Изобретение относится к машиностроению, и может быть использовано при закалке, нормализации и отпуске деталей типа вал (осей, тяг, спиц и т.д.), преимущественно длинномерных, особо малой жесткости, соотношением длины к диаметру 10.
Известно устройство для термической обработки валиков, содержащее стапель в виде балки с установленными на ней захватами и кронштейнов с пневматическими зажимами изделия, а также пружинами, размещенными на блоке между кронштейнами.
Недостатком известного устройства является невозможность обработки габаритных валов (диаметром свыше 80, мм). Для этого необходимы пружины на усилие свыше 50 т, соответственно большие габариты устройства, которые экономически нецелесообразны.. ...
Известно устройство для термомеханической обработки длинномерных деталей
типа вал, содержащее стапель, выполненный в виде тонкостенной трубы, изготовленной из материала с другим коэффициентом линейного расширения, чем изделие, и двумя захватами, установленными относительно торца стапеля.
Недостатком известного устройства является невозможность удерживать изделие (вал) в напряженном состоянии при снижении температуры до 20°, т.к. стапель сжимается - укорачивается быстрее вала.
Известен также способ термической обработки. .
Недостатком этого способа является невозможность термообработки осесиммет- ричных ступенчатых длинномерных деталей, т.к. каждая ступень заготовки при растяжении деформируется на разные величины. Последнее при обработке ступенчатых деталей приводит к неравномерности остаточных напряжений и короблению готовых деталей при эксплуатации.
Ь С
М 00 ON
W 09
Целью изобретения является повышение качества готовых изделий.
Указанная цель достигается тем, что установку стапеля на деталь осуществляют по секциям, начиная с центральной ступени детали и с фиксацией этой ступени с двух сторон относительно секций стапеля посредством сферических пят, а затем поочередную установку следующих секций стапеля с обеих сторон центральной секции, создают равномерное напряжение расстояния деталей путем подбора равных отношений площадей поперечных сечений секций стапеля и сротв.ётствующих им ступеней детали, а заданную величину пластических деформаций ступени детали создают путем подбора длины секции стапеля и высоты чашеобразных крышек - подпятников.
Суть решения сострит в изменений последовательности обработки, т.ё, в отличие от известных способов, где пластическая деформация и осевые напряжения прикла- дывались равные и по всей длине заготовки, а сама заготовка была гладкой, в предлагаемом решении пластическая деформация, а также рабочие напряжения прикладываются после черновой механической обработки, когда сформирован продольный и поперечный профили каждой ступени заготовки так, чтобы выдерживалось постоянство и равенство напряжений подлине и в любом сочетаний заготовШ; При Охлаждении во всем объеме заготовки формируются, с учетом теоремы о разгрузке равные по величине на всех участках вала остаточные напряжения, это позволяетснизить уровень коробления длинномерных заготовок.
Предлагаемый способ термообработки базируется на изучении технологической наследственности при механической и термической обработках, а также на теории термоупругопластических явлениях, происходящих в металле.
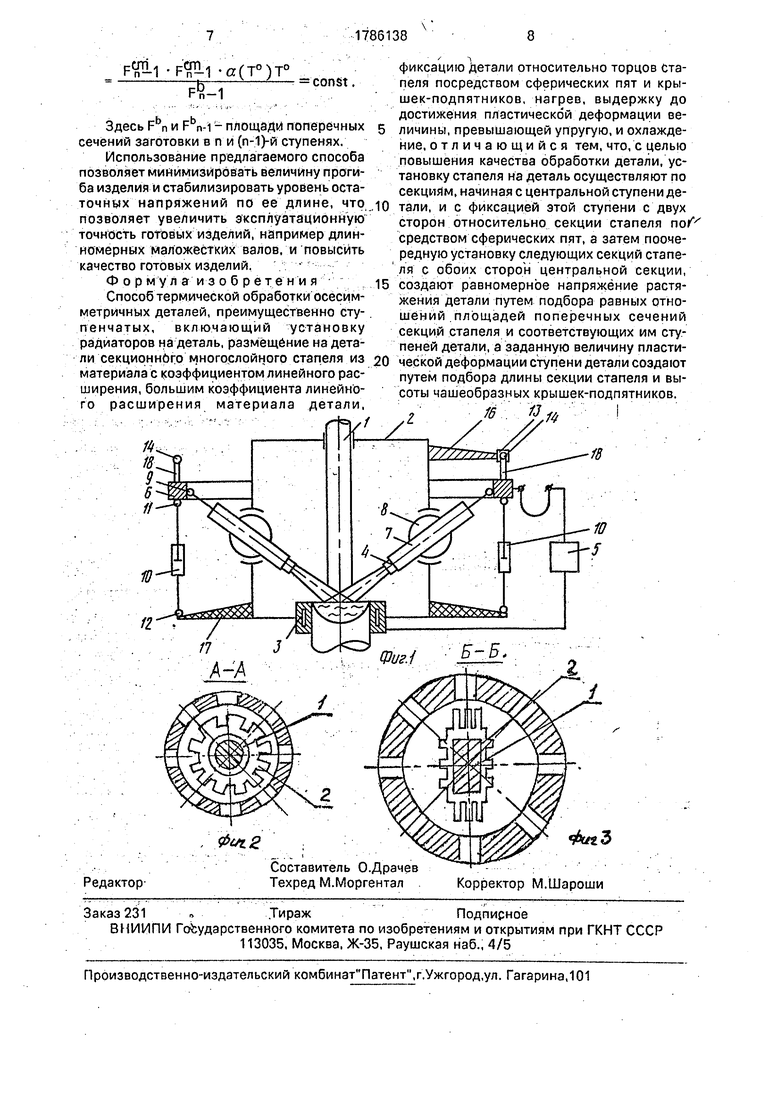
На фиг. 1 изображен стапель в сборе с установленной в нем заготовкой, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
В процессе осуществления способа имеет место следующий порядок технологических операций. Заготовку протачивают на токарном станке с применением люнетов и формируют ее рабочий профиль, по концам каждой ступени нарезают резьбу, причем глубина нарезки резьбы (ее внутренний диаметр) не должна превышать припуск на чистовую обработку (точение или шлифование).
Далее на центральную ступень, там, где максимальное поперечное сечение заготовки 1 надевают и закрепляют по длине с
расчетным шагом радиаторы с радиальными пазами 2, Количество радиаторов 2 и их полезную площадь оценивают потребной поверхностью теплосьема. Величину площади радиаторов регулируют количеством пазов, пропорционально рабочей поверхности заготовки, причем набор радиаторов с разными поверхностями теплосъема обеспечивает равномерное остывание заготовки
0 по поперечному сечению и длине заготовки. Последняя может иметь сложную форму в продольном и поперечном сечениях (фиг. 3), Заготовку с радиаторами 2 вставляют в многослойный сборный стапель 3, выполнен5 ный со сквозными отверстиями по длине и диаметру стапеля. Каждый слой стапеля заполняется наполнителем, последний в зависимости от необходимой скорости охлаждения стапеля может иметь и разный
0 коэффициент теплопроводности (чугунная стружка, речной песок и т.д.). Далее центральную ступень заготовки (с максимальным поперечным сечением) фиксируют относительно торцов центральной секции
5 стапеля 3 крышками-подпятниками 4 и сферическими пятами 5, последние навинчиваются на концы центральной ступени до упора с крышками-подпятниками 4 и тем самым создают замкнутый силовой контур
0 заготовка - сферические пяты - крышки- подпятники - стапель. Если заготовка имеет ступицу, диаметр которой намного превышает максимальный диаметр заготовки, то секцию стапеля, где располагается ступица,
5 делают сборной. Далее последовательно на левую и правую части заготовки на ее ступени надевают и закрепляют, радиаторы 2 (их количество и поверхность отвода тепла рассчитывают как и для средней ступени заго0 товки так, чтобы охлаждение заготовки шло равномерно как по длине, так и по перечному его сечению) и надевают секции 6 и крышки-подпятники 4 и навинчивают сферические пяты 5; далее сборка аналогична
5 для всех ступеней заготовки. Согласно заданным поперечным площадям ступеней заготовки выбирают (рассчитывают) площади поперечных сечений стапеля так, чтобы отношение площадей поперечных сечений
0 секций стапеля к соответствующим площадям поперечных сечений заготовки были постоянными и равными друг другу на всех ступенях вала, последнее обеспечивает постоянство рабочих напряжений при растя5 гивании и сжатии заготовки, когда она нагревается и охлаждается, что приводит к формированию равных и постоянных остаточных напряжений по сечению и по длине заготовки. С уменьшением жесткости ступе- заготовки величины короблений этих
ступеней всегда больше, чем жестких участков заготовки, поэтому следует величины деформаций для этих участков заготовки увеличивать, чтобы выбрать стрелы прогибов и провести осевые пластические деформации. Для эУого на крышках-подпятниках 4 или 7 (последний выполняется чашеобраз- .ной формы для регулирования величиной пластической деформации) нарезают резьбы на их внешних диаметрах, а в секциях стапеля ответно нарезают внутренние резьбы. Крышка-подпятник 7 ввинчивается в секцию стапеля на расчетную величину (глубину), обеспечивая устранение стрелы прогиба и величину пластической деформации данной ступени заготовки. Собранную конструкцию опускают в шахтную печь и нагревают согласно технологии термообработки до температуры закалки или отпуска и т.д., выдерживают при этой температуре до пол- ного прогрева заготовки. При нагреве стапель удлиняется больше, чем заготовка, его коэффициент линейного расширения боль- ше; чем коэффициент линейного расширения заготовки. Подбирая численные значения положительной разности коэффициентов линейного расширения стапеля и заготовки получают величину пластической деформации заготовки, превышающую предел пропорциональности, т.е. предел зако- на Гука.
Осевая пластическая деформация за пределами пропорциональности (закона Гука) при нагреве устраняет технологическую наследственность от предыдущих опера- ций, одновременно правит заготовки. Одна- к-о неравномерный режим остывания в свободном состоянии наводит свои неравномерные остаточные напряжения, для исключения этого отрицательного технологического явления необходимо, чтобы стапель 3 остывал медленнее заготовки 1 (т.е. заготовка должна остывать с большей скоростью, чем стапель минимум в пять раз), в зависимости от среды остывания: масло, вода, воздух. В заготовке при остывании с осевым нагруженном формируются остаточные напряжения, равномерные по длине и поперечному сечению, что исключает коробление готовых деталей при эксплу- атации. Кроме того, увеличиваются прочностные характеристики заготовки.
Пример. Стапель изготовлен из стали 12Х18Е10Т, вал из стали 30X13. температур- ные удлинения рассчитывают по формуле
А 1 СГстО °)Т01- agem(To)T°L,
где А 1 - разность удлинений стапеля и вала;
C
а - коэффициент линейного расшире
ния; где FC
... , - 1/град, полТ° - температура нагрева;
L - длина вала и стапеля.
При L 1000 мм. Т° 850°С; а Л 1/град, О. gem
учаем величину пластической деформации Ј 0,84%.
Расчет времени охлаждения проводится при следующих параметрах: диаметр вала 60 мм, внутренний диаметр стапеля 210 мм, наружный 310 мм, наполнитель - песок, смешанный со чугунной стружкой, охлаждающая среда - масло с температурой 30°С. Время охлаждения вала рассчитывается по формуле
F°dzcy
4Я
С,
ния; где FC
а время охлаждений стапеля о частным решением уравнения
.0/0 ФО (В|,Ро)г
„г
а д2
критерий Фурье, ния; где FC
ределяется, как функция относительных температур 0/0 и критерия Вио, последний равен
А. ,,
- эквивалентная теплопроводность двухслойной стенки стапеля; у -объемный вес материала; В - коэффициент теплоотдачи от окружающей среды к поверхности тела; а - козффициенттемпературопро- водности, д - радиус длинномерного изделия..
Расчет ступенчатых заготовок ведется из условия равенства создаваемых рабочих напряжений на всех ступенях заготовки. Напряжения в любых ступенях заготовки долны быть равными, т.е.
7п О п-1.
Здесь Jn о п-1 - рабочие напряжения в п и (п-1)-й ступенях заготовки. Усилия, развиваемые секциями стапеля определяются по формуле:
ост pent trcm (i-o)-i-o
г п - г n t пОС ( I ,
где Fcmn - площадь поперечного сечения тапеля; . .
Ecmn - модуль упругости материала стаеля;
а (Т°) - разность коэффициентов лиейного расширения материала заготовки и тапеля;
Т° - температура стапеля и заготовки.
Осевые растягивающие - рабочие наряжения в п и n-1-й сечениях ступени загоовки будет определяться равенством
FЈm -ESm -g(T0)T° Fi
-on
rum
.(Г).
Fn-1
Здесь Fbn и Fbn-i - площади поперечных сечений заготовки в п и (п-1)-й ступенях.
Использование предлагаемого способа позволяет минимизировать величину прогиба изделия и стабилизировать уровень остаточных напряжений по ее длине, чтр позволяет увеличить эксплуатационную точность готовых изделий, например длинномерных маложестких валов, и повысить качество готовых изделий,
Форму л а изо бретени я
Способ термической обработки осёсим- метричных деталей, преимущественно ступенчатых, включающий установку радиаторов на деталь, размещение на детали секционного многослойного стапеля из материала с коэффициентом линейного расширения, большим коэффициента линейного расширения материала детали,
фиксацию детали относительно торцов стапеля посредством сферических пят и крышек-подпятников, нагрев, выдержку до достижения пластической деформации ве- 5 личины, превышающей упругую, и охлаждение, отличающийся тем, что, с целью повышения качества обработки детали, установку стапеля на деталь осуществляют по секциям, начиная с центральной ступени де0 тали, и с фиксацией этой ступени с двух сторон относительно секции стапеля nof средством сферических пят, а затем поочередную установку следующих секций стапеля с обоих сторон центральной секции,
5 создают равномерное напряжение растяжения детали путем подбора равных отношений площадей поперечных сечений секций стапеля и соответствующих им ступеней детали, а заданную величину пласти0 ческой деформации ступени детали создают путем подбора длины секции стапеля и высоты чашеобразных крышек-подпятников.
Vя я
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Способ обработки заготовки для получения ступенчатого вала с соотношением длины к диаметру более 10 | 2020 |
|
RU2749853C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |
| Устройство для фиксации осесимметричных деталей при их термосиловой обработке | 2020 |
|
RU2754628C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381281C1 |
| Устройство для холодной правки заготовки вала | 2020 |
|
RU2750225C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
Использование: термообработка для стабилизации остаточных напряжений и правка маложестких ступенчатых осесим- метричных деталей (Д) типа вал. Способ в кл юч а ет на грё в в м н о го с лбин ста пеле с. заданной пластической деформацией и равными растягивающими напряжениями по каждой ступени Д и равномерное охлаждение за счет п одбора площади. охлаждения радиаторов по периметру и с учетом разности поверхности охлаждения Д. Равное напряжение по ступеням обеспечивается за счет постоянства отношений площадей поперечных сечений секций стапеля и ступеней Д. 3 ил.
РедакторСоставитель О.Драчев Техред М.Моргентал .
Заказ 231 .Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Корректор М.Шароши
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая установка для электроконтактного нагрева и охлаждения изделий | 1976 |
|
SU954443A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для закалки валов малой жесткости | 1986 |
|
SU1407969A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| . | |||
