Изобретение относится к области металлургии, более конкретно к конструкциям литейно-прокатных агрегатов для производства сортового и листового проката, и может быть использовано при создании новых и реконструкции действующих литейно-прокатных цехов.
Известен литейно-прокатный агрегат, содержащий машину непрерывного литья заготовок (МНЛЗ), летучие ножницы, приемный рольганг холодильника, холодильник, выполненный с механизмом поперечного перемещения заготовок, печное устройство с внутрипечным рольгангом и расположенный после печного устройства прокатный стан. (Патент на изобретение RU №2356663 «Литейно-прокатный агрегат», опубл. 27.05.2009 г. Бюл. №15). К недостаткам данного агрегата следует отнести то, что состав и расположение оборудования агрегата по этому патенту не позволяют создать качественного непрерывного технологического процесса. После МНЛЗ заготовки режутся на отдельные заготовки (≈12 м), что приводит к повышенному расходу металла при прокатке и расходу дополнительной энергии на подогрев заготовок.
В качестве прототипа заявляемого изобретения принят литейно-прокатный агрегат непрерывного действия для производства сортовой и листовой продукции, содержащий расположенные последовательно машину непрерывного литья заготовок, правильно-тянущий механизм из нескольких тянущих клетей, между которыми расположено петлевое устройство, подвижные ножницы, выполненные с возможностью перемещения вдоль оси движения заготовок (летучие ножницы), приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, проходную нагревательную печь, обрывные ножницы и прокатный стан, при этом крайнее положение оси реза (плоскости резания) подвижных ножниц по ходу движения заготовки находится в пределах ширины рабочей зоны холодильника (RU 2173227 С1, В21В 1/46, 10.09.2001).
Недостаток аналога в прототипе частично устранен, так как в данном литейно-прокатном комплексе предполагается, что процесс разливки и прокатки осуществляется непрерывно, в зависимости от серийности плавок. При этом известно, что процесс прокатки в непрерывной группе клетей сопряжен с периодически возникающими забуриваниями полосы в прокатных клетях и сопряженной с ними проводковой арматуре. Недостаток прототипа состоит в том, что при забуривании полосы, например, в черновой группе клетей, невозможно проведение дальнейшего процесса разливки. Для устранения возможности забуривания приходится значительно усложнять конструкцию машин и систему управления процесса для обеспечения безаварийной работы, что приводит к неоправданно высоким затратам на производство.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей агрегата и уменьшение эксплуатационных затрат за счет обеспечения непрерывного процесса разливки при забуривании полос в непрерывной группе клетей и, в частности, в черновой клети.
Технический результат изобретения достигается тем, что в литейно-прокатном агрегате непрерывного действия для производства сортовой и листовой продукции, содержащем расположенные последовательно машину непрерывного литья заготовок, правильно-тянущий механизм из нескольких тянущих клетей, между которыми расположено петлевое устройство, подвижные летучие ножницы с возможностью их перемещения вдоль оси движения заготовок, приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, проходную нагревательную печь, обрывные ножницы и непрерывный прокатный стан, при этом крайнее положение плоскости резания подвижных ножниц по ходу движения заготовки находится в пределах ширины рабочей зоны холодильника, перед проходной нагревательной печью установлены стационарные ножницы, плоскость резания которых расположена в пределах ширины рабочей зоны холодильника.
Предлагаемое изобретение изображено на чертеже.
Литейно-прокатный агрегат для производства сортовой и листовой продукции содержит расположенные последовательно на одной оси машину непрерывного литья заготовок (МНЛЗ) 1, правильно-тянущий механизм 2 из нескольких тянущих клетей, дополнительную тянущую клеть 3, подвижные летучие ножницы 4, приемный рольганг 5 холодильника 6 с определенной шириной рабочей зоны (максимальная длина охлаждаемой заготовки), содержащего механизм поперечного перемещения литых заготовок, стационарные ножницы 7, проходную нагревательную печь 8, разрывные ножницы 9 и непрерывный прокатный стан 10. При этом между последней тянущей клетью 11 правильно-тянущего механизма 2 и дополнительной тянущей клетью 3 установлено устройство 12 образования петли.
Устройство работает следующим образом.
Исходное положение машин и устройств агрегата: в МНЛЗ 1 введена затравка, на площадке МНЛЗ установлен разливочный ковш с жидкой сталью, летучие ножницы 4 находятся в исходном (крайнем левом) положении, валки прокатного стана 10 настроены на прокатку заданного типоразмера проката.
Начинают разливку стали, по мере которой выдвигают затравку. При подходе разливаемой заготовки к подвижным ножницам 4 последние начинают двигаться вдоль линии разливки со скоростью заготовки, одновременно отрезая ее передний конец. После окончания отрезки переднего конца заготовки ножницы 4 (положение ножниц в этот момент показано на чертеже штриховыми линиями) остаются в крайнем правом положении в рабочей зоне холодильника 6. Передний конец заготовки продвигается по приемному рольгангу 5 и подается в проходную нагревательную печь 8. Из печи заготовка подается в прокатный стан, и производится непрерывная прокатка разливаемого металла, длина которого зависит от серийности плавок на ДСП (дуговая сталеплавильная печь) и МНЛЗ. За время нахождения заготовки в рабочем пространстве печи 8 застуженные поверхностные слои отлитой заготовки нагреваются, что способствует более устойчивому процессу прокатки на стане 10. Устройство образования петли 12 является демпфером при рассогласовании скоростей разливки и прокатки и обеспечивает стабильность совместной работы МНЛЗ и прокатного стана.
При возникновении непредвиденных случаев во время прокатки, которые могут сделать дальнейшую прокатку невозможной, например забуривание полосы в черновой группе клетей, предложенный агрегат работает следующим образом. Как только поступит сигнал, свидетельствующий о забуривании полосы в черновой группе (например, от датчика скорости движения полосы), срабатывают разрывные ножницы 9 и устройство образования петли 12. При этом заготовка в проходной печи 8 останавливается и начинается образование петли между последней тянущей клетью 11 правильно-тянущего механизма 2 и дополнительной тянущей клетью 3. Во время образования петли из неподвижной заготовки ножницами 4 и 7 вырезается часть заготовки, которая в поперечном направлении удаляется на холодильник 6. После удаления этой заготовки из потока образование петли заканчивается и дополнительная тянущая клеть 3 вытягивает ее на приемный рольганг 5 холодильника 6. Одновременно подвижные летучие ножницы 4 возвращаются в исходное левое крайнее положение и на ходу отрезают часть заготовки, соответствующую ширине рабочей зоны холодильника 6. Далее происходит аналогичная порезка литой заготовки до момента окончания плавки. После освобождения приемного рольганга 5 происходит реверс заготовки, находящейся в печи 8, и порезка ее стационарными ножницами 7 на аналогичные по длине части.
Таким образом, заявляемый литейно-прокатный агрегат для производства сортовой и листовой продукции позволяет обеспечить непрерывное ведение технологического процесса, в том числе и при застревании заготовок в непрерывном прокатном стане, без создания дорогостоящих машин и систем управления для обеспечения безаварийной прокатки, а следовательно, снижает эксплуатационные и капитальные затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
Изобретение относится к области металлургии. Литейно-прокатный агрегат содержит расположенные последовательно на одной оси машину непрерывного литья заготовок, правильно-тянущий механизм из нескольких тянущих клетей, подвижные летучие ножницы, приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, проходную нагревательную печь, обрывные ножницы и непрерывный прокатный стан. Между клетями правильно-тянущего механизма расположено устройство образования петли, а перед проходной нагревательной печью - стационарные ножницы. Ось реза стационарных ножниц и крайнее положение оси реза подвижных ножниц по ходу движения заготовок находятся в пределах рабочей зоны холодильника. Обеспечивается возможность непрерывного технологического процесса при застревании заготовок в непрерывном прокатном стане. 1 ил.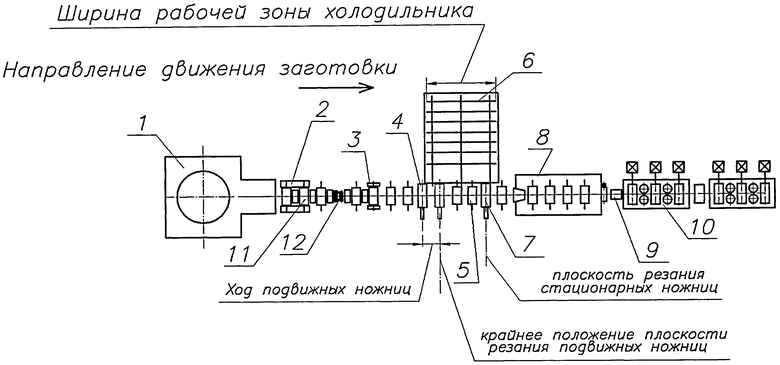
Литейно-прокатный агрегат непрерывного действия для производства сортовой и листовой продукции, содержащий машину непрерывного литья заготовок, правильно-тянущий механизм из нескольких тянущих клетей, летучие ножницы, выполненные с возможностью их перемещения вдоль оси движения заготовок, приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, проходную нагревательную печь, обрывные ножницы, непрерывный прокатный стан, устройство образования петли, расположенное между клетями правильно-тянущего механизма, отличающийся тем, что он снабжен стационарными ножницами, расположенными перед проходной нагревательной печью, при этом ось реза стационарных ножниц и крайнее положение оси реза летучих ножниц по ходу движения заготовок находятся в пределах рабочей зоны холодильника.
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| EP 795361 B1, 26.01.1997 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

