Изобретение относится к извлечению металлов компонентов из нефтяной фазы сырой нефти путем ее предварительной обработки. Способ может быть использован на нефтедобывающих и нефтеперерабатывающих предприятиях, с последующим участием предприятий вторичной металлургии.
Известен способ обработки нефтяных фракций и продуктов серной кислотой (H2SO4) (Патент США № 176423, опубл. 25.04.1876), который позволяет производить удаления серы, азота, металлов и различных типов углеводородов для улучшения качества продукта.
Недостаток способа заключается в том, что при обработке нефтяных остатков серной кислотой часть кислоты почти всегда восстанавливается до диоксида серы. Полученный диоксид серы может также реагировать с некоторыми ненасыщенными углеводородами (с олефинами и замещенными ароматическими соединениями) с образованием различных соединений (продукты реакции могут быть сульфоны, полисульфоны, ароматические сульфоновые кислоты и / или гетерополимерные смолы) и, таким образом, еще больше усложнять работу, в дополнение к тому, что эти реакции увеличивают количество необходимой кислоты и уменьшают выход топливных продуктов, а также ускоряют процессы коррозии. Недостатком этого метода является множество побочных реакций и загрязнение продукта.
Известен способ извлечения металлов (Кукес С.Г., Алдаг А.В., Химическая деметалляция тяжелых нефтей, Препринты Американского химического общества, Отделение химии нефти 30 (1), 1985). Способ в основном ориентирован на извлечение ванадия, для этого используют фосфорсодержащие соединения, такие как неорганические оксиды, окислительно-восстановительные фосфорсодержащие материалы. Фосфорсодержащие соединения реагируют с ванадийсодержащими соединениями асфальтенов с образованием нерастворимых продуктов при нагревании, которые можно легко удалить.
Недостатком этого способа является то, что эти неорганические оксиды также вызывают различные побочные реакции, например, крекинг, полимеризацию, включение элементов.
Известен способ извлечения металлов (патент США № 4148717, опубл. 10.04.1979), данный способ особенно актуален для извлечения никеля и ванадия, с использованием сильных хлорирующих соединений, таких как Cl2, SOCl2 или неорганических солей, таких как FeCl2, SnCl2, ZnCl2, TiCl4, RuCl3, CrCl3, COCl2 или их водных растворов, в результате металлы превращаются в нерастворимые компоненты и удаляются фильтрацией, для повышения сортности загрязненных металлами нефтей.
Недостатком способа является то, что эти сильные хлорирующие соединения могут привести к включению хлора в производство и, следовательно, ухудшить, а не улучшить качество самого сырья.
Известен способ извлечения металлов из вакуумных остаток путем обработки потока углеводородов водным раствором аниона (Европейский патент № 341802,опубл. 15.11.1989), способного реагировать с металлом с образованием водорастворимых солей, таких как водные растворы хлорида аммония или азотной кислоты и NaCl. Взаимодействие между раствором аниона и содержащим металлы потоком проводят при температуре около 100°C с соотношением реакции 9:1 с последующим разделением в центрифуге.
Недостатком метода является низкий выход металла.
Известен способ извлечения металлов (патент США № 4039432, опубл. 02.08.1977), который заключается в воздействии потока углеводородного сырья к водному раствору хлорида железа или хлорида олова, с обеспечением достаточно кислой среды для предотвращения любых осадков (в виде гидроксида или основной соли).
Недостатком его является то, что при его использовании может увеличиться вязкость нефти (предположительно из-за ускорения окисления и полимеризации ненасыщенных компонентов нефти), усложнению операций по переработке.
Известен способ извлечения металлов (патент Японии № 58096681, опубл. 1983 г.), особенно из тяжелых остатков, которых предназначены для гидрокрекинга, например остатков вакуумной перегонки путем их пиролиза при высоких температурах в присутствии гидрирующего соединения, содержащего кольца азота, и удаления остатка из продукта пиролиза.
Недостатком способа является при дальнейшей переработки очищенной от металла нефти и получение из неё топлива, которое содержит азот, происходит загрязнение окружающей среды.
Известен способ извлечения металлов из нефтяных асфальтенов и вакуумных остатков (патент США № 4601816, опубл. 22.07.1986) путем их обработки различными окислителями, таких как гипохлорит натрия и пероксиуксусная кислота, проявляющие высокую деметаллизирующую активность.
Недостатком способа является то, что гипохлорит натрия вызывает попадание хлора в образующуюся нефтяную фазу, что вызывает промышленные (коррозия) и экологические проблемы.
Способ извлечения концентратов металлов из нефти (патент РФ № 2691660, опубл. 17.06.2019) принятый за прототип, предложен способ извлечения концентратов металлов из нефти, включающий контактирование углеводородной среды с водной средой для образования эмульсии и ее разделения. В качестве углеводородной среды используют тяжелую нефть и воду в объемном соотношении1:1, которую помещают в камеру реактора окисления, где производят нагревание смеси до температуры от 15 до 25°С, доводят значение pH водным раствором серной кислоты H2SO4 до значения от 2,8 до 3,2, с продувкой воздухом, под давлением 1 атм в течение не менее двух минут, образовавшуюся эмульсию подвергают разделению в центрифуге с образованием твердой фазы, в виде концентрата металлов, который отправляется на дальнейшую переработку, водный раствор кислоты, направляют обратно в производственный цикл, и органической фазы- нефти, которая направляется на дальнейшую переработку на НПЗ.
Недостатками являются получение диоксида серы, который может реагировать с некоторыми ненасыщенными углеводородами (с олефинами и замещенными ароматическими соединениями) с образованием различных соединений, продукты реакции могут быть в виде сульфонов, полисульфонов, ароматических сульфоновых кислот и / или гетерополимерных смол и, таким образом, еще больше усложнять работу. Также эти реакции увеличивают количество необходимой кислоты и уменьшают качество топливных продуктов, а также ускоряют процессы коррозии. Кроме того, продувка воздухом намного увеличивает скорость коррозии, поскольку он играет двойную роль: как окислитель и деполяризующий агент, который ускоряет электрохимическую коррозию из-за потребления электронов, образующихся в результате коррозии или окисления металла.
Техническим результатом является извлечение 83,5% металлов из сырой нефти до её переработки.
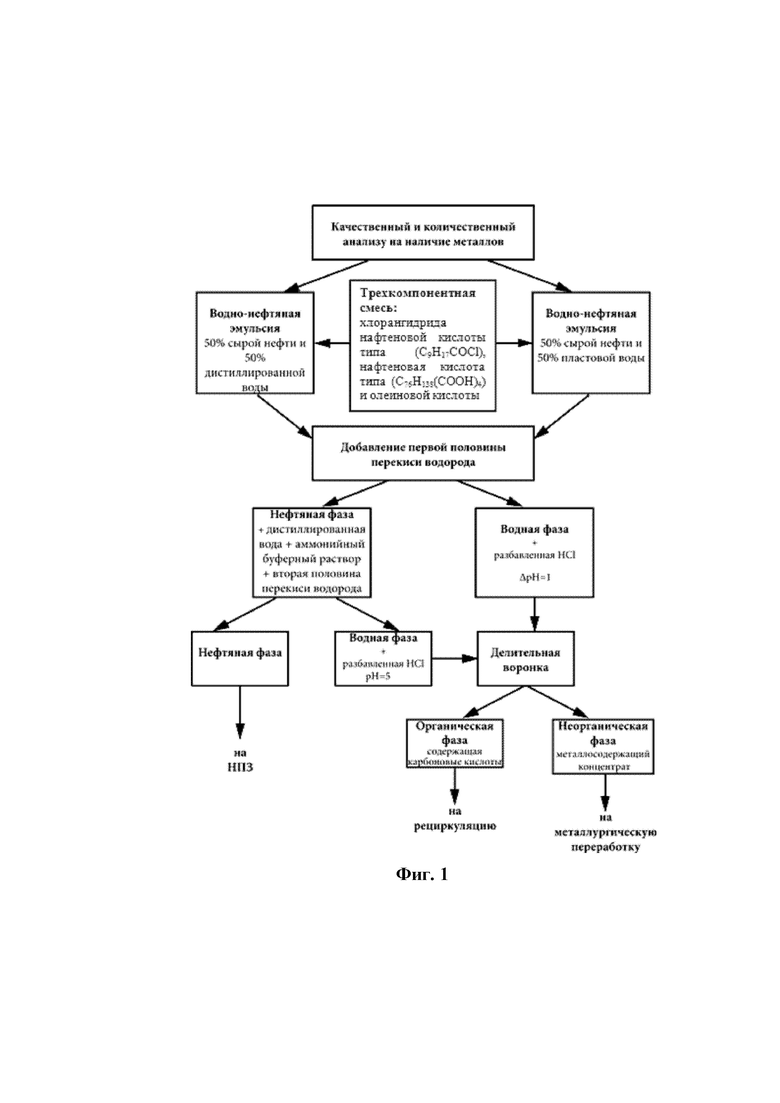
Технический результат достигается тем, что используют сырую нефть до ее переработки, которую, разделяют на две половины и одновременно обрабатывают, при этом одну половину сырой нефти обрабатывают водной фазой без катионов металлов, а другую половину - водной фазой с катионами металлов, затем добавляют трехкомпонентную смесь из хлорангидрида нафтеновой кислоты C9Н17СОСl, нафтеновой кислоты C76H138(COOH)4 и олеиновой кислоты, соединяют обе водно-нефтяные эмульсии, добавляют перекись водорода и перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, в полученную водную фазу добавляют разбавленную соляную кислоту и снижают рН (ΔpH= 1), а нефтяную фазу соединяют с водной фазой без катионов металлов с добавлением аммонийного буферного раствора и перекиси водорода, перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, полученную нефтяная фазу направляют на дальнейшую переработку, а в водную фазу добавляют разбавленную соляную кислоту с получением pH = 5, обе водные фазы помещают в делительную воронку, с получением органической фазы, содержащей карбоновые кислоты, которую направляют на рециркуляцию и неорганической фазы, содержащей катионы металлов.
Способ поясняется следующими фигурами:
фиг. 1 – технологическая схема способа;
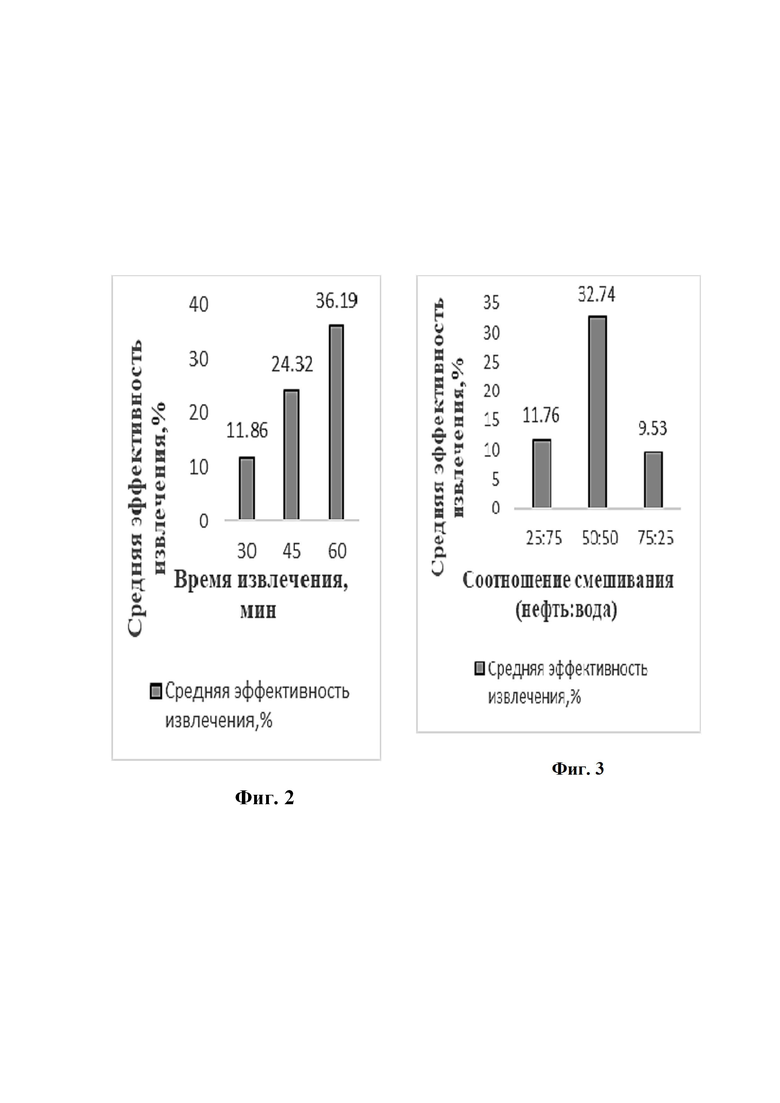
фиг. 2 – график влияния времени обработки на эффективность извлечения;
фиг. 3 – график влияния соотношения смешивания на эффективность извлечения;
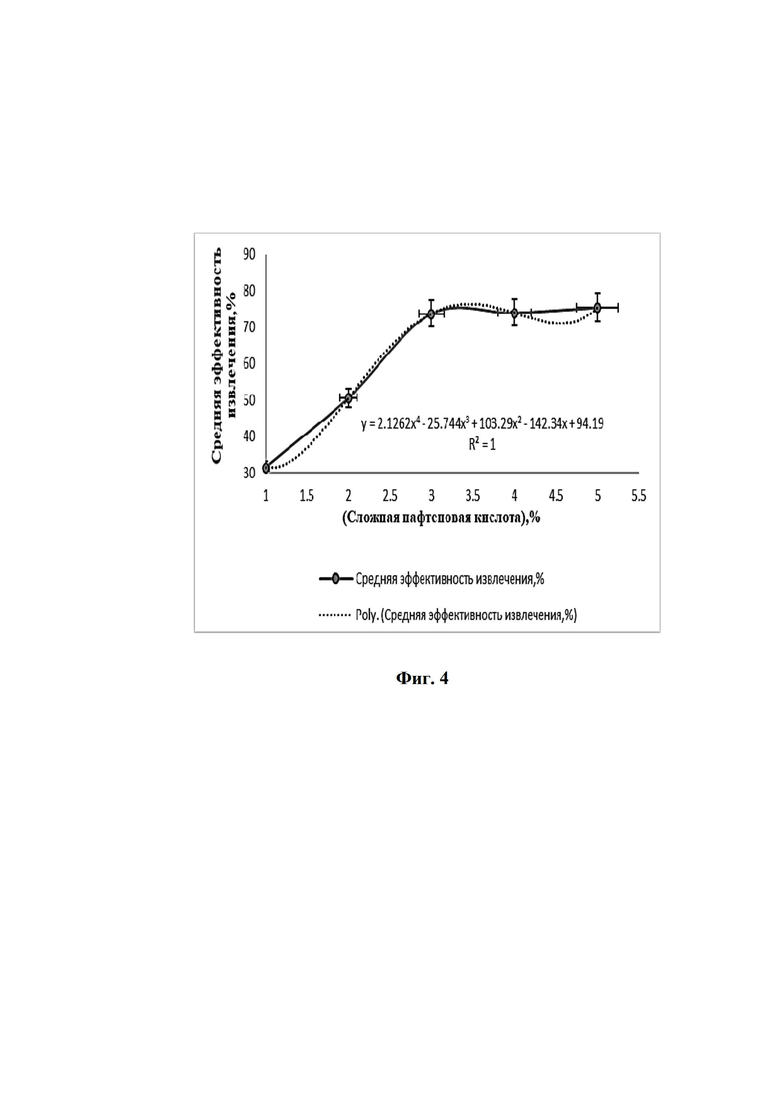
фиг. 4 – график влияния концентрации нафтеновой кислоты типа (C76H138(COOH)4) на эффективность извлечения.
Способ осуществляется следующим образом. Нефть предварительно подвергается качественному и количественному анализу на наличие цветных металлов, определяется суммарное содержание металлов.
Приготавливают трехфазную смесь из хлорангидрида нафтеновой кислоты типа (C9H17COCl), нафтеновой кислоты типа (C76H138(COOH)4) и олеиновой кислоты, затем добавляют к водно-нефтяной эмульсии, которая состоит 50% сырой нефти, которая содержит атомы металлов в форме металлоорганических соединений (карбонометаллические углеводороды, циклометаллические соединения и металлические комплексы) и 50% дистиллированной воды, помещают в магнитную мешалку и перемешивают, в течение не менее 1 часа при температуре от 50 до 60°C. Приготавливают вторую водно-нефтяную эмульсию, которая состоит из сырой нефти 50% и пластовой воды 50%, можно использовать подтоварную воду, пластовую воду, соленую воду (которую попутно добывают с нефтью в дополнение к попутному газу). Вторую водно-нефтяную эмульсию смешивают с трехфазной смесью из хлорангидрида нафтеновой кислоты типа (C9H17COCl), нафтеновой кислоты типа (C76H138(COOH)4) и олеиновой кислоты, помещают в магнитную мешалку и перемешивают в течение не менее 1 часа при температуре от 50 до 60°C. Затем соединем обе водно-нефтяные эмульсии, добавляем первую половину перекиси водорода, для инициирования радикально-цепного механизма, перемешиваем в течение не менее 1 часа при температуре от 50 до 60 °C, после чего две фазы разделяются центрифугированием. Получаем нефтяную фазу и водную фазу. К водной фазе добавляем разбавленную соляную кислоту и снижаем рН (ΔpH= 1), перемешиваем в течение не менее 30минут при температуре от 50 до 60 °C. К нефтяной фазе добавляем дистиллированную воду в соотношении 1:1, перемешиваем с аммонийным буферным раствором и второй половиной перекиси водорода, для продолжения радикального механизма в щелочной среде, перемешиваем в течение не менее 1 часа при температуре от 50 до 60 °C, после чего проводим разделение центрифугированием. Получают водную фазу и нефтяную фазу, максимально очищенную от металлов, которую отправляют на дальнейшую переработку на НПЗ. К водной фазе добавляем разбавленную соляную кислоту с получением рН=5, перемешиваем в течение не менее 30минут при температуре от 50 до 60 °C.
Водные фазы, содержащие металлы, смешивают и направляют в делительную воронку, где происходит разделение на органическую фазу, содержащую карбоновые кислоты, которую направляют на рециркуляцию и неорганическую фазу, содержащую катионы металлов в качестве металлосодержащего концентрата. Полученный металлосодержащий концентрат может быть направлен на любой из следующих процессов для получения целевых металлов и металлических соединений: сорбционно-десорбционных, электроосаждение, или химический.
Способ поясняется следующими примерами.
Проведенные обработки, их этапы развития и достигнутые результаты извлечения металлов из металлоорганических соединений из нефтяной фазы сырой нефти показаны следующим образом:
Таблица 1 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH)
M 
 =664.8/13=51.1
=664.8/13=51.1
Таблица 2 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH) и олеиновой кислоты
M
=684.2/12=57
Таблица3 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C76H138(COOH)4)
M
= (766.8/13=59)
Таблица 4 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH) и нафтеновой кислотой типа (C76H138(COOH)4)
M
=717.7/12=59.8
Таблица 5 –результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH) и нафтеновой кислотой типа (C76H138(COOH)4) и олеиновой кислотой
M
=857.4/13=65.9
Таблица 6 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH) и нафтеновой кислотой типа (C76H138(COOH)4) и хлорангидридом олеиновой кислоты
M
=865/13=66.5
Таблица 7 – результаты анализа XRF-1800 до и после обработки нафтеновой кислотой типа (C9H17COOH) и хлорангидридом нафтеновой кислоты типа (C76H138(COOH)4) и олеиновой кислотой
M
=1053.7/15=70.2
Таблица 8 – результаты анализа XRF-1800 до и после обработки хлорангидридом нафтеновой кислоты типа (C9H17COOH) и нафтеновой кислотой типа (C76H138(COOH)4) и олеиновой кислотой
M
=1002.6/12=83.5
где:  – процент деметаллизации каждого металла в сырой нефти, то есть нефть после обработки стала более очищенной от каждого металла;
– процент деметаллизации каждого металла в сырой нефти, то есть нефть после обработки стала более очищенной от каждого металла;
 – концентрации металлов в сырой нефти (до обработки);
– концентрации металлов в сырой нефти (до обработки);
 – концентрации металлов в сырой нефти после данной обработки;
– концентрации металлов в сырой нефти после данной обработки;
 – среднее значение процентов деметаллизации всех металлов в обработанной сырой нефти, то есть нефть после обработки стала более очищенной от всех металлов.
– среднее значение процентов деметаллизации всех металлов в обработанной сырой нефти, то есть нефть после обработки стала более очищенной от всех металлов.
Образцы сырой и обработанной нефтяной фазы подвергали процессу сжигания при 350°C (нагрев прекращался после прекращения самовоспламенения образцов) для анализа металлов, присутствующих в углеродистых остатках, посредством последовательного рентгенофлуоресцентного анализа на спектрометре XRF-1800.
Следует отметить, что мы превратили процентное содержание металлов в углеродных остатках в процентное содержание металлов в сырой нефти, используя следующее уравнение, а затем мы превратили процентное содержание металлов в сырой нефти в граммах на тонну путем умножения на 104.
где:
 и
и  – процентное содержание металлов в сырой нефти и углеродных остатках соответственно;
– процентное содержание металлов в сырой нефти и углеродных остатках соответственно;
 и
и  – масса полученных углеродных остатков и масса сгоревшей сырой нефти соответственно.
– масса полученных углеродных остатков и масса сгоревшей сырой нефти соответственно.
Как видно из результатов извлечения, использование предлагаемого способа позволяет увеличить извлечение металлов из нефтяной фазы до 83,5% за счет их перевода в водную фазу в виде концентрата.
Влияние времени обработки, соотношения смешивания, концентрации нафтеновая кислота типа (C76H138(COOH)4) и температуры на эффективность извлечения. Влияние времени обработки на эффективность извлечения исследовали при концентрации 1% нафтеновой кислоты типа (C76H138(COOH)4) и соотношении смешивания 50%: 50%, в то время как влияние соотношении смешивания на эффективность извлечения исследовали при 60 мин времени обработки и 1% концентрации нафтеновой кислоты типа (C76H138(COOH)4). Вследствие этого влияние концентрации нафтеновой кислоты типа (C76H138(COOH)4) на эффективность извлечения исследовали при 60-минутном времени обработки и соотношении смешивания 50%: 50%, полученные результаты показаны на фиг. 2-4. Можно сделать вывод, что чем больше время обработки, тем эффективнее извлечение. Оптимальное соотношение смешивания для извлечения составляет 50%: 50%, причину более низкой эффективности извлечения при большем количестве нефти по сравнению с количеством воды можно объяснить сложностью процесса смешивания. Молекулы нафтеновой кислоты типа (C76H138(COOH)4) не могут свободно взаимодействовать, как это должно быть. При увеличении концентрации нафтеновой кислоты типа (C76H138(COOH)4) эффективность извлечения первоначально значительно увеличивается до 3%, после чего увеличение эффективности извлечения очень слабое и не пропорционально увеличению концентрации нафтеновой кислоты.
Данные о максимальной эффективности извлечения основных исследуемых металлов из нефтяной фазы сырой нефти при оптимальных условиях процесса представлены в таблице 8.
Следует отметить, что одного часа достаточно для извлечения металлов даже из самых сложных металлоорганических соединений, поскольку хелатные соединения и комплексообразующие вещества способны связывать химические элементы, в которых ион металла связан в устойчивую кольцевую структуру.
Повышение температуры нефти снижает ее вязкость и, таким образом, способствует слиянию двух фаз полученных эмульсий (что обязательно увеличивает выход реакций извлечения). И поскольку относительно низкая энергия активации окислительно-восстановительных реакций инициирования (необходимая для запуска радикального механизма извлечения) может привести к образованию свободных радикалов в приемлемых количествах в очень широком диапазоне температур, включая умеренные температуры 0-50 °C. Для этого мы использовали диапазон температур от 50 до 60 °C, чтобы достичь условного стыка требуемой вязкости и требуемых окислительно-восстановительных реакций инициирования радикального механизма извлечения. Диапазон, меньше чем этот, ухудшает вязкость нефти и, следовательно, уменьшает выход извлечения, а больший диапазон не требуется, так как это ненужные и неоправданные дополнительные затраты.
Используемые материалы: олеиновая кислота C17H33COOH (282 г/моль), хлорангидрид нафтеновой кислоты типа (C9H17COCl) и нафтеновая кислота типа (C76H138(COOH)4) (1230 г/моль) с уникальной структурой. Уникальная структура нафтеновая кислота типа (C76H138(COOH)4) характеризуется наличием двух длинных параллельных идентичных углеводородных цепочек, разделенных очень коротким сшитым углеводородным мостиком, состоящим только из двух атомов углерода, имеющая четыре группы карбоновых кислот на конце каждого конца цепочки, содержащая шесть насыщенных колец (три насыщенных кольца в каждой из двух параллельных цепей), что увеличивает гидрофобность нафтеновой кислоты.
Выбор аммонийного буферного раствора в нашей технологии обусловлен тремя причинами:
- традиционная роль буферного раствора заключается в защите раствора от изменения значения pH в диапазоне ± 1pH;
- гидроксид аммония является единственным неорганическим основанием, у которого нет атома металла в его молекуле. Поскольку мы извлекаем металлы, это важно, потому что это не повлияет на наши результаты;
- аммонийный буферный раствор очень легко отменить свою роль. При нагревании буферного раствора гидроксид аммония разлагается, и аммиак выделяется, оставляя только соль (хлорид аммония), которая подвергается гидролизу (после выделения аммиака); таким образом, образуется гидроксид аммония, который, в свою очередь, разлагается и выделяет аммиак (где раствор превращается из щелочного в кислый).
Добавление буферного раствора к отделенной нефтяной фазе, с водной фазой 1:1 без катионов металлов в дополнение к перекиси водорода в (фиг. 1) приводит к следующему:
- преобразует непрореагировавшие (оставшиеся) молекулы карбоновой кислоты (нафтеновая и олеиновая кислоты) в карбоксилат аммония (олеат и нафтенат);

- оксирадикалы, активные химические вещества (радикалы или анионы или анион-радикалы), содержащие активные атомы кислорода, вступают в реакцию извлечения из металлоорганических соединений из нефтяной фазы по радикальному механизму с образованием гидроксидов металлов; карбоксилатов металлов или алкоксидов металлов;
- карбоновых кислот нет, а есть только карбоксилаты (олеат и нафтенат), то есть, нет сравнения между теми, кто предпочитают межфазную поверхность, чем другие, которые предпочитают основную объемную нефтяную фазу, поэтому, карбоксилаты присутствуют в обоих местах.
В случае образования эмульсии 1: 1 из сырой нефти и воды, содержащей катионы, возможность реакции после добавления трехкомпонентной смеси между катионами водной фазы с нафтеновой кислотой очень слабая по двум причинам, и если это произойдет, то будет происходить в виде побочной реакции, которая очень ограничена, в то время как образование нафтенатов из атомов металла нефтяной фазы является основной реакцией, и это можно объяснить следующими двумя моментами:
- среда кислая, и олеиновая кислота увеличивает кислотность среды, что делает pH менее pKa для диссоциации нафтеновой кислоты (означает, что возможность образования анионов нафтенатов очень ограничена);
- молекулы олеиновой кислоты блокируют межфазную поверхность перед молекулами нафтеновой кислоты и уступают образовавшимся нафтенатам металлов в результате реакции извлечения из нефтяной фазы (молекулы олеиновой кислоты действуют как привратники).
Таким образом, большинство катионов металлов в водной фазе остается, чтобы использовать их при добавлении перекиси водорода для инициирования радикального механизма, как в кислой, так и в щелочной средах на следующих этапах обработки.
Роль олеиновой кислоты по отношению к нафтеновой тетракарбоновой кислоте типа (C76H138(COOH)4) на стадиях технологии, может быть объяснено следующим образом:
Олеиновая кислота способствует образованию нафтенатов металлов из нефтяной фазы, ингибируя образование нафтенатов металлов из катионов водной фазы по трем причинам: во-первых, снижает диссоциацию тетракарбоновой нафтеновой кислоты (в результате снижения значения рН);во-вторых, размер молекулы намного меньше, в 4,4 раза и, таким образом, быстрее перемещаются, диффундируют и диспергируются, чтобы достичь межфазной поверхности двух фаз; в-третьих - она более предпочтительна, так как занимает межфазную поверхность двух фаз, из-за меньшей сложности молекулярной структуры по сравнению с тетракарбоновой нафтеновой кислотой из-за присутствия одинарной неполярной цис-двойной связью (π-связью).
В результате трех факторов мы можем заключить, что наиболее предпочтительное положение для молекул олеиновой кислоты находится на межфазной поверхности, а наиболее предпочтительное положение для молекул тетракарбоновой нафтеновой кислоты находится в основной объемной нефтяной фазе, где происходит извлечение. Когда нафтенаты металлов образуются в результате реакции извлечения из нефтяной фазы, то наиболее предпочтительное их положение находится на межфазной поверхности для того, чтобы вытеснить молекулы олеиновой кислоты и заменить их нафтенатами металлов. Это происходит благодаря природе образующейся связи, ионной или ковалентной с ионной характеристикой, в зависимости от типа образующегося нафтената металла.
Способ относится к извлечению металлов из металлоорганических соединений из нефтяной фазы посредством трех компонентов карбоновых и нафтеновых кислот и их производных, далее, путем добавления перекиси водорода в двух различных средах (сначала в кислой среде перед добавлением буферного раствора, а затем в щелочной среде после добавления буферного раствора) согласно трем механизмам (кислотно-основная реакция; нуклеофильное замещение; радикальный механизм), получаем перенос металлов из нефтяной фазы в сопутствующую водную фазу, что приводит к получению нефтяной фазы, максимально очищенной от металлов и обогащенного катионами металлами концентрата.
По результатам экспериментов мы предложили наиболее вероятные механизмы для технологических стадий и определили реакции, ответственные за процесс извлечения металлов из металлоорганических соединений в нефтяной фазе. Три механизма дополняют друг друга, и применяемые условия направлены на улучшение результатов процесса извлечения металлов, особенно из металлоорганических соединений в нефтяной фазе сырой нефти.
Металлы извлекаются в виде различных химических соединений, таких как хлориды металлов, карбоксилаты металлов и гидроксиды металлов, которые, в свою очередь, переносятся из нефтяной фазы в водную фазу либо в виде растворенных соединений, суспендированных соединений или отложений, которые разделены водной фазой.
 (Механизм нуклеофильного замещения)
(Механизм нуклеофильного замещения)
 (Кислотно-щелочной механизм)
(Кислотно-щелочной механизм)
Мы выбирали перекись водорода в сочетании с катионами металлов, присутствующими в водной фазе (пластовая вода или сточные воды от обессоливания сырой нефти), в качестве смеси инициирования для извлечения металлов из металлоорганических соединений благодаря радикальному механизму.
Причиной добавления перекиси водорода при наличии катионов металлов в водной фазе является инициирование радикально-цепного механизма извлечения атомов металлов из металлоорганических соединений нефтяной фазы.
Добавление перекиси водорода в две одинаковые части нефтяной фазы, первая половина количества в кислой среде и вторая половина количества в щелочной среде, в том, чтобы радикально-цепной механизм происходил в обеих средах.
Окислительно-восстановительное инициирование, обычно используется для инициирования полимеризации, основанной на радикалах, образующихся в ходе реакции окисления-восстановления. Основным преимуществом является то, что их относительно меньшая энергия активации реакции может приводить к образованию радикалов с приемлемыми количествами в очень широком диапазоне температур, включая инициирование при умеренных температурах от 0 до 50°C и даже ниже.
В кислой среде реакция инициирования является первой реакцией, которая приводит к образованию гидроксильного радикала, а другие реакции являются побочными реакциями.
Радикальное образование иллюстрируется следующим образом:







В основной среде: реакция инициирования является первой реакцией, которая приводит к образованию гидроксильного радикала, а другие реакции являются побочными реакциями, помимо реакции образования гидроксида трехвалентного металла в основной среде.
Радикальное образование иллюстрируется следующим образом:




В результате реакций инициирования были получены необходимые оксирадикалы для взаимодействия с металлоорганическими соединениями по радикальному механизму.
Начальная стадия механизма радикальной цепи была начата в кислой среде путем добавления первой половины перекиси водорода и продолжена в щелочной среде путем добавления второй половины перекиси водорода через последовательность химических реакций, включая промежуточные короткоживущие радикалы; радикал-ион; и анионы для окислительно-восстановительного инициирования для радикально-цепного механизма (фиг.1). Как и в следующих взаимодействиях в двух средах, соответственно:
-сHO. (в кислой и щелочной среде) [гидроксильный радикал]

-сHOO.(в кислой и щелочной среде) [гидропероксильный радикал]



-сHOO-(в щелочной среде) [гидропероксилат анион]


-сRO.(в кислой и щелочной среде) [алкоксильный радикал]


-сROO.(в кислой и щелочной среде) [алкилпероксильный радикал]


-сROO-(в щелочной среде) [алкилпероксилат анион]


-сO2.-(в щелочной среде) [анион-радикальный кислород]




Способ извлечения металлов из нефтяной фазы путем ее предварительной обработки нафтеновыми кислотами, позволяет уменьшить коррозию, засорение отложениями, забивание и закупорку, отравления катализаторов, катализирующие нежелательные побочные реакции и загрязнения окружающей среды, высокое извлеченных металлов из полученного концентрата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УМЕНЬШЕНИЯ КОРРОЗИОННОЙ АКТИВНОСТИ И КИСЛОТНОСТИ НЕФТЯНОГО СЫРЬЯ | 1996 |
|
RU2167185C2 |
| СПОСОБ УМЕНЬШЕНИЯ КИСЛОТНОСТИ И КОРРОЗИОННОЙ АКТИВНОСТИ НЕФТЯНОГО СЫРЬЯ | 1996 |
|
RU2167909C2 |
| СПОСОБ ДЕЗОДОРИРУЮЩЕЙ ОЧИСТКИ НЕФТИ И ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА И НИЗКОМОЛЕКУЛЯРНЫХ МЕРКАПТАНОВ | 2002 |
|
RU2213764C1 |
| Способ получения тресты из стеблей лубяных культур | 1988 |
|
SU1548282A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ВЫСОКОМОЛЕКУЛЯРНЫХ НАФТЕНОВЫХ КИСЛОТ В НЕФТИ (ВАРИАНТЫ) | 2022 |
|
RU2800377C1 |
| УДАЛЕНИЕ НАФТЕНОВЫХ КИСЛОТ ИЗ НЕФТЯНОГО СЫРЬЯ И ДИСТИЛЛЯТОВ | 1999 |
|
RU2208622C2 |
| СПОСОБ ОБРАБОТКИ УГЛЕВОДОРОДОВ | 2012 |
|
RU2545455C2 |
| CПОСОБ УДАЛЕНИЯ КАЛЬЦИЯ ИЗ СЫРОЙ НЕФТИ | 2006 |
|
RU2379330C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ НЕФТЯНЫХ ФРАКЦИЙ ПО Slurry-ТЕХНОЛОГИИ, ОБЕСПЕЧИВАЮЩИЙ ИЗВЛЕЧЕНИЕ МЕТАЛЛОВ КАТАЛИЗАТОРА И СЫРЬЯ, ВКЛЮЧАЮЩИЙ СТАДИЮ ПРОМЫВКИ | 2011 |
|
RU2567232C2 |
| ПРИМЕНЕНИЕ СИЛИЦИДОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО УЛУЧШЕНИЯ СМАЧИВАЕМОСТИ В КАРБОНАТНЫХ КОЛЛЕКТОРАХ | 2014 |
|
RU2679028C2 |
Изобретение относится к способу извлечения металлов из металлоорганических соединений нефтяной фазы углеводородных металлсодержащих ресурсов, который может быть использован на нефтедобывающих и нефтеперерабатывающих предприятиях, с последующим участием предприятий вторичной металлургии. Способ включает контактирование углеводородной среды с водной средой для образования эмульсии и ее разделение в центрифуге, смешивание нефти и воды в объемном соотношении 1:1. При этом используют сырую нефть до ее переработки, которую, разделяют на две половины и одновременно обрабатывают, при этом одну половину сырой нефти обрабатывают водной фазой без катионов металлов, а другую половину - водной фазой с катионами металлов, затем добавляют трехкомпонентную смесь из хлорангидрида нафтеновой кислоты C9Н17СОСl, нафтеновой кислоты C76H138(COOH)4 и олеиновой кислоты, соединяют обе водно-нефтяные эмульсии, добавляют перекись водорода и перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, в полученную водную фазу добавляют разбавленную соляную кислоту и снижают рН (ΔpH= 1), а нефтяную фазу соединяют с водной фазой без катионов металлов с добавлением аммонийного буферного раствора и перекиси водорода, перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, полученную нефтяная фазу направляют на дальнейшую переработку, а в водную фазу добавляют разбавленную соляную кислоту с получением pH = 5, обе водные фазы помещают в делительную воронку, с получением органической фазы, содержащей карбоновые кислоты, которую направляют на рециркуляцию и неорганической фазы, содержащей катионы металлов. Предлагаемый способ позволяет извлечь 83,5% металлов из сырой нефти до её переработки. 4 ил., 8 табл.
Способ извлечения металлов из металлоорганических соединений нефтяной фазы углеводородных металлсодержащих ресурсов, включающий контактирование углеводородной среды с водной средой для образования эмульсии и ее разделение в центрифуге, смешивание нефти и воды в объемном соотношении 1:1, отличающийся тем, что используют сырую нефть до ее переработки, которую разделяют на две половины и одновременно обрабатывают, при этом одну половину сырой нефти обрабатывают водной фазой без катионов металлов, а другую половину - водной фазой с катионами металлов, затем добавляют трехкомпонентную смесь из хлорангидрида нафтеновой кислоты C9Н17СОСl, нафтеновой кислоты C76H138(COOH)4 и олеиновой кислоты, соединяют обе водно-нефтяные эмульсии, добавляют перекись водорода и перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, в полученную водную фазу добавляют разбавленную соляную кислоту и снижают рН (ΔpH= 1), а нефтяную фазу соединяют с водной фазой без катионов металлов с добавлением аммонийного буферного раствора и перекиси водорода, перемешивают в течение не менее 1 часа при температуре от 50 до 60°C с получением нефтяной и водной фаз, полученную нефтяная фазу направляют на дальнейшую переработку, а в водную фазу добавляют разбавленную соляную кислоту с получением pH = 5, обе водные фазы помещают в делительную воронку, с получением органической фазы, содержащей карбоновые кислоты, которую направляют на рециркуляцию и неорганической фазы, содержащей катионы металлов.
| СПОСОБ ИЗВЛЕЧЕНИЯ КОНЦЕНТРАТОВ МЕТАЛЛОВ ИЗ НЕФТИ | 2018 |
|
RU2691660C1 |
| СПОСОБ ОЧИСТКИ МАСЛЯНЫХ ФРАКЦИЙ НЕФТИ | 1992 |
|
RU2007436C1 |
| US 5078858 A1, 07.01.1992 | |||
| WO 2005033249 A1, 14.04.2005 | |||
| Намёткин Н.С | |||
| и др | |||
| Нафтеновые кислоты и продукты их химической переработки | |||
| М.: Химия, 1982 | |||
| Москвичев Ю.А | |||
| и др | |||
| Теоретические основы химической технологии: Учебное пособие | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - СПб.: Издательство "Лань", 2016. | |||

