Настоящее изобретение относится к отпущенной листовой стали с покрытием, обладающей превосходными механическими свойствами и подходящей для использования при изготовлении транспортных средств.
Были предприняты интенсивные усилия в рамках научно-исследовательских и опытно-конструкторских разработок в целях уменьшения количества материала, использующегося в автомобиле, в результате увеличения прочности материала. Наоборот, увеличение прочности листовых сталей приводит к уменьшению деформируемости, и, таким образом, требуется разработка материалов, характеризующихся как высокой прочностью, так и высокой деформируемостью.
Поэтому было разработано множество высокопрочных сталей, характеризующихся превосходной деформируемостью, таких как стали TRIP (с пластичностью, обусловленной мартенситным превращением). С недавних пор предпринимаются интенсивные попытки по разработке сталей TRIP, обладающих свойствами, такими как высокая прочность и высокая деформируемость, поскольку сталь TRIP представляет собой хороший компромисс между механической прочностью и деформируемостью вследствие своей сложной структуры, включающей феррит, который представляет собой пластичный компонент, более твердые компоненты, такие как острова мартенсита и аустенита (МА), большинство которых состоит из остаточного аустенита, и, в заключение, бейнитно-ферритную матрицу, которая характеризуется механической прочностью и пластичностью, которые являются промежуточными между соответствующими характеристиками феррита и островов МА.
Стали TRIP характеризуются высокой способностью уплотняться, что делает возможным хорошее распределение деформаций в случае столкновения или даже во время формовки автомобильной детали. Поэтому возможным является производство деталей, которые являются настолько же сложными, как и детали, изготовленные из обычных сталей, но обладают улучшенными механическими свойствами, что, в свою очередь, делает возможным уменьшение толщины деталей для согласования с идентичными функциональными техническими требованиями применительно к механическим эксплуатационным характеристикам. Поэтому данные стали представляют собой эффективный ответ на потребности в уменьшенной массе и увеличенной безопасности транспортных средств. В сфере горячекатаной или холоднокатаной листовой стали данный тип стали обнаруживает области применения, помимо всего прочего, для конструкционных деталей и деталей, отвечающих за безопасность, в автомобильных транспортных средствах.
Данные свойства связаны со структурой таких сталей, которая состоит из матричной фазы, которая может содержать феррит, бейнит или мартенсит по отдельности или в комбинации друг с другом, в то время как могут присутствовать и другие микроструктурные составные части, такие как остаточный аустенит. Остаточный аустенит стабилизируют в результате добавления кремния или алюминия, при этом данные элементы замедляют образование выделений карбидов. Присутствие остаточного аустенита придает листовой стали высокую пластичность до ее профилирования в виде детали. Под воздействием последующего деформирования, например, при приложении одноосного напряжения, остаточный аустенит листа, изготовленного из стали TRIP, поступательно превращается в мартенсит, что в результате приводит к существенным твердению и задерживанию проявления шейкообразования.
Для достижения предела прочности при растяжении, большего, чем значение в диапазоне от 800 до 1000 МПа, были разработаны многофазные стали, обладающие преимущественно бейнитной структурой. В автомобильной отрасли промышленности или в промышленности вообще такие стали в выгодном случае используют для конструкционных деталей, таких как поперечины бамперов, стойки, различные армирующие элементы и стойкие к истиранию изнашиваемые детали. Однако, деформируемость данных деталей требует одновременно наличия достаточного уровня общего относительного удлинения, составляющего более, чем 10%.
Все данные листовые стали демонстрируют относительно хорошие балансы стойкости и пластичности, но требуется улучшение предела текучести и эксплуатационных характеристик по раздаче отверстия в сопоставлении со сталями, находящимися в производстве в настоящее время, в частности, в случае листовых сталей с нанесенными покрытиями.
Назначение настоящего изобретения заключается в разрешении данных проблем в результате предоставления в распоряжение листовых сталей, которые одновременно характеризуются:
- предельным сопротивлением растяжению, большим или равным 950 МПа, а предпочтительно составляющим более, чем 1050 МПа или даже более, чем 1100 МПа;
- пределом текучести, составляющим, по меньшей мере, 700 МПа;
- общим относительным удлинением, большим или равным 12%,
- коэффициентом раздачи отверстия, большим или равным 18%.
Предпочтительно такая сталь также демонстрирует хорошую пригодность для использования при формовке, в частности, при прокатке, и хорошую свариваемость.
Еще одна цель настоящего изобретения заключается в предоставлении в распоряжение способа изготовления данных сталей, который является совместимым с обычными промышленными областями применения при одновременной демонстрации надежности в отношении отклонений по производственным параметрам.
Достижения данной цели добиваются в результате предложения листовой стали, соответствующей пункту 1 формулы изобретения. Листовая сталь также может включать характеристики из пунктов от 2 до 8 формулы изобретения. Достижения еще одной цели добиваются в результате предложения способа, соответствующего пунктам от 9 до 10 формулы изобретения. Достижения еще одного аспекта добиваются в результате предложения деталей или транспортных средств, соответствующих пунктам от 11 до 13 формулы изобретения.
Другие характеристики и преимущества изобретения станут очевидными исходя из следующего далее подробного описания изобретения.
Углерод присутствует в стали, соответствующей изобретению, при уровне содержания в диапазоне от 0,17% до 025%. Углерод представляет собой элемент, образующий гамма-фазу, и он промотирует стабилизирование аустенита. Помимо этого, он может быть вовлечен в образование выделений, которые упрочняют феррит. Предпочтительно уровень содержания углерода составляет, по меньшей мере, 0,18% для достижения эффекта TRIP вследствие присутствия остаточного аустенита и, самое большее, 0,25% во избежание ухудшения свариваемости. Уровень содержания углерода в выгодном случае находится в диапазоне от 0,18 до 0,23%, включительно, для оптимизирования характеристик как высокой прочности, так и относительного удлинения.
Марганец присутствует в стали, соответствующей изобретению, при уровне содержания в диапазоне от 1,8% до 2,3%. Марганец представляет собой элемент, который обеспечивает твердение в результате образования твердого раствора замещения в феррите. Для получения желательного предела прочности при растяжении необходимым является минимальный уровень содержания 1,8% (масс.). Тем не менее, более, чем 2,3% марганца замедляют образование бейнита и, кроме того, улучшают образование аустенита, характеризующегося уменьшенным уровнем процентного содержания углерода, который на более поздней ступени превращается в мартенсит, что является пагубным для механических свойств стали.
Кремний присутствует в стали, соответствующей изобретению, при уровне содержания в диапазоне от 0,5% до 2,0%. Кремний играет важную роль при образовании микроструктуры в результате замедления образования выделений карбидов, что делает возможным концентрирование углерода в остаточном аустените для его стабилизирования. Кремний играет эффективную роль, объединенную с ролью алюминия, наилучшие результаты чего в отношении конкретных свойств получают при уровнях содержания, составляющих более, чем 0,5%. Уровень содержания кремния должен быть ограничен значением 2,0% (масс.) для улучшения пригодности для нанесения покрытия в результате погружения в расплав. Уровень содержания кремния предпочтительно будет находиться в диапазоне от 0,6% до 1,8%, поскольку при более, чем 1,8% кремний в комбинации с марганцем может образовывать хрупкий мартенсит вместо бейнита. Уровень содержания, меньший или равный 1,8%, одновременно обеспечивает получение хорошей пригодности для использования при сварке, а также хорошей пригодности для использования при нанесении покрытия.
Алюминий присутствует в стали, соответствующей изобретению, при уровне содержания в диапазоне от 0,03% до 1,2%, а предпочтительно от 0,03% до 0,6%. Алюминий играет важную роль в изобретении в результате значительного замедления образования выделений карбидов; его эффект объединяют с эффектом кремния для достаточного замедления образования выделений карбидов и для стабилизирования остаточного аустенита. Данный эффект получают при уровне содержания алюминия, составляющем более, чем 0,03%, и при уровне содержания алюминия, составляющем менее, чем 1,2%. Уровень содержания алюминия предпочтительно будет меньшим или равным 0,6%. Как это также в общем случае полагается, высокие уровни содержания алюминия увеличивают эродирование огнеупорных материалов и риск закупоривания стаканов во время разливки стали по ходу технологического потока выше прокатки. В избыточных количествах алюминий уменьшает пластичность в горячем состоянии и увеличивает риск появления дефектов во время непрерывной разливки. При отсутствии тщательного контролирования условий разливки дефекты микро- и макроликвации, в конечном счете, в результате приводят к получению осевой ликвации в отожженной листовой стали. Данная центральная область будет более твердой, чем окружающая ее матрица и будет оказывать отрицательное воздействие на деформируемость материала.
Сера также представляет собой остаточный элемент, уровень содержания которого должен выдерживаться по возможности наиболее низким. Таким образом, уровень содержания серы в настоящем изобретении ограничивают значением 0,03%. Уровень содержания серы, составляющий 0,03% и более, уменьшает пластичность вследствие избыточного присутствия сульфидов, таких как MnS (сульфиды марганца), что уменьшает обрабатываемость стали, а также представляет собой источник для зарождения трещин.
Фосфор может присутствовать при уровне содержания, доходящем вплоть до 0,03%. Фосфор представляет собой элемент, который производит твердение в твердом растворе, но значительно уменьшает пригодность для использования при точечной сварке и пластичность в горячем состоянии, в частности, вследствие его тенденции к ликвации на границах зерен или его тенденции к совместной ликвации с марганцем. По данным причинам его уровень содержания должен быть ограничен значением 0,03% для получения хорошей пригодности для использования при точечной сварке и хорошей пластичности в горячем состоянии. Он также представляет собой остаточный элемент, уровень содержания которого должен быть ограничен.
Хром необязательно может присутствовать в стали, соответствующей изобретению, при уровне содержания, доходящем вплоть до 0,4%, а предпочтительно находящемся в диапазоне от 0,05% до 0,4%. Хром, как и марганец, увеличивает прокаливаемость при промотировании образования мартенсита. Данный элемент при его присутствии с уровнем содержания, составляющем более, чем 0,05%, является подходящим для использования при достижении минимального предела прочности при растяжении. При превышении им 0,4% образование бейнита является настолько задержанным, что аустенит не обогащается углеродом в достаточной степени. Действительно, данный аустенит будет более или менее полностью превращаться в мартенсит во время охлаждения до комнатной температуры, и общее относительное удлинение будет чрезмерно низким.
Молибден представляет собой необязательный элемент и может быть добавлен вплоть до 0,3% к стали, соответствующей изобретению. Молибден играет эффективную роль при задании прокаливаемости и твердости, задерживает появление бейнита и позволяет избежать образования выделений карбидов в бейните. Однако, добавление молибдена избыточно увеличивает стоимость добавления легирующих элементов, так что по экономическим причинам его уровень содержания ограничивается значением 0,3%.
Ниобий мог бы быть добавлен к стали при уровне содержания, доходящем вплоть до 0,04%. Это элемент, подходящий для использования при получении карбонитридов в целях придания прочности стали, соответствующей изобретению, в результате дисперсионного упрочнения. Поскольку ниобий задерживает рекристаллизацию во время нагревания, микроструктура, образовавшаяся в конце отжига, является более мелкой, что приводит к твердению продукта. Но в случае уровня содержания ниобия, составляющего более, чем 0,04%, количество карбонитридов должно быть большим, что могло бы уменьшить пластичность стали.
Титан представляет собой необязательный элемент, который может быть добавлен к стали настоящего изобретения при уровне содержания, доходящем вплоть до 0,1%, а предпочтительно находящемся в диапазоне от 0,005% до 0,1%. Как и ниобий, он вовлечен в карбонитриды и, таким образом, играет роль в твердении. Но он также вовлечен и в образование TiN, что проявляется во время затвердевания отлитой продукции. Количество Ti, таким образом, ограничивается значением 0,1% во избежание наличия крупных образований TiN, пагубных для раздачи отверстия. В случае уровня содержания титана, составляющего менее, чем 0,005%, он не придает какого-либо эффекта в отношении стали настоящего изобретения.
Сталь, соответствующая изобретению, демонстрирует микроструктуру, включающую в долях площади поверхности от 4 до 20% остаточного аустенита, от 0 до 15% феррита, от 40 до 85% бейнита и, как минимум, 5% отпущенного мартенсита, где кумулятивные количества отпущенного мартенсита и остаточного аустенита находятся в диапазоне от 10 до 30%.
Ферритная составная часть придает стали, соответствующей изобретению, улучшенное относительное удлинение. Для обеспечения достижения относительного удлинения и коэффициента раздачи отверстия на требуемом уровне феррит может присутствовать в количестве, доходящем вплоть до максимального уровня 15% при выражении в долях площади поверхности, таким образом, чтобы иметь предел прочности при растяжении, составляющий 950 МПа и более, при общем относительном удлинении, составляющем, по меньшей мере, 12%, и коэффициенте раздачи отверстия, составляющем 18% и более. Феррит образуется во время технологической стадии отжига на ступенях нагревания и выдержки или во время охлаждения после отжига. Такому ферриту может быть придана твердость в результате введения одного или нескольких элементов в твердый раствор. К таким сталям обычно добавляют кремний и/или марганец или проводят введение элементов, образующих выделения, таких как титан, ниобий и ванадий. Такое твердение обычно возникает во время отжига холоднокатаной листовой стали и поэтому является эффективным до стадии отпуска, но не ухудшает перерабатываемости.
Отпущенный мартенсит присутствует на минимальном уровне 5% при выражении в долях площади поверхности, а предпочтительно 10%, в стали, соответствующей изобретению. Мартенсит образуется во время охлаждения после томления из нестабильного аустенита, образовавшегося во время отжига, а также во время конечного охлаждения после технологического процесса выдержки для бейнитного превращения. Такой мартенсит становится отпущенным во время стадии конечного отпуска. Один из эффектов такого отпуска заключается в уменьшении уровня содержания углерода в мартенсите, который поэтому является менее твердым и менее хрупким. Отпущенный мартенсит образован из мелких планок, удлиненных в одном направлении внутри каждого зерна, исходящего из первичного аустенитного зерна, в котором между планками в соответствии с направлением <111> образуются выделения в виде мелких палочек карбидов железа, которые имеют в длину от 50 до 200 нм. Данный отпуск мартенсита также делает возможным увеличение предела текучести благодаря уменьшению перепада твердости между фазами мартенсита и феррита или бейнита.
Отпущенный бейнит присутствует в стали, соответствующей изобретению, и придает прочность такой стали. Отпущенный бейнит должен присутствовать в стали в количестве в диапазоне от 40 до 85% при выражении в долях площади поверхности. Бейнит образуется во время выдержки при температуре бейнитного превращения после отжига. Такой бейнит может включать гранулярный бейнит, верхний бейнит и нижний бейнит. Данный бейнит становится отпущенным во время стадии конечного отпуска с образованием отпущенного бейнита.
Остаточный аустенит представляет собой существенную составную часть для обеспечения получения эффекта TRIP и для привнесения пластичности. Он может содержаться индивидуально или в качестве островов мартенсита и аустенита (островов МА). Остаточный аустенит настоящего изобретения присутствует в количестве в диапазоне от 4 до 20% при выражении в долях площади поверхности и предпочтительно характеризуется уровнем процентного содержания углерода в диапазоне от 0,9 до 1,1%. Остаточный аустенит, обогащенный по углероду, вносит свой вклад в образование бейнита, а также замедляет образование карбида в бейните. Таким образом, его уровень содержания предпочтительно должен быть достаточно высоким таким образом, чтобы сталь изобретения была бы достаточно пластичной при общем относительном удлинении, предпочтительно составляющем более, чем 12%, и его уровень содержания не должен превышать 20%, поскольку это привело бы к ухудшению величины механических свойств.
Остаточный аустенит измеряют при использовании магнитного метода, называемого сигмаметрией, который заключается в измерении магнитного момента стали до и после термической обработки, которая дестабилизирует аустенит, который является парамагнитным в противоположность другим фазам, которые являются ферромагнитными.
В дополнение к отдельной доле каждого элемента микроструктуры кумулятивные количества отпущенного мартенсита и остаточного аустенита должны находиться в диапазоне от 10 до 30% при выражении в долях площади поверхности, предпочтительно от 10 до 25%, а более предпочтительно должны быть равными или большими 15%, в частности, при количестве отпущенного мартенсита, составляющем более, чем 10%. Это обеспечивает достижение целевых свойств.
Листовая сталь, соответствующая изобретению, может быть произведена при использовании любого надлежащего способа изготовления, и специалист в соответствующей области техники может его определить. Однако, предпочтительным является использование способа, соответствующего изобретению, который включает следующие далее последовательные стадии:
- получение композиции стали, соответствующей изобретению;
- повторное нагревание упомянутого полуфабриката до температуры, большей, чем Ас3;
- прокатка упомянутого полуфабриката в аустенитном диапазоне, где температура конца горячей прокатки должна находиться в диапазоне от 750°С до 1050°С, для получения горячекатаной листовой стали;
- охлаждение листа при скорости охлаждения в диапазоне от 20 до 150°С/с до температуры скатывания в рулон, которая является меньшей или равной 600°С, и скатывание в рулон упомянутого горячекатаного листа;
- охлаждение упомянутого горячекатаного листа до комнатной температуры;
- необязательно осуществление технологического процесса удаления окалины в отношении упомянутой горячекатаной листовой стали;
- в отношении горячекатаной листовой стали проводят отжиг при температуре в диапазоне от 400°С до 750°С;
- необязательно осуществление технологического процесса удаления окалины в отношении упомянутой горячекатаной отожженной листовой стали;
- холодная прокатка упомянутой горячекатаной отожженной листовой стали при степени обжатия в диапазоне от 30 до 80% для получения холоднокатаной листовой стали;
- после этого нагревание упомянутой холоднокатаной листовой стали при скорости в диапазоне от 1 до 20°С/с до температуры томления, большей, чем Ае3, где ее выдерживают на протяжении менее, чем 600 секунд;
- после этого охлаждение листа при скорости, составляющей более, чем 5°С/с, до температуры в диапазоне от более, чем Ms до менее, чем 475°С, где ее выдерживают на протяжении от 20 до 400 с;
- после этого охлаждение листовой стали при скорости охлаждения, составляющей не более, чем 200°С/с, вплоть до комнатной температуры;
- после этого повторное нагревание отожженной листовой стали при скорости в диапазоне от 1°С/с до 20°С/с до температуры томления в диапазоне от 440°С до 600°С, где ее выдерживают на протяжении менее, чем 100 с, а после этого нанесение покрытия из цинка или цинкового сплава в результате погружения листовой стали в расплав в ванне, для отпуска ее и нанесения на нее покрытия;
- охлаждение отпущенной листовой стали с нанесенным покрытием до комнатной температуры при скорости охлаждения в диапазоне от 1°С/с до 20°С/с.
В частности, как это установили изобретатели настоящего изобретения, проведение стадии конечного отпуска до и во время нанесения покрытия для листовых сталей, соответствующих изобретению, в результате погружения в расплав будет увеличивать деформируемость при отсутствии значительного воздействия, оказываемого на другое свойство упомянутых листовых сталей. Такая стадия отпуска уменьшает перепад твердостей между мягкой фазой, такой как феррит, и твердыми фазами, такими как мартенсит и бейнит. Данное уменьшение перепада твердостей улучшает характеристики раздачи отверстия и деформируемости. Помимо этого, дополнительное уменьшение данного перепада твердостей получают в результате увеличения твердости феррита в результате добавления кремния и марганца и/или в результате образования выделений карбидов во время отжига. В результате контролируемых твердения мягких фаз и размягчения твердых фаз достигается значительное увеличение деформируемости при одновременном отсутствии уменьшения прочности такой стали.
Технологический процесс, соответствующий изобретению, включает получение заготовки в результате непрерывной разливки стали, характеризующейся химическим составом в пределах диапазона изобретения в соответствии с представленным выше описанием изобретения. Разливка может быть произведена либо в слитки, либо непрерывно в виде слябов или штрипсов, то есть, при наличии толщины в диапазоне от приблизительно 220 мм для слябов вплоть до нескольких десятков миллиметров для штрипсов. Например, сляб, характеризующийся описанным выше химическим составом, изготавливают в результате непрерывной разливки и подают на горячую прокатку. В данном случае сляб может быть подвергнут прямой прокатке в одной технологической линии с непрерывной разливкой или может быть сначала охлажден до комнатной температуры, а после этого повторно нагрет выше Ас3.
Температура сляба, который подвергают горячей прокатке, в общем случае составляет более, чем 1000°С и должна составлять менее, чем 1300°С. Температуры, упомянутые в настоящем документе, определяют для обеспечения достижения всеми точками сляба аустенитного диапазона. В случае температуры сляба, составляющей менее, чем 1000°С, на прокатный стан будет воздействовать избыточное давление. Кроме того, температура не должна составлять более, чем 1300°С во избежание риска неблагоприятного роста аустенитного зерна, в результате приводящего к получению крупного ферритного зерна, что уменьшает способность данных зерен рекристаллизоваться во время горячей прокатки. Помимо этого, температуры, составляющие более, чем 1300°С, усиливают риск образования толстого слоя оксидов, что является пагубным во время горячей прокатки. Температура чистовой прокатки должна находиться в диапазоне от 750°С до 1050°С для обеспечения прохождения горячей прокатки полностью в аустенитном диапазоне.
Горячекатаную листовую сталь, полученную данным образом, после этого охлаждают при скорости в диапазоне от 20 до 150°С/с вплоть до температуры, составляющей менее, чем 600°С. Вслед за этим лист скатывают в рулон при температуре скатывания в рулон, составляющей менее, чем 600°С, поскольку выше данной температуры имеет место риск окисления по границам зерен. Предпочтительная температура скатывания в рулон для горячекатаной листовой стали настоящего изобретения находится в диапазоне от 400 до 500°С. Впоследствии горячекатаной листовой стали дают возможность охладиться до комнатной температуры.
По мере надобности горячекатаную листовую сталь, соответствующую изобретению, подвергают воздействию стадии удаления окалины в результате осуществления любых подходящих для использования технологических процессов, таких как травление, удаление при использовании щеток или чистка и мойка в отношении горячекатаной листовой стали.
После проведения удаления окалины листовую сталь подвергают воздействию стадии отжига при температуре в диапазоне от 400 до 750°С для обеспечения достижения гомогенности твердости в рулоне. Данный отжиг может, например, продолжаться на протяжении от 12 минут до 150 часов. Отожженный горячекатаный лист может быть подвергнут воздействию необязательного технологического процесса удаления окалины для удаления окалины после такого отжига по мере надобности. После этого отожженный горячекатаный лист подвергают холодной прокатке при обжатии по толщине в диапазоне от 30 до 80%.
Вслед за этим холоднокатаный лист подвергают воздействию стадии отжига, когда его нагревают при скорости нагревания в диапазоне от 1 до 20°С/с, которая предпочтительно составляет более, чем 2°С/с, вплоть до температуры томления, большей, чем Ае3, в полностью аустенитном домене, где его выдерживают на протяжении от более, чем 10 секунд в целях обеспечения достижения квазиравновесия для аустенитного превращения до менее, чем 600 секунд.
После этого лист охлаждают при скорости, составляющей более, чем 5°С/с, предпочтительно более, чем 30°С/с, вплоть до температуры в диапазоне от более, чем Ms до менее, чем 475°С, при которой его выдерживают на протяжении от 20 до 400 с, предпочтительно на протяжении от 30 до 380 с. Данную выдержку в диапазоне от Ms до 475°С проводят для получения бейнита, для отпуска мартенсита в случае его более раннего образования и для облегчения обогащения аустенита по углероду. Выдержка холоднокатаной листовой стали на протяжении менее, чем 20 секунд будет вызывать получение чрезмерно маленького количества бейнита и недостаточного обогащения аустенита, что приведет к получению количества остаточного аустенита, составляющего менее, чем 4%. С другой стороны, выдержка холоднокатаного листа на протяжении более чем 400 с будет приводить к образованию выделений карбидов в бейните, что, тем самым, уменьшает уровень содержания углерода в аустените и понижает его стабильность.
После этого лист охлаждают при скорости охлаждения, составляющей не более, чем 200°С/с, вплоть до комнатной температуры. Во время данного охлаждения нестабильный остаточный аустенит превращается в свежий мартенсит в форме островов МА, что придает стали настоящего изобретения целевой уровень предела прочности при растяжении.
После этого отожженную холоднокатаную листовую сталь нагревают при скорости нагревания, находящейся в диапазоне от 1°С до 20°С/с, предпочтительно составляющей более, чем 2°С/с, вплоть до температуры томления в диапазоне от 440 до 600°С, предпочтительно от 440 до 550°С, на протяжении менее, чем 100 с для гомогенизирования и стабилизирования температуры штрипса, а также для одновременного инициирования отпуска микроструктуры.
Вслед за этим на отожженную холоднокатаную листовую сталь наносят покрытие из цинка или цинкового сплава в результате перепускания в ванну с Zn в жидком состоянии при одновременном прохождении технологического процесса отпуска. Температура ванны Zn обычно находится в диапазоне от 440 до 475°С. После этого получают отпущенную листовую сталь с нанесенным покрытием. Данный технологический процесс отпуска обеспечивает проведение отпуска фаз бейнита и мартенсита, а также используется для задания конечных уровней содержания остаточного аустенита и мартенсита в результате диффундирования углерода.
После этого отпущенной листовой стали с нанесенным покрытием дают возможность охладиться до комнатной температуры при скорости охлаждения в диапазоне от 1 до 20°С/с, а предпочтительно от 5 до 15°С/с.
Примеры
Следующие далее испытания и примеры, представленные в настоящем документе, являются неограничивающими по своей природе и должны рассматриваться только в целях иллюстрирования и будут демонстрировать выгодные признаки настоящего изобретения и разъяснять значение параметров, выбранных изобретателями после проведения обширных экспериментов, и дополнительно определять свойства, достижения которых можно добиться при использовании стали, соответствующей изобретению.
Образцы листовых сталей, соответствующих изобретению и некоторым сравнительным маркам, получали при использовании композиций, собранных в таблице 1, и технологических параметров, собранных в таблицах 2 и 3. Соответствующие микроструктуры данных листовых сталей были собраны в таблице 4, а свойства – в таблице 5.
Таблица 1: композиции в опытах
Таблицы 2 и 3: технологические параметры в опытах
До проведения отжиговой обработки все листы изобретения, а также эталонные листы, повторно нагревали до температуры в диапазоне от 1000°С до 1280°С, а после этого подвергали горячей прокатке при температуре чистовой прокатки, составляющей более, чем 850°С, а вслед за этим скатывали в рулон при температуре, составляющей менее, чем 580°С. После этого горячекатаные рулоны подвергали переработке в соответствии с раскрытием в формуле изобретения, а вслед за этим холодной прокатке при обжатии по толщине в диапазоне от 30 до 80%. После этого данные холоднокатаные листовые стали подвергали воздействию стадий отжига и отпуска, как это продемонстрировано ниже.
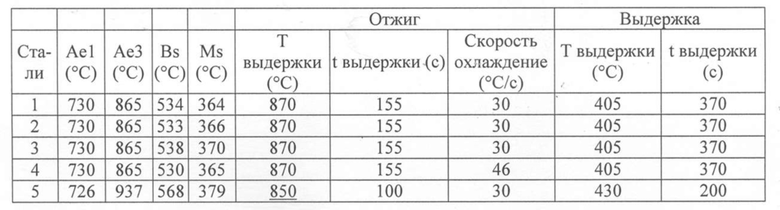
Таблица 3: технологические параметры отпуска в опытах
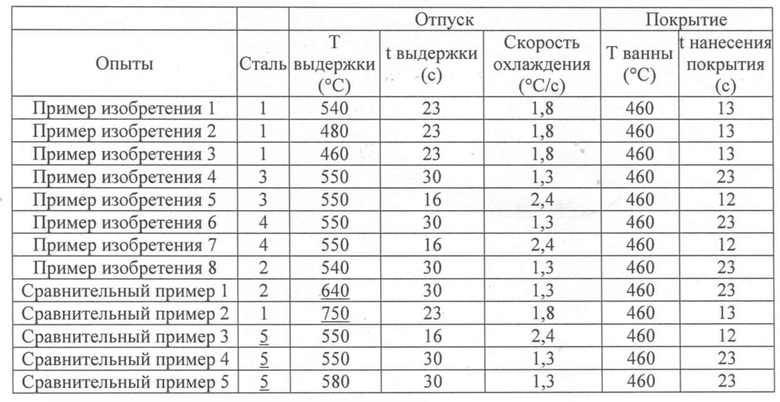
Таблица 4: микроструктуры образцов
Конечную микроструктуру всех образцов определяли при использовании испытаний, проведенных в соответствии с обычными стандартами в отношении различных микроскопов, таких как сканирующий электронный микроскоп. Результаты собраны ниже:
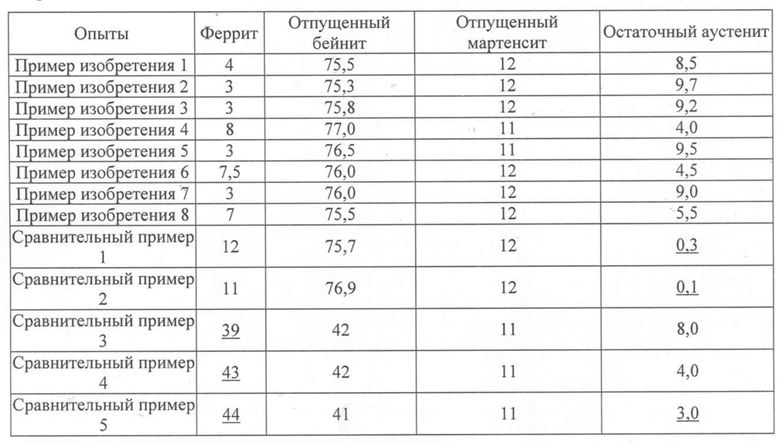
Таблица 5: механические свойства образцов
Определяли следующие далее механические свойства всех сталей изобретения и сравнительных сталей:
YS: предел текучести
UTS: предельное сопротивление растяжению
Tel: общее относительное удлинение
HER: коэффициент раздачи отверстия

Как это демонстрируют примеры, листовые стали, соответствующие изобретению, представляют собой единственные материалы, демонстрирующие все целевые свойства, благодаря своим конкретным композиции и микроструктурам.
Изобретение относится к области металлурги, а именно к отпущенной листовой стали с покрытием, используемой для изготовления деталей транспортных средств. Сталь имеет химический состав, содержащий элементы, мас.%: 0,17 ≤ углерод ≤ 0,25, 1,8 ≤ марганец ≤ 2,3, 0,5 ≤ кремний ≤ 2,0, 0,03 ≤ алюминий ≤ 1,2, сера ≤ 0,03, фосфор ≤ 0,03, при необходимости по меньшей мере один элемент из: хром ≤ 0,4, молибден ≤ 0,3, ниобий ≤ 0,04 и титан ≤ 0,1, остальное - железо и неизбежные примеси. Микроструктура листовой стали включает в долях площади поверхности от 4 до 20% остаточного аустенита, от 0 до 15% феррита, от 40 до 85% отпущенного бейнита и не менее 5% отпущенного мартенсита, при этом суммарное количество отпущенного мартенсита и остаточного аустенита находится в диапазоне от 10 до 30%. Обеспечивается получение листовой стали с требуемыми механическими свойствами. 5 н. и 8 з.п. ф-лы, 5 табл.
1. Отпущенная листовая сталь с покрытием, имеющая химический состав, содержащий следующие далее элементы, выраженные в массовых процентах:
0,17 ≤ углерод ≤ 0,25,
1,8 ≤ марганец ≤ 2,3,
0,5 ≤ кремний ≤ 2,0,
0,03 ≤ алюминий ≤ 1,2,
сера ≤ 0,03,
фосфор ≤ 0,03,
и может содержать один или несколько следующих далее необязательных элементов:
хром ≤ 0,4,
молибден ≤ 0,3,
ниобий ≤ 0,04,
титан ≤ 0,1,
при этом остаток состава образован из железа и неизбежных примесей, причем микроструктура упомянутой листовой стали включает в долях площади поверхности от 4 до 20% остаточного аустенита, от 0 до 15% феррита, от 40 до 85% отпущенного бейнита и, как минимум, 5% отпущенного мартенсита, при этом суммарное количество отпущенного мартенсита и остаточного аустенита находится в диапазоне от 10 до 30%.
2. Листовая сталь по п. 1, в которой состав содержит от 0,6 до 1,8% кремния.
3. Листовая сталь по п. 1 или 2, в которой состав содержит от 0,03 до 0,6% алюминия.
4. Листовая сталь по любому из пп. 1-3, в которой суммарное количество отпущенного мартенсита и остаточного аустенита находится в диапазоне от 10 до 25%.
5. Листовая сталь по любому из пп. 1-4, в которой суммарное количество отпущенного мартенсита и остаточного аустенита является большим или равным 15%, а уровень процентного содержания отпущенного мартенсита составляет более чем 10%.
6. Листовая сталь по любому из пп. 1-5, в которой уровень содержания углерода в остаточном аустените находится диапазоне от 0,9 до 1,1%.
7. Листовая сталь по любому из пп. 1-6, в которой упомянутая листовая сталь характеризуется пределом текучести, составляющим более чем 700 МПа, предельным сопротивлением растяжению, составляющим более чем 950 МПа, коэффициентом раздачи отверстия, составляющим более чем 18%, и общим относительным удлинением, составляющим более чем 12%.
8. Листовая сталь по п. 7, в которой упомянутая листовая сталь характеризуются предельным сопротивлением растяжению в диапазоне от 1000 до 1100 МПа и коэффициентом раздачи отверстия, составляющим более чем 20%.
9. Способ производства отпущенной листовой стали с покрытием, включающий следующие далее последовательные стадии:
обеспечение полуфабриката из стали, имеющей химический состав по любому из пп. 1-3;
повторный нагрев упомянутого полуфабриката до температуры, большей чем Ас3;
прокатка упомянутого полуфабриката в аустенитном диапазоне, где температура конца горячей прокатки находится в диапазоне от 750 до 1050°С, для получения горячекатаной листовой стали;
охлаждение горячекатаной листовой стали со скоростью охлаждения в диапазоне от 20 до 150°С/с до температуры скатывания в рулон, которая является меньшей или равной 600°С, и скатывание в рулон горячекатаной листовой стали;
охлаждение горячекатаной листовой стали до комнатной температуры;
необязательно осуществление технологического процесса удаления окалины с горячекатаной листовой стали;
отжиг горячекатаной листовой стали при температуре в диапазоне от 400 до 750°С;
необязательно осуществление технологического процесса удаления окалины с горячекатаной отожженной листовой стали;
холодная прокатка упомянутой горячекатаной отожженной листовой стали со степенью обжатия в диапазоне от 30 до 80% для получения холоднокатаной листовой стали;
после этого нагрев упомянутой холоднокатаной листовой стали со скоростью в диапазоне от 1 до 20°С/с до температуры томления, большей чем Ае3, с выдержкой на протяжении менее чем 600 с;
после этого охлаждение листа со скоростью, составляющей более чем 5°С/с, до температуры в диапазоне от более чем Ms до менее чем 475°С и выдержка холоднокатаной листовой стали при такой температуре на протяжении от 20 до 400 с;
после этого охлаждение листовой стали со скоростью охлаждения, составляющей не более чем 200°С/с, до комнатной температуры;
после этого повторный нагрев отожженной листовой стали со скоростью в диапазоне от 1 до 20°С/с до температуры томления в диапазоне от 440 до 600°С с выдержкой на протяжении менее чем 100 с, а после этого нанесение покрытия из цинка или цинкового сплава посредством погружения листовой стали в ванну расплава для ее отпуска и нанесения на нее покрытия;
охлаждение отпущенной листовой стали с покрытием до комнатной температуры со скоростью охлаждения в диапазоне от 1 до 20°С/с.
10. Способ по п. 9, в котором температура скатывания в рулон составляет более чем 400°С.
11. Применение листовой стали по любому из пп. 1-8 для изготовления конструкционных деталей или деталей, отвечающих за безопасность, транспортных средств.
12. Применение способа производства отпущенной листовой стали с покрытием по п. 9 или 10 для изготовления конструкционных деталей или деталей, отвечающих за безопасность, транспортных средств.
13. Транспортное средство, содержащее деталь, полученную из отпущенной листовой стали с покрытием по любому из пп. 1-8.

