчатую ферритовую структуру, к которой примешан островной мартенсит.
[0004] Кроме того, в последнее время характеристики, требуемые от магистральной трубы, стали более разнообразными. В дополнение к прочности и низкотемпературной жесткости иногда стали требоваться сопротивление смятию, позволяющее трубе не сминаться под внешним давлением, или сопротивление воздействию кислой среды, позволяющее трубе не растрескиваться в кислой окружающей среде, которая содержит сульфид водорода и т.д. В частности, при прокладке глубоководных участков трубопровода стало требоваться одновременное достижение противоположных характеристик сопротивления смятию и низкотемпературной жесткости. Однако из-за увеличенной толщины магистральной трубы одновременное достижение сопротивления смятию и низкотемпературной жесткости становится чрезвычайно трудным.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] PLT 1: Японская патентная публикация № 8-041536A
PLT 2: Японская патентная публикация № 2010-084170A
PLT 3: Японская патентная публикация № 2010-084171A
PLT 4: Японская патентная публикация № 2011-132599A
PLT 5: Японская патентная публикация № 2011-163455A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Как было отмечено выше, в последние годы характеристики, требуемые от магистральной трубы для транспортировки природного газа или сырой нефти, которая укладывается на дно океана на большой глубине, стали более сложными. Стали требоваться большая толщина, более высокая прочность, низкотемпературная вязкость, сопротивление воздействию кислой среды и дополнительно сопротивление смятию.
[0007] В случае вышеупомянутого PLT 1, улучшение сопротивления воздействию кислой среды и сопротивления смятию не рассматриваются вообще. В частности, островной мартенсит становится исходными точками для разрушения и создает проблему уменьшения вязкости разрушения.
[0008] Для того, чтобы решить эту проблему, были предложены способ подавления формирования твердого мартенсита и подавления разности в твердости между ферритом и бейнитом, а также способ использования мелкозернистого бейнита для подавления эффекта Баушингера (см., например, PLT 2-4).
[0009] В последние годы характеристики, требуемые от магистральной трубы, стали более разнообразными. Среди них, в частности, более сложными стали характеристики, требуемые от магистральной трубы, которая укладывается на дно океана на большой глубине. В частности, в дополнение к большей толщине, пределу текучести (YS), пределу прочности (TS) и низкотемпературной жесткости (площадь сдвига при испытании DWTT при температуре -10°C), стали также требоваться сопротивление воздействию кислой среды и дополнительно сопротивление смятию (0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C). Однако в предшествующем уровне техники (см., например, PLT 2-5 и т.д.), было чрезвычайно трудно одновременно достичь всех этих характеристик.
[0010] Изобретение, которое раскрывается в PLT 2, посвящено улучшению сопротивления распространению трещины и низкотемпературной жесткости, но не рассматривает, как улучшить сопротивление воздействию кислой среды и сопротивление смятию. Кроме того, изобретение, которое раскрывается в PLT 3, рассматривает низкотемпературную вязкость и сопротивление смятию, но не рассматривает, как улучшить сопротивление воздействию кислой среды. Кроме того, изобретение, которое раскрывается в PLT 4, пытается достичь баланса прочности на сжатие и низкотемпературной жесткости, а также одновременно высокой прочности на сжатие и сопротивления воздействию кислой среды, но не рассматривает вышеупомянутого сопротивления смятию (0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C).
[0011] В PLT 5 обнаружено, что в случае стальной трубы для магистральной трубы с толщиной листа 25 мм или больше и вплоть до стандарта X80 Американского Нефтяного Института (API) (предел прочности 620 МПа или больше), сделать центральную часть толщины листа мелкозернистой структурой бейнита является чрезвычайно трудной задачей. Для того, чтобы решить такую техническую проблему, PLT 5 предлагает процесс изготовления, который понижает содержание углерода, превращает микроструктуру в микроструктуру с низкой температурой преобразования, которая формируется главным образом из бейнита, и на основе этого стального материала, вязкость которого улучшена, добавляет молибден для улучшения закаливаемости и снижает добавление алюминия для того, чтобы использовать бейнит в зернах.
[0012] Изобретение, которое раскрывается в PLT 5, улучшает закаливаемость основного материала и делает эффективный размер зерна HAZ более мелким за счет того, что толстолистовая сталь в целом состоит из однородной микроструктуры, сформированной главным образом из бейнита. Изобретение, которое раскрывается в PLT 5, нацелено на улучшение низкотемпературной жесткости зоны сварного шва и не рассматривает, как улучшить сопротивление воздействию кислой среды и сопротивление смятию.
[0013] Кроме того, в центральной части толщины листа прокатка благодаря контролируемой прокатке и скорость охлаждения благодаря контролируемому охлаждению становятся недостаточными. Следовательно, даже когда закаливаемость улучшается, при увеличении толщины листа становится трудно сделать толстолистовую сталь в целом однородной микроструктурой.
[0014] Кроме того, в прошлом толстолистовая сталь для магистральной трубы часто имела толщину листа 20 мм или меньше. Если прочность соответствовала классу X65 и т.п. по стандарту API, было возможно легко гарантировать различные характеристики, такие как сопротивление воздействию кислой среды, низкотемпературная вязкость и сопротивление смятию. Это было потому, что при горячей прокатке степень обжатия в достаточной степени гарантировалась, и эффективный размер зерна становился более мелким и, дополнительно к этому, разность в скорости охлаждения между поверхностными слоями и центральной частью толщины благодаря ускоренному охлаждению была малой, так что микроструктура становилась однородной. В этой связи, если толщина листа составляет 25 мм или больше, в частности 30 мм или больше, становится трудно удовлетворить одновременно все требования к сопротивлению воздействию кислой среды, к низкотемпературной жесткости и к сопротивлению смятию.
[0015] В частности, обеспечение сопротивления смятию и обеспечение низкотемпературной жесткости являются противоположными вещами. В предшествующем уровне техники не было разработано материала, который мог бы достичь одновременно сопротивления смятию и низкотемпературной жесткости.
[0016] Настоящее изобретение, с учетом этой ситуации, имеет своей целью обеспечение толстостенной высокопрочной магистральной трубы, которая была бы оптимальной в качестве материала для магистральной трубы для транспортировки природного газа или сырой нефти и имела бы хороший баланс сопротивления воздействию кислой среды, сопротивления смятию и низкотемпературной жесткости, а также толстолистовой стали для толстостенной высокопрочной магистральной трубы.
РЕШЕНИЕ ПРОБЛЕМЫ
[0017] Авторы настоящего изобретения участвовали в интенсивных исследованиях, фокусирующихся на микроструктуре и размере кристаллического зерна в толстолистовой стали для магистральной трубы с тем, чтобы получить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, которая имела бы превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость. В результате они обнаружили, что в толстостенной магистральной трубе (также называемой «толстостенной стальной трубой») составы, микроструктуры, производственные процессы и т.д. для достижения (1) одновременно прочности и сопротивления воздействию кислой среды, (2) одновременно прочности и сопротивления смятию толстостенной стальной трубы, и (3) одновременно прочности и низкотемпературной жесткости толстостенной стальной трубы могут быть описаны следующим образом:
[0018] (1) Достижение одновременно прочности и сопротивления воздействию кислой среды
Для того, чтобы повысить прочность магистральной трубы без ухудшения сопротивления воздействию кислой среды, эффективным является превратить микроструктуру основного материала магистральной трубы, то есть толстолистовой стали, в однородную структуру, состоящую из игольчатого феррита или бейнита. Кроме того, для того, чтобы улучшить сопротивление воздействию кислой среды, необходимо подавить упрочнение части центральной сегрегации. Далее будет объяснен механизм, обуславливающий растрескивание, которое происходит в кислой окружающей среде. Растрескивание в кислой окружающей среде, в частности, вызываемое водородом растрескивание (HIC), происходит именно благодаря водороду, который собирается вокруг удлиненных включений на основе MnS и других дефектов в стали, присутствующих в части центральной сегрегации толстолистовой стали. Таким образом, в кислой окружающей среде водород, который проникает через сталь, собирается вокруг этих дефектов и формирует газовые карманы. Когда давление превышает значение вязкости разрушения стали (KIC), происходит растрескивание. Кроме того, если часть центральной сегрегации стали, окружающая включения и т.д., является упрочненной, растрескивание легко распространяется. Следовательно, в магистральной трубе, которая используется в кислой окружающей среде, важно подавить формирование удлиненного MnS и формирование твердых фаз в части центральной сегрегации. В частности, эффективно остановить ускоренное охлаждение при несколько повышенной температуре, например, остановить ускоренное охлаждение после горячей прокатки так, чтобы температура части центральной сегрегации стали стала 400°C или больше. Следует отметить, что «часть центральной сегрегации» является частью в центральной части толщины листа толстолистовой стали, где марганец и другие компоненты концентрируются вследствие сегрегации при затвердевании во время отливки.
[0019] (2) Достижение одновременно прочности и сопротивления смятию толстостенной стальной трубы
В случае толстостенной стальной трубы для того, чтобы одновременно гарантировать прочность и сопротивление смятию, эффективным является добавлять молибден и т.д. для повышения закаливаемости и использовать ускоренное охлаждение после горячей прокатки для того, чтобы вызвать формирование мартенсита или бейнита с их высокими плотностями дислокаций и способствовать деформационному старению. В частности, если управлять температурой остановки ускоренного охлаждения так, чтобы она стала несколько более низкой, например, так, чтобы температура поверхности толстолистовой стали стала равна 400°C или меньше, образуется мартенсит, и деформационное старение может облегчаться во время покрытия и обжига толстостенной стальной трубы (обработки путем нагревания и выдержки трубы при температуре около 200°C во время покрытия).
[0020] (3) Достижение одновременно прочности и низкотемпературной жесткости толстостенной стальной трубы
В случае толстостенной стальной трубы, по сравнению с тонкостенной стальной трубой, предшествующие аустенитные зерна (аустенитные зерна перед преобразованием благодаря ускоренному охлаждению) становятся более крупными, и низкотемпературная вязкость падает. Кроме того, по сравнению со структурой из одного только бейнита, эффективный размер зерна структуры из одного только игольчатого феррита является более мелким. Даже в этом случае невозможно сказать, что низкотемпературная вязкость является достаточной. Поэтому для того, чтобы гарантировать низкотемпературную вязкость, эффективным является формирование многоугольного феррита. Однако многоугольный феррит вызывает падение прочности, поэтому для того, чтобы гарантировать прочность, эффективным является превращение структуры в композит из бейнита или игольчатого феррита.
[0021] Как было объяснено выше, было установлено, что трудно одновременно удовлетворить вышеупомянутые требования (1) - (3) с тем, чтобы одновременно обеспечить сопротивление воздействию кислой среды, низкотемпературную вязкость и сопротивление смятию. Например, для сопротивления смятию (2) мартенсит является эффективным, в то время как для сопротивления воздействию кислой среды (1) и низкотемпературной жесткости (3) мартенсит является вредным. Кроме того, для низкотемпературной жесткости (3) многоугольный феррит является эффективным, но сопротивление воздействию кислой среды (1) при этом падает, так как образование многоугольного феррита заставляет структуру становиться неравномерной. Кроме того, многоугольный феррит, который имеет низкую плотность дислокаций, вызывает падение сопротивления смятию. Поэтому авторы настоящего изобретения изучали способ использования толстостенности, то есть использования горячей прокатки и последующего ускоренного охлаждения для того, чтобы управлять структурой путем использования перепада температур между поверхностями и центральной частью благодаря толщине листа. Кроме того, они принимали во внимание тот факт, что в центральной части толщины листа чрезвычайно важным является обеспечение сопротивления воздействию кислой среды, в то время как в поверхностных слоях чрезвычайно важным является обеспечение сопротивления смятию. Кроме того, для того, чтобы гарантировать низкотемпературную вязкость, они изучали возможности уменьшения эффективного размера зерна.
[0022] Во-первых, было найдено, что для того, чтобы гарантировать сопротивление воздействию кислой среды, прочность и низкотемпературную вязкость в центральной части толщины, эффективным является подавление формирования деформированного феррита и смеси мартенсита и аустенита (называемой ниже «MA») с тем, чтобы задержать затвердевание и создать однородную структуру, состоящую из одного или обоих из игольчатого феррита и бейнита. Здесь, в центральной части толщины, марганец концентрируется благодаря сегрегации. Закаливаемость является высокой, и формирование феррита подавляется. Однако для того, чтобы гарантировать низкотемпературную вязкость, формирование феррита является эффективным. Необходимо создать такую микроструктуру, чтобы количество феррита увеличивалось в направлении к поверхностным слоям. С другой стороны, если вызвать формирование мягкого многоугольного феррита для того, чтобы гарантировать низкотемпературную вязкость, предел текучести поверхностных слоев при сжатии в круговом направлении упадет, и в результате упадет сопротивление смятию. Для того, чтобы решить эту проблему, авторы настоящего изобретения выдвинули идею вызывания формирования деформированного феррита в поверхностных слоях и повышения плотности дислокаций феррита с тем, чтобы способствовать деформационному старению и улучшить сопротивление смятию. Следовательно, они обнаружили, что структура поверхностных слоев должна быть такой структурой, в которой деформированный феррит должен быть сформирован с долей площади 5% или больше, так чтобы удовлетворить требованию к сопротивлению смятию, а формирование MA должно быть подавлено и остаток должен состоять из одного или обоих из многоугольного феррита и бейнита с тем, чтобы гарантировать низкотемпературную вязкость.
[0023] Если количество деформированного феррита является большим, прочность смятия увеличивается, но при этом ухудшается низкотемпературная вязкость. Для того, чтобы гарантировать низкотемпературную вязкость, необходимо до некоторой степени управлять количеством деформированного феррита. Таким образом, необходимо подходящим образом распределить части, поддерживающие прочность смятия, и части, поддерживающие низкотемпературную вязкость, в соответствии с толщиной листа. Таким образом, чем меньше толщина листа, тем меньше допустимое количество деформированного феррита в части поверхностного слоя, в то время как, чем больше толщина листа, тем больше допустимое количество деформированного феррита в части поверхностного слоя. Поэтому авторы настоящего изобретения исследовали зависимость между допустимым количеством деформированного феррита и толщиной листа, и обнаружили оптимальное соотношение. Настоящее изобретение было сделано на основе этих открытий и имеет своей сутью следующее:
[0024] [1] Листовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, представляющая собой:
толстолистовую сталь с толщиной от 25 мм до 45 мм, содержащую:
C: от 0,04 мас.% до 0,08 мас.%;
Mn: от 1,2 мас.% до 2,0 мас.%;
Nb: от 0,005 мас.% до 0,05 мас.%;
Ti: от 0,005 мас.% до 0,03 мас.%;
Ca: от 0,0005 мас.% до 0,0050 мас.%, и
N: от 0,001 мас.% до 0,008 мас.%, с ограничениями:
Si: 0,5 мас.% или меньше,
Al: 0,05 мас.% или меньше,
P: 0,03 мас.% или меньше,
S: 0,005 мас.% или меньше,
O: 0,005 мас.% или меньше, и
имеющую остаток, состоящий из железа и неизбежных примесей, в которой
микроструктура части поверхностного слоя, расположенной от поверхности толстолистовой стали вниз в направлении толщины листа на 0,9 мм до 1,1 мм, ограничена в процентах площади следующим образом:
деформированный феррит: 5% или больше и Sfe1%, определяемый по следующей формуле 1a, или меньше, и
смесь мартенсита и аустенита: 8% или меньше, и
имеет остаток, состоящий из одного или обоих из многоугольного феррита и бейнита, и
микроструктура части, расположенной от центра толщины листа в направлении к передней и к задней сторонам толстолистовой стали в пределах 1 мм, составляющая центральную часть толщины, ограничена в процентах площади следующим образом:
деформированный феррит: 5% или меньше,
смесь мартенсита и аустенита: 5% или меньше, и
имеет остаток, состоящий из одного или обоих из игольчатого феррита и бейнита, и
часть поверхностного слоя и центральная часть толщины имеют среднее значение эффективного размера зерна, измеренное дифракцией обратного рассеяния электронов, равное 20 мм или меньше,
Sfe1=0,6552×TH-4,7826·формула 1a,
где TH: толщина толстолистовой стали для толстостенной высокопрочной магистральной трубы.
[2] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с пунктом [1], дополнительно содержащая одно или больше из следующего:
Cu: 0,50 мас.% или меньше,
Ni: 0,50 мас.% или меньше,
Cr: 0,50 мас.% или меньше,
Mo: 0,50 мас.% или меньше,
W: 0,50 мас.% или меньше,
V: 0,10 мас.% или меньше,
Zr: 0,050 мас.% или меньше,
Ta: 0,050 мас.% или меньше,
B: 0,0020 мас.% или меньше,
Mg: 0,010 мас.% или меньше,
REM: 0,0050 мас.% или меньше,
Y: 0,0050 мас.% или меньше,
Hf: 0,0050 мас.% или меньше, и
Re: 0,0050 мас.% или меньше.
[3] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с пунктом [1] или [2], в которой содержание алюминия составляет 0,005 мас.% или меньше.
[4] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[3], у которой предел прочности составляет от 500 до 700 МПа.
[5] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[3], у которой предел текучести после формирования трубы составляет 440 МПа или больше, предел прочности составляет от 500 до 700 МПа, и напряжение пластического течения на 0,2% при сжатии в круговом направлении после старения при температуре 200°C составляет 450 МПа или больше.
[6] Толстостенная высокопрочная магистральная труба, изготовленная путем формования толстолистовой стали для толстостенной высокопрочной магистральной трубы, обладающей превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[4], в трубу с последующей дуговой сваркой примыкающих концов, имеющая предел текучести 440 МПа или больше, предел прочности от 500 до 700 МПа и напряжение пластического течения на 0,2% при сжатии в круговом направлении после старения при температуре 200°C, равное 450 МПа или больше.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0025] В соответствии с настоящим изобретением возможно обеспечить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, обладающую превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, которая поэтому является оптимальной в качестве материала для магистральной трубы для транспортировки природного газа или сырой нефти. В частности, возможно обеспечить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, которая имеет превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость, которая имеет толщину от 25 до 45 мм и которая после формирования в трубу имеет YS, равный 440 МПа или больше, TS от 500 до 700 МПа, площадь сдвига при испытании DWTT при температуре -10°C, равную 85% или больше, и прочность на сжатие в круговом направлении после старения при температуре 200°C (0,2% напряжение пластического течения) 450 МПа или больше. Вклад в промышленность является выдающимся.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Фиг. 1 представляет собой оптический микроснимок поперечного сечения поверхностной части слоя толстолистовой стали для толстостенной высокопрочной магистральной трубы по настоящему изобретению.
Фиг. 2 представляет собой график, который предписывает верхний предел и нижний предел процента площади деформированного феррита в части поверхностного слоя толстолистовой стали для толстостенной высокопрочной магистральной трубы по настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0027] Далее будет объяснена толстолистовая сталь для толстостенной высокопрочной магистральной трубы по настоящему изобретению, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, (в дальнейшем также просто называемая «толстолистовой сталью для магистральной трубы» или «толстолистовой сталью») и способ ее изготовления. Далее будут объяснены причины ограничения компонентов в толстолистовой стали для толстостенной высокопрочной магистральной трубы настоящего варианта осуществления (основном материале магистральной трубы). Следует отметить, что символы % означают мас.%, если не указано иное.
[0028] C: Углерод является элементом, который улучшает прочность толстолистовой стали. В данном варианте осуществления должно быть добавлено 0,04 мас.% углерода или больше. Предпочтительно углерод добавляется в количестве 0,05 мас.% или больше, более предпочтительно 0,055 мас.% или больше. С другой стороны, если добавляется более чем 0,08 мас.% углерода, низкотемпературная вязкость падает, так что верхний предел количества углерода устанавливается равным 0,08 мас.%. Предпочтительно верхний предел количества углерода устанавливается равным 0,07 мас.%, более предпочтительно верхний предел устанавливается равным 0,065 мас.%.
[0029] Mn: Марганец является элементом, который способствует улучшению прочности и жесткости толстолистовой стали. В данном варианте осуществления для того, чтобы обеспечить прочность толстолистовой стали, добавляется 1,2 мас.% или больше марганца. Предпочтительно марганец добавляется в количестве 1,4 мас.% или больше, более предпочтительно 1,5 мас.% или больше. С другой стороны, если марганец добавляется в чрезмерном количестве, часть листа, находящаяся в середине толщины, приобретает повышенную твердость, и стойкость к воздействию кислой среды ухудшается, так что верхний предел количества марганца устанавливается равным 2,0 мас.% или меньше. Предпочтительно верхний предел количества марганца устанавливается равным 1,8 мас.% или меньше, более предпочтительно 1,7 мас.% или меньше.
[0030] Nb: Ниобий является элементом, который образует карбиды и нитриды и способствует улучшению прочности. Кроме того, он подавляет рекристаллизацию и способствует уменьшению зерна во время горячей прокатки. По этой причине нижний предел количества ниобия устанавливается равным 0,005 мас.% или больше. Предпочтительно нижний предел количества ниобия устанавливается равным 0,010 мас.% или больше, более предпочтительно 0,015 мас.% или больше. С другой стороны, если ниобий добавляется в чрезмерном количестве, прочность повышается чрезмерно, и низкотемпературная вязкость ухудшается, так что верхний предел количества ниобия устанавливается равным 0,05 мас.% или меньше. Предпочтительно верхний предел количества ниобия устанавливается равным 0,04 мас.% или меньше, более предпочтительно 0,03 мас.% или меньше.
[0031] Ti: Титан является элементом, который образует нитриды и оказывает влияние на уменьшение зерна микроструктуры. Нижний предел количества титана устанавливается равным 0,005 мас.% или больше для того, чтобы сделать эффективный размер зерна меньше. Предпочтительно нижний предел количества титана устанавливается равным 0,008 мас.% или больше, более предпочтительно 0,01 мас.% или больше. С другой стороны, если титан добавляется в чрезмерном количестве, формируются грубые зерна TiN и низкотемпературная вязкость ухудшается, так что верхний предел количества титана устанавливается равным 0,03 мас.% или меньше. Предпочтительно верхний предел количества титана устанавливается равным 0,02 мас.% или меньше, более предпочтительно 0,015 мас.%.
[0032] Ca: Кальций является элементом, который управляет формой сульфидов и улучшает сопротивление воздействию кислой среды. В данном варианте осуществления для того, чтобы способствовать образованию CaS и подавить образование MnS, удлиненного в направлении прокатки, и обеспечить сопротивление воздействию кислой среды, нижний предел количества кальция устанавливается равным 0,0005 мас.% или больше. Предпочтительно нижний предел количества кальция устанавливается равным 0,0010 мас.%, более предпочтительно 0,0015 мас.%. С другой стороны, если кальций добавляется в чрезмерном количестве, образуются грубые оксиды и низкотемпературная вязкость ухудшается, так что верхний предел количества кальция устанавливается равным 0,0050 мас.%. Предпочтительно верхний предел количества кальция устанавливается равным 0,0040 мас.% или меньше, более предпочтительно 0,0030 мас.% или меньше.
[0033] N: В данном варианте осуществления нитриды используются для того, чтобы сделать микроструктуру стали более мелкой, так что содержание азота устанавливается равным 0,001 мас.% или больше. Предпочтительно количество азота устанавливается равным 0,002 мас.% или больше, более предпочтительно 0,003 мас.% или больше. С другой стороны, если азот содержится в чрезмерном количестве, образуются грубые нитриды, и низкотемпературная вязкость ухудшается, так что верхний предел количества азота устанавливается равным 0,008 мас.%. Предпочтительно верхний предел количества азота устанавливается равным 0,007 мас.% или меньше, более предпочтительно 0,006 мас.% или меньше.
[0034] Кремний и алюминий являются раскисляющими элементами. Если они добавляются с целью раскисления, достаточно использовать любой один из них, но также могут использоваться оба этих элемента. Следует отметить, что если кремний и алюминий добавляются в чрезмерном количестве, они ухудшают характеристики толстолистовой стали, так что в данном варианте осуществления верхние пределы содержания кремния и алюминия устанавливаются следующим образом:
[0035] Si: Если кремний добавляется в чрезмерном количестве, формируется твердый MA, в частности в зоне теплового воздействия (HAZ), и вязкость зоны роликового сварного шва стальной трубы падает, так что верхний предел количества кремния устанавливается равным 0,5 мас.% или меньше. Предпочтительно количество кремния устанавливается равным 0,3 мас.% или меньше, более предпочтительно 0,25 мас.% или меньше. Следует отметить, что, как объяснено выше, кремний является элементом, который используется для раскисления, а также является элементом, который способствует повышению прочности, так что предпочтительно, чтобы нижний предел количества кремния составлял 0,05 мас.% или больше, более предпочтительно 0,10 мас.% или больше.
[0036] Al: Как объяснено выше, алюминий является полезным раскисляющим элементом. Предпочтительно нижний предел количества алюминия устанавливается равным 0,001 мас.% или больше, более предпочтительно 0,003 мас.% или больше. Однако, если алюминий добавляется чрезмерно, формируются грубые оксиды, и низкотемпературная вязкость падает, так что верхний предел количества алюминия устанавливается равным 0,05 мас.% или меньше. Предпочтительно верхний предел количества алюминия устанавливается равным 0,04 мас.% или меньше, более предпочтительно 0,03 мас.% или меньше. Кроме того, за счет ограничения количества алюминия величиной 0,005 мас.% или меньше может быть улучшена вязкость зоны теплового воздействия.
[0037] P, S и O (кислород) содержатся в качестве неизбежных примесей. Если они содержатся в чрезмерном количестве, это вредит характеристикам толстолистовой стали, так что в данном варианте осуществления верхние пределы содержания фосфора, серы и кислорода устанавливаются следующим образом:
[0038] P: Фосфор является элементом, который вызывает хрупкость стали. Если в стали содержится более 0,03 мас.% фосфора, низкотемпературная вязкость стали ухудшается, так что верхний предел содержания фосфора устанавливается равным 0,03 мас.% или меньше. Предпочтительно верхний предел количества фосфора устанавливается равным 0,02 мас.% или меньше, более предпочтительно 0,01 мас.% или меньше.
[0039] S: Сера является элементом, который формирует MnS и другие сульфиды. Если в стали содержится более 0,005 мас.% серы, низкотемпературная вязкость и сопротивление воздействию кислой среды падают, так что верхний предел содержания серы устанавливается равным 0,005 мас.% или меньше. Предпочтительно количество серы устанавливается равным 0,003 мас.% или меньше, более предпочтительно 0,002 мас.%.
[0040] O: Если кислород содержится в количестве более чем 0,005 мас.%, формируются крупнозернистые оксиды, и низкотемпературная вязкость стали падает, так что верхний предел содержания кислорода устанавливается равным 0,005 мас.% или меньше. Предпочтительно верхний предел количества кислорода устанавливается равным 0,003 мас.% или меньше, более предпочтительно 0,002 мас.% или меньше.
[0041] Кроме того, в настоящем изобретении в качестве элементов, которые улучшают прочность или низкотемпературную вязкость, могут быть добавлены один или больше из Cu, Ni, Cr, Mo, W, V, Zr, Ta и B.
[0042] Cu: Медь является элементом, который эффективен для повышения прочности без уменьшения низкотемпературной жесткости. Предпочтительно добавляется 0,01 мас.% или больше меди, более предпочтительно 0,1 мас.% или больше. С другой стороны, медь является элементом, который облегчает возникновение растрескивания во время нагрева стального сляба или во время роликовой сварки стальной трубы, так что количество меди предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество меди устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.
[0043] Ni: Никель является элементом, который эффективен для улучшения низкотемпературной жесткости и прочности. Предпочтительно добавляется 0,01 мас.% или больше никеля, более предпочтительно 0,1 мас.% или больше. С другой стороны, никель является дорогим элементом. С точки зрения экономики количество никеля предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество никеля устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.
[0044] Cr: Хром является элементом, который улучшает прочность стали за счет дисперсионного упрочнения. Предпочтительно добавляется 0,01 мас.% или больше хрома, более предпочтительно 0,1 мас.% или больше. С другой стороны, если хром добавляется в чрезмерном количестве, иногда повышение прочности заставляет низкотемпературную вязкость падать, так что верхний предел количества хрома предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество хрома устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.
[0045] Mo: Молибден является элементом, который улучшает закаливаемость и который формирует карбонитриды, улучшающие прочность. Предпочтительно добавляется 0,01 мас.% или больше молибдена, более предпочтительно 0,05 мас.% или больше. С другой стороны, если молибден добавляется в чрезмерном количестве, иногда повышение прочности заставляет низкотемпературную вязкость падать, так что верхний предел количества молибдена предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество молибдена устанавливается равным 0,2 мас.% или меньше, и еще более предпочтительно - 0,15 мас.% или меньше.
[0046] W: Вольфрам, как и молибден, является элементом, который улучшает закаливаемость и который формирует карбонитриды, улучшающие прочность. Предпочтительно добавляется 0,0001 мас.% или больше вольфрама, более предпочтительно 0,01 мас.% или больше, и еще более предпочтительно 0,05 мас.% или больше. С другой стороны, если вольфрам добавляется в чрезмерном количестве, иногда повышение прочности вызывает падение низкотемпературной жесткости, так что верхний предел количества вольфрама предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество вольфрама устанавливается равным 0,2 мас.% или меньше, и еще более предпочтительно - 0,15 мас.% или меньше.
[0047] V: Ванадий является элементом, который образует карбиды и нитриды и способствует улучшению прочности. Предпочтительно добавляется 0,001 мас.% или больше ванадия, более предпочтительно 0,005 мас.% или больше. С другой стороны, если добавляется более чем 0,10 мас.% ванадия, иногда это вызывает падение низкотемпературной жесткости, так что количество ванадия предпочтительно устанавливается равным 0,10 мас.% или меньше. Более предпочтительно количество ванадия устанавливается равным 0,05 мас.% или меньше, и еще более предпочтительно - 0,03 мас.% или меньше.
[0048] Zr и Ta: Цирконий и тантал, как и ванадий, являются элементами, которые образуют карбиды или нитриды и способствуют улучшению прочности. Цирконий и тантал предпочтительно добавляются в количестве 0,0001 мас.% или больше, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,001 мас.% или больше. С другой стороны, если добавляется более чем 0,050 мас.% циркония или тантала, низкотемпературная вязкость иногда падает, так что верхние пределы количества циркония и количества тантала предпочтительно устанавливаются равными 0,050 мас.% или меньше. Более предпочтительно это количество составляет 0,030 мас.% или меньше.
[0049] B: Бор является элементом, который может вызвать улучшение закаливаемости при добавлении в небольшом количестве. Для того, чтобы повысить прочность, предпочтительно добавляется 0,0001 мас.% или больше бора. Предпочтительно добавляется 0,0003 мас.% или больше бора. С другой стороны, если бор добавляется в чрезмерном количестве, иногда формируются выделения бора, и низкотемпературная вязкость иногда ухудшается, так что количество бора предпочтительно устанавливается равным 0,0020 мас.% или меньше. Более предпочтительно количество бора устанавливается равным 0,0010 мас.% или меньше.
[0050] Кроме того, в настоящем изобретении для управления формой включений, таких как сульфиды и оксиды, и улучшения низкотемпературной жесткости и сопротивления воздействию кислой среды, могут быть добавлены один или больше элементов из Mg, REM, Y, Hf и Re.
[0051] Mg: Магний является элементом, который способствует улучшению сопротивления воздействию кислой среды или низкотемпературной жесткости за счет управления формой сульфидов или формирования мелкозернистых оксидов. Предпочтительно добавляется 0,0001 мас.% или больше магния, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,001 мас.% или больше. С другой стороны, если добавляется более чем 0,010 мас.% магния, иногда легко формируются крупнозернистые оксиды, и вязкость зоны теплового воздействия ухудшается, так что количество магния предпочтительно устанавливается равным 0,010 мас.% или меньше. Более предпочтительно количество магния устанавливается равным 0,005 мас.% или меньше, и еще более предпочтительно - 0,003 мас.% или меньше.
[0052] REM, Y, Hf и Re: REM, Y, Hf и Re образуют сульфиды и, в частности, подавляют образование MnS, удлиненного в направлении прокатки, способствуя улучшению сопротивления воздействию кислой среды. REM, Y, Hf, и Re все предпочтительно добавляются в количестве 0,0001 мас.% или больше, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,0010 мас.% или больше. С другой стороны, если REM, Y, Hf или Re добавляются в количестве более чем 0,0050 мас.%, оксиды увеличиваются, что иногда вредит жесткости, так что верхний предел предпочтительно устанавливается равным 0,0050 мас.% или меньше. Более предпочтительно это количество устанавливается равным 0,0030 мас.% или меньше.
[0053] Кроме того, в данном варианте осуществления остаток, кроме вышеупомянутых элементов, по существу состоит из железа. Неизбежные примеси и другие элементы, которые не вредят действию или эффекту настоящего изобретения, также могут быть добавлены в следовых количествах. «Неизбежные примеси» означают компоненты, которые содержатся в сырье или которые входят в процесс изготовления, и относятся к компонентам, которые не включаются сознательно в сталь.
[0054] В частности, могут быть упомянуты Si, Al, P, S, O, N, Sb, Sn, Co, As, Pb, Bi и H. Из этих элементов P, S, O и N, как было объяснено выше, должны контролироваться на следующих уровнях: Si: 0,5 мас.% или меньше, Al: 0,05 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,005 мас.% или меньше, O: 0,005 мас.% или меньше, и N: 0,008 мас.% или меньше.
[0055] Что касается других элементов, обычно Sb, Sn, Co и As могут содержаться в количестве 0,1 мас.% или меньше, фосфор и висмут могут содержаться в количестве 0,005 мас.% или меньше, и водород может содержаться в количестве 0,0005 мас.% или меньше, как неизбежные примеси. Однако, если они присутствуют в обычных диапазонах, они не обязаны особенно контролироваться.
[0056] Кроме того, опционально добавляемые элементы Cu, Ni, Cr, Mo, W, V, Zr, Ta, B, Mg, REM, Y, Hf и Re в толстолистовой стали для толстостенной высокопрочной магистральной трубы в соответствии с настоящим изобретением могут содержаться как неизбежные примеси, даже если они сознательно не включаются. Однако эти элементы не оказывают неблагоприятного воздействия на настоящее изобретение, даже если количество добавленных элементов становится ниже нижнего предела, до тех пор, пока количество добавленных элементов не превышает верхнего предела содержания в случае их преднамеренного включения, как объяснено выше, так что это не создает проблем.
[0057] Кроме того, в настоящем изобретении для того, чтобы обеспечить закаливаемость для увеличения прочности и низкотемпературной жесткости, углеродный эквивалент Ceq, который вычисляется в соответствии со следующей (формулой 2) по содержаниям C, Mn, Ni, Cu, Cr, Mo и V (мас.%), предпочтительно составляет от 0,30 до 0,50. Нижний предел Ceq для увеличения прочности более предпочтительно составляет 0,32 или больше, и еще более предпочтительно 0,35 или больше. Кроме того, верхний предел Ceq для увеличения низкотемпературной жесткости более предпочтительно составляет 0,45 или меньше, и еще более предпочтительно 0,43 или меньше.
[0058] Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (формула 2)
[0059] Также для того, чтобы обеспечить низкотемпературную вязкость толстолистовой стали и зоны теплового воздействия, параметр Pcm восприимчивости к растрескиванию, который вычисляется в соответствии со следующей (формулой 3) по содержаниям C, Si, Mn, Cu, Cr, Ni, Mo и V (мас.%), предпочтительно составляет от 0,10 до 0,20. Нижний предел Pcm увеличивает прочность, так что более предпочтительно он равен 0,12 или больше, и еще более предпочтительно 0,14 или больше. Кроме того, верхний предел Pcm увеличивает низкотемпературную вязкость, так что более предпочтительно он равен 0,19 или меньше, и еще более предпочтительно 0,18 или меньше.
[0060] Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10 (формула 3)
[0061] Следует отметить, что в случае, если выборочно содержащиеся элементы Ni, Cu, Cr, Mo и V преднамеренно не добавляются, они вычисляются как 0 в вышеприведенных (формуле 2) и (формуле 3).
[0062] Далее будет объяснена микроструктура толстолистовой стали по настоящему изобретению. Толстолистовая сталь по настоящему изобретению имеет толщину листа 25 мм или больше, более предпочтительно 30 мм или больше, и является подходящей в качестве толстолистовой стали для толстостенной магистральной трубы (от 25 мм до 45 мм). Кроме того, толстолистовая сталь по настоящему изобретению использует перепад температур горячей прокатки или разность скорости охлаждения ускоренного охлаждения в поверхностных слоях и средней части толщины для того, чтобы управлять структурой, и отличается по микроструктуре в поверхностных слоях и средней части толщины. Следует отметить, что в настоящем изобретении частью поверхностного слоя толстолистовой стали является часть от 0,9 мм до 1,1 мм от поверхности толстолистовой стали в направлении толщины (то есть область в пределах 0,1 мм в направлениях к передней и задней поверхностям, центр которой находится в положении 1 мм в направлении толщины от поверхности толстолистовой стали), в то время как центральной частью толстолистовой стали является область в пределах 1 мм в направлениях к передней и задней поверхностям от центра толщины листа.
[0063] В части поверхностного слоя для того, чтобы повысить сопротивление смятию, формируется 5% или больше площади деформированного феррита. «Деформированный феррит» является ферритом, который удлиняется при горячей прокатке в направлении прокатки. По сравнению с многоугольным ферритом, который формируется при охлаждении после прокатки, его плотность дислокаций является более высокой. Это является эффективным для улучшения сопротивления смятию. Оптический микроснимок поперечного сечения части поверхностного слоя толстолистовой стали по настоящему изобретению показан на Фиг. 1. Кроме того, темно-серые части являются деформированным ферритом. Такая часть показана стрелкой. Часть поверхностного слоя, которая показана на Фиг. 1, содержит 9,3% деформированного феррита.
[0064] Кроме того, если деформированного феррита содержится много, прочность смятия увеличивается, но при этом низкотемпературная вязкость ухудшается. Следовательно, авторы настоящего изобретения обнаружили, что возможно подавить деформированный феррит в центральной части для того, чтобы повысить низкотемпературную вязкость. По мере того, как толщина толстолистовой стали становится больше, перепад температур между поверхностными слоями и центром толщины становится больше. По этой причине, по мере того, как толщина толстолистовой стали становится больше, количество деформированного феррита, который может быть образован в центральной части толщины листа, становится более малым, в то время как количество деформированного феррита, который может быть образован в части поверхностного слоя, становится больше. Следовательно, авторы настоящего изобретения исследовали соотношение толщины толстолистовой стали и количества деформированного феррита в части поверхностного слоя и обнаружили оптимальный диапазон.
[0065] Фиг. 2 показывает соотношение между толщиной толстолистовой стали с толщиной от 25 мм до 45 мм и верхним пределом Sfe1 процента площади деформированного феррита в части поверхностного слоя.
[0066] Из Фиг. 2 было установлено, что для того, чтобы получить сопротивление смятию и низкотемпературную вязкость, которые являются оптимальными для магистральной трубы для транспортировки природного газа и сырой нефти, процент площади деформированного феррита в части поверхностного слоя толстолистовой стали должен быть равен или больше следующего значения нижнего предела и равен или меньше следующего значения верхнего предела.
Значение нижнего предела процента площади деформированного феррита в части поверхностного слоя толстолистовой стали: 5%.
Значение верхнего предела процента площади деформированного феррита в части поверхностного слоя толстолистовой стали: Sfe1=0,6552×TH-4,7826 формула 1a
(где TH: толщина толстолистовой стали для толстостенной высокопрочной магистральной трубы).
[0067] Кроме того, если процент площади деформированного феррита превышает значение Sfe1%, поверхностные слои упрочняются, и низкотемпературная вязкость ухудшается, так что процент площади деформированного феррита устанавливается равным Sfe1% или меньше. Кроме того, предпочтительно, чтобы верхний предел процента площади деформированного феррита в части поверхностного слоя толстолистовой стали удовлетворял следующей формуле 1b.
Более предпочтительное значение верхнего предела: Sfe2=0,8×TH-15·формула 1b
[0068] Как показано в вышеприведенных формуле 1a и формуле 1b, процент площади деформированного феррита для получения сопротивления воздействию кислой среды, сопротивления смятию и низкотемпературной жесткости, оптимальных для материала магистральной трубы для транспортировки природного газа или сырой нефти, зависит от толщины листа. Перепад температур при горячей прокатке между поверхностными слоями и центральной частью толщины и разность в скоростях охлаждения при ускоренном охлаждении сильно зависят от толщины листа, так что процент площади деформированного феррита должен иметь зависимость от толщины листа.
[0069] В части поверхностного слоя для того, чтобы повысить сопротивление смятию, предпочтительно сформировать MA, имеющий высокую плотность дислокаций, с процентом площади, равным 0,1% или больше. Однако, MA формирует начальные точки разрушения, и если он формируется в чрезмерном количестве, это ухудшает низкотемпературную вязкость. По этой причине MA в части поверхностного слоя ограничена процентом площади, равным 8% или меньше. Предпочтительно процент площади MA в части поверхностного слоя устанавливается равным 5% или меньше, более предпочтительно 3% или меньше.
[0070] В части поверхностного слоя остаток кроме вышеупомянутого деформированного феррита и MA является микроструктурой, составленной из одного или обоих из многоугольного феррита и бейнита. Многоугольный феррит является эффективным для улучшения низкотемпературной жесткости. Он легко формируется в части поверхностного слоя и постепенно уменьшается к центральной части толщины. Бейнит является эффективным для улучшения прочности. В отличие от многоугольного феррита его количество является небольшим в части поверхностного слоя и постепенно увеличивается к центральной части толщины. Это происходит потому, что в центральной части толщины, по сравнению с поверхностными слоями, температура прокатки при горячей прокатке и температура начала ускоренного охлаждения становятся более высокими.
[0071] В центральной части толщины для того, чтобы гарантировать низкотемпературную вязкость и сопротивление воздействию кислой среды, необходимо подавить формирование деформированного феррита. Процент площади деформированного феррита ограничен величиной 5% или меньше. Процент площади деформированного феррита предпочтительно устанавливается равным 3% или меньше, более предпочтительно 0%. В центральной части толщины предпочтительным является подавить формирование MA, который действует в качестве начальных точек разрушения и подавляет упрочнение центральной части толщины. Для того чтобы гарантировать низкотемпературную вязкость, процент площади MA ограничен величиной 5% или меньше. Предпочтительно процент площади MA в центральной части толщины устанавливается равным 4% или меньше, более предпочтительно 2% или меньше.
[0072] В центральной части толщины остаток, кроме деформированного феррита и MA, является микроструктурой, составленной из одного или обоих из игольчатого феррита и бейнита. Многоугольный феррит является эффективным для улучшения низкотемпературной жесткости, но ухудшает сопротивление воздействию кислой среды, так что в центральной части толщины микроструктура предпочтительно является однородной микроструктурой, составленной из одного или обоих из игольчатого феррита и бейнита.
[0073] Здесь микроструктуры вышеупомянутой части поверхностного слоя и центральной части толщины могут наблюдаться с помощью оптического микроскопа. В частности, проценты площади деформированного феррита и MA могут быть найдены с помощью анализа изображения структур на оптических микроснимках. Следует отметить, что для MA выполняется отражательное травление, и процент площади нецветных структур находится с помощью анализа изображения. Кроме того, многоугольный феррит, который образуется во время ускоренного охлаждения, является гранулированным. Деформированный феррит является удлиненным в направлении прокатки. Кроме того, деформированный феррит имеет высокую плотность дислокаций, поскольку он является более прочным по сравнению с многоугольным ферритом. Следовательно, деформированный феррит и многоугольный феррит могут быть дифференцированы по отношению продольной оси и короткой оси (соотношению сторон) или по твердости. Игольчатый феррит и бейнит являются перистыми структурами и могут быть дифференцированы с помощью деформированного феррита и многоугольного феррита.
[0074] Для того, чтобы гарантировать низкотемпературную вязкость толстолистовой стали, эффективным является увеличение границ кристаллического зерна, которые обеспечивают сопротивление распространению трещин, то есть уменьшение размеров кристаллического зерна. В настоящем изобретении размер области, окруженной границами зерна с высоким углом с разностью ориентации 15° или больше, то есть эффективный размер зерна уменьшается для того, чтобы улучшить низкотемпературную вязкость. Путем уменьшения среднего значения эффективных размеров зерна части поверхностного слоя и центральной части толщины, которые измеряются с помощью дифракции обратного рассеяния электронов (EBSD), до 20 мкм или меньше возможно гарантировать низкотемпературную вязкость. Чем меньше эффективный размер зерна, тем более устойчивой является получаемая высокая вязкость. Предпочтительно это значение составляет 10 мкм или меньше.
[0075] Следует отметить, что низкотемпературная вязкость толстолистовой стали оценивается путем измерения эффективного размера зерна в центральной части толщины и вычисления среднего значения. Кроме того, в качестве средства для измерения эффективного размера зерна различных микроструктур используется дифракция обратного рассеяния электронов. Эффективный размер зерна определяется как эквивалентный диаметр окружности, находимый путем анализа структуры в продольном направлении толстолистовой стали после прокатки с помощью дифракции обратного рассеяния электронов. Следует отметить, что в части поверхностного слоя этот размер может быть сделан более мелким путем использования деформированного феррита или многоугольного феррита, но в центральной части толщины формирование деформированного феррита или многоугольного феррита подавляется, так что предшествующие аустенитные зерна могут быть сделаны более мелкими с помощью горячей прокатки.
[0076] Далее будут объяснены характеристики толстолистовой стали по настоящему изобретению. При увеличении давления транспортируемой сырой нефти или природного газа для улучшения эффективности транспортировки трубопроводов, магистральная труба должна иметь увеличенную прочность и увеличенную толщину для предотвращения разрыва трубы вследствие внутреннего давления. С этих точек зрения для того, чтобы избежать разрыва магистральной трубы вследствие внутреннего давления, толстолистовая сталь, которая используется для изготовления магистральной трубы, предпочтительно имеет толщину 25 мм или больше. Кроме того, эта толстолистовая сталь предпочтительно имеет предел прочности, равный 500 МПа или более. Кроме того, эта толстолистовая сталь после формирования трубы, то есть часть стальной трубы, отличающаяся от зоны сварного шва и зоны HAZ, например, часть стальной трубы от части шва до положений от 90° до 180° (положений от «3 час» до «6 час» от части шва) также предпочтительно имеет предел текучести, равный 440 МПа или больше, и предел прочности, равный 500-700 МПа или больше. Следует отметить, что для того, чтобы избежать разрыва, толщина толстолистовой стали более предпочтительно составляет 30 мм или больше, и еще более предпочтительно 35 мм или больше.
[0077] При прокладке трубопровода в арктических областях также требуется низкотемпературная вязкость магистральной трубы. Низкотемпературная вязкость может быть оценена с помощью ударного испытания на разрыв (испытания DWT или просто DWTT). В настоящем изобретении площадь сдвига DWTT при температуре -10°C толстолистовой стали до формирования трубы предпочтительно составляет 85% или больше. Кроме того, при увеличенной толщине и более высокой прочности магистральной трубы обеспечение низкотемпературной жесткости становится затруднительным, так что толщина толстолистовой стали предпочтительно устанавливается равной 45 мм или меньше, а предел прочности толстолистовой стали предпочтительно устанавливается равным 700 МПа или меньше. При производстве стальной трубы путем холодной штамповки прочность толстолистовой стали после формирования трубы имеет тенденцию становиться более высокой, чем прочность толстолистовой стали до формирования трубы, но предел прочности стальной трубы после ее формирования также предпочтительно устанавливается равным 700 МПа или меньше.
[0078] При прокладке трубопровода на дне океана необходимым является сопротивление магистральной трубы внешнему давлению (сопротивление смятию). Сопротивление смятию оценивается с помощью испытания на сжатие с использованием образцов для испытания, которые берутся из стальной трубы, так как существует эффект деформации, создаваемой во время холодной штамповки толстолистовой стали в стальную трубу. Для предотвращения смятия магистральной трубы внешним давлением прочность на сжатие в круговом направлении после старения при температуре 200°C (0,2% напряжение пластического течения) предпочтительно составляет 450 МПа или больше.
[0079] Далее будет объяснен способ изготовления толстолистовой стали по настоящему изобретению.
[0080] Толстолистовой стали в соответствии с настоящим изобретением придаются структуры, которые отличаются в поверхностных слоях и в центральной части толщины, путем выполнения одного или более проходов горячей прокатки в области температур, где микроструктура поверхностных слоев становится двухфазной, состоящей из феррита и аустенита (двухфазовая область), и дополнительного выполнения ускоренного охлаждения после горячей прокатки путем охлаждения водой или другими средствами при условиях, посредством которых температура поверхностей толстолистовой стали становится равной 400°C или меньше, и после остановки этого охлаждения тепло рекуперируется. Если толстолистовая сталь имеет большую толщину, температура поверхностных слоев во время горячей прокатки падает от температуры в центральной части толщины. В центральной части толщины формирование феррита подавляется по сравнению с поверхностными слоями. Кроме того, температура остановки ускоренного охлаждения становится более высокой в центральной части толщины, чем на поверхностях. Если задать условия ускоренного охлаждения так, чтобы температура поверхностей рекуперировалась после ускоренного охлаждения, температура центральной части толстолистовой стали после остановки ускоренного охлаждения может быть сделана равной 400°C или больше, упрочнение центральной части толщины может быть подавлено, и может быть обеспечено сопротивление воздействию кислой среды.
[0081] Кроме того, для обеспечения низкотемпературной жесткости средний эффективный размер зерна поверхностных слоев и центральной части толщины должен составлять 20 мкм или меньше. В поверхностном слое, благодаря образованию деформированного феррита и многоугольного феррита, эффективный размер зерна становится более мелким. С другой стороны, в центральной части толщины образование деформированного феррита и многоугольного феррита подавляется, так что предшествующие аустенитные зерна должны становиться более мелкими. Путем уменьшения среднего значения эффективного размера зерна, который измеряется в поверхностных слоях, и эффективного размера зерна, который измеряется в центральной части толщины, эффективный размер зерна толщины листа в целом становится более мелким, и может быть обеспечена низкотемпературная вязкость. По этой причине при горячей прокатке степень обжима в области рекристаллизации должна быть установлена равной 2,0 или больше, а степень обжима в области без рекристаллизации должна быть установлена равной 3,0 или больше.
[0082] Как было объяснено выше, путем подходящего управления условиями горячей прокатки и последующего ускоренного охлаждения возможно получить не только прочность и низкотемпературную вязкость толстолистовой стали, но также и удовлетворительные композитные характеристики сопротивления воздействию кислой среды и сопротивления смятию после формирования трубы.
[0083] Далее будет объяснен процесс изготовления толстолистовой стали в соответствии с настоящим изобретением. Сначала сталь, содержащая вышеперечисленные компоненты, плавится в процессе изготовления стали, а затем отливается для получения стального сляба. Отливка может быть выполнена обычным способом, но с точки зрения производительности предпочтительной является непрерывная разливка. Затем полученный стальной сляб нагревается, подвергается горячей прокатке и охлаждается с помощью ускоренного охлаждения для того, чтобы произвести толстолистовую сталь. Следует отметить, что в данном варианте осуществления нагревание стального сляба, которое выполняется для горячей прокатки, также упоминается как «повторный нагрев», а температура нагрева стального сляба в это время также называется «температурой повторного нагрева».
[0084] Температура повторного нагрева горячей прокатки устанавливается равной 1000°C или больше для того, чтобы растворить карбиды, нитриды и т.д., которые формируются в стальном слябе. Кроме того, за счет задания температуры повторного нагрева равной 1000°C или больше становится возможной горячая прокатка в области рекристаллизации, которая находится выше 900°C (рекристаллизационная прокатка), и структура стали может быть сделана более тонкой. Следует отметить, что верхний предел температуры повторного нагрева не предписывается, но для того, чтобы подавить увеличение эффективного размера зерна, температура повторного нагрева предпочтительно устанавливается равной 1250°C или меньше. Кроме того, температура повторного нагрева более предпочтительно устанавливается равной 1200°C для того, чтобы гарантировать низкотемпературную вязкость, более предпочтительно 1150°C или меньше.
[0085] Горячая прокатка в соответствии с данным вариантом осуществления состоит из процесса прокатки в области рекристаллизации, которая находится выше 900°C, прокатки в области без рекристаллизации, которая находится в области температур 900°C и ниже, и прокатки в температурной области, где температура на поверхности толстолистовой стали становится температурой, приводящей к двухфазной системе аустенита и феррита (двухфазовой области), в указанном порядке. Следует отметить, что горячая прокатка может быть начата сразу после извлечения из нагревательной печи, выполняющей повторный нагрев, так что начальная температура горячей прокатки особенно не предписывается.
[0086] Для того чтобы уменьшить эффективный размер зерна центральной части толщины толстолистовой стали, необходимо задать степень обжатия в области рекристаллизации, которая находится выше 900°C, равной 2,0 или больше, и ускорить рекристаллизацию. Здесь степень обжатия в области рекристаллизации является отношением толщины стального сляба к толщине листа при температуре 900°C.
[0087] Затем горячая прокатка выполняется в области без рекристаллизации, которая находится в области температур 900°C и ниже (прокатка в области без рекристаллизации). Для того чтобы уменьшить эффективный размер зерна части поверхностного слоя толстолистовой стали после ускоренного охлаждения после горячей прокатки, необходимо задать степень обжатия при прокатке в области без рекристаллизации, равной 3,0 или больше, и ускорить преобразование с помощью ускоренного охлаждения. Более предпочтительно степень обжатия при прокатке в области без рекристаллизации устанавливается равной 4,0 или больше. Следует отметить, что в настоящем изобретении степень обжатия при прокатке в области без рекристаллизации является отношением толщины листа при температуре 900°C к толщине листа после завершения прокатки в области без рекристаллизации.
[0088] При горячей прокатке прокатка (двухфазная прокатка) выполняется в той области (двухфазной области) температур поверхностей толстолистовой стали, в которой формируется двухфазная система аустенита и феррита. При двухфазной прокатке температура поверхности толстолистовой стали становится начальной температурой ферритового преобразования Ar3 или меньше, но во время периода времени от начала до конца двухфазной прокатки температура центральной части толщины толстолистовой стали поддерживается так, чтобы она была более высокой, чем температура поверхностей толстолистовой стали, и выше Ar3. Такое температурное распределение может быть реализовано, например, за счет выполнения ускоренного охлаждения в течение короткого промежутка времени и понижения температуры только в поверхностных слоях. При такой двухфазной прокатке количество проходов устанавливается равным 1 или больше, а степень обжатия устанавливается в диапазоне от 0,1 до 40%. В результате двухфазной прокатки начальная температура выполняемого позже ускоренного охлаждения также попадает в двухфазную область, так что упрочнение центральной части толщины может быть подавлено и низкотемпературная вязкость может быть улучшена. Кроме того, «степень обжатия» является величиной обжатия толстолистовой стали благодаря прокатке, то есть величиной, которая получается путем деления разности между толщиной толстолистовой стали перед прокаткой и толщиной толстолистовой стали после прокатки на толщину толстолистовой стали перед прокаткой и может выражаться в процентах (%) и т.д. Кроме того, в частях между поверхностными слоями и центральной частью толщины облегчается формирование многоугольного феррита. Это способствует улучшению низкотемпературной жесткости. Кроме того, значение Ar3 может быть вычислено по содержаниям C, Si, Mn, Ni, Cr, Cu и Mo (мас.%).
[0089] Ar3=905-305C+33Si-92(Mn+Ni/2+Cr/2+Cu/2+Mo/2)
[0090] В вышеприведенной формуле C, Si, Mn, Ni, Cr, Cu и Mo означают содержание соответствующих элементов (мас.%). Кроме того, Ni, Cu, Cr и Mo являются элементами, которые выборочно добавляются в настоящем изобретении. Если они сознательно не добавляются, их содержание в формуле указывается как «0».
[0091] Нижний предел степени обжатия при двухфазной прокатке устанавливается равным 0,1% или больше для того, чтобы вызвать образование деформированного феррита, удлиненного в направлении прокатки. Предпочтительно степень обжатия двухфазной прокатки устанавливается равной 1% или больше, более предпочтительно 2% или больше. С другой стороны, верхний предел степени обжатия при двухфазной прокатке устанавливается равным 40% или меньше, так как трудно гарантировать степень обжатия при низкой температуре, где сопротивление деформации становится более высоким. Предпочтительно степень обжатия при двухфазной прокатке устанавливается равной 30% или меньше, более предпочтительно 20% или меньше, и еще более предпочтительно менее 10%.
[0092] Конечная температура двухфазной прокатки, то есть конечная температура горячей прокатки устанавливается равной 700°C или больше как температура поверхностей толстолистовой стали, так, чтобы деформированный феррит не образовывался в чрезмерном количестве. Если конечная температура горячей прокатки становится меньше чем 700°C, в центральной части толщины происходит ферритовое преобразование и, благодаря деформированному ферриту, низкотемпературная вязкость и сопротивление воздействию кислой среды иногда падают. Кроме того, если конечная температура горячей прокатки падает, формирование феррита иногда вызывает концентрирование углерода возле аустенита и облегчение формирования MA. С другой стороны, когда конечная температура горячей прокатки является слишком высокой, если конечная температура ускоренного охлаждения понижается, центральная часть толщины иногда упрочняется и низкотемпературная вязкость падает.
[0093] Затем, после завершения горячей прокатки, немедленно начинается ускоренное охлаждение. Однако после горячей прокатки допускается охлаждение воздухом в то время, как сталь переносится от выходной стороны прокатного стана к устройству ускоренного охлаждения. Конечная температура ускоренного охлаждения устанавливается равной температуре внутри температурного интервала от 200 до 400°C на поверхностях толстолистовой стали. Если остановить ускоренное охлаждение при температуре поверхности толстолистовой стали, превышающей 400°C, в центральной части толщины формируется многоугольный феррит, и сопротивление воздействию кислой среды падает. С другой стороны, если выполнять ускоренное охлаждение до тех пор, пока температура поверхностей толстолистовой стали не станет меньше чем 200°C, центральная часть толщины упрочняется и низкотемпературная вязкость падает. После ускоренного охлаждения охлаждение воздухом выполняется в этом состоянии. Если остановить ускоренное охлаждение при температуре поверхности толстолистовой стали в диапазоне от 200 до 400°C, то после этого температура поверхностных слоев толстолистовой стали восстанавливается во время воздушного охлаждения. Следовательно, температура центральной части толщины достигает 400°C или больше, твердость падает, и низкотемпературная вязкость и сопротивление воздействию кислой среды могут быть улучшены.
[0094] Вышеописанный процесс изготовления может использоваться для изготовления толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением. Кроме того, при использовании толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением в качестве материала возможно произвести стальную трубу для толстостенной высокопрочной магистральной трубы, имеющую превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость. Следует отметить, что при производстве стальной трубы предпочтительно использовать процесс UOE формования толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением путем C-прессования, U-прессования и O-прессования. В качестве альтернативы, для изготовления стальной трубы с использованием толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением может использоваться процесс JCOE. Толстостенная высокопрочная магистральная труба в соответствии с настоящим изобретением производится путем формования толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением в форму трубы с последующей дуговой сваркой примыкающих концов. Для дуговой сварки с точек зрения жесткости сварочного металла и производительности предпочтительно используется электродуговая сварка под слоем флюса. Следует отметить, что сопротивление смятию толстостенной высокопрочной магистральной трубы в соответствии с настоящим изобретением может быть оценено путем взятия образцов для испытания на сжатие в круговом направлении из стальных труб, изготовленных с помощью вышеупомянутых способов.
ПРИМЕРЫ
[0095] Далее будут объяснены примеры настоящего изобретения, но настоящее изобретение не ограничено условиями, которые используются в следующих примерах.
[0096] Стали, имеющие химические составы, приведенные в Таблице 1-1, Таблице 1-2, Таблице 2-1 и Таблице 2-2, были выплавлены и отлиты для того, чтобы получить стальные слябы. Столбец «Толщина сляба» в Таблице 3-1 и Таблице 3-2 показывает толщины полученных стальных слябов (мм). Стальные слябы были повторно нагреты и подвергнуты горячей прокатке в области рекристаллизации, которая находится выше 900°C. Кроме того, столбец «Температура нагрева» в Таблице 3-1 и в Таблице 3-2 показывает температуру повторного нагрева, а столбец «Толщина переноса» в Таблице 3-1 и Таблице 3-2 показывает толщину листа при температуре 900°C после горячей прокатки в области рекристаллизации и перед горячей прокаткой в области без рекристаллизации, которая характеризуется температурой 900°C или меньше. Кроме того, столбец «Степень обжатия в области рекристаллизации» в Таблице 3-1 и Таблице 3-2 показывает отношение толщины сляба к толщине переноса.
[0097] Затем толстолистовая сталь, имеющая толщину переноса, подвергалась горячей прокатке в области без рекристаллизации, которая характеризуется температурой 900°C или меньше. Столбец «Толщина листа» в Таблице 3-1 и Таблице 3-2 показывает толщину листа после горячей прокатки в области без рекристаллизации и перед объясняемой позже двухфазной прокаткой, в то время как столбец «Степень обжатия в области без рекристаллизации» в Таблице 3-1 и Таблице 3-2 показывает значение, получаемое путем деления значения толщины переноса на толщину листа после завершения прокатки в области без рекристаллизации.
[0098] После горячей прокатки в области без рекристаллизации перед ускоренным охлаждением выполнялся финишный процесс горячей прокатки. Температуру поверхности толстолистовой стали во время завершения финишного процесса горячей прокатки показывает столбец «Конечная температура финишной прокатки (°C)» в Таблице 3-1 и Таблице 3-2. Кроме того, количество операций прокатки, выполненных во время финишного процесса горячей прокатки, то есть количество проходов, показано в столбце «Кол-во α+γ проходов прокатки» в Таблице 3-1 и Таблице 3-2, в то время как степень обжатия толстолистовой стали в финишном процессе горячей прокатки показано в столбце «α+γ степень обжатия (%)» в Таблице 3-1 и Таблице 3-2.
[0099] После финишного процесса горячей прокатки немедленно после транспортировки толстолистовой стали к зоне охлаждения выполнялось ускоренное охлаждение водой. Начальная температура и конечная температура ускоренного охлаждения, которое выполнялось в процессе изготовления толстолистовых сталей № 1-46, показаны в столбцах «Начальная температура водяного охлаждения (°C)» и «Конечная температура водяного охлаждения (°C)» в Таблице 3-1 и Таблице 3-2. Следующий процесс изготовления использовался для получения толстолистовых сталей № 1-46.
[0100] Образцы для испытания были взяты из части поверхностного слоя и центральной части толщины полученных толстолистовых сталей № 1-46. Эти образцы были исследованы для определения их структуры с помощью оптического микроскопа для того, чтобы определить процент площади деформированного феррита и процент площади MA и подтвердить структуру остатка. Структура остатка во всех толстолистовых сталях № 1-46 была микроструктурой, состоящей из одного или обоих из многоугольного феррита и бейнита в части поверхностного слоя, и микроструктурой, состоящей из одного или обоих из игольчатого феррита и бейнита в центральной части толщины. Следует отметить, что процент площади MA был измерен с использованием образца для испытания, подвергнутого отражательному травлению. Кроме того, средние значения эффективных размеров зерна в поверхностных слоях и центральной части толщины были найдены с помощью EBSD.
[0101] Измерение прочности толстолистовой стали
Кроме того, два образца для испытания полной толщины в соответствии со стандартом API 5L Американского Нефтяного Института (ниже называемым просто «API 5L»), имеющие направления длины, соответствующие направлению ширины толстолистовой стали, были взяты из центральной части ширины листа каждой полученной толстолистовой стали № 1-46. Образцы для испытания полной толщины были подвергнуты испытаниям на растяжение на основе стандарта API 2000 при комнатной температуре для того, чтобы найти пределы текучести и пределы прочности. Максимальные нагрузки при испытаниях на растяжение использовались в качестве базиса для определения пределов прочности.
[0102] Измерение площади сдвига при испытании DWTT толстолистовой стали
Кроме того, образец полной толщины для испытания DWT, имеющий направление длины, соответствующее направлению ширины толстолистовой стали, был взят из центральной части ширины листа каждой из полученных толстолистовых сталей № 1-46. Испытание DWT также выполнялось на основе стандарта API 2000 при температуре -10°C для того, чтобы измерить площадь сдвига DWTT.
[0103] Измерение прочности стальной трубы и испытание на сжатие
Полученные толстолистовые стали № 1-46 использовались для того, чтобы сформировать трубы с помощью процесса UOE, и были сварены на внутренних и внешних поверхностях при подводе тепла, показанном в Таблице 5-1 и Таблице 5-2, с помощью электродуговой сварки под слоем флюса для того, чтобы произвести стальные трубы с наружным диаметром от 30 до 36 дюймов (номера толстолистовых сталей и номера стальных труб соответствуют друг другу). Затем, образцы для испытания были взяты из стальных труб и были измерены для определения прочности, а также были подвергнуты испытаниям на сжатие. Образцы для испытания были вырезаны из положений стальных труб «3 час», где зоны роликового сварного шва были определены как «0 час», так что продольные направления образцов для испытания на растяжение соответствовали продольным направлениям стальных труб. Прочность стальных труб измерялась на основе стандарта ASTM E9-09 так, чтобы измерить пределы текучести и пределы прочности в продольных направлениях магистральных труб. Здесь недогруженный на 0,5% предел текучести определялся как предел текучести. Образцы для испытания на сжатие, которые использовались для испытания на сжатие стальной трубы, были получены путем взятия частей с диаметром 22 мм и длиной 66 мм ниже 3 мм от внутренних поверхностей стальных труб в положениях «6 час» стальных труб, где зоны роликового сварного шва были определены как «0 час». Испытание на сжатие проводилось на основе стандарта ASTM E9-09. Была найдена прочность на сжатие после старения при температуре 200°C в течение 10 минут (0,2% напряжение пластического течения).
[0104] Тест на водородное растрескивание стальных труб
Кроме того, при условии определения зоны роликового сварного шва стальной трубы как «0 час», пробы для анализа водородного растрескивания с шириной 20 мм и длиной 100 мм были взяты из положений «3 час» и «6 час» стальной трубы. Образцы для теста на водородное растрескивание были взяты так, чтобы центральные части толщины стальных труб стали тестовыми положениями. Тест на водородное растрескивание был основан на стандарте TM0284 NACE (Национальной ассоциации инженеров-специалистов по коррозии) и был выполнен с использованием в качестве тестового раствора Раствора B. Для оценки использовалось отношение длины трещины (CLR).
[0105] Характеристики толстолистовых сталей показаны в Таблице 4-1 и в Таблице 4-2, в то время как характеристики стальных труб показаны в Таблицах 5-1 и 5-2. Толстолистовые стали № 1-28 соответствуют примерам настоящего изобретения. Как ясно видно из Таблиц 4-1 и 4-2 и из Таблиц 5-1 и 5-2, стальные трубы, которые были изготовлены с использованием этих толстолистовых сталей, имеют пределы текучести, равные 440 МПа или больше, и пределы прочности в диапазоне от 500 до 700 МПа. Кроме того, как показано в Таблицах 4-1 и 4-2, толстолистовые стали имели пределы прочности, равные 500 МПа или больше, и имели площади сдвига при испытании DWTT при температуре -10°C, равные 85% или больше. Кроме того, как показано в Таблицах 5-1 и 5-2, стальные трубы, изготовленные путем формования этих толстолистовых сталей в форму трубы с последующей сваркой встык, показали хорошие результаты - CLR 10% или меньше после теста на водородное растрескивание и по результатам испытаний на сжатие 450 МПа или больше после деформационного старения при температуре 200°C.
[0106] С другой стороны, Стали № 29-46 являются сравнительными примерами. Стали № 29-40 имеют содержание химических компонентов вне диапазона настоящего изобретения, в то время как Стали № 41-46 имеют микроструктуры вне диапазона настоящего изобретения и имеют по меньшей мере одну более плохую характеристику из прочности, низкотемпературной жесткости, сопротивления смятию и сопротивления воздействию кислой среды. Сталь № 29 имеет небольшое количество углерода и пониженную прочность и сопротивление смятию. С другой стороны, Сталь № 30 имеет большое количество углерода, Сталь № 31 имеет большое количество кремния, и Сталь № 32 имеет большое количество марганца. В каждом сравнительном примере предел прочности чрезмерно повышается и низкотемпературная вязкость падает. Кроме того, температура точки Ar3 Стали № 30 составляет меньше чем 700°C, и толстолистовая сталь № 30 не прокатывается в двухфазной области в настоящем изобретении. Однако количество содержащегося углерода является большим, так что углерод концентрируется возле аустенита в центральной части толщины Стали № 30, формирование MA облегчается, и сопротивление воздействию кислой среды падает. Кроме того, Сталь № 32 имеет большое количество марганца - 3%, так что сопротивление воздействию кислой среды падает. Стали № 33, 34 и 40 имеют большое содержание примесей (фосфора, серы и кислорода), и низкотемпературная вязкость падает. Стали № 35-39 являются примерами, которые имеют большое содержание элементов, которые способствуют формированию карбидов, нитридов, оксидов, и сульфидов, и которые имеют пониженную низкотемпературную вязкость благодаря выделениям и включениям. Стали № 41 и 42 являются примерами, которые соответственно имеют недостаточную степень обжатия в области рекристаллизации, а также степень обжатия в области без рекристаллизации, в результате чего имеют большой эффективный размер зерна, и поэтому низкотемпературная вязкость падает. Сталь № 43 имеет конечную температуру горячей прокатки 700°C или больше, но низкое значение точки Ar3, и не прокатывается в двухфазной области в настоящем изобретении, так что деформированный феррит не образуется в поверхностном слое, центральная часть толщины упрочняется, и низкотемпературная вязкость падает. Сталь № 44 является примером, в котором конечная температура ускоренного охлаждения является высокой, деформированный феррит и MA формируются в чрезмерном количестве в центральной части толщины, и прочность падает. Кроме того, ускоренное охлаждение останавливается при температуре поверхности толстолистовой стали, превышающей 400°C, так что в центральной части толщины формируется многоугольный феррит и сопротивление воздействию кислой среды падает. Стали № 45 и 46 являются примерами, в которых конечные температуры прокатки являются низкими, деформированный феррит и MA формируются в чрезмерном количестве в части поверхностного слоя и в центральной части толщины, и низкотемпературная вязкость и сопротивление воздействию кислой среды падают.
[0107]
[0108]

[0109]
[0110]
[0111]
(мм)
(мм)
(мм)
(°C)
финишной прокатки
(°C)
[0112]
(мм)
(мм)
(мм)
(°C)
финишной прокатки
(°C)
[0113]
зерна кристалла (мкм)
[0114]
зерна кристалла (мкм)
[0115]
[0116]
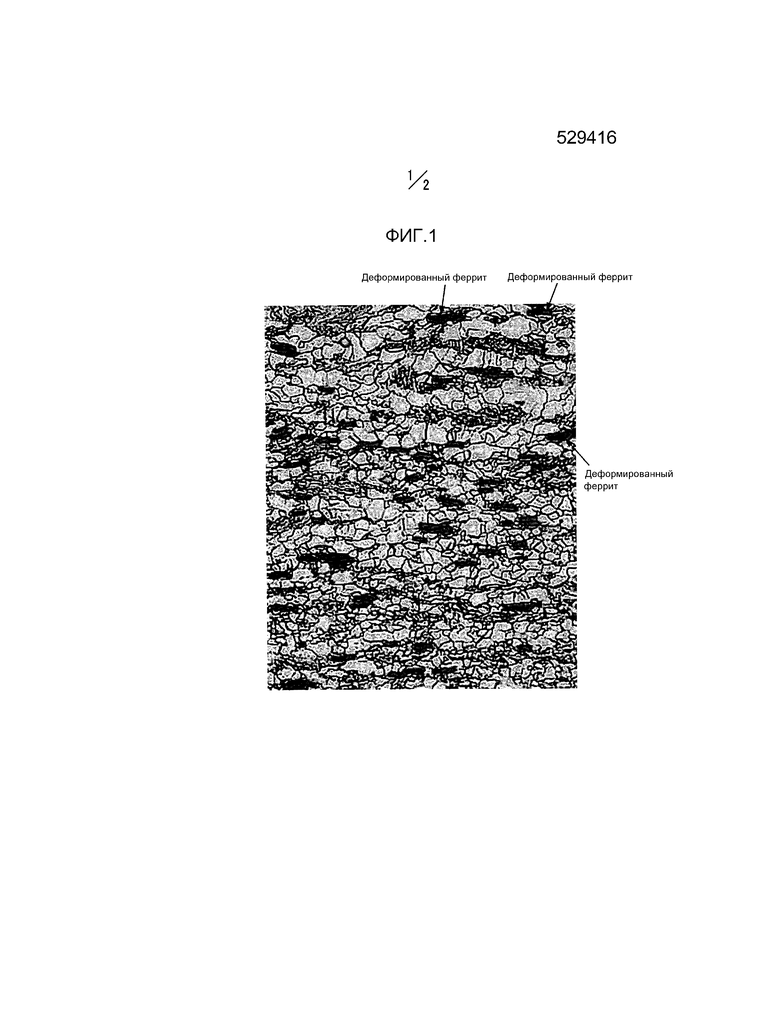
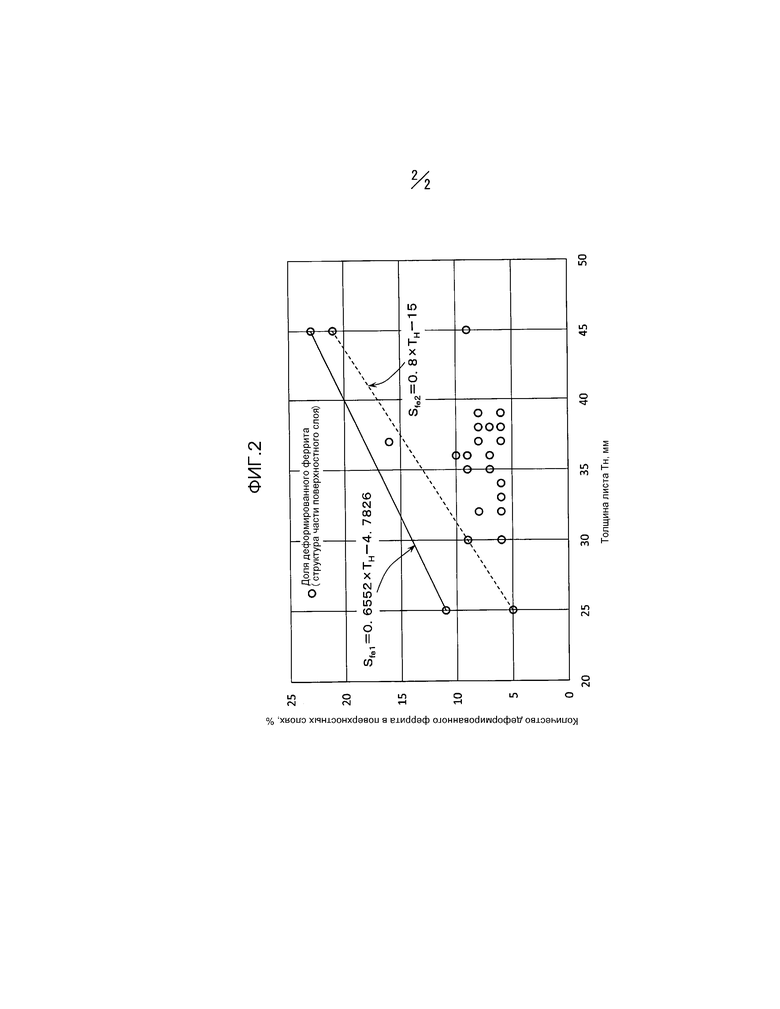
Изобретение относится к области металлургии, а именно к толстолистовой стали толщиной от 25 мм до 45 мм, используемой для производства толстостенной высокопрочной магистральной трубы. Сталь содержит следующие элементы, в мас.%: C: от 0,04 до 0,08, Mn: от 1,2 до 2,0, Nb: от 0,005 до 0,05, Ti: от 0,005 до 0,03, Ca: от 0,0005 до 0,0050, N: от 0,001 до 0,008, Si: 0,5 или меньше, Al: 0,05 или меньше, P: 0,03 или меньше, S: 0,005 или меньше, O: 0,005 или меньше, Fe и неизбежные примеси – остальное. Микроструктура части поверхностного слоя листа, расположенной на расстоянии от 0,9 мм до 1,1 мм от поверхности в направлении толщины листа, содержит деформированный феррит: 5% или больше и Sfe1% или меньше, смесь мартенсита и аустенита: 8% или меньше, остальное полигональный феррит и/или бейнит, причем Sfe1% определяется по выражению: Sfe1=0,6552×TH-4,7826, где TH: толщина толстолистовой стали. Микроструктура центральной части листа, расположенной на расстоянии в пределах 1 мм от центра толщины листа в направлении к поверхности толстолистовой стали, содержит деформированный феррит: 5% или меньше, смесь мартенсита и аустенита: 5% или меньше, остальное игольчатый феррит и/или бейнит. Упомянутые часть поверхностного слоя и центральная часть имеют эффективный размер зерна, среднее значение которого, измеренное дифракцией обратного рассеяния электронов, составляет 20 мкм или меньше. Обеспечиваются высокое сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературная вязкость. 2 н. и 5 з.п. ф-лы, 2 ил., 5 табл.
1. Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, имеющая толщину от 25 мм до 45 мм и содержащая следующие элементы, в мас.%:
C: от 0,04 до 0,08
Mn: от 1,2 до 2,0
Nb: от 0,005 до 0,05
Ti: от 0,005 до 0,03
Ca: от 0,0005 до 0,0050
N: от 0,001 до 0,008
Si: 0,5 или меньше
Al: 0,05 или меньше
P: 0,03 или меньше
S: 0,005 или меньше
O: 0,005 или меньше
Fe и неизбежные примеси – остальное, при этом
микроструктура части поверхностного слоя листа, расположенной на расстояний от 0,9 мм до 1,1 мм от поверхности в направлении толщины листа, содержит деформированный феррит: 5% или больше и Sfe1% или меньше, смесь мартенсита и аустенита: 8% или меньше, остальное полигональный феррит и/или бейнит, причем Sfe1% определяется по выражению:
Sfe1=0,6552×TH-4,7826,
где TH: толщина толстолистовой стали;
микроструктура центральной части листа, расположенной на расстоянии в пределах 1 мм от центра толщины листа в направлении к поверхности толстолистовой стали, содержит деформированный феррит: 5% или меньше, смесь мартенсита и аустенита: 5% или меньше, остальное игольчатый феррит и/или бейнит, причем
упомянутая часть поверхностного слоя и упомянутая центральная часть имеют эффективный размер зерна, среднее значение которого, измеренное дифракцией обратного рассеяния электронов, составляет 20 мкм или меньше.
2. Толстолистовая сталь по п. 1, дополнительно содержащая по меньшей мере один элемент из, в мас.%:
Cu: 0,50 или меньше
Ni: 0,50 или меньше
Cr: 0,50 или меньше
Mo: 0,50 или меньше
W: 0,50 или меньше
V: 0,10 или меньше
Zr: 0,050 или меньше
Ta: 0,050 или меньше
B: 0,0020 или меньше
Mg: 0,010 или меньше
РЗМ: 0,0050 или меньше
Y: 0,0050 или меньше
Hf: 0,0050 или меньше и
Re: 0,0050 или меньше.
3. Толстолистовая сталь по п.1, в которой содержание алюминия составляет 0,005 мас.% или меньше.
4. Толстолистовая сталь по п.2, в которой содержание алюминия составляет 0,005 мас.% или меньше.
5. Толстолистовая сталь по любому из пп. 1-4, которая имеет предел прочности от 500 до 700 МПа.
6. Толстолистовая сталь по любому из пп. 1-4, которая имеет предел текучести после формирования трубы 440 МПа или больше, предел прочности от 500 до 700 МПа, и 0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C, составляющее 450 МПа или больше.
7. Толстостенная высокопрочная магистральная труба, изготовленная путем формования в трубу толстолистовой стали по любому из пп. 1-5, с последующей дуговой сваркой примыкающих концов, имеющая предел текучести 440 МПа или больше, предел прочности от 500 до 700 МПа и 0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C, составляющее 450 МПа или больше.
| Колосоуборка | 1923 |
|
SU2009A1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ИМЕЮЩАЯ НИЗКИЙ КОЭФФИЦИЕНТ ТЕКУЧЕСТИ И ПОВЫШЕННУЮ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ | 1996 |
|
RU2136776C1 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДА, ОБЛАДАЮЩАЯ ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427662C2 |
| ВЫСОКОПРОЧНАЯ ТОЛСТОСТЕННАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДА С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427663C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| WO 2009072753 A1, 11.06.2009. | |||

