Область техники
Задачей настоящего изобретения является создание способа полузавершающего зуботочения зубчатых колес или других периодических структур и устройств, с использованием соответствующего инструмента для зуботочения для осуществления способа полузавершающего зуботочения.
Предпосылки к созданию изобретения
Существует множество способов изготовления зубчатых колес. В способе мягкой предварительной обработки со снятием стружки различают зубофрезерование, зубодолбление, зубострогание и силовое зуботочение. Зубофрезерование и зуботочение представляют собой так называемые «непрерывные» способы, которые будут объяснены ниже.
В способе изготовления зубчатых колес со снятием стружки различают способ периодического деления или способ единичной индексации и способ непрерывного деления, который также иногда называют зубонарезанием зуборезной головкой.
В способе непрерывного деления, например, инструмент, содержащий соответствующие зуборезные головки, используют для того, чтобы прорезать боковые поверхности зубьев обрабатываемой детали. Обработку обрабатываемой детали производят непрерывно и завершают при одном ее зажиме, то есть в непрерывном процессе. Непрерывный способ основан на сложных связанных друг с другом последовательностях движения, в которых инструмент и обрабатываемая деталь, которую подвергают обработке, совершают непрерывное движение индексации друг относительно друга. Движение индексации получают за счет согласованного приведения во вращения соответствующих связанных друг с другом приводов с множеством осей соответствующего станка.
В способе единичной индексации сначала производят обработку одного зазора между зубьями, после чего производят, например, относительное перемещение инструмента и так называемое «движение» индексации (поворот на один шаг при индексации), в котором обрабатываемую деталь поворачивают относительно инструмента, для обработки следующего зазора между зубьями. Указанным образом, шаг за шагом, производят обработку зубчатого колеса.
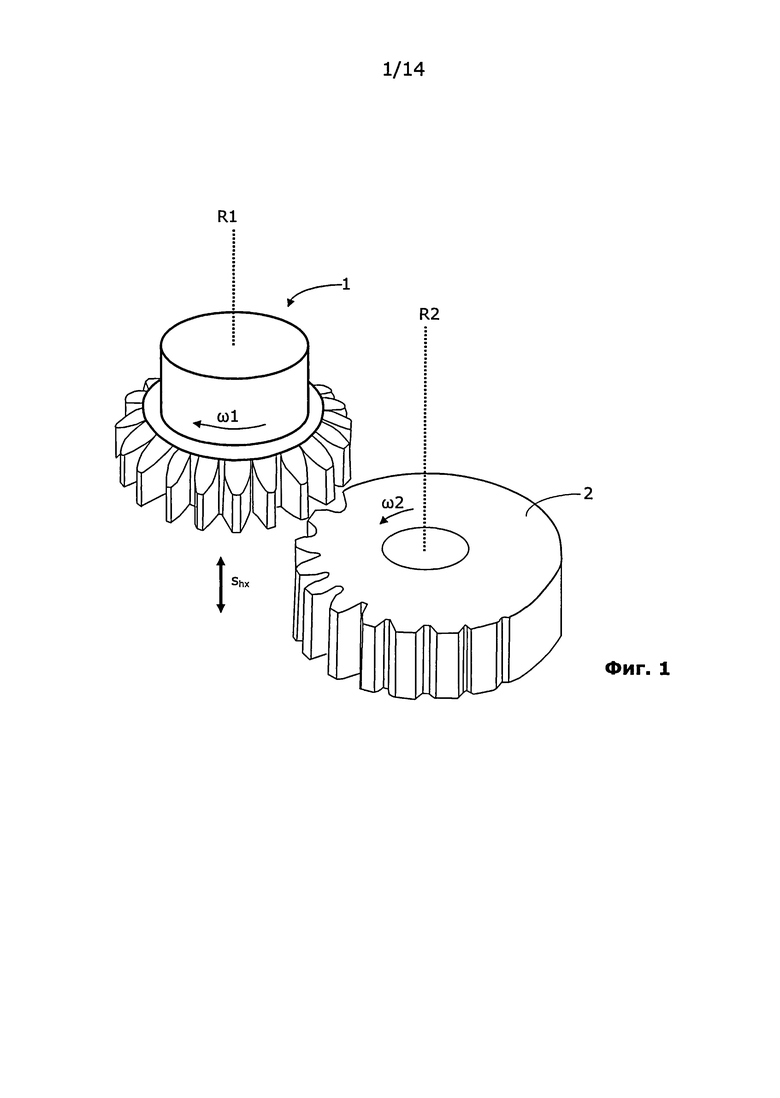
Упомянутый вначале способ зубодолбления может быть описан или представлен при помощи цилиндрической зубчатой передачи, потому что угол пересечения между осью R1 вращения формообразующего инструмента 1 и осью R2 вращения обрабатываемой детали 2 составляет ноль градусов, как это схематично показано на фиг.1. Две оси R1 и R2 вращения идут параллельно, если угол пересечения равен нулю градусов. Обрабатываемая деталь 2 и формообразующий инструмент 1 вращаются непрерывно относительно их соответствующих осей вращения R2 и R1. В дополнение к вращательному движению, формообразующий инструмент 1 совершает движение перемещения (хода), которое обозначено на фиг.1 двойной стрелкой Shx, и снимает стружку с обрабатываемой детали 2 во время этого движения перемещения.
Некоторое время тому назад вновь привлек к себе внимание способ, который называют зуботочением. Первый патент DE 243514 в этой области был получен в 1912 г., около 100 лет тому назад. После первичных рассмотрении и исследований в первые годы зуботочение больше серьезно не рассматривали. Поэтому до настоящего времени приходится использовать сложные процессы, которые частично являются эмпирическими, чтобы найти подходящую геометрию инструмента для способа зуботочения.
Приблизительно в середине восьмидесятых годов вновь пробудился интерес к зуботочению. Однако только в настоящее время способы моделирования и современные станки с ЧПУ типа CNC позволяют внедрить этот принцип зуботочения как эффективный, хорошо воспроизводимый и надежный способ. Дополнительную сложность создают высокая прочность современных инструментальных материалов, их исключительно высокая статическая и динамическая жесткость, а также высокая производительность работающих синхронно современных станков.
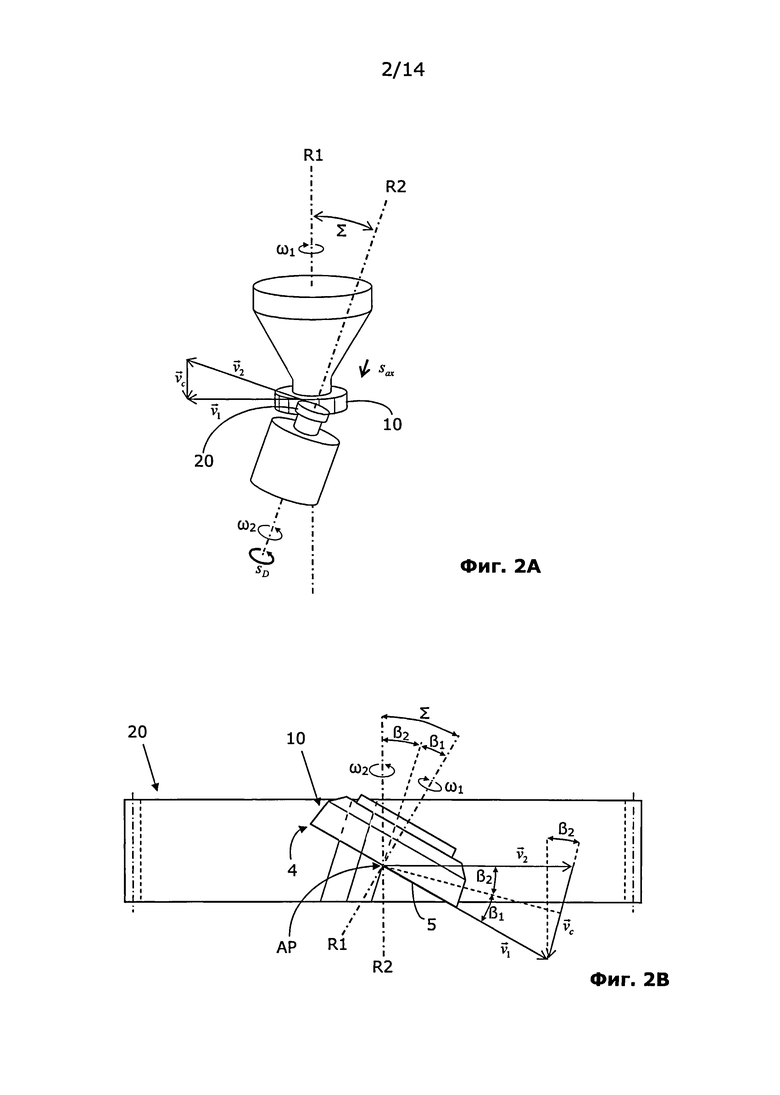
Как это показано на фиг.2А, во время зуботочения, угол ∑ пересечения между осью R1 вращения инструмента 10 для зуботочения (также называемого колесом (диском, кругом) для зуботочения) и осью R2 вращения обрабатываемой детали 20 является заданным и отличается от нуля. Результирующе относительное движение между инструментом 10 для зуботочения и обрабатываемой деталью 20 представляет собой винтовое движение, которое может быть разложено на вращательную часть и поступательную часть (часть поступательного движения). Формирование косозубой цилиндрической зубчатой передачи можно рассматривать как специфический аналог технологии привода, в котором вращательная часть соответствует качению, а поступательная часть соответствует скольжению боковых поверхностей. Чем больше абсолютное значение угла ∑ пересечения, тем большая часть поступательного движения требуется для обработки обрабатываемой детали 20. В частности, она создает компонент движения режущих кромок инструмента 10 для зуботочения в направлении боковых поверхностей зубьев обрабатываемой детали 20. Таким образом, во время зуботочения, участок скольжения комбинированного относительного движения имеющих взаимное зацепление зубчатых колес эквивалентного косозубого цилиндрического зубчатого зацепления используют для осуществления движения резания. При зуботочении требуется только медленная осевая подача Sax, параллельная оси R2 вращения обрабатываемой детали 20, а так называемое «формирующее движение», которое является типичным для зубодолбления, может быть исключено. Таким образом, движение обратного хода при силовом зуботочении также не происходит.
На скорость резания при зуботочении непосредственно влияет скорость вращения инструмента 10 для зуботочения относительно обрабатываемой детали 20 и использованный угол ∑ пересечения между осями вращения R1 и R2. Угол ∑ пересечения и, таким образом, компонент скольжения следует выбирать так, чтобы при заданной скорости вращения была достигнута оптимальная скорость резания для обработки материала.
Последовательности перемещений и дополнительные детали относительно известного ранее способа зуботочения могут быть выяснены из рассмотрения уже упомянутой фиг.2А. На фиг.2А показано зуботочение внешнего зубчатого венца на цилиндрической обрабатываемой детали 20. Обрабатываемая деталь 20 и инструмент 10 (в этом случае цилиндрический инструмент 10 для зуботочения) вращаются в противоположных направлениях с угловыми скоростями ω1 и ω2.
Кроме того, используют дополнительные относительные движения. Требуется осевая подача Sax для того, чтобы произвести обработку инструментом 10 всей ширины зубчатого венца обрабатываемой детали 20. Направление этого движения инструмента 10 показано на фиг.2А как Sax. Если косые зубья желательны на обрабатываемой детали 20 (то есть β2≠0), то тогда на осевую подачу Sax накладывают дифференциальную подачу SD, которая, как это показано на фиг.2А, соответствует дополнительному вращению обрабатываемой детали 20 вокруг ее оси R2 вращения. Дифференциальную подачу SD и осевую подачу Sax адаптируют друг к другу в расчетной точке, так что получают результирующую подачу инструмента 10 относительно обрабатываемой детали 20 в направлении зазора между зубьями. Кроме того, радиальная подача Srad может быть использована, например, для влияния на выпуклость (вогнутость) зубчатого венца обрабатываемой детали 20.
При зуботочении, вектор 




Зуботочение внешнего зубчатого венца обрабатываемой детали 20 с использованием конического инструмента 10 для зуботочения показано на фиг.2В. На фиг.2В вновь показаны угол ∑ пересечения, скорость

При зуботочении применяют инструмент 10, который содержит по меньшей мере одну геометрически заданную режущую кромку. Режущая кромка/режущие кромки на фиг.2А и на фиг.2B не показаны. Форма и расположение режущих кромок представляют собой аспекты, которые необходимо учитывать на практике в конкретной конструкции.
Кроме того, инструмент, сам по себе, имеет большое значение при зуботочении. В примере, показанном на фиг.2А, инструмент 10 для зуботочения имеет форму прямозубого цилиндрического зубчатого колеса. Внешний контур базового корпуса на фиг.2А является цилиндрическим. Однако он также может быть коническим, как это показано на фиг.2B. Так как зуб или зубья инструмента 10 для зуботочения входят в зацепление с режущей кромкой по всей длине, то каждый зуб инструмента 10 требует наличия достаточного заднего угла у торца режущей кромки.
Известно, что так называемый «подход полузавершения» может быть использован при зуботочении. Этот подход обозначен как способ полузавершения, в котором обе правые и левые боковые поверхности зазоров между зубьями обрабатывают в первой операции, но только геометрии правых или левых боковых поверхностей обрабатывают окончательно. Затем, во второй операции, после изменения установок станка, одну из двух боковых поверхностей обрабатывают повторно, чтобы получить желательную ширину зазора и геометрию зуба. Одной из причин применения способа полузавершения является то, что боковые поверхности могут быть спроектированы более свободно, то есть так называемые «модификации» могут быть осуществлены более легко, чем в способе (полного) завершения. Кроме того, толщина зуба также может быть скорректирована при способе полузавершения, при этом ширину зазора можно изменить просто за счет поворота обрабатывающего колеса.
Способ полузавершения первоначально использовали для шлифования конических зубчатых колес в способе единичной индексации зубьев зубчатых колес, которые предварительно фрезеруют в соответствии со способом Zyklo-Palloid®.
Различные исследования известных ранее способов зуботочения показали, что в зависимости от конструкции инструментов 10 для зуботочения, может происходить значительный износ инструмента 10 для зуботочения. Это утверждение также относится к применению подхода полузавершения в зуботочении. Таким образом, необходимо найти решение, которое позволяет снизить износ инструментов 10 для зуботочения, или, соответственно, повысить срок службы инструментов 10 для зуботочения. Способ зуботочения становится более рентабельным за счет снижения износа, так как на стоимость изготовления во время зубонарезания обрабатываемых деталей 20 существенно влияет срок службы инструмента.
Задачей настоящего изобретения является создание способа и устройства для механической обработки боковых поверхностей зубьев зубчатого колеса или других периодических структур, которые позволяют снизить заводскую себестоимость одного зубчатого колеса или обрабатываемой детали.
В частности, задачей настоящего изобретения является обеспечение возможно большего срока службы инструмента.
Эта задача решена в соответствии с настоящим изобретением при помощи способа, который назван здесь как способ чередующегося полузавершающего зуботочения. Таким образом, эта задача решена в соответствии с настоящим изобретением при помощи способа, который основан на принципе полузавершающего способа. Для того чтобы достичь возможно более равномерного распределения нагрузки и, соответственно, возможно более равномерного износа боковых режущих кромок и, возможно, также головных режущих кромок инструмента для зуботочения, внедрен чередующийся подход.
Способ в соответствии с настоящим изобретением характеризуется тем, что во время изготовления, например, зубьев зубчатого колеса, две боковые поверхности обрабатывают с использованием отличающихся друг от друга установок, но с использованием одного и того же инструмента, непрерывно с использованием чередующегося подхода полузавершения. Для подхода полузавершения является характерным, например, то, что все левые боковые режущие кромки инструмента используют два раза, в то время как правые боковые режущие кромки используют только один раз. Таким образом, в соответствии с настоящим изобретением, один и тот же инструмент используют для изготовления зубьев зубчатого колеса так, что боковые режущие кромки, которые подвергались ранее более сильной и/или более длительной нагрузке во время механической обработки (в данном примере левые боковые режущие кромки), теперь будут использоваться при менее сильной или менее длительной нагрузке в последующих операциях механической обработки. Это достигается за счет того, что другие боковые режущие кромки (в данном примере правые боковые режущие кромки) теперь будут использоваться при более сильной или более длительной нагрузке во время изготовления зубьев второго зубчатого колеса.
Настоящее изобретение в первую очередь предназначено для предварительного зубонарезания, то есть для механической обработки заготовок.
В соответствии с настоящим изобретением, в дополнение к достижению равномерного распределения износа боковых режущих кромок, также может быть обеспечено равномерное распределение износа головных режущих кромок.
Таким образом, настоящее изобретение имеет отношение к созданию способа чередующегося полузавершающего зуботочения, то есть имеет отношение к созданию способа, в котором аспекты полузавершения применяют к непрерывному способу зуботочения, за счет чего нагрузка режущих зубьев инструмента будет распределена возможно более равномерно, за счет поочередного использования боковых режущих кромок.
Способ чередующегося полузавершающего зуботочения может быть использован для производства вращательно-симметричных, периодических структур, например, таких как зубчатые колеса.
Инструмент, который обозначен здесь как инструмент для зуботочения, используют в чередующемся полузавершающем способе зуботочения.
Настоящее изобретение имеет отношение к созданию способа и устройства для зуботочения по меньшей мере двух обрабатываемых деталей, имеющих вращательно-симметричные, периодические структуры, при использовании только одного инструмента для зуботочения. При этом осуществляют следующие операции:
- использование первой обрабатываемой детали;
- подвод инструмента для зуботочения к первому относительному положению относительно первой обрабатываемой детали;
- осуществление первого действия обработки зуботочением (также называемого «первой фазой» механической обработки) первой обрабатываемой детали, во время первого действия обработки зуботочением, так что все правые или все левые боковые поверхности периодической структуры первой обрабатываемой детали будут окончательно обработаны, а соответствующие другие боковые поверхности будут предварительно обработаны;
- подвод инструмента для зуботочения ко второму относительному положению относительно первой обрабатываемой детали;
- осуществление второго действия обработки зуботочением (также называемого «второй фазой» механической обработки) первой обрабатываемой детали, во время второго действия обработки зуботочением, так что теперь будут окончательно обработаны боковые поверхности периодической структуры первой обрабатываемой детали, которые были ранее только предварительно обработаны во время первого действия обработки зуботочением;
- использование второй обрабатываемой детали;
- подвод инструмента для зуботочения к третьему относительному положению относительно второй обрабатываемой детали;
- осуществление третьего действия обработки зуботочением (также называемого «третьей фазой» механической обработки) второй обрабатываемой детали, во время третьего действия обработки зуботочением, так что:
- все правые боковые поверхности периодической структуры второй обрабатываемой детали будут окончательно обработаны и все левые боковые поверхности будут предварительно обработаны, если все левые боковые поверхности периодической структуры были окончательно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали;
или все левые боковые поверхности периодической структуры второй обрабатываемой детали будут окончательно обработаны и все правые боковые поверхности будут предварительно обработаны, если все правые боковые поверхности периодической структуры были окончательно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали;
- подвод инструмента для зуботочения к четвертому относительному положению относительно второй обрабатываемой детали;
- осуществление четвертого действия обработки зуботочением (также называемого «четвертой фазой» механической обработки) второй обрабатываемой детали, во время четвертого действия обработки зуботочением, так что теперь будут окончательно обработаны боковые поверхности периодической структуры второй обрабатываемой детали, которые были ранее только предварительно обработаны во время третьего действия обработки зуботочением.
Следует иметь в виду, что третья и четвертая фазы механической обработки не обязательно должны непосредственно следовать после первой и второй фаз механической обработки. Например, можно произвести первую и вторую фазы механической обработки для множества обрабатываемых деталей, а затем произвести третью и четвертую фазы механической обработки для других обрабатываемых деталей. Однако следует иметь в виду, что за счет чередования во время полузавершающей механической обработки должно быть достигнуто ориентировочно равное распределение нагрузки на правые боковые режущие кромки и левые боковые режущие кромки инструмента для зуботочения.
Следует иметь в виду, что вращательно-симметричные периодические структуры обрабатываемой детали не обязательно должны иметь симметричные зубья, или симметричный зазор между зубьями, или симметричные канавки или каналы. Для упрощения, далее описаны обрабатываемые детали, имеющие симметричные зубья. Однако следует иметь в виду, что настоящее изобретение также может быть использовано для асимметричных структур.
Также следует иметь в виду, что по меньшей мере первое и второе относительные положения и третье и четвертое относительные положения отличаются друг от друга. Во всех вариантах осуществления, первое относительное положение преимущественно соответствует четвертому относительному положению, а второе относительное положение преимущественно соответствует третьему относительному положению.
Головная режущая кромка на инструменте для зуботочения имеет ширину, которая меньше, чем ширина зазора у основания зуба в зазорах между зубьями, которые образуют на первой обрабатываемой детали и на второй обрабатываемой детали.
Кроме того, в соответствии с настоящим изобретением, износ режущих лезвий головки может быть равномерно распределен, за счет того, что ширина режущих лезвий головки относительно ширины зазора на обрабатываемой детали может быть выбрана соответствующим образом. Поэтому режущее лезвие преимущественно имеет ширину, которая составляет меньше чем 2/3 или равна 2/3 ширины зазора у основания зуба.
Во всех вариантах осуществления, характерных для зуботочения в соответствии с настоящим изобретением, последовательности относительных движений между обрабатываемой деталью и инструментом являются заданными, причем их осуществляют так, что материал непрерывно снимают с обрабатываемой детали, пока не будут образованы зубья или другие периодические структуры.
В соответствии с настоящим изобретением, радиальное движение может быть наложено на относительное движение подачи инструмента для зуботочения, чтобы влиять на венец зубьев, например, в соответствии с патентом ФРГ DE 3915976 A1.
Способ в соответствии с настоящим изобретением преимущественно используют для обрабатываемых деталей "без зубьев", то есть при мягкой механической обработке (называемой предварительным зубонарезанием), до закалки обрабатываемых деталей.
Способ в соответствии с настоящим изобретением при некоторых обстоятельствах также может быть использован для твердой механической обработки, после закалки обрабатываемых деталей.
Во время зуботочения, вращающийся инструмент осуществляет осевое движение подачи относительно вращающейся обрабатываемой детали в направлении второй оси вращения, причем это осевое движение подачи совпадает с направлением резания или является противоположным направлению резания.
Ось вращения инструмента всегда имеет наклон относительно оси вращения обрабатываемой детали при зуботочении в соответствии с настоящим изобретением, то есть угол S пересечения осей всегда не равен нулю.
Кроме того, инструмент может иметь наклон в направлении к обрабатываемой детали или в направлении от обрабатываемой детали во время зуботочения в соответствии с настоящим изобретением, что описано, например, в заявке ЕР 11167703.5, поданной 26 мая 2011 г.
Способ зуботочения в соответствии с настоящим изобретением является непрерывным способом с удалением (снятием) стружки.
Инструменты в соответствии с настоящим изобретением во всех вариантах осуществления могут быть выполнены как так называемые «законченные» инструменты, то есть такие инструменты, которые образованы в виде одной детали. В законченных инструментах, режущие зубья являются составной частью всего инструмента.
Во всех вариантах осуществления настоящего изобретения, инструменты с режущими головками (которые называют здесь инструментами с фрезерными оправками), которые имеют основной корпус режущей головки в виде диска, в виде кольца или в виде пластины, снабженный режущими вставками, преимущественно в виде фрезерных оправок, являются особенно предпочтительными. Возможны также варианты осуществления настоящего изобретения, в которых используют инструменты с режущими пластинами, которые имеют основной корпус режущей головки в виде диска или в виде пластины, снабженный режущими пластинами.
В соответствии с настоящим изобретением, валы фрезерных оправок инструментов могут быть установлены более тесно по сравнению с традиционными инструментами для зуботочения. Таким образом, возможно достижение более высокой плотности упаковки. При этом большее число фрезерных оправок инструментов может быть расположено на дисковом, кольцевом или пластинчатом основном корпусе режущей головки, чем в других подходах полузавершения.
Способ в соответствии с настоящим изобретением может быть применен не только для внешних инструментов, но также и для внутренних инструментов.
Настоящее изобретение позволяет получить преимущества по сравнению с традиционным полузавершающим зуботочением, которые вкратце перечислены ниже:
- повышение срока службы инструментов;
- снижение стоимости обрабатываемой детали;
- снижение частоты поломок инструмента;
- повышенная экономическая эффективность.
Способ в соответствии с настоящим изобретением может быть осуществлен как при сухой механической обработке, так и при мокрой механической обработке.
Краткое описание чертежей
Дальнейшие детали и преимущества изобретения будут описаны далее на основе примерных вариантов осуществления и со ссылкой на чертежи. Для упрощения, обрабатываемая деталь и инструмент для зуботочения показаны в ситуации у начальной окружности (или на обрабатываемой детали на начальном цилиндре) на всех схематичных чертежах. Однако показанные зависимости также относятся ко всем зубьям, имеющим высоту зуба.
На фиг.1 схематично показано формообразующее (профилирующее) колесо, имеющее цилиндрический внешний контур, находящийся в зацеплении с имеющей внешние зубья обрабатываемой деталью во время зубодолбления.
На фиг.2A схематично показано колесо для зуботочения с прямыми зубьями, имеющее цилиндрический внешний контур, находящийся в зацеплении с имеющей внешние зубья обрабатываемой деталью во время зуботочения.
На фиг.2B схематично показано колесо для зуботочения с косыми зубьями, имеющее конический внешний контур, находящийся в зацеплении с имеющей внешние зубья обрабатываемой деталью во время зуботочения.
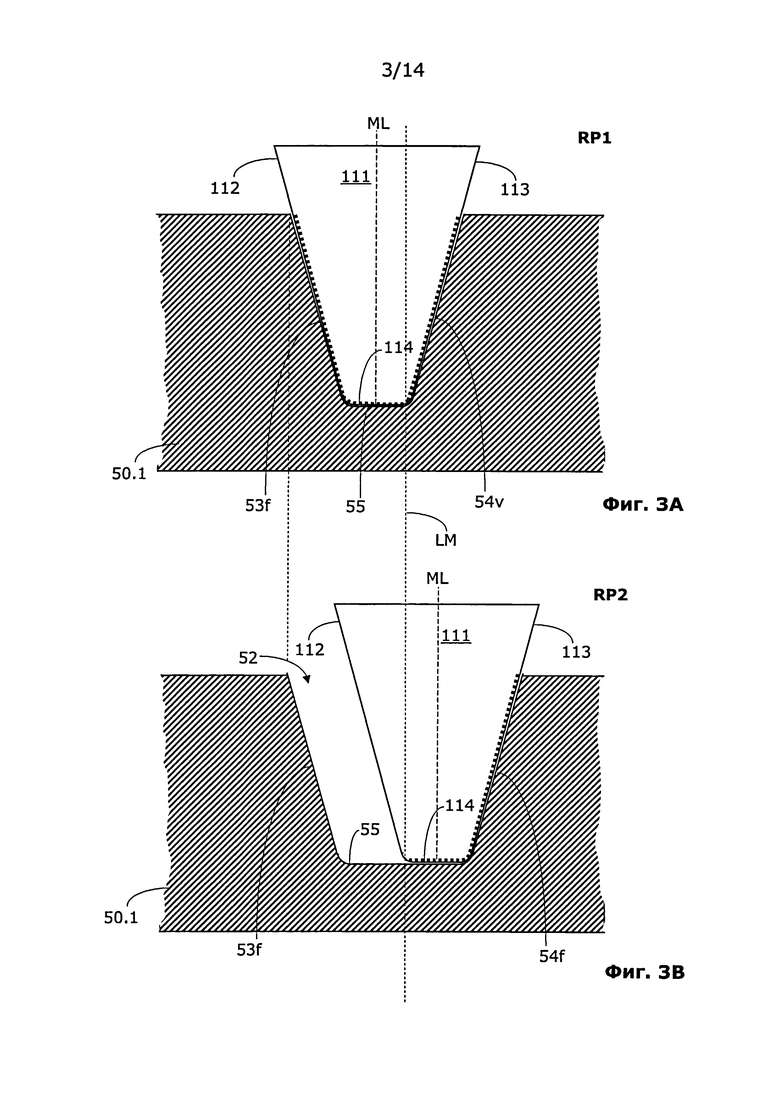
На фиг.3A схематично показано сечение первой фазы механической обработки во время окончательного образования левой боковой поверхности и одновременного предварительного образования правой боковой поверхности первой обрабатываемой детали, при этом используются правая и левая боковые режущие кромки и головные режущие кромки режущих зубьев инструмента для зуботочения.
На фиг.3B схематично показано сечение второй фазы механической обработки во время окончательного образования правой боковой поверхности первой обрабатываемой детали, при этом используются только правые боковые режущие кромки и головные режущие кромки режущих зубьев инструмента для зуботочения.
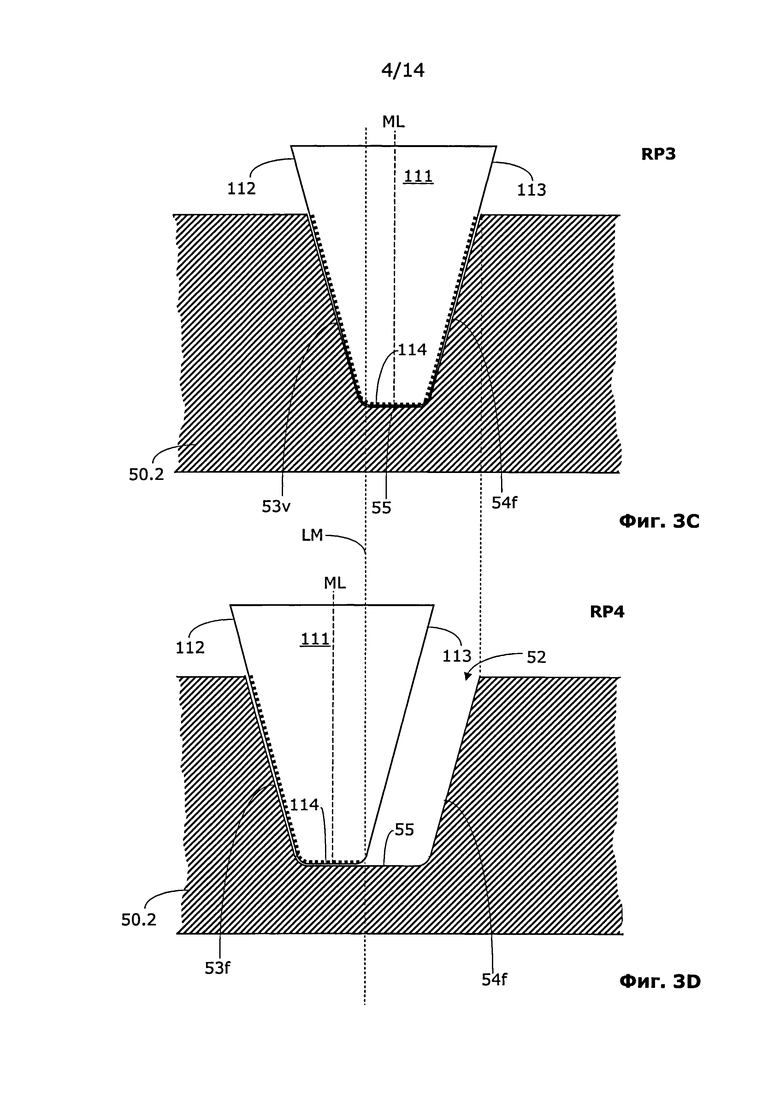
На фиг.3C схематично показано сечение третьей фазы механической обработки во время окончательного образования правой боковой поверхности и одновременного предварительного образования левой боковой поверхности второй обрабатываемой детали, при этом вновь используются правая и левая боковые режущие кромки и головные режущие кромки режущих зубьев инструмента для зуботочения.
На фиг.3D схематично показано сечение четвертой фазы механической обработки во время окончательного образования левой боковой поверхности второй обрабатываемой детали, при этом используются только левые боковые режущие кромки и головные режущие кромки режущих зубьев инструмента для зуботочения.
На фиг.4А схематично показано сечение первой фазы механической обработки во время окончательного образования левой боковой поверхности и одновременного предварительного образования правой боковой поверхности первой обрабатываемой детали, при этом используются правая и левая боковые режущие кромки и полностью используются головные режущие кромки режущих зубьев инструмента для зуботочения.
На фиг.4B схематично показано сечение второй фазы механической обработки во время окончательного образования правой боковой поверхности первой обрабатываемой детали, при этом используются только правые боковые режущие кромки и только правые секции головных режущих кромок режущих зубьев инструмента для зуботочения.
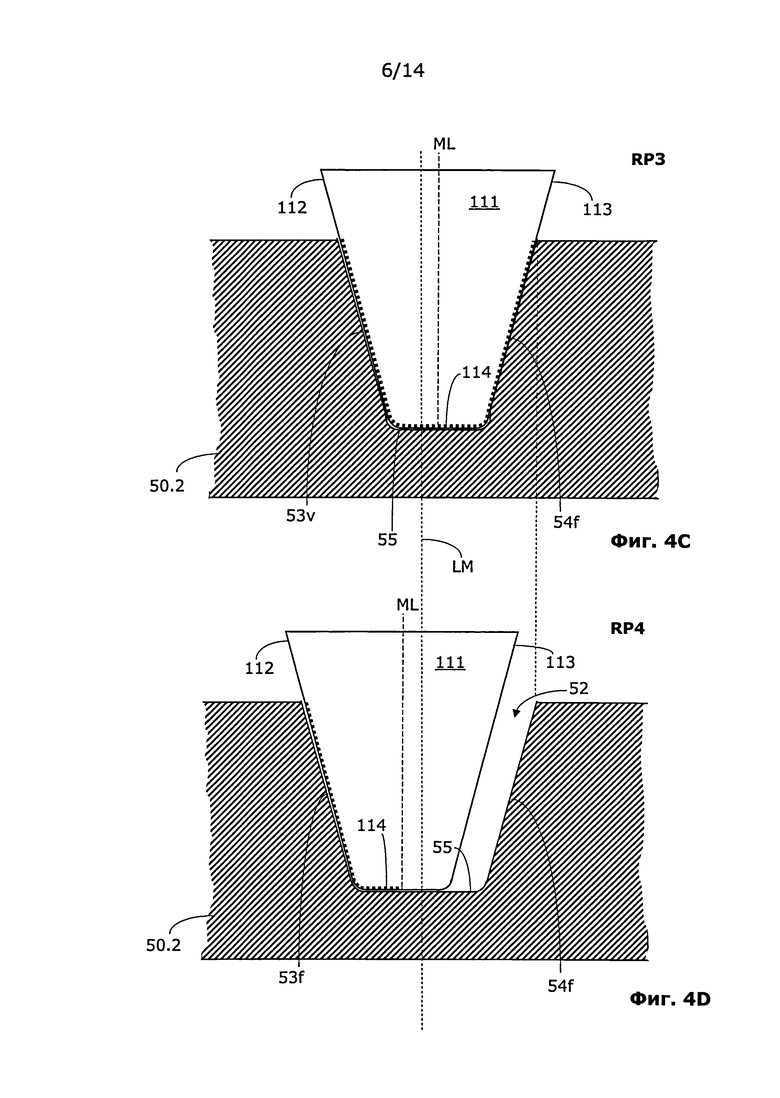
На фиг.4С схематично показано сечение третьей фазы механической обработки во время окончательного образования правой боковой поверхности и одновременного предварительного образования левой боковой поверхности второй обрабатываемой детали, при этом вновь используются правая и левая боковые режущие кромки и полностью используются головные режущие кромки режущих зубьев инструмента для зуботочения.
На фиг.4D схематично показано сечение четвертой фазы механической обработки во время окончательного образования левой боковой поверхности второй обрабатываемой детали, при этом используются только левые боковые режущие кромки и только левые секции головных режущих кромок режущих зубьев инструмента для зуботочения.
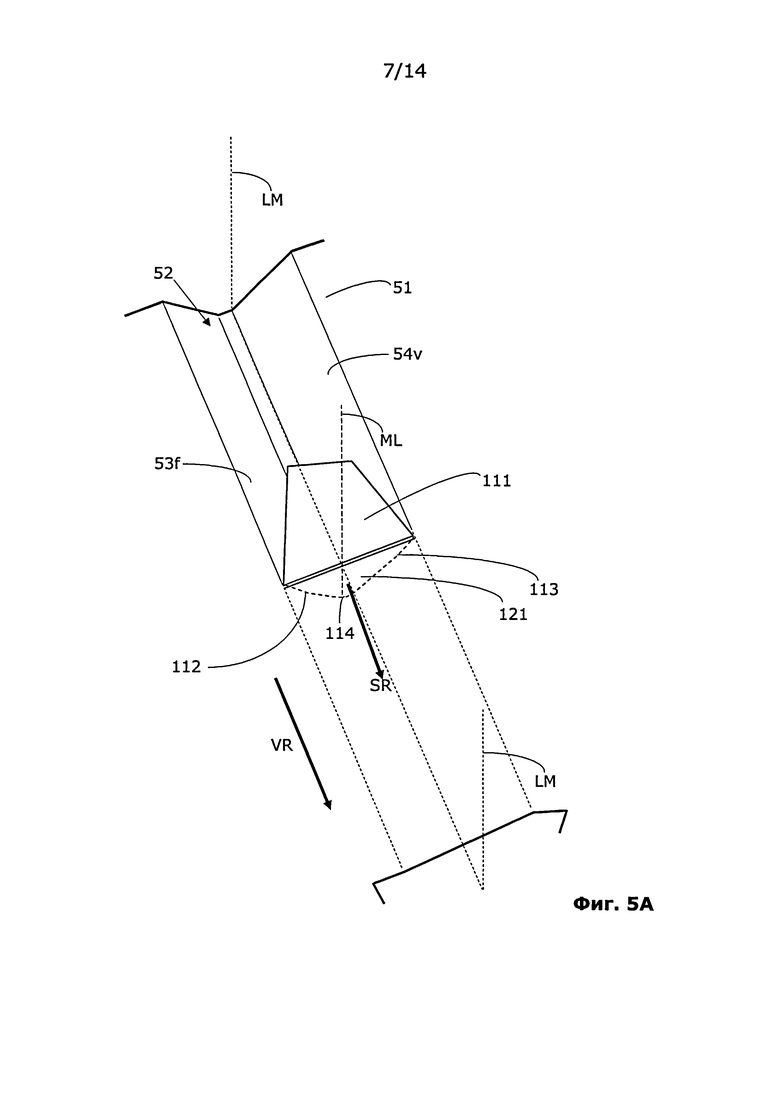
На фиг.5А показан вид сверху в упрощенной форме секции обрабатываемой детали, с положением режущего зуба во время первой фазы механической обработки, когда он проходит через зазор между зубьями.
На фиг.5B показан вид сверху в упрощенной форме секции обрабатываемой детали, с положением режущего зуба во время второй фазы механической обработки, когда он проходит через зазор между зубьями.
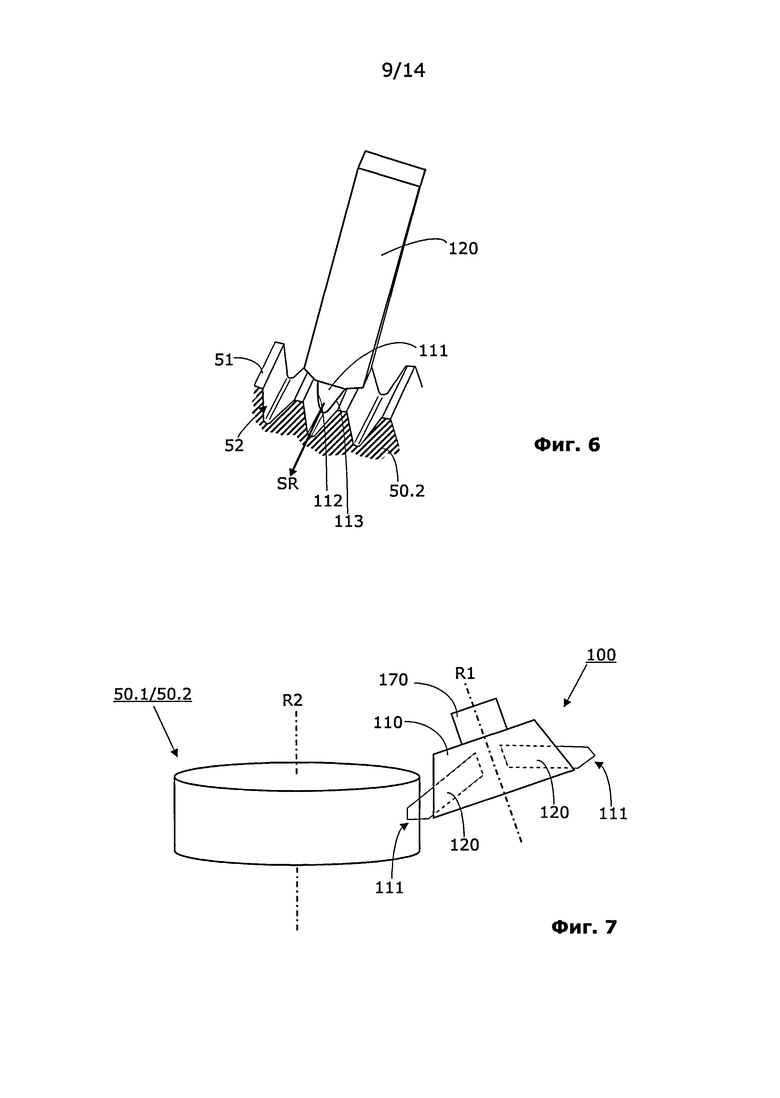
На фиг.6 показана секция обрабатываемой детали во время зуботочения, где можно видеть, как во время второй фазы механической обработки имеющая режущий зуб фрезерная оправка инструмента для зуботочения (не показан) направлена через зазор между зубьями.
На фиг.7 показан в упрощенном виде конический инструмент для зуботочения, который может быть использован в соответствии с настоящим изобретением под углом 5 наклона, составляющим -20°, вместе с цилиндрический обрабатываемой деталью с внешними зубьями.
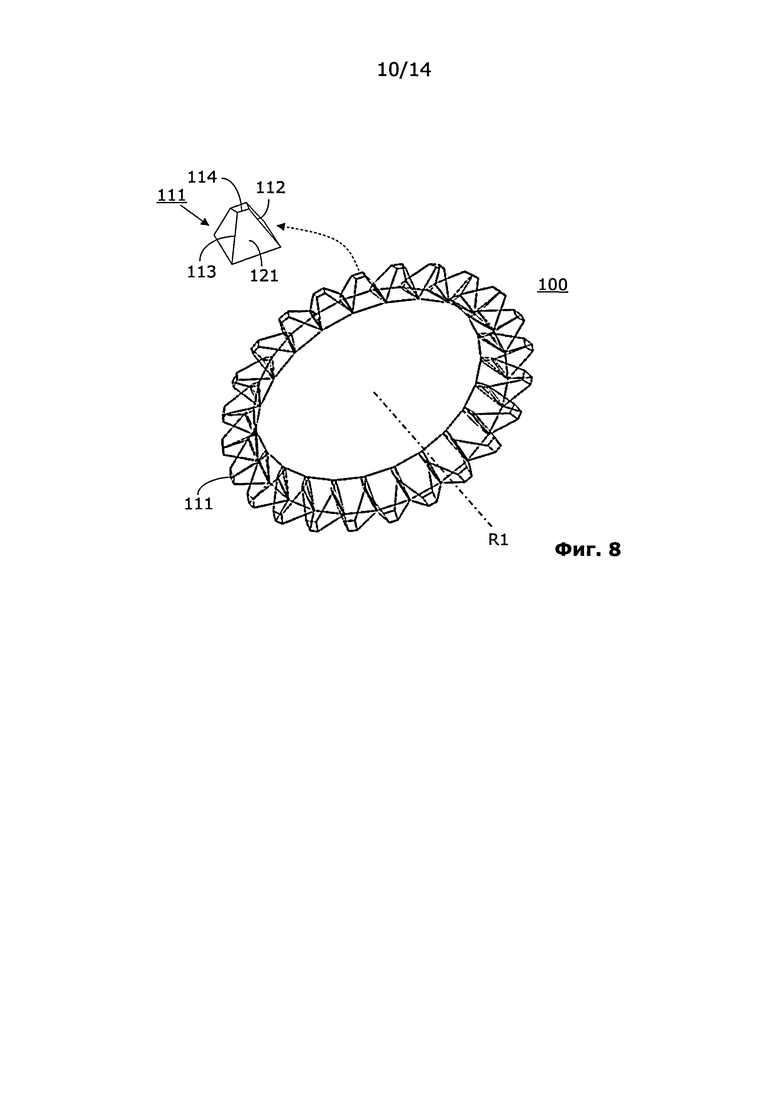
На фиг.8 показан в упрощенном виде инструмент для зуботочения в виде законченного режущего диска.
На фиг.9А показан в упрощенном виде еще один инструмент для зуботочения в виде законченного режущего диска, который может быть использован при значительном положительном угле δ наклона.
На фиг.9B показан в упрощенном виде инструмент для зуботочения, показанный на фиг.9А, вместе с имеющей внешние зубья цилиндрической обрабатываемой деталью, при этом предписан угол δ наклона, составляющий +20°.
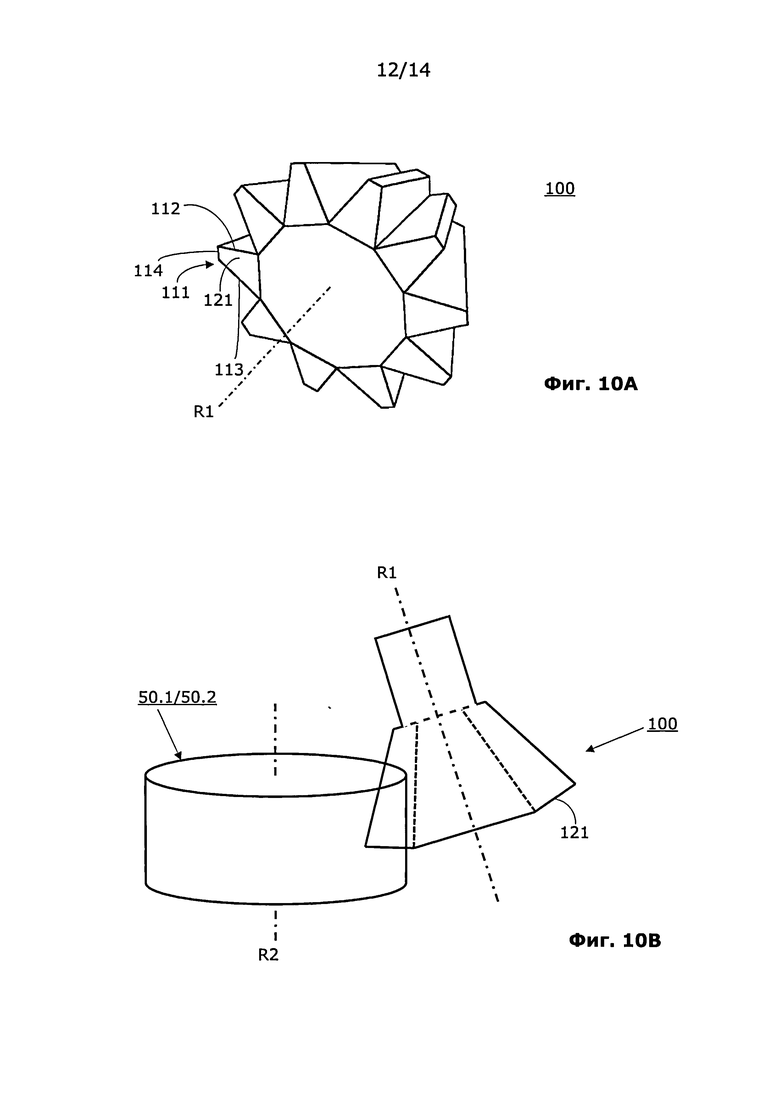
На фиг.10А показан в упрощенном виде еще один инструмент для зуботочения в виде законченного режущего диска, который может быть использован при значительном отрицательном угле δ наклона.
На фиг.10B показан в упрощенном виде инструмент для зуботочения, показанный на фиг.10А, вместе с имеющей внешние зубья цилиндрической обрабатываемой деталью, при этом предписан угол δ наклона, составляющий -20°.
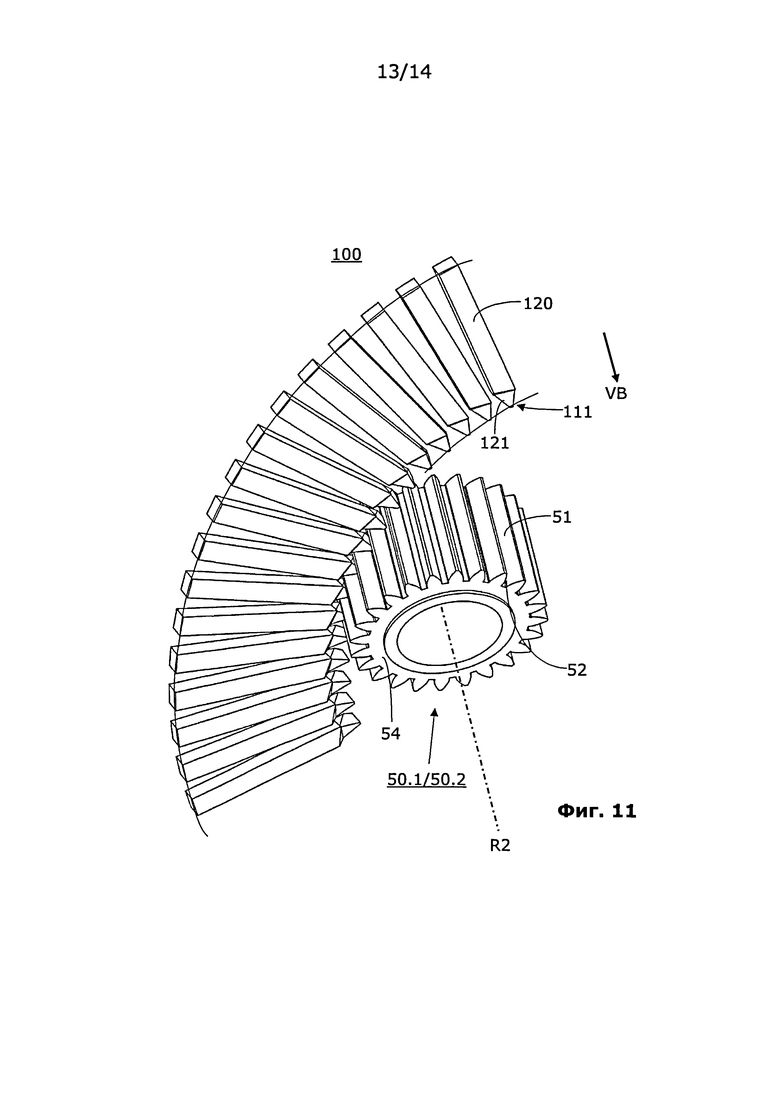
На фиг.11 схематично показан вид в перспективе диагонально снизу части так называемого «внутреннего кольца» зуботочения во время внутреннего зуботочения обрабатываемой детали с прямыми зубьями, причем показаны только несколько фрезерных оправок внутреннего кольца зуботочения, а основной корпус в виде кольца внутреннего кольца зуботочения не показан.
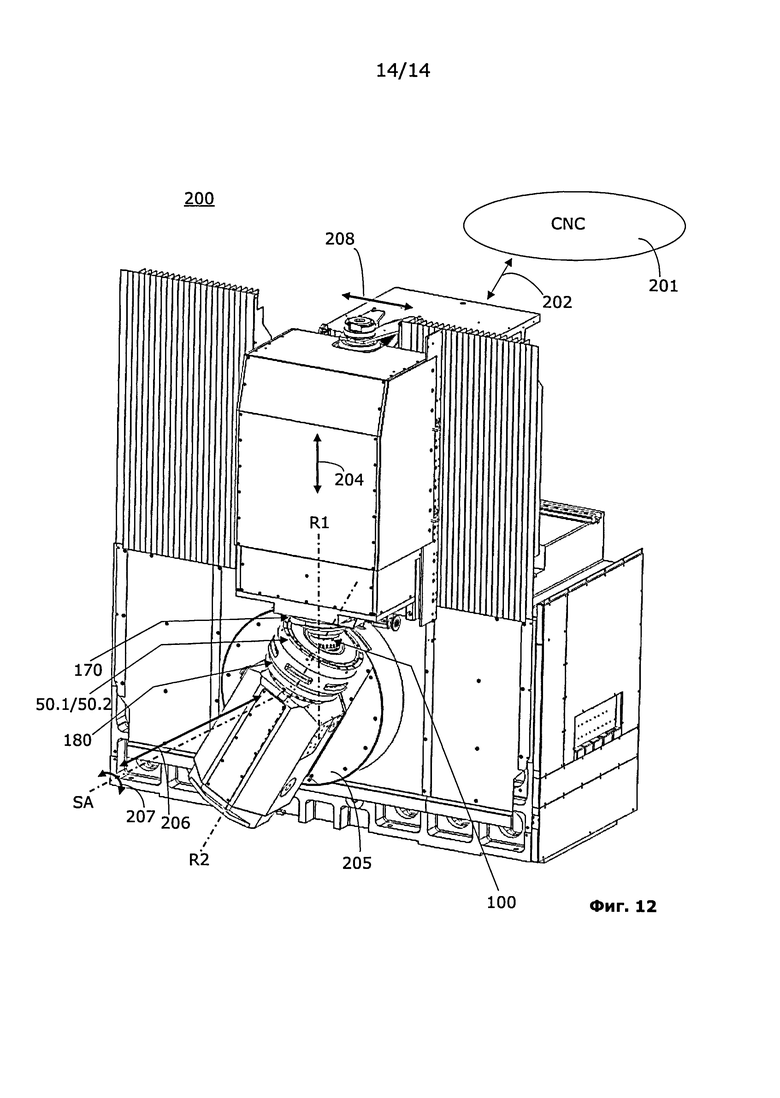
На фиг.12 весьма схематично показан вид в перспективе станка в соответствии с настоящим изобретением, имеющего инструмент для зуботочения, во время зуботочения обрабатываемой детали с внутренними зубьями.
Подробное описание изобретения
В описании настоящего изобретения использованы термины, которые обычно используют в соответствующих публикациях и патентах. Однако следует иметь в виду, что использование этих терминов служит просто для лучшего понимания сути настоящего изобретения. Идея настоящего изобретения и объем патентных притязаний не ограничены в их интерпретации специфическим выбором терминов. В описании настоящего изобретения безо всяких проблем может быть использована другая терминология, причем настоящее изобретение может быть использовано и в других областях применения. В таких других областях применения аналогично может быть использована соответствующая терминология.
Вращательно-симметричные, периодические структуры представляют собой, например, зубчатые колеса (такие как прямозубые цилиндрические зубчатые колеса), имеющие внутренние и/или внешние зубья. Однако это также могут быть, например, тормозные диски, муфты или элементы зубчатой передачи. Инструменты для зуботочения особенно хорошо подходят для изготовления валов-шестерен, червячных колес, зубчатых насосов, ступиц с муфтами (муфтовые соединения используют, например, в автомобилях для передачи усилия от дифференциала к колесу автомобиля), муфт с зубчатыми валами, гильз скольжения, ременных шкивов, и т.п. Здесь периодические структуры также называют периодически повторяющимися структурами.
В дальнейшем описании в первую очередь речь идет о зубчатых колесах, зубьях и зазорах между зубьями. Однако, как уже было указано здесь выше, настоящее изобретение также может быть использовано для изготовления других конструктивных деталей с другими периодическими структурами. В этом случае, эти конструктивные детали не имеют зазоров между зубьями, а имеют, например, канавки или пазы.
Далее обсуждаются первая и вторая обрабатываемые детали 50.1, 50.2. Вторая обрабатываемая детали 50.2 типично не отличается в еще необработанном виде и в окончательно обработанном виде от обрабатываемой детали 50.1. Однако типично имеется отличие между обрабатываемой деталью 50.1 после первой операции, которую называют здесь первой фазой механической обработки, и второй обрабатываемой деталью 50.2 после третьей операции, которую называют здесь третьей фазой механической обработки.
Фундаментальные аспекты способа в соответствии с настоящим изобретением обсуждаются далее со ссылкой на очень схематичные иллюстрации, показанные на фиг.3А-3D и на фиг.4A-4D.
Первый способ, который описан со ссылкой на фиг.3A-3D, в первую очередь связан с равномерной нагрузкой всех правых боковых режущих кромок 113 и всех левых боковых режущих кромок 112 инструмента 100 для зуботочения. Головная режущая пластина 114 инструмента 100 для зуботочения здесь оптимизации не подвергается. На фиг.3А и 3В показано зуботочение первой обрабатываемой детали 50.1, имеющей вращательно-симметричную, периодическую структуру, с использованием инструмента 100 для зуботочения, а на фиг.3С и 3D показано зуботочение второй обрабатываемой детали 50.2, имеющей вращательно-симметричную, периодическую структуру, с использованием того же самого инструмента 100 для зуботочения. Эти чертежи являются очень схематичными и на них показан только один зазор между зубьями и один режущий зуб 111 инструмента 100 для зуботочения. Следующие линии проведены для того, чтобы помочь определить относительные местоположения инструмента 100 для зуботочения и обрабатываемой детали 50.1 на фиг.3А и 3B и относительные местоположения инструмента 100 для зуботочения и обрабатываемой детали 50.2 на фиг.3С и 3D. ML представляет собой осевую линию режущего зуба 111. Воображаемый (мнимый) центр зазора показан линией LM. Жирной пунктирной линией схематично показаны те секции режущего зуба 111, которые снимают материал с обрабатываемой детали 50.1 или 50.2, соответственно, в показанный момент времени.
Зубья или другие периодические структуры также могут быть асимметричными во всех вариантах осуществления настоящего изобретения, несмотря на то, что для упрощения симметричные структуры показаны на чертежах.
Способ включает в себя следующие операции:
- Использование первой обрабатываемой детали 50.1. Эта операция может предусматривать, например, ввод первой обрабатываемой детали 50.1 в станок 200 для зуботочения и зажим первой обрабатываемой детали 50.1 в шпинделе 180 обрабатываемой детали.
- Подвод инструмента 100 для зуботочения к первому относительному положению RP1 инструмента относительно первой обрабатываемой детали 50.1. Первое относительное положение RP1 показано на фиг.3А (при этом осевая линия ML расположена слева от воображаемого центра LM зазора).
В первом относительном положении RP1 начинается первое действие обработки зуботочением (называемое первой фазой механической обработки) первой обрабатываемой детали 50.1. Во время первой фазы механической обработки, все правые боковые поверхности 54 или все левые боковые поверхности 53 периодической структуры первой обрабатываемой детали 50.1 будут окончательно обработаны, а соответствующие другие боковые поверхности 53, 54 будут предварительно обработаны. На фиг.3А показан пример, в котором левые боковые поверхности окончательно обработаны во время первой фазы механической обработки, как это показано позицией 53f (f означает окончательную обработку). Правые боковые поверхности, наоборот, будут только предварительно обработаны, как это показано позицией 54v (v означает предварительную обработку). Все боковые режущие кромки 112, 113, и 114 используются полностью во время первой фазы механической обработки.
Теперь производят подвод инструмента 100 для зуботочения ко второму относительному положению RP2 инструмента относительно первой обрабатываемой детали 50.1. Второе относительное положение RP2 показано на фиг.3B (при этом осевая линия ML расположена справа от воображаемого центра LM зазора).
Во втором относительном положении RP2 начинается второе действие обработки зуботочением (называемое второй фазой механической обработки) первой обрабатываемой детали 50.1. Во время второй фазы механической обработки, будут окончательно обработаны те боковые поверхности 53, 54 периодической структуры первой обрабатываемой детали 50.1, которые ранее были только предварительно обработаны во время первой фазы механической обработки. В показанном примере, во время второй фазы механической обработки будут окончательно обработаны правые боковые поверхности, как это показано позицией 54f (f означает окончательную обработку). Во время второй фазы механической обработки используют все правые боковые режущие кромки 113 и полностью используют головные режущие кромки 114. Левые боковые режущие кромки 112 в этом случае не используют.
- После механической обработки первой обрабатываемой детали 50.1, или после механической обработки других первых обрабатываемых деталей (в соответствии с той же самой схемой способа), используют вторую обрабатываемую деталь 50.2. Эта операция может предусматривать, например, ввод второй обрабатываемой детали 50.2 в станок 200 для зуботочения и зажим второй обрабатываемой детали 50.2 в шпинделе 180 обрабатываемой детали. Можно также снабдить станок 200 для зуботочения двумя шпинделями 180 обрабатываемых деталей, чтобы можно было переходить от механической обработки первой обрабатываемой детали 50.1 к механической обработке второй обрабатываемой детали 50.2 без повторного зажима.
Теперь производят подвод инструмента 100 для зуботочения к третьему относительному положению RP3 инструмента 100 для зуботочения относительно второй обрабатываемой детали 50.2. При этом осевая линия ML расположена справа от воображаемого центра LM зазора, как во втором относительном положении RP2.
В третьем относительном положении RP3 (которое может соответствовать, например, второму относительному положению RP2) начинается третье действие обработки зуботочением (называемое третьей фазой механической обработки) второй обрабатываемой детали 50.2. Во время третьей фазы механической обработки:
- все правые боковые поверхности 54 периодической структуры второй обрабатываемой детали 50.2 будут окончательно обработаны и все левые боковые поверхности 53 будут предварительно обработаны (как это показано на фиг.3С), если все левые боковые поверхности 53 периодической структуры были окончательно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали 50.1 (как это показано на фиг.3А),
- или все левые боковые поверхности 53 периодической структуры второй обрабатываемой детали 50.2 будут окончательно обработаны и все правые боковые поверхности 54 будут предварительно обработаны, если все правые боковые поверхности 54 периодической структуры были окончательно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали 50.1.
В примере, показанном на фиг.3A-3D, все левые боковые поверхности периодической структуры были окончательно обработаны на первой обрабатываемой детали 50.1 во время первой фазы механической обработки, как это показано позицией 53f (f означает окончательную обработку) на фиг.3А. Таким образом, во время третьей фазы механической обработки (показанной на фиг.3С), все правые боковые поверхности периодической структуры второй обрабатываемой детали 50.2 будут окончательно обработаны, как это показано на фиг.3С позицией 54f (f означает окончательную обработку). Левые боковые поверхности были только предварительно обработаны, как это показано на фиг.3С позицией 53v (v означает предварительную "обработку). Все боковые режущие кромки 112, 113, и 114 вновь полностью используются во время третьей фазы механической обработки.
Теперь производят подвод инструмента 100 для зуботочения к четвертому относительному положению RP4 относительно второй обрабатываемой детали 50.2. Четвертое относительное положение RP4 идентично в показанном примере первому положению RP1 механической обработки, что становится очевидным при рассмотрении фиг.3А и 3D. При этом осевая линия ML расположена слева от воображаемого центра LM зазора, как в первом относительном положении RP1.
В четвертом относительном положении RP4 начинают четвертое действие обработки зуботочением (называемое четвертой фазой механической обработки) второй обрабатываемой детали 50.2. Во время четвертой фазы механической обработки будут окончательно обработаны те боковые поверхности 53, 54 периодической структуры второй обрабатываемой детали 50.2, которые ранее были только предварительно обработаны во время третьей фазы механической обработки. В показанном примере будут окончательно обработаны левые боковые поверхности, как это показано позицией 53f (f означает окончательную обработку) на фиг.3D. Используют все левые боковые режущие кромки 112 и полностью используют головные режущие кромки 114 во время четвертой фазы механической обработки. Правые боковые режущие кромки 113 при этом не используют.
Таким образом, во время изготовления первой обрабатываемой детали 50.1 и второй обрабатываемой детали 50.2 в соответствии с фиг.3A-3D, левые боковые режущие кромки 112 используют три раза, правые боковые режущие кромки 113 используют три раза, а головные режущие кромки используют четыре раза в одном зазоре 52 между зубьями, прорезаемом при помощи фрезы. Таким образом, боковые режущие кромки 112, 113 будут равномерно нагружены.
Более того, как это показано на фиг.3A-3D, правая боковая режущая кромка 113, левая боковая режущая кромка 112 и головная режущая кромка 114 предусмотрены на режущем зубе 111. В показанном примере головная режущая кромка 114 имеет ширину (в плоскости чертежа), которая ориентировочно соответствует половине ширины 55 основания зуба зазора 52 между зубьями, который нужно получить. Эти размеры показывают, что головная режущая кромка 114 используется два раза во время механической обработки первой обрабатываемой детали 50.1, в частности во время первой фазы механической обработки (фиг.3А) и второй фазы механической обработки (фиг.3В). Во второй обрабатываемой детали 50.2 головная режущая кромка 114 также используется два раза. В отличие от этого, если сделать ширину головной режущей кромки 114 больше, чем половина ширины основания получаемого зазора 52 между зубьями, то только часть головной режущей кромки 114 будут использована несколько раз, как это описано далее со ссылкой на фиг.4A-4D.
Теперь будет описан второй способ со ссылкой на фиг.4A-4D, который не только обеспечивает равномерную нагрузку на все правые боковые режущие кромки 113 и на все левые боковые режущие кромки 112 инструмента 100 для зуботочения. В этом случае производится также оптимизация использования головной режущей кромки 114 инструмента 100 для зуботочения. На фиг.4А и 4В показано зуботочение первой обрабатываемой детали 50.1, имеющей вращательно-симметричную, периодическую структуру, за счет использования инструмента 100 для зуботочения, а на фиг.4С и 4D показано зуботочение второй обрабатываемой детали 50.2, также имеющей вращательно-симметричную, периодическую структуру, за счет использования того же самого инструмента 100 для зуботочения.
Так как фиг.4A-4D по существу соответствуют фиг.3A-3D, то может быть сделана ссылка на описание фиг.3A-3D, так что далее будут обсуждаться только существенные различия между ними. Как это показано на фиг.4В и 4D, головная режущая кромка 114 имеет ширину, которая соответствует ориентировочно 2/3 ширины зазора 55 у основания зуба.
В первой фазе механической обработки, которая показана на фиг.4А, используют все боковые режущие кромки 112, 113 и полностью используют головную режущую кромку 114, как это показано жирной штриховой линией. На фиг.4А показано, что левая боковая поверхность 5 3f окончательно обработана, а правая боковая поверхность 54v предварительно обработана. Кроме того, основание зуба обработано по всей ширине головной режущей кромки 114.
На фиг.4В показано, что правая боковая поверхность 54f окончательно обработана во время второй фазы механической обработки. Кроме того, окончательно обработана ориентировочно правая треть ширины зазора 55 у основания зуба. Во второй фазе механической обработки, которая показана на фиг.4В, используют только правую боковую режущую кромку 113 и самое большее правую половину головной режущей кромки 114, что показано жирной пунктирной линией.
В третьей фазе механической обработки, на фиг.4С, вновь используют все боковые режущие кромки 112, 113 и всю головную режущую кромку 114, что показано жирной пунктирной линией. На фиг.4С показано, что правая боковая поверхность 54f окончательно обработана, а левая боковая поверхность 53v предварительно обработана. Кроме того, основание зуба обработано по всей ширине головной режущей кромки 114.
На фиг.4D показано, что левая боковая поверхность 5 3f окончательно обработана во время четвертой фазы механической обработки. Кроме того, окончательно обработана ориентировочно левая треть ширины зазора 55 у основания зуба. В четвертой фазе механической обработки, которая показана на фиг.4D, используют только левую боковую режущую кромку 112 и самое большее левую половину головной режущей кромки 114, что показано жирной пунктирной линией.
Таким образом, во время изготовления первой обрабатываемой детали 50.1 и второй обрабатываемой детали 50.2 в соответствии с фиг.4A-4D, левые боковые режущие кромки 112 используют три раза, правые боковые режущие кромки 113 используют три раза и головную режущую кромку используют три раза в одном зазоре 52 между зубьями, прорезаемом при помощи фрезы. Таким образом, боковые режущие кромки 112, 113 и головная режущая кромка 114 будут равномерно нагружены.
Режущий зуб 111 может быть частью инструмента 100 для зуботочения, выполненного как законченный инструмент, инструмент с фрезерными оправками или инструмент с режущими пластинами.
На фиг.5А и 5В показаны иллюстрации, которые ориентировочно соответствуют ситуации, показанной на фиг.3А и 3В.
На фиг.5А показан вид сверху в очень упрощенной форме секции обрабатываемой детали 50.1, с положением режущего зуба 111, когда он проходит через зазор 52 между зубьями. На фиг.5А и 5В показаны направление VR подачи, направление SR резания, местоположение режущего зуба 111 и схематичная форма режущей поверхности 121. Направление VR подачи идет в направлении зазора и состоит из осевой подачи и связанной с ней дифференциальной подачи обрабатываемой детали 50.1. Направление SR резания образует острый угол с направлением VR подачи. На фиг.5А схематично показан моментальный снимок, например, во время первой фазы механической обработки. Боковые режуще кромки 112, 113 и головная режущая кромка 114 показаны пунктиром на фиг.5А, так как эти элементы режущего зуба 111 скрыты материалом обрабатываемой детали 50.1. В показанный момент времени используются обе боковые режущие кромки 112, 113 и головная режущая кромка 114.
На фиг.5В схематично показан моментальный снимок, например, во время второй фазы механической обработки. Полностью видна боковая режущая кромка 112. Можно видеть только небольшую секцию боковой режущей кромки 113. Головная режущая кромка 114 на фиг.5В скрыта материалом обрабатываемой детали 50.1. Для лучшего понимания, на фиг.5А и 5В также показаны вспомогательные линии LM и ML значение которых было объяснено при описании фиг.3A-3D.
Из рассмотрения фиг.6, где показана секция второй обрабатываемой детали 50.2 во время зуботочения в соответствии с настоящим изобретением, можно понять, как фрезерная оправка 120, имеющая режущий зуб 111, направляется (посылается) через зазор 52 между зубьями. Инструмент 100 для зуботочения (называемый инструментом с фрезерными оправками), который показан на фиг.6, содержит основной корпус для приема множества фрезерных оправок 120. Однако здесь показана только одна фрезерная оправка 120 инструмента 100 для зуботочения.
Во всех вариантах осуществления, каждый режущий зуб 111 имеет режущую поверхность 121, причем все режущие поверхности 121 расположены преимущественно вращательно-симметрично на фронтальной плоскости или на фронтальной конической поверхности (факультативно с индивидуальным наклоном относительно предельной (торцевой) плоскости или конической поверхности на угол ступени) относительно оси R1 вращения инструмента 100.
Таким образом, режущие поверхности 121 расположены преимущественно вращательно-симметрично относительно оси R1 вращения инструмента 100 на фронтальной конической поверхности, которая может вырождаться в предельную плоскость.
Режущие поверхности 121 могут быть выполнены как плоские грани или как слегка изогнутые грани на режущих головках (на режущих зубьях 111). Режущие поверхности 121 также могут быть слегка изогнуты по дуге относительно опорной плоскости режущей поверхности.
В соответствии с настоящим изобретением, две оси R1 и R2 вращения всегда имеют наклон друг относительно друга. Таким образом, угол 2 пересечения осей всегда не равен нулю.
Инструменты 100 во время зуботочения преимущественно могут иметь наклон в направлении обрабатываемых деталей 50.1, 50.2 или в направлении от обрабатываемых деталей 50.1, 50.2. Этот наклон инструмента 100 является факультативным. Обычно его используют, чтобы избежать столкновения. Соответствующий угол наклона обозначен как 5. Касающиеся наклона подробности описаны, например, в находящейся на одновременном рассмотрении заявке ЕР 11167703.5, поданной 26 мая 2011 г.
Угол δ наклона преимущественно лежит в диапазоне от -30° до +30°.
На фиг.7 показан весьма схематично конический инструмент 100 для зуботочения, который может быть использован с углом δ наклона -20°. Как это показано на фиг.7, инструмент 100 для зуботочения представляет собой так называемый «инструмент с режущей головкой», который имеет основной корпус 110 (здесь в виде усеченного конуса), который снабжен режущими вставками, преимущественно в виде фрезерных оправок 120. Инструмент 100 для зуботочения установлен на станке 200 с использованием инструментального шпинделя 170, который показан здесь очень схематично. Инструмент 100 для зуботочения имеет контур столкновения (в виде формы периферии основного корпуса 110 режущей головки, содержащего фрезерные оправки 120), который выбран так, чтобы не происходило столкновение инструмента 100 для зуботочения с обрабатываемой деталью 50.1 или 50.2 во время зуботочения, несмотря на то что угол 5 наклона равен -20°.
Однако инструмент 100 для зуботочения также может иметь другую форму, как это показано, например, на фиг.8. На фиг.8 показан инструмент 100 для зуботочения, который имеет форму режущего диска (колеса). Это законченный инструмент, в котором режущие зубья 111 являются частью инструмента 100 для зуботочения. Инструмент 100 для зуботочения здесь имеет 24 режущих зуба 111, один из которых имеет позиционное обозначение на фиг.8. Основной корпус инструмента 100 для зуботочения здесь имеет форму диска в виде усеченного конуса. Один режущий зуб 111 показан с увеличением рядом с инструментом 100 для зуботочения. Боковые режущие кромки 112, 113, головная режущая кромка 114 и режущая поверхность 121 предусмотрены на этом режущем зубе 111.
На фиг.9А показан еще один инструмент 100 для зуботочения, который может быть использован в соответствии с настоящим изобретением. Режущие поверхности 121 режущих зубьев 111 здесь расположены на конической поверхности (имеющей факультативный наклон). На фиг.9В показан инструмент 100 для зуботочения, показанный на фиг.9А, в зацеплении с цилиндрической обрабатываемой деталью 50.1 или 50.2. Инструмент 100 для зуботочения здесь имеет наклон в направлении удаления от обрабатываемой детали 50.1, 50.2 со значительным углом 5 наклона. Здесь угол 5 наклона приблизительно равен 20°.
Инструмент 100 для зуботочения, показанный на фиг.9А и 9В, имеет форму конического зубчатого колеса с прямыми зубьями, причем зубья этого конического зубчатого колеса представляют собой режущие зубья 111. Режущие поверхности 121 расположены на торцевой стороне, имеющей меньший диаметр. Более точно, режущие поверхности 121 расположены на дополнительном конусе, то есть на конической поверхности (которая факультативно имеет наклон). Угол β1 винта показанного инструмента 100 для зуботочения равен 0°. В случае углов β1 винта, не равных 0°, соответствующий инструмент 100 для зуботочения имеет базовую форму конического зубчатого колеса с косыми зубьями.
На фиг.10А показан еще один инструмент 100 для зуботочения, который может быть использован в соответствии с настоящим изобретением. Режущие поверхности 121 режущих зубьев 111 здесь расположены на конической поверхности (имеющей факультативный наклон). На фиг.10В показан инструмент 100 для зуботочения, показанный на фиг.10А, в зацеплении с цилиндрической обрабатываемой деталью 50.1 или 50.2. Инструмент 100 для зуботочения здесь имеет наклон в направлении от обрабатываемой детали 50.1, 50.2, со значительным углом δ наклона. Здесь угол δ наклона приблизительно равен -18°.
Инструмент 100 для зуботочения, показанный на фиг.10А и 10В, имеет форму конического зубчатого колеса с прямыми зубьями, причем зубья этого конического зубчатого колеса представляют собой режущие зубья 111. Режущие поверхности 121 здесь расположены на торцевой стороне, имеющей больший диаметр. Более точно, режущие поверхности 121 расположены на дополнительном конусе, то есть на конической поверхности (которая факультативно имеет наклон). Угол β1 винта показанного инструмента 100 для зуботочения равен 0°. В случае углов β1 винта, не равных 0°, соответствующий инструмент 100 для зуботочения имеет базовую форму конического зубчатого колеса с косыми зубьями.
На фиг.11 схематично показан вид в перспективе части так называемого «внутреннего кольца» 100 зуботочения во время внутреннего зуботочения обрабатываемой детали 50.1 или 50.2 с прямыми зубьями, причем показаны только несколько фрезерных оправок 120 внутреннего кольца 100 зуботочения. Зубья 51, или зазоры 52 между зубьями 51, уже почти полностью образованы на обрабатываемой детали 50.1, 50.2 с прямыми зубьями. Основной корпус в виде кольца внутреннего кольца 100 зуботочения здесь не показан. Из рассмотрения фиг.11 можно понять, как узкие валы (показанные здесь в виде прямоугольников) фрезерных оправок 120 могут быть расположены безо всяких проблем или столкновений в основном корпусе в виде кольца. Режущие зубья 111 и режущие поверхности 121 выполнены на всех фрезерных оправках 120 на фиг.11. Режущие поверхности 121 режущих зубьев 111 имеют небольшой наклон относительно предельной плоскости в показанном примере.
Подробности относительно соответствующего способа внутреннего зуботочения описаны, например, в находящейся на одновременном рассмотрении заявке ЕР 11173901.7, поданной 14 июля 2011 г.
Показанный на фиг.12 станок 200, который предназначен для чередующегося полузавершающего зуботочения в соответствии с настоящим изобретением, имеет устройство 201 ЧПУ типа CNC, которое позволяет сочленять оси R1 и R2 или производить координацию движения осей, соответственно. Устройство ЧПУ типа CNC 201 может быть частью станка 200 или может быть расположено снаружи и соединено при помощи соединения 202 связи со станком 200. Таким образом, станок 200 содержит так называемую "электронную зубчатую передачу" и соответственно "электронное или программируемое сопряжение осей" для того, чтобы осуществлять движение VB подачи инструмента 100 для зуботочения относительно обрабатываемой детали 50.1 или 50.2 (обрабатываемая деталь 50.1 или 50.2 представляет собой обрабатываемую деталь с внутренними зубьями в показанном примере). Сопряженное движение инструмента 100 для зуботочения и обрабатываемой детали 50.1, 50.2 осуществляют так, что во время различных фаз механической обработки создают относительное движение между инструментом 100 для зуботочения и обрабатываемой деталью 50.1, 50.2, которое соответствует относительным движениям косозубой цилиндрической зубчатая передачи. Электронная зубчатая передача и, соответственно, электронное или программируемое сопряжение осей обеспечивают синхронизацию скоростей вращения по меньшей мере двух осей станка 200. В этом случае, по меньшей мере ось R1 вращения инструментального шпинделя 170 связана с осью R2 вращения шпинделя 180 обрабатываемой детали. Кроме того, ось R1 вращения инструментального шпинделя 170 преимущественно сопряжена с осевым движением VB подачи в направлении R2 во всех вариантах осуществления. Это осевое движение VB подачи получают в результате наложения движений 204 (вертикально) и 208 (горизонтально). Кроме того, шпиндель 180 обрабатываемой детали может линейно смещаться при помощи (поворотной) каретки 205 параллельно оси SA поворота, как это показано двойной стрелкой 206. Более того, (поворотная) каретка 205 содержит инструментальный шпиндель 180, так что обрабатываемая деталь 50.1, 50.2 может совершать поворот вокруг оси SA поворота, как это показано двойной стрелкой 207. Угол ∑ пересечения осей может быть задан за счет поворота вокруг оси SA поворота. Промежуток между осями R1 и R2 вращения может быть задан за счет линейного движения 206 смещения.
Преимущественно используют станок 200, который имеет вертикальное расположение, как это показано на фиг.12. При таком вертикальном расположении, инструмент 100 для зуботочения, установленный в инструментальном шпинделе 170, может быть расположен над обрабатываемой деталью 50.1, 50.2, установленной в шпинделе 180 обрабатываемой детали, или наоборот. Стружка, которая образуется при зуботочения, падает вниз под действием силы тяжести и может быть удалена при помощи соответствующих средств, например, с использованием поддона для стружки (не показан).
Кроме того, станок 200, который предназначен для зуботочения в соответствии с настоящим изобретением, обеспечивает правильные комплексные геометрические и кинематические установки станка и движения вышеупомянутых осей. Станок 200 преимущественно имеет шесть осей во всех вариантах осуществления. Предпочтительными являются следующие движения осей:
- вращение инструмента 100 для зуботочения вокруг первой оси вращения R1;
- сопряженное вращение обрабатываемой детали 50.1, 50.2 вокруг второй оси R2 вращения;
движение поворота вокруг оси SA поворот;
линейное вертикальное движение параллельно 204;
линейное горизонтальное движение параллельно 206;
линейное горизонтальное движение параллельно 208.
Описанный способ зуботочения может быть использован при сухом или мокром зуботочении всех вариантах осуществления, причем использование сухого зуботочения является предпочтительным.
Спектр использования описанного способа зуботочения является широким и простирается в область изготовления самых различных вращательно-симметричных периодических структур.
Список позиционных обозначений



| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ СНЯТИЕМ СТРУЖКИ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2602580C2 |
| ИНСТРУМЕНТ И СПОСОБ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ | 2020 |
|
RU2800152C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| ИНСТРУМЕНТ ДЛЯ ЗУБОТОЧЕНИЯ | 2019 |
|
RU2751204C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ чистовой обработки эвольвентных профилей зубьев зубчатых колес | 1982 |
|
SU1098143A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |



Способ предназначен для обработки зуботочением зубчатого колеса. Две боковые поверхности зуба обрабатывают с использованием разных установок, но с использованием одного и того же инструмента, непрерывно за счет применения чередующегося подхода полузавершения. Свойством подхода полузавершения является то, что все левые боковые режущие кромки инструмента используют два раза, в то время как правые боковые режущие кромки используют только один раз. Один и тот же инструмент используют для изготовления зубьев зубчатого колеса, так что боковые режущие кромки, которые ранее подвергались более сильной нагрузке во время изготовления первой обрабатываемой детали, затем используют менее часто в следующих операциях. Это достигают за счет того, что другие боковые режущие кромки используют менее сильно или менее часто во время изготовления второй обрабатываемой детали. Технический результат: повышение стойкости инструмента. 2 н. и 9 з.п. ф-лы, 12 ил.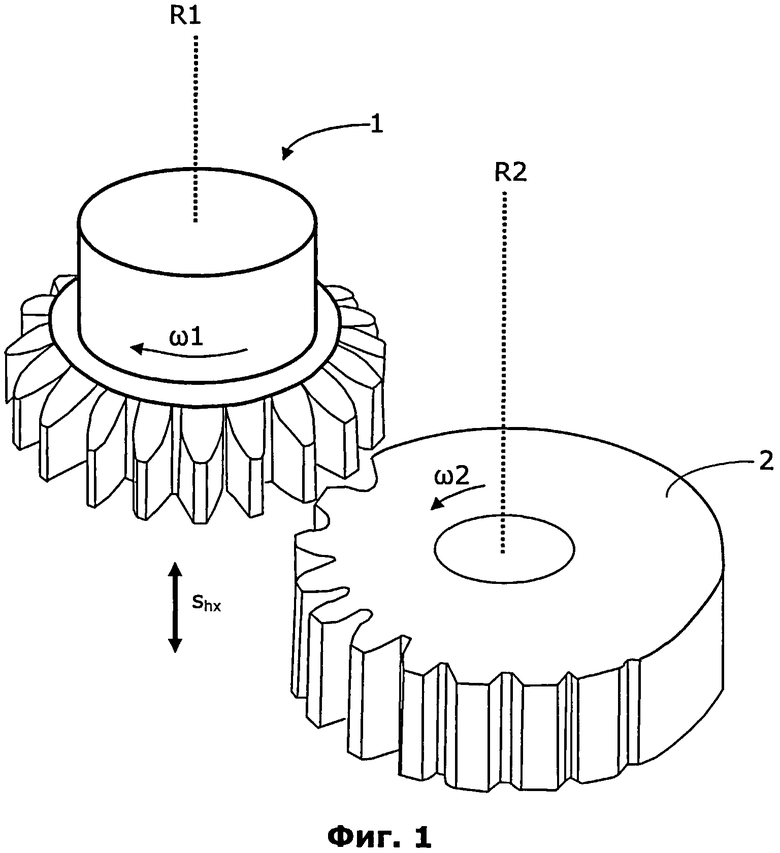
1. Способ зуботочения первой обрабатываемой детали (50.1) и второй обрабатываемой детали (50.2), которые имеют вращательно-симметричные, периодические структуры, который включает в себя следующие операции:
- использование первой обрабатываемой детали (50.1),
- подвод инструмента (100) для зуботочения к первому относительному положению (RP1) относительно первой обрабатываемой детали (50.1),
- осуществление первого действия обработки зуботочением первой обрабатываемой детали (50.1), при котором все правые боковые поверхности (54) или все левые боковые поверхности (53) периодической структуры первой обрабатываемой детали (50.1) будут окончательно обработаны, а соответствующие другие боковые поверхности (53; 54) будут предварительно обработаны,
- подвод инструмента (100) для зуботочения ко второму относительному положению (RP2) относительно первой обрабатываемой детали (50.1),
- осуществление второго действия обработки зуботочением первой обрабатываемой детали (50.1), при котором будут окончательно обработаны боковые поверхности (53; 54) периодической структуры первой обрабатываемой детали (50.1), которые ранее были только предварительно обработаны во время первого действия обработки зуботочением,
- использование второй обрабатываемой детали (50.2),
- подвод инструмента (100) для зуботочения к третьему относительному положению (RP3) относительно второй обрабатываемой детали (50.2),
- осуществление третьего действия обработки зуботочением второй обрабатываемой детали (50.2), при котором:
- все правые боковые поверхности (54) периодической структуры второй обрабатываемой детали (50.2) будут окончательно обработаны и все левые боковые поверхности (53) будут предварительно обработаны, если все левые боковые поверхности (53) периодической структуры были окончательно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали (50.1),
- или все левые боковые поверхности (53) периодической структуры второй обрабатываемой детали (50.2) будут окончательно обработаны и все правые боковые поверхности (54) будут предварительно обработаны, если все правые боковые поверхности (54) периодической структуры были предварительно обработаны во время осуществления первого действия обработки зуботочением на первой обрабатываемой детали (50.1),
- подвод инструмента (100) для зуботочения к четвертому относительному положению (RP4) относительно второй обрабатываемой детали (50.2),
- осуществление четвертого действия обработки зуботочением второй обрабатываемой детали (50.2), при котором будут окончательно обработаны боковые поверхности (53; 54) периодической структуры второй обрабатываемой детали (50.2), которые ранее были только предварительно обработаны во время третьего действия обработки зуботочением.
2. Способ по п. 1, в котором как первое действие обработки зуботочением, так и второе действие обработки зуботочением первой обрабатываемой детали (50.1) включает в себя следующие операции:
- вращение инструмента (100) для зуботочения вокруг первой оси (R1) вращения,
- сопряженное вращение первой обрабатываемой детали (50.1) вокруг второй оси (R2) вращения, и
- осуществление движения (VB) осевой подачи инструмента (100) для зуботочения относительно первой обрабатываемой детали (50.1) в направлении, параллельном второй оси (R2) вращения.
3. Способ по п. 1 или 2, в котором как третье действие обработки зуботочением, так и четвертое действие обработки зуботочением второй обрабатываемой детали (50.2) включает в себя следующие операции:
- вращение инструмента (100) для зуботочения вокруг первой оси вращения (R1),
- сопряженное вращение второй обрабатываемой детали (50.2) вокруг второй оси (R2) вращения, и
- осуществление движения осевой подачи (VB) инструмента (100) для зуботочения относительно второй обрабатываемой детали (50.2) в направлении, параллельном второй оси (R2) вращения.
4. Способ по п. 1 или 2, отличающийся тем, что используют инструмент (100) для зуботочения, содержащий множество режущих зубьев (111), причем каждый из режущих зубьев (111) имеет первую боковую режущую кромку (113) для обработки правых боковых поверхностей (54), вторую боковую режущую кромку (112) для обработки левых боковых поверхностей (53), и головную режущую кромку (114), которая лежит в переходной области между первой боковой режущей кромкой (113) и второй боковой режущей кромкой (112).
5. Способ по п. 4, отличающийся тем, что действия обработки зуботочением первой обрабатываемой детали (50.1) и второй обрабатываемой детали (50.2) осуществляют так, что число врезов, которое осуществляют с использованием первых боковых режущих кромок (113) и число врезов, которое осуществляют с использованием вторых боковых режущих кромок (112), ориентировочно равны друг другу.
6. Способ по п. 4, отличающийся тем, что головная режущая кромка (114) инструмента для зуботочения имеет ширину, которая меньше, чем ширина зазора у основания (55) зуба зазоров (52), которые должны быть закончены на первой обрабатываемой детали (50.1) и на второй обрабатываемой детали (50.2), причем головная режущая кромка (114) преимущественно имеет ширину, которая меньше чем 2/3 ширины зазора у основания (55) зуба или равна ей.
7. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере два относительных положения (RP1, RP2, RP3, RP4) отличаются по углу вращения первой обрабатываемой детали (50.1) или второй обрабатываемой детали (50.2).
8. Способ по п.1 или 2, отличающийся тем, что второе относительное положение (RP2) соответствует третьему относительному положению (RP3), а первое относительное положение (RP1) соответствует четвертому относительному положению (RP4).
9. Способ по п.1 или 2, отличающийся тем, что действия обработки зуботочением осуществляют на незакаленных обрабатываемых деталях (50.1, 50.2).
10. Станок (200) для зуботочения деталей, содержащий вращающий инструмент (100) для зуботочения и устройство (201) числового программного управления типа CNC, запрограммированное для осуществления способа зуботочения по одному из пп. 1-9.
11. Станок по п. 10, отличающийся тем, что он содержит программный модуль, запрограммированный так, чтобы чередующийся подход полузавершения при зуботочении был предварительно задан с возможностью обеспечения возможно более равномерной режущей нагрузки на режущие кромки (112, 113, 114) инструмента (100) для зуботочения.
| US 5174699 A, 29.12.1992 | |||
| Обкаточный резец | 1973 |
|
SU715245A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1984 |
|
SU1349114A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |

