Область техники, к которой относится изобретение
Настоящее изобретение относится к обработке волокон для получения лент, подлежащих использованию в процессах укладки лент, при этом предложены способ и установка для обработки волокон, при которой полученная таким образом лента, образованная из обработанных волокон, имеет минимальное количество смолы по отношению к используемому волокну благодаря нанесению первой смолы посредством регулируемого электростатического осаждения и нанесения частичного и проницаемого поверхностного покрытия из второй смолы посредством процесса закручивания или флокирования.
Уровень техники
Ленты, образованные из обработанных волокон, получают из армирующего материала, как правило, в виде пучка волокон («жгута»), таких как углеродные волокна или стекловолокна, и из связующего, такого как смола. Современные темпы роста потребности в промышленности означают, что ручное производство компонентов из композиционных материалов было заменено автоматическими процессами укладки ленты, например, такими как ATL («Автоматизированная укладка ленты») или AFP («Автоматизированная выкладка волокна»), в которых пучок волокон должен быть обработан для придания волокнам достаточной вязкости, чтобы они не подвергались повреждению или смещениям при их ориентировании во время процесса укладки ленты.
В настоящее время ленты, образованные из волокон, получают из сухих волокон, предварительно пропитанных волокон (препрегов) или предварительно частично пропитанных волокон.
В способе обработки сухих волокон основное количество смолы не вводится, но основное количество смолы наносится во время осуществляемого процесса изготовления компонента, например, такого как процессы пропитки или процессы формования с переносом смолы (RTM). Существуют разные способы подготовки волокнистых преформ из сухих волокон, такие как тканье, получение трехмерной ткани или сшивание, при этом сшивание в настоящее время обеспечивает более компактные и подходящие результаты для использования в процессах автоматической укладки ленты.
Одним документом, в котором описан способ обработки сухого волокна, является патентный документ US20150375461, в котором описан материал из сухого волокна, подлежащий использованию в процессах автоматической укладки ленты, который содержит в качестве основы слой однонаправленных волокон, к которому добавлен (-а) термопластичный холст, прикрепленный к, по меньшей мере, одной из его сторон и образованный посредством коротких волокон, термопластичная сетка или пористая термопластичная мембрана помимо одного или двух связующих, нанесенных в растворе, которые обеспечивают когезию.
Предварительно пропитанные волокна могут представлять собой как однонаправленные волокна, так и ткани, которые предварительно пропитаны смолой в количестве, необходимом для изготовления компонента, обычно термоотверждающейся смолой, хотя она также может представлять собой термопластичную смолу. Как правило, когда смола представляет собой термоотверждающуюся смолу, ее подвергают частичному отверждению для облегчения манипулирования предварительно пропитанным волокном, поскольку смесь должна храниться в холодной среде для предотвращения ее полного сшивания. Предварительно пропитанные волокна получают посредством процесса нанесения расплава или процесса погружения в растворитель. Нанесение расплава состоит в нанесении на армирующий материал покрытия из тонкой пленки нагретой смолы с последующим подводом давления и тепла для выполнения пропитки армирующего материала смолой. Процесс погружения состоит в растворении смолы в ванне растворителя и погружении армирующего материала в нее с последующим испарением растворителя из армирующего материала.
Некоторыми документами, в которых описаны процессы обработки предварительно пропитанных волокон, являются, например, патентный документ JP2010260888, в котором описан способ изготовления предварительно пропитанного материала, который предотвращает аккумулирование воздуха и нерегулярную пропитку и который включает подвод тепла и давления к материалу для переноса смолы. В патентном документе JPH09241403 описана система для нанесения прилипающего порошка на поверхность предварительного пропитанного материала для повышения его липкости. В патентном документе JPS61220808 описана система для осаждения смолы на ленту, образованную из углеродных волокон, с помощью электростатического средства вместе с последующим этапом нагрева до температуры, превышающей температуру плавления смолы, для формирования полностью предварительно пропитанного материала. В патентном документе JP2007099926 описан способ получения предварительно пропитанного материала, в котором используется проводящий лист с одной стороны ленты, образованной из волокон, и заряженная порошкообразная смола с противоположной стороны указанного пучка, при этом смолу осаждают между нитями из волокна под действием электростатической силы для последующего нагрева и расплавления данной смолы и образования, как и в предыдущем случае, предварительно пропитанного материала.
Ленты, образованные из предварительно частично пропитанных волокон, получают посредством нанесения смоляной пленки на волокна, но без полного смачивания их смолой до тех пор, пока они не подвергнутся воздействию высоких температур и давлений во время процесса изготовления компонента.
Некоторые документы, в которых описаны процессы обработки предварительно частично пропитанных волокон, представляют собой, например, патентный документ US20110171034, в котором описан предварительно частично пропитанный материал, содержащий первый слой термоотверждающейся смолы, покрытый с обеих сторон слоями армирующих волокон, при этом один из данных слоев покрыт вторым слоем смолы с определенной степенью липкости. В патентном документе JP2012107160 описан композиционный материал на основе сплетенных волокон, имеющий связующее, образованное частично из термоотверждающейся смолы и частично из термопластичной смолы, при этом прилипание последней обеспечено посредством электростатического формования, при этом материал образован посредством нетканого материала, состоящего из нановолокон.
Следует отметить, что ни одно из этих решений не имеет в качестве цели непрерывную обработку пучка волокон для создания ленты, образованной из скрепленных и обработанных сухих волокон, которая может быть использована в процессах автоматической укладки ленты, и сохранение емкости ленты, полученной таким образом, образованной из обработанных волокон и подлежащий вводу в производственные процессы на основе пропитки или формования с переносом смолы (RTM).
Предмет изобретения
Предметами настоящего изобретения являются способ обработки волокон, установка для выполнения способа обработки и полученная таким образом лента, образованная из волокон, обработанных данным способом обработки.
Способ обработки волокон по изобретению включает, по меньшей мере, следующие этапы:
- непрерывную подачу пучка волокон предпочтительно со скоростью от 1 м/мин до 100 м/мин;
- нанесение первой смолы на пучок волокон электростатическим осаждением частиц первой смолы, при этом количество нанесенной первой смолы предпочтительно составляет менее 10% от массы пучка волокон и при этом частицы первой смолы, которые могут быть нанесены на одну или на обе стороны пучка, предпочтительно имеют размер от 1 микрона до 300 микрон;
- прикрепление частиц первой смолы к пучку волокон посредством нагрева, который обеспечивает возможность полного или частичного расплавления частиц;
- нанесение частичного и проницаемого поверхностного покрытия на по меньшей мере одну сторону пучка волокон посредством осаждения нитей из второй смолы, при этом толщина поверхностного покрытия предпочтительно составляет менее 0,2 мм.
Первую смолу предпочтительно наносят непосредственно на пучок волокон, и поверхностное покрытие из второй смолы наносят на пучок волокон с первой смолой, однако - без изменения идеи изобретения - поверхностное покрытие из второе смолы может быть нанесено непосредственно на пучок волокон, и первая смола может быть нанесена на пучок волокон с поверхностным покрытием из второй смолы.
Способ дополнительно включает этап перед нанесением первой и второй смол, на котором ширину пучка волокон регулируют, при этом регулирование ширины пучка волокон включает первый подэтап, на котором пучок волокон пропускают через первые ролики с вогнутой поверхностью, которые уменьшают ширину пучка волокон, и второй подэтап, на котором пучок волокон пропускают через вторые ролики с цилиндрической поверхностью, которые противоположны друг другу и расположены на расстоянии друг от друга, для увеличения ширины пучка волокон до заданной величины посредством регулируемого трения пучка волокон о вторые ролики (и дополнительно о первые ролики).
Способ по изобретению также дополнительно включает этап, на котором тепло и давление подводят к частицам первой смолы для обеспечения возможности их диффузии в пучке волокон.
Согласно иллюстративному варианту осуществления изобретения поверхностное покрытие получают осаждением расплавленных нитей из второй смолы в виде спирали на, по меньшей мере, одной стороне пучка волокон и последующей подачей воздушной струи к пучку волокон с покрытием для его охлаждения.
Согласно другому иллюстративному варианту осуществления изобретения поверхностное покрытие получают посредством осаждения нитей из второй смолы путем электростатического осаждения на, по меньшей мере, одной стороне пучка волокон и последующего подвода тепла к нитям для расплавления второй смолы, которая расплавляется или диффундирует в пучке волокон, и подачи воздушной струи к пучку волокон с покрытием для его охлаждения.
Нанесение поверхностного покрытия в любом из его вариантов служит для придания когезионной способности ленте, образованной из волокон, и повышения ее проницаемости в направлении, параллельном плоскости, при этом проницаемость обычно определяется посредством характеристических параметров k11 и k22 материала.
Кроме того, способ по изобретению также включает этап, на котором сквозные пазы образуют в пучке волокон, при этом указанные сквозные пазы проходят в направлении, параллельном пучку волокон. Этот этап обеспечивает повышение проницаемости ленты, образованной из волокон, в направлении, перпендикулярном к плоскости, при этом проницаемость обычно определяется посредством характеристического параметра k33 материала, без ухудшения механических свойств ленты.
Следовательно, таким образом получен способ обработки волокон, который позволяет получить ленту, образованную из обработанных волокон и имеющую улучшенные характеристики по отношению к другим способам обработки сухих волокон.
Описание фигур
Фиг.1 показывает схематическое изображение первого иллюстративного варианта осуществления установки для выполнения способа по изобретению.
Фиг.2 показывает схематическое изображение второго иллюстративного варианта осуществления установки для выполнения способа по изобретению.
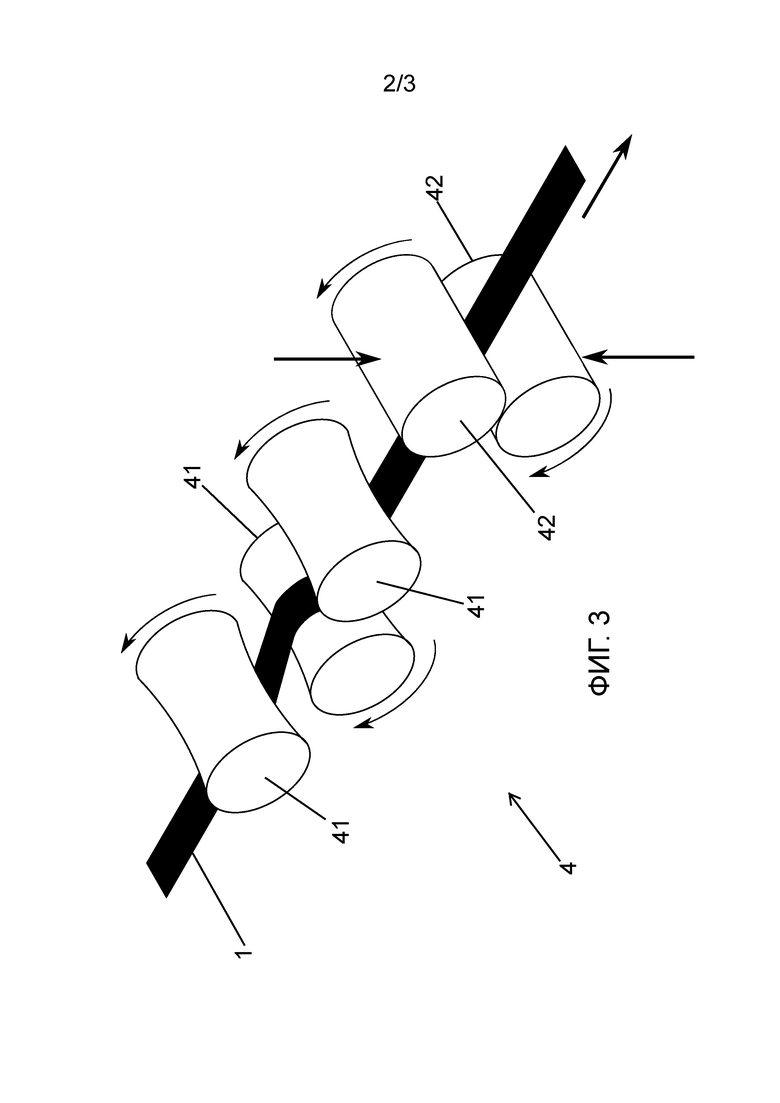
Фиг.3 показывает схематический вид в перспективе регулирующего устройства, которое регулирует ширину пучка волокон.
Фиг.4 показывает схематическое изображение ленты, образованной из обработанных волокон в результате реализации способа по изобретению.
Фиг.5 показывает поперечное сечение ленты, образованной из обработанных волокон, обозначенное ссылочной позицией V-V на фиг.4.
Подробное описание изобретения
Фиг.1 показывает иллюстративный вариант осуществления установки для выполнения способа обработки волокон по изобретению, посредством которого получают ленту, образованную из сухих волокон, которая используется в последующих процессах укладки ленты, например, таких как ATL («Автоматизированная укладка ленты») или AFP («Автоматизированная выкладка волокна»), или при ручной укладке ленты.
Ленты, образованные из сухих волокон и полученные способом по изобретению, образованы из армирующего материала и связующего для волокон. Предусматривалось использование в качестве армирующего материала углеродных волокон, стекловолокон, базальтовых волокон, натуральных волокон или любого другого материала с фибриллярной конфигурацией для изготовления композиционных материалов, и предусматривалось использование в качестве связующего термопластичных смол (сополиамидов, сополимеров сложных эфиров, феноксисмолы, эпоксидной смолы или полиуретанов) или термоотверждающихся смол. В любом случае ленты, образованные из волокон с минимальным количеством смолы по отношению к используемому волокну, получают способом по изобретению.
Применительно к настоящему изобретению устройства установки, предназначенной для обработки волокон, были описаны в соответствии с направлением пучка волокон (1), показанным стрелками на фиг.1 и 2 и соответствующим направлению слева направо, показанному на указанных фигурах.
Установка содержит средства для непрерывной подачи пучка волокон (1) на различных этапах в установке для обработки, при этом скорость подачи пучка волокон (1) предпочтительно составляет от 1 м/мин до 100 м/мин и данная величина не является ограничивающей, при этом подача осуществляется так, что волокно удерживается натянутым в течение выполнения всего способа обработки, что предотвращает возникновение морщин.
Указанные средства содержат разматыватель (2) и перемоточное устройство (3), между которыми подается пучок волокон (1) и которые обеспечивают возможность направления пучка волокон (1) так, чтобы волокна сохранялись ровными и без образования морщин, а также возможность регулирования их натяжения и скорости для адаптации к различным формам волокон помимо изменяющейся ширины и поверхностной плотности. Разматыватель (2) может подавать волокна в виде «ровинга» или в виде «жгута», то есть в виде множества нитей из однонаправленных волокон, например, с общей шириной от 0,25 дюйма (6,35 мм) до 50 дюймов (1270 мм), при этом данные величины не являются ограничивающими.
После разматывателя (2) - по отношению к направлению перемещения пучка волокон (1) - установка при необходимости содержит регулирующее устройство (4) для регулирования ширины пучка волокон (1) и распределения волокон так, чтобы на последующих стадиях в установке обеспечивался оптимальный прием смолы.
Фиг.3 показывает предпочтительный вариант осуществления регулирующего устройства (4), которое содержит первые ролики (41), выполненные с возможностью уменьшения ширины пучка волокон (1), и вторые ролики (42), выполненные с возможностью увеличения ширины пучка волокон (1), так что посредством чередования работы роликов (41, 42) пучок волокон (1) может быть модифицирован для его адаптации к различной ширине и поверхностной плотности.
Первый комплект роликов (41) содержит три ролика с вогнутой поверхностью, так что пучок волокон (1) трется о вогнутую поверхность роликов (41), что уменьшает его ширину. По меньшей мере, один ролик из первых роликов (41) выполнен с приводом от двигателя, так что при регулировании частоты вращения данного, по меньшей мере, одного ролика с приводом от двигателя можно регулировать уменьшение ширины пучка волокон (1).
Второй комплект роликов (42) содержит два ролика с цилиндрической поверхностью, которые противоположны друг другу и расположены на расстоянии друг от друга и между которыми пучок волокон (1) пропускают так, что при пропускании пучка волокон (1) между вторыми роликами (42) создается трение, которое вызывает уменьшение толщины пучка волокон (1) и, следовательно, увеличение его ширины. Таким образом, посредством регулирования расстояния, разделяющего вторые ролики (42), и частоты вращения по меньшей мере одного из них можно регулировать увеличение ширины пучка волокон (1).
После регулирующего устройства (4) расположено устройство (5) для осаждения первой смолы, предназначенное для нанесения частиц первой смолы (51) на пучок волокон (1) электростатическим осаждением. Устройство (5) для осаждения первой смолы имеет распылительное сопло, которое выполнено с возможностью нанесения первой смолы (51) в виде порошка с частицами с размером предпочтительно от 1 микрона до 300 микрон и при количестве первой смолы (51), составляющем менее 10% от массы пучка волокон, для обеспечения нормальной поверхностной плотности. В частности, для отдельно взятой части пучка волокон (1) количество первой смолы (51), которое составляет менее 10% от массы указанной части пучка волокон (1), наносят на указанную часть пучка волокон (1). Размер частиц и наносимое количество первой смолы (51) обеспечивают возможность оптимальной диффузии первой смолы (51) в пучке волокон (1) после нагрева частиц на последующем этапе способа. Кроме того, процентное содержание используемой смолы позволяет обеспечить отсутствие отрицательного влияния на конечные механические характеристики ленты, полученной таким образом и образованной из волокон, и на массу/вес компонентов.
Частицам первой смолы (51) сообщают отрицательный электрический заряд, и частицы первой смолы (51) распыляют на зону пучка волокон (1), которая заземлена, так что указанная зона пучка волокон (1) превращена в электрически нейтральную зону, которая притягивает отрицательно заряженные частицы первой смолы (51). Таким образом, когда частицы входят в контакт с пучком волокон (1), они удерживаются в зоне пучка волокон (1), на которой они осаждены.
Используемое распылительное сопло обеспечивает возможность регулирования как тока, так и напряжения, подаваемых к частицам первой смолы (51), при этом указанные параметры можно регулировать и эффективность способа можно оптимизировать в зависимости от размера частиц, расстояния от распылительного сопла до пучка волокон (1), а также других факторов, которые влияют на способ (например, таких как скорости и давления воздушного потока). Кроме того, посредством регулирования скорости прохождения пучка волокон (1) через зону нанесения первой смолы (51) можно регулировать количество первой смолы (51), которое осаждается. Соответственно, доля потерь смолы будет ниже, чем в других обычных способах нанесения распылением.
Кроме того, распыленные неприлипшие частицы смолы (51) могут быть возвращены посредством промышленного оборудования, предназначенного для такого применения, и просеяны для их ввода обратно в процесс, при этом достигается эффективность при осаждении, очень близкая к 100%.
После устройства (5) для осаждения первой смолы расположено нагревательное устройство (6), такое как микроволновая печь, печь сопротивления или лампы инфракрасного нагрева, предназначенное - в случае использования термопластичной смолы - для регулируемого нагрева и расплавления смолы, обеспечивающего возможность ее диффузии в пучке волокон (1), или - в случае использования термоотверждающейся смолы - для частичного отверждения смолы. Нагревательное устройство (6) может быть ориентировано по направлению к одной или обеим сторонам пучка волокон (1), и также существует возможность того, что нагревательное устройство (6) будет ориентировано по направлению к одной стороне пучка волокон (1), и с противоположной стороны пучка волокон (1) будет расположен рефлектор для нагрева указанной противоположной стороны пучка волокон (1).
Охлаждающее устройство (7) может быть при необходимости расположено сразу за нагревательным устройством (6) для обеспечения регулируемого охлаждения пучка волокон (1) после нагрева первой смолы (51).
При необходимости установка также может иметь устройство (8) для подвода тепла и давления после нагревательного устройства (6) и охлаждающего устройства (7), расположенных после устройства (5) для осаждения первой смолы. Устройство (8) для подвода тепла и давления содержит прижимные ролики, за которыми следует нагревательное устройство, которые обеспечивают подвод тепла и давления к частицам первой смолы (51) для обеспечения возможности их диффузии в пучке волокон (1). Использование первой термопластичной смолы создает возможность ее повторного нагрева и - вместе с давлением, создаваемым прижимными роликами, - обеспечения более глубокого проникновения первой смолы (51) и лучшей когезии пучка волокон (1).
После устройства (8) для подвода тепла и давления расположено устройство (9) для осаждения второй смолы, выполненное с возможностью нанесения частичного и проницаемого поверхностного покрытия на по меньшей мере одну сторону пучка волокон (1) посредством осаждения нитей из второй смолы (91). Вторая смола (91) может быть такой же, как первая смола (51), или может отличаться от нее.
Нанесение поверхностного покрытия из второй смолы (91) обеспечивает создание пористого покрытия на пучке волокон (1), которое служит для создания зазора между лентами, образованными из волокон, при их применении в последующих процессах укладки ленты для получения компонентов, изготовленных из композиционного материала, посредством чего повышается проницаемость композиционного материала в направлении, параллельном плоскости волокон, поскольку такой зазор способствует прохождению смолы между лентами во время пропитки или процесса RTM. Поверхностное покрытие может быть размещено на одной из сторон пучка волокон (1) или на обеих сторонах пучка волокон (1).
Согласно иллюстративному варианту осуществления, показанному на фиг.1, нанесение поверхностного покрытия обеспечивают посредством процесса закручивания и нанесения расплавленных нитей из второй смолы (91) в виде спирали и тому подобного. Для этого используется сопло, которое обеспечивает нанесение второй смолы (91) посредством небольших нитей из расплавленного материала, которые подвергаются вращению для их осаждения на пучке волокон (1) с образованием спиралей, посредством чего на пучке волокон (1) создается проницаемый слой. Нанесение второй смолы (91) выполняют при переменной скорости потока, которую регулируют в каждом случае в зависимости от скорости пучка волокон (1) и заданной концентрации второй смолы. Сразу после устройства (9) для осаждения второй смолы расположено охлаждающее устройство (10) для подачи воздушного потока к пучку волокон (1), покрытому смолой, например, такой как подача воздушного потока посредством системы типа ʺVortexʺ, что необходимо для манипулирования лентой, образованной из волокон, в последующих процессах, в частности, когда указанные процессы требуют высоких скоростей. При необходимости нагревательное устройство может быть расположено перед зоной применения закручивания для повышения липкости второй смолы (91) на пучке волокон (1), причем для этого нагревательное устройство из устройства (8) для подвода тепла и давления или другое дополнительное нагревательное устройство может быть использовано в качестве предшествующего нагревательного устройства (8).
Согласно другому иллюстративному варианту осуществления, показанному на фиг.2, нанесение поверхностного покрытия обеспечивают посредством процесса флокирования, при котором нити из второй смолы (91) осаждают электростатическим осаждением. В отличие от электростатического осаждения первой смолы (51) вместо частиц, имеющих гранулометрический состав с меньшими размерами, нити из смолы из термопластического материала, имеющие уменьшенный размер, осаждают на пучке волокон (1). В данном иллюстративном варианте осуществления необходимо разместить нагревательное устройство (11) после устройства (9) для осаждения второй смолы для расплавления нитей из второй смолы (91) и прикрепления их к пучку волокон (1), а также разместить охлаждающее устройство (10) после нагревательного устройства (11) для подачи воздушного потока к пучку волокон (1), покрытому смолой, например, такой как подача воздушного потока посредством системы типа ʺVortexʺ, что, аналогично процессу закручивания, необходимо для манипулирования лентой, образованной из волокон, в последующих процессах и, в частности, для высоких скоростей.
В первом иллюстративном варианте осуществления по фиг.1 за устройством (9) для осаждения второй смолы и охлаждающим устройством (10) или во втором иллюстративном варианте осуществления по фиг.2 за устройством (9) для осаждения второй смолы, нагревательным устройством и охлаждающим устройством (10) расположено разрезающее устройство (12), выполненное с возможностью образования сквозных пазов в пучке волокон (1), которые проходят в направлении, параллельном пучку волокон (1).
Разрезающее устройство (12) предпочтительно имеет вращающийся режущий ролик с иглами или кулачками, расположенными и распределенными в шахматном порядке и предназначенными для проникновения в пучок волокон (1).
Более предпочтительно, если разрезающее устройство (12) имеет несколько вращающихся режущих роликов с иглами или кулачками, расположенными и распределенными в шахматном порядке. Ролики разрезающего устройства предпочтительно работают синхронизированно для улучшения выполнения разрезов.
При необходимости ролик или ролики имеют нагревательные средства для обеспечения их работы при надлежащей температуре. Иглы или кулачки также могут иметь нагревательные средства. В свою очередь, обрабатываемый пучок волокон (1) также может подвергаться этапу охлаждения перед образованием пазов для получения оптимальных результатов, при этом указанный этап может выполняться самим охлаждающим устройством (10) или другим охлаждающим устройством, расположенным сразу за ним.
Разрезающее устройство (12) обеспечивает возможность образования пазов в пучке волокон (1) без повреждения волокон, образующих его, при этом создаются свободные пространства в направлении, параллельном пучку, которые повышают проницаемость окончательно полученной ленты, образованной из обработанных волокон, в направлении, перпендикулярном к плоскости пучка волокон (1), образующего ее, при этом пазы способствуют диффузии смолы через них в последующем процессе изготовления готового компонента из композиционного материала посредством пропитки или RTM. На выходе этого устройства поддерживают регулируемое давление, так что это создает возможность надлежащего выполнения пазов.
После разрезающего устройства (12) и перед перемоточным устройством (3) при необходимости может быть расположено устройство (13) для окончательного охлаждения, предназначенное для охлаждения пучка волокон (1) и оставления его для его завершающего хранения на бобинах, которые впоследствии будут использованы в процессах укладки ленты.
Первую смолу (51) предпочтительно наносят непосредственно на пучок волокон (1), и поверхностное покрытие из второй смолы (91) наносят на пучок волокон (1) с первой смолой (51), как показано на фиг.1 и 2, поскольку при таком порядке нанесения первая смола (51) лучше диффундирует в пучке волокон (1), скрепляя его, и вторая смола (91) позволяет улучшить когезию комплекта лент, образованных из обработанных волокон, в последующем процессе укладки лент. Тем не менее, можно наносить поверхностное покрытие из второй смолы (91) непосредственно на пучок волокон (1) и впоследствии наносить первую смолу (51) на пучок волокон (1), покрытый второй смолой (91).
Кроме того, пазы (121) предпочтительно образуют в пучке волокон (1), покрытом первой (51) и второй (91) смолами, как показано на фиг.1 и 2, хотя пазы (121) могут быть образованы перед нанесением смол (51, 91), между операциями их нанесения или при отсутствии обеих смол.
В этом случае ленту, образованную из обработанных и скрепленных волокон в виде обработанного сухого волокна с улучшенными характеристиками по отношению к обычным сухим волокнам, получают посредством способа по изобретению, и указанный способ в результате нанесения первой смолы (51) электростатическим осаждением и нанесения поверхностного покрытия из второй смолы (91) позволяет получить ленту, образованную из обработанных и скрепленных волокон, при минимальном количестве смолы по отношению к используемому волокну.
Как можно видеть на фиг.4, лента, полученная таким образом и образованная из волокон, обработанных способом по изобретению, содержит пучок волокон (1), который был обработан частицами первой смолы (51) и который имеет частичное и проницаемое поверхностное покрытие из второй смолы (91), при этом частицы первой смолы (51) случайным образом, но равномерно осаждены на пучке волокон (1) и имеют размер частиц от 50 микрон до 300 микрон, и их масса составляет менее 10% от массы пучка волокон, и при этом поверхностное покрытие из второй смолы (91) имеет толщину менее 0,2 мм.
Указанные части первой смолы (51) после их прикрепления к волокнам, образующим пучок волокон (1), обеспечивают когезию ленты, образованной из волокон, в целом, а также придают способность к прилипанию ленты, образованной из обработанных волокон, к другой последующей ленте при подводе тепла в последующем процессе укладки ленты посредством AFP, ATL или ручной укладки ленты, в результате чего обеспечивается возможность образования многослойных лент, образованных из волокон и составляющих одно целое.
Поскольку частицы второй смолы (91) прилипают к волокнам, образующим пучок волокон (1), обеспечивается проницаемость между следующими друг за другом лентами, образованными из обработанных волокон, в направлениях, параллельных плоскости волокон (1), что способствует последующим процессам пропитки или впрыска, направленным на формирование компонента, изготовленного из композиционного материала.
Лента, полученная таким образом и образованная из волокон, обработанных способом по изобретению, также имеет сквозные пазы (121), проходящие в направлении, параллельном пучку волокон (1), и имеющие размеры от 0,1 мм до 2 мм, соответствующие эквивалентному диаметру, которые обеспечивают надлежащую проницаемость ленты, образованной из волокон, в направлении, перпендикулярном к пучку волокон (1), и которые способствуют процессам пропитки или впрыска, необходимым для формирования готового компонента, изготовленного из композиционного материала, но не вызывают разрыва волокон и вызывают очень ограниченную угловую деформацию. Как можно видеть на фиг.4, пазы (121) предпочтительно распределены с выравниванием их относительно продольного направления пучка волокон в соответствии с распределением в шахматном порядке, что позволяет обеспечить лучшую целостность структуры пучка волокон (1).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЭЛЕМЕНТОВ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 2017 |
|
RU2710750C1 |
| СТРЕНГИ, ПОКРЫТЫЕ ПОРОШКОМ ЭЛЕКТРОСТАТИЧЕСКИМ СПОСОБОМ | 2015 |
|
RU2703213C2 |
| Углепластик на основе полифениленсульфидного связующего и способ его получения (варианты) | 2023 |
|
RU2816084C1 |
| БЕЗУТОЧНЫЕ ОДНОНАПРАВЛЕННЫЕ ТКАНИ, АРМИРОВАННЫЕ ВОЛОКНОМ | 2015 |
|
RU2681861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| АРМИРУЮЩЕЕ ВОЛОКНО И ЕГО ПРИМЕНЕНИЕ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2011 |
|
RU2583387C2 |
| ХОЛСТ С ХАОТИЧЕСКОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН И КОМПОЗИТНЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ВОЛОКНОМ | 2011 |
|
RU2527703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНЫХ ВОЛОКОН | 2018 |
|
RU2698809C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ПОВЕРХНОСТЬ С ПОКРЫТИЕМ, ПОКРЫТИЕ И ИМПЛАНТ, СОДЕРЖАЩИЙ ТАКОЕ ПОКРЫТИЕ | 2014 |
|
RU2661994C2 |


Изобретение относится к способу обработки волокон. Техническим результатом является надлежащая проницаемость ленты, способствующая процессам пропитки или впрыска, но не вызывающая разрыв волокон, и минимальная угловая деформация, а также улучшение целостности структуры пучка волокон. Технический результат достигается способом обработки волокон, который включает этап непрерывной подачи пучка волокон. Затем наносят первую смолу на пучок волокон электростатическим осаждением частиц первой смолы. Далее прикрепляют частицы первой смолы к пучку волокон посредством нагрева и наносят поверхностное покрытие на по меньшей мере одну сторону пучка волокон осаждением нитей из второй смолы. 4 н. и 12 з.п. ф-лы, 5 ил.
1. Способ обработки волокон, отличающийся тем, что он включает этапы:
- непрерывной подачи пучка волокон (1);
- нанесения первой смолы (51) на пучок волокон (1) электростатическим осаждением частиц первой смолы (51);
- прикрепления частиц первой смолы (51) к пучку волокон (1) посредством нагрева; и
- нанесения поверхностного покрытия на по меньшей мере одну сторону пучка волокон (1) осаждением нитей из второй смолы (91).
2. Способ обработки волокон по п.1, отличающийся тем, что первую смолу (51) наносят непосредственно на пучок волокон (1), и поверхностное покрытие из второй смолы (91) наносят на пучок волокон (1) с первой смолой (51).
3. Способ обработки волокон, отличающийся тем, что он включает этапы:
- непрерывной подачи пучка волокон (1);
- нанесения поверхностного покрытия на по меньшей мере одну сторону пучка волокон (1) осаждением нитей из второй смолы (91);
- нанесения первой смолы (51) на пучок волокон (1) с электростатическим с поверхностным покрытием из второй смолы (91) осаждением частиц первой смолы (51); и
- прикрепления частиц первой смолы (51) к пучку волокон (1) с электростатическим с поверхностным покрытием из второй смолы (91) посредством нагрева.
4. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что первую смолу (51) наносят в количестве, составляющем менее 10% от массы пучка волокон (1).
5. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что частицы первой смолы (51) имеют размер от 1 микрона до 300 микрон.
6. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что поверхностное покрытие из второй смолы (91) имеет толщину менее 0,2 мм.
7. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что пучок волокон (1) подают со скоростью от 1 м/мин до 100 м/мин.
8. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что перед нанесением первой смолы (51) и второй смолы (91) он дополнительно включает этап, на котором регулируют ширину пучка волокон (1).
9. Способ обработки волокон по п.8, отличающийся тем, что регулирование ширины пучка волокон (1) включает первый подэтап, на котором пучок волокон (1) пропускают через первые ролики (41) с вогнутой поверхностью, которые уменьшают ширину пучка волокон (1), и второй подэтап, на котором пучок волокон (1) пропускают через вторые ролики (42) с цилиндрической поверхностью, которые противоположны друг другу и расположены на расстоянии друг от друга, для увеличения и регулирования ширины пучка волокон (1) посредством трения.
10. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что он дополнительно включает этап, на котором тепло и давление подводят к частицам первой смолы (51) для обеспечения возможности их диффузии в пучке волокон (1).
11. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что поверхностное покрытие получают посредством осаждения расплавленных нитей из второй смолы (91) в виде спирали или тому подобного на по меньшей мере одной стороне пучка волокон (1) и посредством последующей подачи воздушной струи к пучку волокон (1) с покрытием или эквивалентной системы охлаждения.
12. Способ обработки волокон по любому из пп.1-10, отличающийся тем, что поверхностное покрытие получают посредством осаждения нитей из второй смолы (91) путем электростатического осаждения на по меньшей мере одной стороне пучка волокон и последующего подвода тепла к нитям для расплавления второй смолы (91) и для скрепления пучка волокон (1) и посредством подачи воздушной струи к пучку волокон (1) с покрытием или эквивалентной системы охлаждения.
13. Способ обработки волокон по любому из предшествующих пунктов, отличающийся тем, что он дополнительно включает этап, на котором в пучке волокон (1) образуют сквозные пазы (121), при этом указанные сквозные пазы (121) проходят в направлении, параллельном пучку волокон.
14. Способ обработки волокон по п.13, отличающийся тем, что сквозные пазы (121) образуют, используя ролики, выполненные с иглами или кулачками, работающими синхронизированно.
15. Установка для обработки волокон, предназначенная для выполнения способа по любому из пп.1-14 и содержащая:
средства для непрерывной подачи пучка волокон (1), причем указанные средства содержат разматыватель (2) и перемоточное устройство (3), между которыми подается пучок волокон (1);
устройство (5) для осаждения первой смолы, выполненное с возможностью нанесения частиц первой смолы (51) электростатическим осаждением;
устройство (9) для осаждения второй смолы, выполненное с возможностью нанесения поверхностного покрытия посредством осаждения нитей из второй смолы (91); и
нагревательное устройство (6).
16. Полученная лента, образованная из волокна, обработанного согласно способу по любому из пп.1-14.
| ЭЛЕКТРОПРОВОДНАЯ НИТЬ | 1994 |
|
RU2124597C1 |
| 0 |
|
SU406067A1 | |
| МОДЕЛЬ ВЕТВИ ТРАНСПОРТНОЙ СЕТИ | 0 |
|
SU342197A1 |
| WO 2013017434 A1, 07.02.2013 | |||
| Способ сварки тонколистовой стали электрической дугой | 1960 |
|
SU138294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОНСТРУКЦИИ И ПОДЛОЖКИ ДЛЯ ПЕЧАТНЫХ ПЛАТ НА ЕЕ ОСНОВЕ | 1995 |
|
RU2139792C1 |

