Изобретение относится к металлургии, в частности к конструкции и охлаждению кристаллизатора для получения слябовых заготовок из высоколегированных сталей и жаропрочных (Ni-Cr-Mo) сплавов.
Известен способ охлаждения кристаллизатора [1. Патент № 2601713 РФ. Способ охлаждения кристаллизатора. Опубл. 10.11.2016. Бюл. № 31], включающий разогрев стенок кристаллизатора перед заливкой жидкого металла, подачу охлаждающей воды в вертикальные каналы стенок кристаллизатора, охлаждение циркулирующей в замкнутом контуре горячей воды, которое осуществляют одновременно с заливкой в кристаллизатор жидкого металла и после прекращения разогрева стенок кристаллизатора, контроль температуры и расхода воды на входе и выходе из кристаллизатора, предварительно осуществляют разогрев стенок кристаллизатора и воды, циркулирующей по замкнутому контуру и в каналах стенок кристаллизатора, до температуры 150-170°C. Устройство для реализации способа охлаждения кристаллизатора [1] состоит из кристаллизатора с щелевыми каналами, коллектора для подвода и отвода горячей воды, электрического нагревателя, водяного насоса, теплообменника с патрубком и обтекаемым телом, щелевых каналов для горячей и холодной воды, люки, термопары, подключенные с нагревателем в систему автоматического управления работой устройства.
Недостаток устройства для реализации способа охлаждения кристаллизатора заключается в отсутствии сведений о конструктивном исполнении стенок, в частности слябового кристаллизатора, толщине и материале стенок, что затрудняет реализацию способа охлаждения кристаллизатора.
Известен вертикальный кристаллизатор машины непрерывной разливки металлов [2. Патент № 2561622 РФ. Вертикальный кристаллизатор машины непрерывной разливки металлов / В.В. Стулов и др. Опубл. 27.08. 2015], содержащий четыре расположенных попарно рабочих стенок, в первой и второй паре стенок выполнены вертикальные каналы и горизонтальный канал для охлаждающей среды, рабочие стенки кристаллизатора выполнены из стали, коэффициент теплопроводности которой «λ» и толщина стенок «δ» связаны соотношением λ/δ=3,5-4,5, при этом кристаллизатор снабжен термопарами, установленными в вертикальных и горизонтальных каналах рабочих стенок для измерения температуры охлаждающей воды, и электрическими нагревательными элементами, установленными в нижней части рабочих стенок, термопары и электрические нагревательные элементы подключены к системе автоматического управления охлаждением кристаллизатора.
Недостаток вертикального кристаллизатора [2] заключается в возможности его использования с теплоносителем, находящимся в двухфазном состоянии, а сравнительно высокая температура стальных стенок ограничивает скорость непрерывной разливки заготовок.
Технический результат, получаемый при осуществлении заявляемого кристаллизатора, заключается в:
1. Возможности его использования для охлаждения стенок кристаллизатора перегретой водой с температурой 150-170°С при разливке высоколегированных сталей и жаропрочных сплавов вместо непроизводительной их разливки в неохлаждаемые чугунные изложницы.
2. Исключении растрескивания корочки заготовки в кристаллизаторе.
3. Уменьшении потерь металла за счет обрезания головной части заготовки при разливке металла в непрогретый кристаллизатор.
4. Возможности использования нагретой до 60-70°С охлаждающей воды на бытовые нужды.
5. Улучшении экологии окружающей среды и в цехе в частности.
Заявляемый кристаллизатор характеризуется следующими существенными признаками.
Ограничительные признаки: четыре расположенных попарно рабочих стенок; в первой и второй паре стенок выполнены вертикальные каналы для охлаждающей воды; кристаллизатор снабжен термопарами, установленными в вертикальных каналах рабочих стенок; термопары подключены к системе автоматического управления охлаждением кристаллизатора.
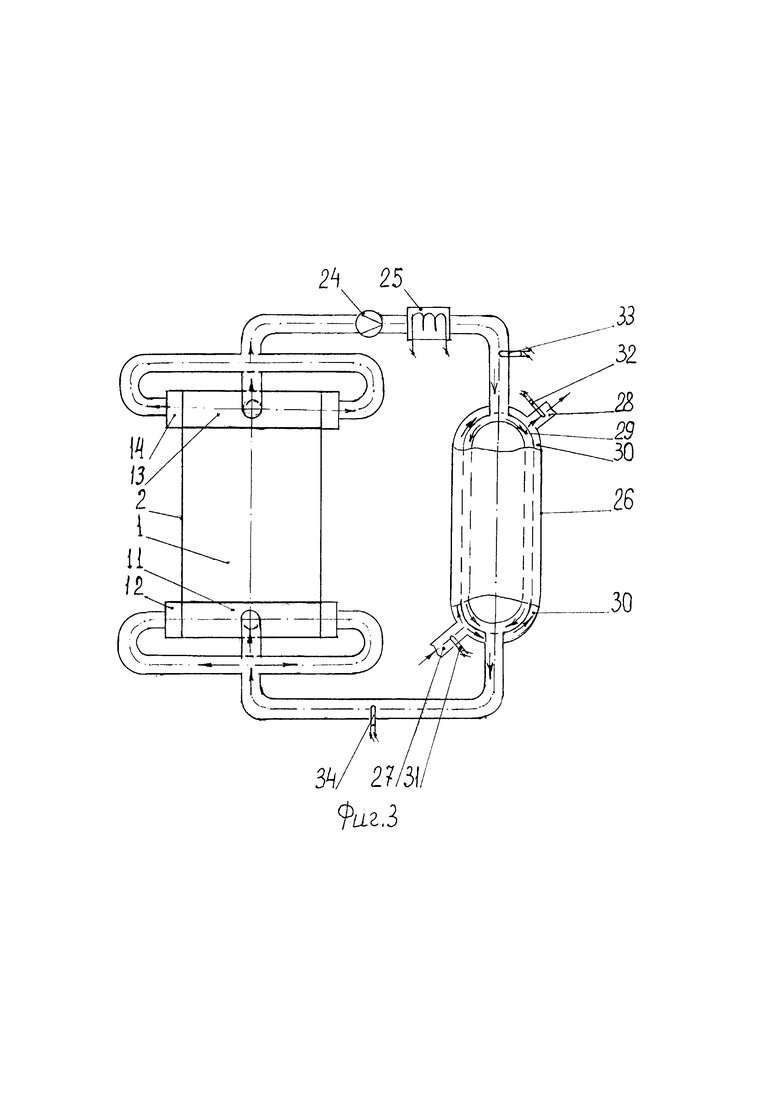
Отличительные признаки: все четыре продольные стенки кристаллизатора выполнены разборными из двух половин с опорной и рабочей частью, опорная часть выполнена с выступами, образующими каналы для воды, и изготавливается из нержавеющей стали, расстояние между выступами по ширине стенок «а», расстояние между выступами по высоте стенок «в», толщина «h» и ширина выступов «с» имеют значения а = 15-17, в = 10-15, h = 5-6, c = 8-10 мм, выступы на опорной части стенок изготавливаются в шахматном порядке, рабочая часть стенок, выполненная в виде листа, изготавливается из никеля, толщина которого «δ» и теплопроводность «λ» связаны соотношением δ ∕λ = (0,83-1)⋅10-4 м2.0С / Вт.
Причинно-следственная связь между совокупностью существенных признаков заявляемого кристаллизатора и достигаемым техническим результатом заключается в следующем.
Выполнение продольных стенок кристаллизатора разборными из двух половин уменьшает затраты времени и средств на их изготовление и ремонт. В случае необходимости одна из половин стенок может быть заменена на новую или отправлена на ремонт, в частности, с целью обработки поверхности, нанесения защитного покрытия.
Выполнение опорной части стенок с выступами позволяет при сборке стенок образовать каналы для прохода охлаждающей воды, уменьшить массу стенок, затраты на их изготовление и стоимость.
Выполнение выступов на опорной части стенок в шахматном порядке уменьшает вероятность деформации рабочей части стенок, изготовленной в виде листа.
Выполнение опорной части стенок из нержавеющей стали обеспечивает их большую прочность по сравнению с медью и бронзой, снижает массу и стоимость, исключает коррозию, увеличивает срок службы.
Выполнение рабочей части стенок в виде листа уменьшает затраты средств на изготовление стенок и их стоимость, облегчает нанесение на них защитных покрытий.
Изготовление рабочей части стенок из никеля обеспечивает возможность охлаждения стенок перегретой водой, увеличивает срок службы стенок до ремонта, обеспечивает более высокую температуру на рабочей поверхности стенок, что уменьшает перепад температур между корочкой заготовки и поверхностью рабочей части стенок, уменьшает перепад температур в самой корочке заготовки, что исключает ее растрескивание. Обеспечивается высокая коррозионная стойкость стенок.
Уменьшение расстояния между выступами по ширине стенок а < 15 приводит к нецелесообразному увеличению сопротивления движению охлаждающей воды и использованию насосов с большей мощностью и расходом электроэнергии. Кроме этого, уменьшается площадь поверхности контакта с водой, что приводит к уменьшению количества отводимого тепла. Дополнительно, увеличивается общее количество выступов и масса стенок.
Увеличение расстояния между выступами по ширине стенок а > 17 приводит к увеличению вероятности деформации рабочей части стенок, изготовленных из никелевого листа сравнительно небольшой толщины (δ = 5-6 мм), на участках между выступами по ширине стенок.
Уменьшение расстояния между выступами по высоте стенок в < 10 мм приводит к нецелесообразному увеличению общего числа выступов и массы стенок, ухудшает теплообмен на поверхности рабочей части стенки между выступами.
Увеличение расстояния между выступами по высоте стенок в > 15 мм приводит к увеличению вероятности деформации рабочей части стенок, изготовленных из никелевого листа сравнительно небольшой толщины ( δ = 5-6 мм), на участках между выступами по высоте стенок.
Уменьшение толщины выступов h < 5 мм приводит к нерациональному увеличению сопротивления продавливания воды в вертикальных каналах стенок, увеличению мощности насосов и электродвигателей их привода, увеличению расхода электроэнергии.
Увеличение толщины выступов h > 6 мм приводит к нецелесообразному увеличению толщины стенок и габаритов кристаллизатора. Кроме этого, ухудшается теплообмен в каналах стенок и охлаждение рабочей части, изготовленной в виде листа, за счет уменьшения коэффициента теплоотдачи воды в канале.
Уменьшение ширины выступов с < 8 мм приводит к возможности деформации рабочей части стенки, выполненной в виде никелевого листа толщиной δ = 5-6 мм. Кроме этого, затрудняется изготовление самих выступов на опорной части продольных стенок.
Увеличение ширины выступов с > 10 мм приводит к нецелесообразному уменьшению площади прилегающей поверхности рабочей части стенок, омываемой охлаждающей водой, и уменьшению количества отводимого от металла заготовки тепла.
Уменьшение соотношения δ /λ < 0,83⋅10-4 м2.0С / Вт (где «δ» и «λ», соответственно, толщина и теплопроводность никелевого листа) приводит к нецелесообразному уменьшению толщины никелевого листа рабочей части стенок δ < 5 мм. В результате увеличивается вероятность деформации никелевого листа, нарушение герметичности сопряжения опорной и рабочей части стенок, приводящее к утечке охлаждающей воды.
Увеличение соотношения δ /λ > 1⋅10-4 м2.0С / Вт приводит к нецелесообразному увеличению толщины никелевого листа рабочей части стенок δ > 6 мм. В результате увеличивается выше допустимых пределов температура на поверхности рабочей части стенок, уменьшается толщина образующейся корочки заготовки, что приводит к необходимости уменьшения скорости разливки металла и производительности процесса.
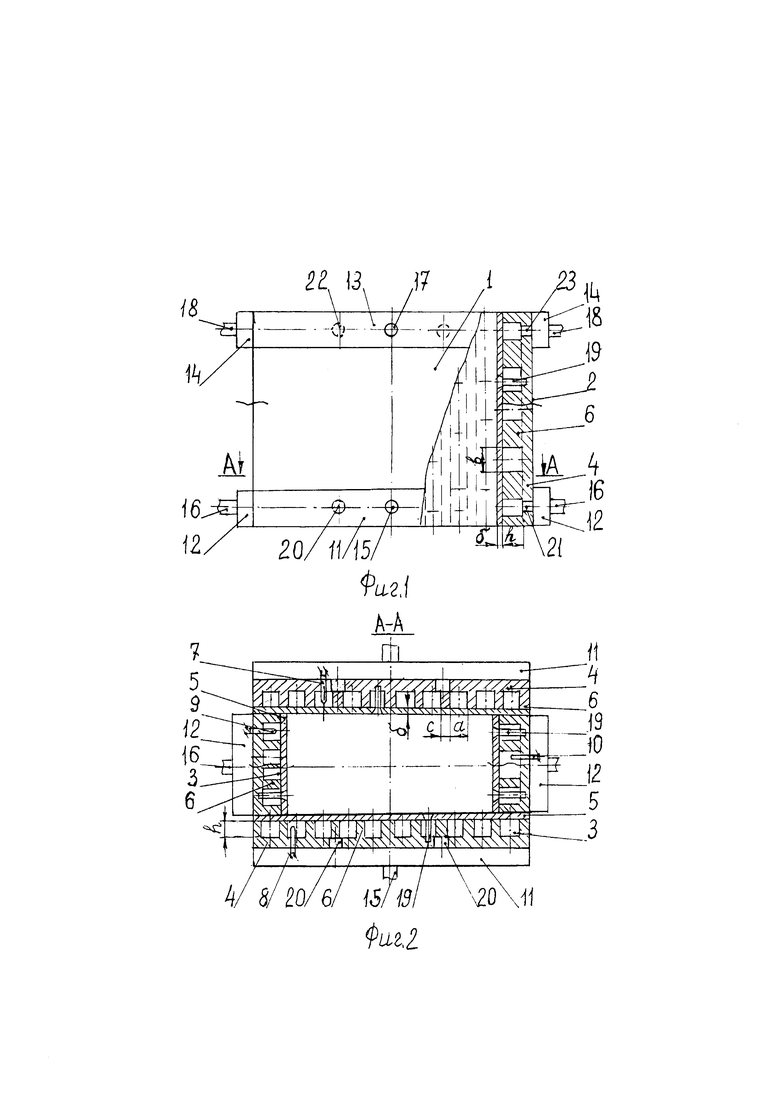
На фиг. 1 приведен внешний вид одной из продольных стенок кристаллизатора, на фиг. 2 - сечение А - А фиг. 1., на фиг. 3 - схема подключения кристаллизатора в замкнутый контур циркуляции теплоносителя.
Слябовый кристаллизатор на фиг. 1 - 3 состоит из четырех расположенных попарно продольных рабочих стенок 1 и 2, соответственно, первой и второй пары с опорной 4 и рабочей 5 частями, вертикальных каналов 3 для охлаждаюшей воды, выступов 6, термопар 7-10 и 31-34, подключенных к системе автоматического управления охлаждением кристаллизатора, коллекторов 11 и 12 для подвода воды и 13, 14 для отвода воды из стенок 1 и 2, патрубков 15-18, потайных болтов 19, отверстий 20 и 21 в опорных частях стенок для подвода воды и отверстий 22, 23 для отвода воды, водяного насоса 24, электрического нагревателя 25, теплообменника 26 с патрубками 27 и 28 для холодной воды, щелевых каналов 29 и 30 для горячей и холодной воды, соответственно.
Предварительно рабочие стенки 1 и 2 кристаллизатора, теплообменник 26 с подводящими и отводящими трубопроводами воды, входящими в замкнутый контур циркуляции теплоносителя, заполняются охлаждающей водой. Включается электрический нагреватель 25 и водяной насос 24 циркуляции теплоносителя. После достижения заданной температуры нагрева воды, фиксируемой по показанию термопары 33, системой автоматического управления охлаждением кристаллизатора отключается электрический нагреватель 25. Одновременно производится заливка жидкого металла в кристаллизатор и включается подача холодной воды через патрубок 27 в теплообменник 26.
Вода, проходящая в каналах 3 и 30 отводит тепло, соответственно, от разливаемого металла и горячей воды, движущейся в канале 29. Температура циркулирующей горячей воды контролируется по показаниям термопар 33 и 34, а температура холодной воды - по показаниям термопар 31 и 32.
Горячая вода, поступающая через патрубки 15 и 16 в коллектора 11 и 12, отверстия 20 и 21 в опорных частях 4 стенок, в вертикальные каналы 3 с движением снизу вверх вдоль расположенных в шахматном порядке выступов 6 с охлаждением поверхностей рабочих частей 5 пар стенок 1 и 2. Далее нагретая горячая вода через отверстия 22 и 23 вверху опорных частей 4 пар стенок 1 и 2 поступает в коллектора 13 и 14 и через патрубки 17, 18 удаляется из кристаллизатора в теплообменник 26 для охлаждения холодной водой. По показаниям термопар 7 и 8, а также 9 и 10 контролируется температура поступающей горячей воды, соответственно, в рабочих стенках первой 1 и второй пары 2. Замена рабочих частей 5 пар стенок 1 и 2 производится после разборки кристаллизатора и раскручивания потайных болтов 19.
Изобретение относится к непрерывной разливке слябовых заготовок. Кристаллизатор содержит четыре расположенные попарно продольные стенки с вертикальными каналами (3) для охлаждающей воды и термопары (7-10) в вертикальных каналах, подключенные к системе автоматического управления охлаждением. Продольные стенки выполнены разборными и состоят из двух половин: опорной (4) и рабочей (5) частей. Опорная часть изготовлена из нержавеющей стали и содержит выступы (6), расположенные в шахматном порядке, образующие каналы для охлаждающей воды. Расстояние между выступами по ширине стенок (а) составляет 15-17 мм, расстояние между выступами по высоте стенок 10-15 мм, толщина (h) выступов 5-6 мм, ширина (с) выступов 8-10 мм. Рабочая часть выполнена в виде листа никеля, толщина которого «δ» и его теплопроводность «λ» связаны соотношением δ/λ=(0,83-1)⋅10-4 м2°С/Вт. Обеспечивается использование для охлаждения стенок кристаллизатора перегретой воды и разливка высоколегированных сталей и жаропрочных сплавов при исключении растрескивания корочки заготовки в кристаллизаторе и уменьшении потерь металла за счет обрезания головной части заготовки. 3 ил.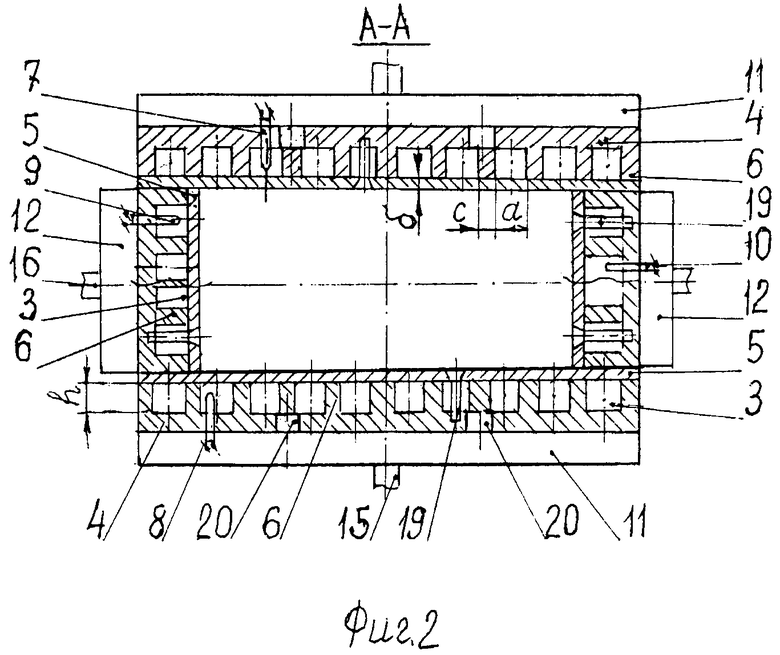
Кристаллизатор для получения слябовых заготовок, содержащий четыре расположенных попарно продольных стенки, вертикальные каналы для охлаждающей воды, выполненные в первой и второй паре продольных стенок, термопары, установленные в вертикальных каналах продольных стенок и подключенные к системе автоматического управления охлаждением кристаллизатора, отличающийся тем, что все четыре продольные стенки кристаллизатора выполнены разборными из двух половин, опорной части и рабочей части, опорная часть выполнена с выступами, образующими каналы для охлаждающей воды и изготовлена из нержавеющей стали, расстояние между выступами по ширине стенок «а» составляет 15-17 мм, расстояние между выступами по высоте стенок «в» составляет 10-15 мм, толщина «h» выступов составляет 5-6 мм, ширина выступов «с» составляет 8-10 мм, выступы на опорной части стенок изготовлены в шахматном порядке, при этом рабочая часть стенок выполнена в виде листа из никеля, толщина которого «δ» и его теплопроводность «λ» связаны соотношением δ/λ=(0,83-1)⋅10-4 м2°С/Вт.
| ВЕРТИКАЛЬНЫЙ КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2013 |
|
RU2561622C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2003 |
|
RU2316407C2 |
| DE 10237472 A1, 26.02.2004 | |||
| КРИСТАЛЛИЗАТОР С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2006 |
|
RU2393049C2 |
| КРИСТАЛЛИЗАТОР, ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ | 1997 |
|
RU2182058C2 |
| US 3709286 A1, 09.01.1973. | |||

