Изобретение относится к машиностроению и может быть использовано при закалке, нормализации и отпуске валов малой жесткости с соотношением длины к диаметру более 10. Известен способ термической обработки. Способ осуществляется следующим образом. На заготовку вала монтируются радиаторы на всю его длину. Площадь и количество радиаторов подбирается экспериментально. Заготовку с радиаторами устанавливают в стапель, коэффициент расширения материала которого больше коэффициента расширения вала, что обеспечивает его пластическую деформацию. Радиаторы фиксируют в осевом направлении относительно корпуса стапеля. Стапель с заготовкой вала нагревают согласно технологии, закалка или отпуск и охлаждают на воздухе [1].
Недостатком этого способа является невозможность термообработки маложестких ступенчатых длинномерных валов. Большая номенклатура радиаторов и корпусов стапелей, а также неравномерность деформации по длине вала.
Наиболее близким способом к заявленному изобретению, выбранному в качестве прототипа, является способ термической обработки осесимметричных деталей, включающий их разделение на участки согласно рабочего чертежа по длине и последовательно обработанных путем температурного и силового воздействия [2].
Недостатком этого способа является сложность конструкции стапеля и изготовление его под каждый размер вала, а также изготовление оснастки для захвата и радиаторов под каждый диаметр ступени вала. Отсутствие расчетов радиаторов и как следствие неравномерность охлаждения разных ступеней вала.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эксплуатационной точности готовых изделий с достижением следующих результатов: повышение стабильности размеров и формы маложестких длинномерных валов за счет устранения технологического наследования при механической обработке, устранение несовместности упругих деформаций при равномерном остывании, что исключает остаточные деформации на весь период эксплуатации вала; устранение влияния осевых внешних сил за счет незакрепленных концов вала и, как следствие, устранение влияния напряжений от одной ступени вала к другой на всей длине; повышение надежности работы вала за счет снятия поверхностных остаточных напряжений остающихся после черновой механической обработки.
Данная задача решается за счет того, что способ термической обработки маложестких ступенчатых валов включает оребрение его поверхности. Предварительно рассчитывают площади поверхностей кольцевых ребер участков вала и площади поверхностей участков вала. Находят отношения этих площадей, начиная с наибольшего диаметра центральной части вала, обеспечивая при этом равенство этих соотношений на всех участках вала. По расчетным параметрам ребер заготовку протачивают в самоцентрирующихся люнетах на токарном станке расчетное количество кольцевых ребер прямого сечения. Протачивают до чистовых размеров диаметров всех участков вала с учетом припуска на чистовую обработку. Далее протачивают заготовку вала, формируя профиль заготовки с учетом расчетных диаметров ребер на каждом участке вала. Термическую обработку проводят в шахтной печи по стандартной технологии на режимах закалки или отпуска в вертикальном положении с выходом на заданные механические свойства металла. Далее проводят чистовое точение каждого участка до заданного чертежом диаметра.
Обработка заготовки вала в самоцентрирующихся люнетах, установленных на межлюнетном расстоянии не более 10 диаметров, обеспечивает высокую точность обработки за счет повышения технологической жесткости подсистемы «заготовка - опоры», совмещение баз, конструкторской и технологической. Базирование заготовки вала в самоцентрирующихся люнетах без поджатия задним центром устраняет влияние осевых сил сжатия и обеспечивает вращение заготовки вокруг своей теоретической оси. Проточка ребер обеспечивает прерывистое резание и устраняет направленный тепловой поток, последнее минимизирует уровень остаточных напряжений на каждой ступени.
Охлаждение заготовки вала после термической обработки с оребренными поверхностями обеспечивает равномерное остывание всех ступеней заготовки и как следствие совместность упругих деформаций.
Совместность упругих деформаций обеспечивает стабильность размеров и отсутствие коробления оси заготовки. Оребрение поверхностей заготовки вала повышает эффективность обработки за счет уменьшения количества промежуточных термических операций.
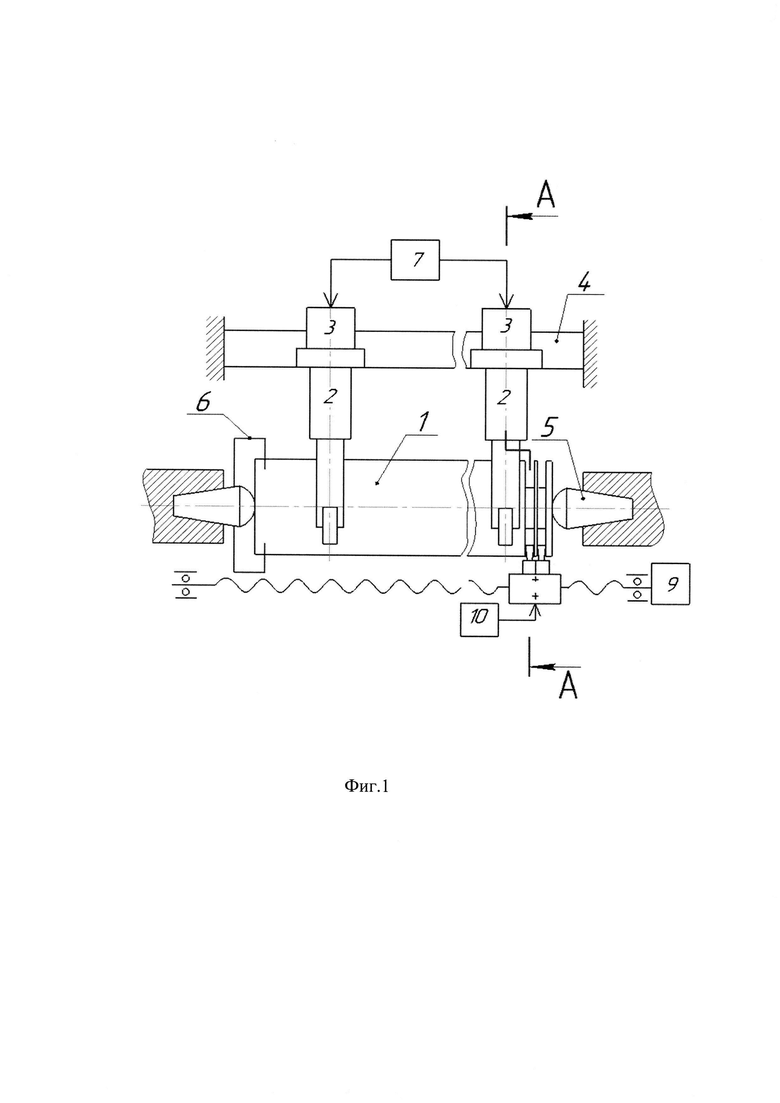
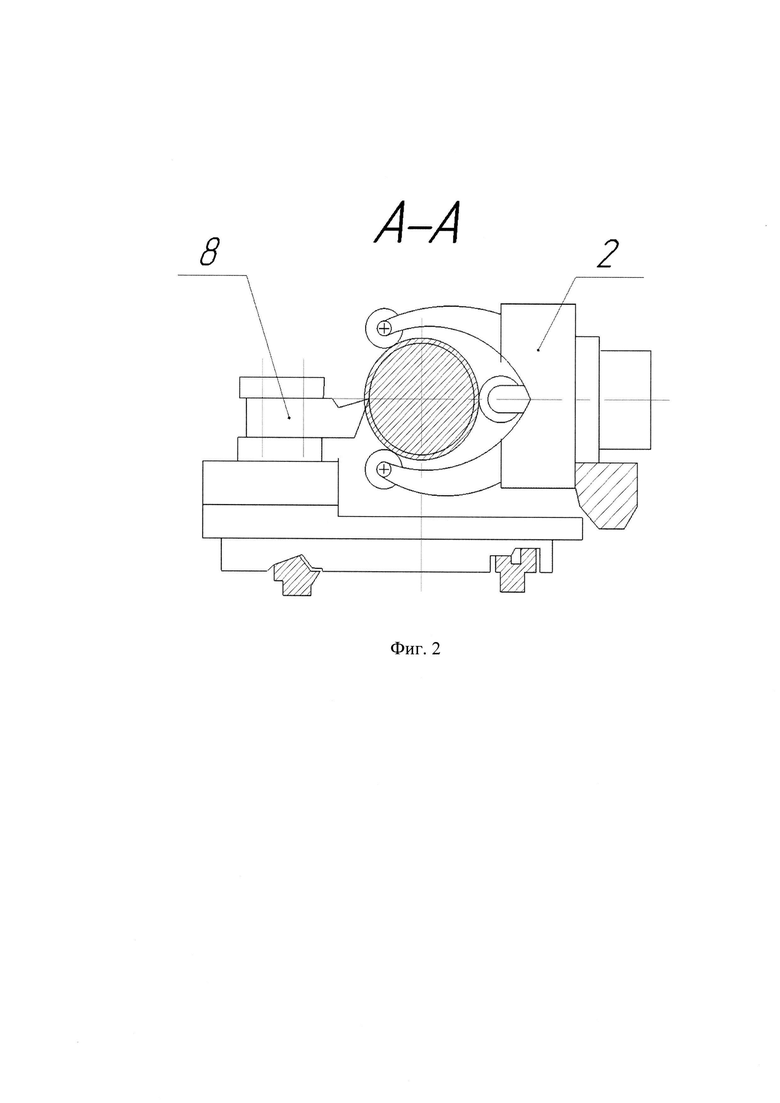
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг. 1-3. На фиг. 1 приведена функциональная схема устройства. На фиг. 2 приведен разрез А-А. На фиг. 3 показана пооперационная схема механической и термической обработок заготовки вала.
Способ осуществляется следующим образом: перед механической обработкой проводят аналитические расчеты исходя из того, что количество передаваемого тепла пропорционально площади поверхности теплообмена и разности температуры вала и охлаждающей среды, отношений площадей поверхностей ребер площадей поверхностей ступеней вала на двух соседних ступенях, начиная с максимальной по диаметру ступени, кончая последней минимальной ступенью заготовки вала и разности температуры вала и охлаждающей среды. Для обеспечения тепловых потоков на всех ступенях вала необходимо соблюдать равенство отношений площадей поверхностей ребер и площадей поверхностей ступеней вала на двух соседних ступенях, начиная с максимальной по диаметру ступени и кончая последней минимальной ступенью заготовки вала.

Здесь S1, S2 суммарная площадь поверхностей ребер двух соседних ступеней вала; V1, V2 - площади поверхностей вала тех же ступеней; n - количество ребер на длине ступени; t и t1 - толщины ребер и зазоры между ними.
Отношение S/V на всех ступенях должно быть постоянной величиной. На малых диаметрах целесообразно вместо проточек ребер нарезать треугольную резьбу.
Заготовку детали обрабатывают на токарном станке в самоцентрирующихся люнетах (фиг. 1), что повышает точность обработки вала и устраняет эксцентриситет, а при сжатии не создает изгибающий момент и снижает уровень остаточных осевых напряжений.
Далее устанавливают заготовку 1 в самоцентрирующиеся люнеты (СЦЛ) 2, которые оснащены безрасходными электрогидроприводами (БЭГП) 3. Количество люнетов рассчитывают от длины вала с шагом равным отношению длины к диаметру не более десяти. СЦЛ крепятся на отдельном кронштейне 4, закрепленным на станине станка. Установленную заготовку 1 в СЦЛ 2 фиксируют по оси X двумя жесткими центрами 5 без приложения осевых сил. Крутящий момент передается через поводковый патрон 6. Управление режимами люнетов осуществляется блоком управления 7. Продольное перемещение резцовой группы 8 осуществляется приводом 9, а поперечное подачей резца приводом 10. Количество резцов рассчитывается из физико-механических свойств обрабатываемого металла и режимов резания. Поэтапная схема технологии обработки от заготовки до готовой детали приведена на фиг. 3. Позиции 1, 2, 4 на фиг. 3 аналогичны позициям на фиг. 1. На первой операции фиг. 2 заготовку протачивают по наружной поверхности в СЦЛ на проход для создания базовой поверхности. Это позволяет отказаться от обработки центровочных отверстий и базирования в центрах. Далее на фиг. 3 показана операция проточки ребер охлаждения. Пазы протачивают до диаметров на всех ступенях с припуском под чистовое точение. Количество ребер рассчитывается по формуле (1) с учетом их толщин. Далее протачивают ребра эквидистантно профилю вала на величину максимального расчетного диаметра ребер, формируя суммарную поверхность ребер на всех ступенях вала. Оребренная заготовка вала проходит термостабилизационную обработку согласно технологии, что исключает не одновременность охлаждения и несовместность упругих деформаций при охлаждении всех ступеней заготовки вала. Кроме того осевые остаточные напряжения формируются равномерно, что исключает коробление оси вала при эксплуатации. Далее проводится чистовая обработка и операции по стандартной технологии шлифование опорных шеек, фрезерование шпоночных пазов и т.д. Все операции проводятся в СЦЛ на одном станке с заменой резцедержателя режущего инструмента на фрезерную и шлифовальную головки.
Источники информации
1. Патент РФ №1708884, кл. C21D 9/06, 1992 г.
2. Патент РФ №1786138, кл. C21D 9/06, 9/30, 1993 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| Устройство для фиксации осесимметричных деталей при их термосиловой обработке | 2020 |
|
RU2754628C1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2016 |
|
RU2645235C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2492030C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |

Изобретение относится к способу обработки заготовки для получения ступенчатого вала с соотношением длины к диаметру более 10. Способ включает механическую обработку заготовки в самоцентрирующихся люнетах и термическую обработку в шахтной печи, включающую закалку, отпуск и охлаждение на воздухе. Механическую обработку заготовки осуществляют путем протачивания по наружной поверхности для создания базовой поверхности, затем осуществляют проточку пазов для создания ребер, при этом пазы протачивают до диаметров каждой ступени с припуском под чистовое точение, далее осуществляют протачивание ребер эквидистантно профилю изготовляемого вала на величину максимального расчетного диаметра ребер на всех ступенях изготовляемого вала, последующую термическую обработку заготовки осуществляют в вертикальном положении до достижения заданных механических свойств металла заготовки, а после термической обработки заготовки проводят чистовое точение до заданного диаметра каждой ступени изготовляемого вала, при этом перед механической обработкой количество N ребер для каждой ступени рассчитывают по формуле: N=1/(t+t1), где t - толщина ребра, t1 - зазор между ребрами, и протачивают ребра с учетом соотношения S1/V1=S2/V2, где S1, S2 - суммарная площадь поверхностей ребер двух соседних ступеней изготовляемого вала; V1, V2 - площади поверхностей указанных двух соседних ступеней изготовляемого вала. Технический результат заключается в создании способа обработки заготовки, обеспечивающего стабилизацию и минимизацию уровня остаточных напряжений, и повышении эксплуатационной точности маложестких валов. 3 ил.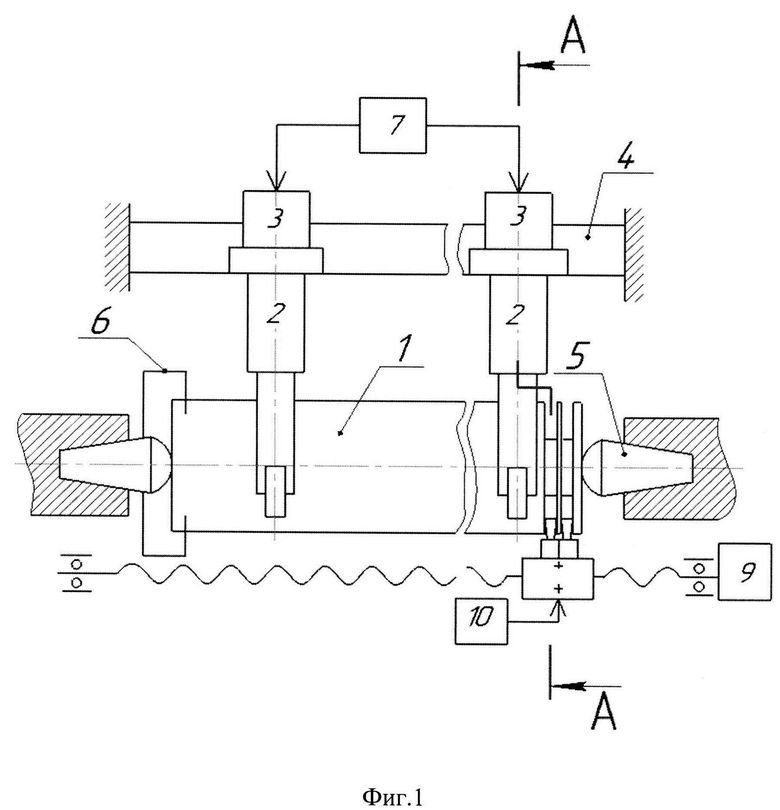
Способ обработки заготовки для получения ступенчатого вала с соотношением длины к диаметру более 10, включающий механическую обработку заготовки в самоцентрирующихся люнетах и термическую обработку в шахтной печи, включающую закалку, отпуск и охлаждение на воздухе, отличающийся тем, что механическую обработку заготовки осуществляют путем протачивания по наружной поверхности для создания базовой поверхности, затем осуществляют проточку пазов для создания ребер, при этом пазы протачивают до диаметров каждой ступени с припуском под чистовое точение, далее осуществляют протачивание ребер эквидистантно профилю изготовляемого вала на величину максимального расчетного диаметра ребер на всех ступенях изготовляемого вала, последующую термическую обработку заготовки осуществляют в вертикальном положении до достижения заданных механических свойств металла заготовки, а после термической обработки заготовки проводят чистовое точение до заданного диаметра каждой ступени изготовляемого вала, при этом перед механической обработкой количество N ребер для каждой ступени рассчитывают по формуле: N=1/(t+t1), где t - толщина ребра, t1 - зазор между ребрами, и протачивают ребра с учетом соотношения S1/V1=S2/V2, где S1, S2 - суммарная площадь поверхностей ребер двух соседних ступеней изготовляемого вала; V1, V2 - площади поверхностей указанных двух соседних ступеней изготовляемого вала.
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| KR 101731080 B1, 27.04.2017 | |||
| Сборный ударно-режущий инструмент с плоскопараллельными рядами гребенчатых остроугольных лезвий | 2017 |
|
RU2656665C1 |

