ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области радиационного материаловедения и может быть использовано в технологических циклах получения полуфабрикатов сплавов на основе ванадия, легированных элементами IV (Zr, Ti), V (Ta) и VI (Cr, W) групп Периодической системы элементов и содержащих элементы внедрения (C, O, N) в количестве не менее 0.04 вес. %, используемых в качестве конструкционных материалов в ядерных реакторах деления и синтеза с разными типами теплоносителей (Li, Na, Pb, Pb-Li, Pb-Bi, FLiBe, FLiNaK, He), работающих в условиях облучения, повышенных температур и коррозионных сред, в частности, в качестве оболочек тепловыделяющих элементов реакторов на быстрых нейтронах, элементов бланкета термоядерных реакторов.
УРОВЕНЬ ТЕХНИКИ
Известен способ получения листа сплава V-4Ti-4Cr, включающий прокатку слитка при комнатной температуре со степенью деформации 95% и последующие отжиги в вакууме 10-6 Торр при Т = (600-1100)°С в течение 1 часа (A. Nishimura, A. Iwahori, N.J. Heo. T. Nagasaka, T. Muroga, S.-I. Tanaka. Effect of precipitation and solution behavior of impurities on mechanical properties of low activation vanadium alloy // Journal of Nuclear Materials 329-333 (2004) 438-441. (Proceedings of the Eleventh International Conference on Fusion Reactor Materials (ICFRM-11). Kyoto, Japan, December, 2003.)).
Известен способ обработки сплавов V-4Ti-4Cr, включающий гомогенизирующий отжиг в вакууме 2 × 10-5 Торр при Т = 1400°С в течение 1 часа, термообработки на воздухе, вакуумный длительный отжиг для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава и термообработка в вакууме при 1400°С в течение 1 часа, обеспечивающая однородное распределение кислорода по толщине образца. После указанных выше операций проводятся 3 цикла термомеханической обработки, состоящие из деформации прокаткой с обжатием ε≈30 – 50% при комнатной температуре и отжига при T = (450 ÷ 700)°С в течение 1 часа. На заключительном этапе производится ступенчатая термообработка при последовательном повышении температуры с 800°C до 1000°C. На каждом шаге время отжига составляет один час. (Потапенко М.М., Чернов В.М., Дробышев В.А., Кравцова М.В., Кудрявцева И.Е., Дегтярёв Н.А., Овчинников С.В., Тюменцев А.Н., Дитенберг И.А., Пинжин Ю.П., Коротаев А.Д. Микроструктура и механические свойства сплава V–4Ti–4Cr в зависимости от режимов химико-термической обработки. ВАНТ. Сер. Термоядерный синтез, 2014, т. 37, вып. 1, стр. 13-17.).
Недостатками вышеперечисленных аналогов является малая объемная доля и значительная неоднородность распределения упрочняющих частиц второй фазы, что приводит к низкой эффективности дисперсного упрочнения, низкая термическая стабильность частиц второй фазы в сочетании с неэффективным в таком случае при повышенных температурах совместным дисперсным и субструктурным упрочнением приводят к снижению температуры рекристаллизации, и, как следствие, снижению прочностных свойств.
Наиболее близким по технической сущности решением, выбранным в качестве прототипа, является комбинированный способ обработки сплавов ванадия, раскрытый в патенте РФ (№2605015 С1, RU, МПК C22F 1/18 (2006.01), C22C 27/02 (2006.01) Комбинированный способ обработки сплавов ванадия / Дитенберг И.А., Тюменцев А.Н., Смирнов И.В., Гриняев К.В., Пинжин Ю.П., Коротаев А.Д., Чернов В.М., Потапенко М.М., Дробышев В.А., ФГАОУВО НИ ТГУ, ФГБУН ИФПМ СО РАН, АО "ВНИИНМ" – № 2015126926/02. Заявл. 07.07.2015. Опубл. 20.12.2016, Бюл. № 35.), включающий: гомогенизацию при температуре 1400°С в течение 1 часа, многократную термомеханическую обработку «пластическая деформация прокаткой с обжатием ε≈30 – 50% + отжиг при T = (450 ÷ 700)°С в течение 1 часа», диффузионное легирование сплавов кислородом и заключительный стабилизирующий отжиг при температуре 1000 – 1100°С. Диффузионное легирование, включает в себя термообработку заготовок на воздухе при температуре не более 700°C, при этом длительность термообработки варьируется от 1 минуты и более, и вакуумный (2 × 10-5 Торр) отжиг в интервале (450 ÷ 750)°C в течение нескольких часов для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава. На заключительном этапе производится стабилизирующая ступенчатая термообработка при последовательном повышении температуры 1000°C, 1 час + 1100°C, 1 час.
Недостатком прототипа является относительно невысокая термическая стабильность микроструктуры, обуславливающая недостаточную жаропрочность обработанного материала при температурах, превышающих 1000°C.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка способа обработки ванадиевых сплавов с использованием внутреннего окисления с деформационной стимуляцией, обеспечивающего увеличение объемной доли мелкодисперсной фазы, формирование градиентного структурно-фазового состояния и повышение эффективности мультипликативного эффекта дисперсного и субструктурного типов упрочнения.
Технический результат – получение более высоких значений жаропрочности и жаростойкости ванадиевых сплавов, легированных элементами IV (Zr, Ti), V (Ta) и VI (Cr, W) групп Периодической системы элементов.
Поставленная задача решается тем что, как и известный предлагаемый в настоящем изобретении способ, включает:
– гомогенизацию,
– многократную термомеханическую обработку «пластическая деформация + отжиг»,
– диффузионное легирование сплавов кислородом и
– заключительный стабилизирующий отжиг.
Новым является то, что диффузионное легирование кислородом проводится в несколько этапов и чередуется с деформационными обработками, стимулирующими проникновение кислорода в объем материала.
В частности, заготовки сплава после гомогенизирующего отжига в интервале температур 1000 ÷ 1500°C в течение 1 часа подвергают трём (или более) циклам термомеханической обработки, состоящих из деформации прокаткой с обжатием ε≈30 – 50 % при комнатной температуре и отжига при T = 450 ÷ 700°C в течение 1 часа.
Стабилизация сформированного структурного состояния проводится отжигом в вакууме при 1000 C в течение часа.
Затем следует несколько (не менее трёх) циклов чередования стимулирующей деформационной обработки прокаткой с обжатием ε≈10 – 20% и диффузионного легирования кислородом.
Диффузионное легирование кислородом состоит из термообработки на воздухе при температуре T = 450 ÷ 700°C, приводящей к образованию поверхностных окисных пленок V2O5, и серии вакуумных (2 × 10-5 Торр) отжигов в интервале 450 ÷ 1000°C в течение нескольких часов для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава.
При этом, в зависимости от элементного и фазового состава обрабатываемого сплава и требуемой концентрации кислорода, длительность термообработок на воздухе варьируется от 1 до 30 минут.
На заключительном этапе следует стабилизирующая вакуумная термообработка в интервале 1000 ÷ 1200°C.
В результате термомеханической обработки в сплавах ванадия формируется гетерофазное структурное состояние, характеризуемое высокой плотностью дефектов кристаллического строения и формированием мелкодисперсных частиц на основе фаз внедрения. Последующее легирование кислородом позволяет сформировать в материале однородное распределение мелкодисперсных частиц оксидной фазы и реализовать эффективное совместное дисперсное и субструктурное упрочнение. Деформационная стимуляция между циклами диффузионного легирования кислородом обеспечивает поддержание постоянной высокой плотности дефектов, увеличивающих диффузию кислорода в материал, и играет важнейшую роль для формирования градиентного структурно-фазового состояния.
ИЗОБРЕТЕНИЕ ПОЯСНЯЕТСЯ ГРАФИЧЕСКИМИ МАТЕРИАЛАМИ
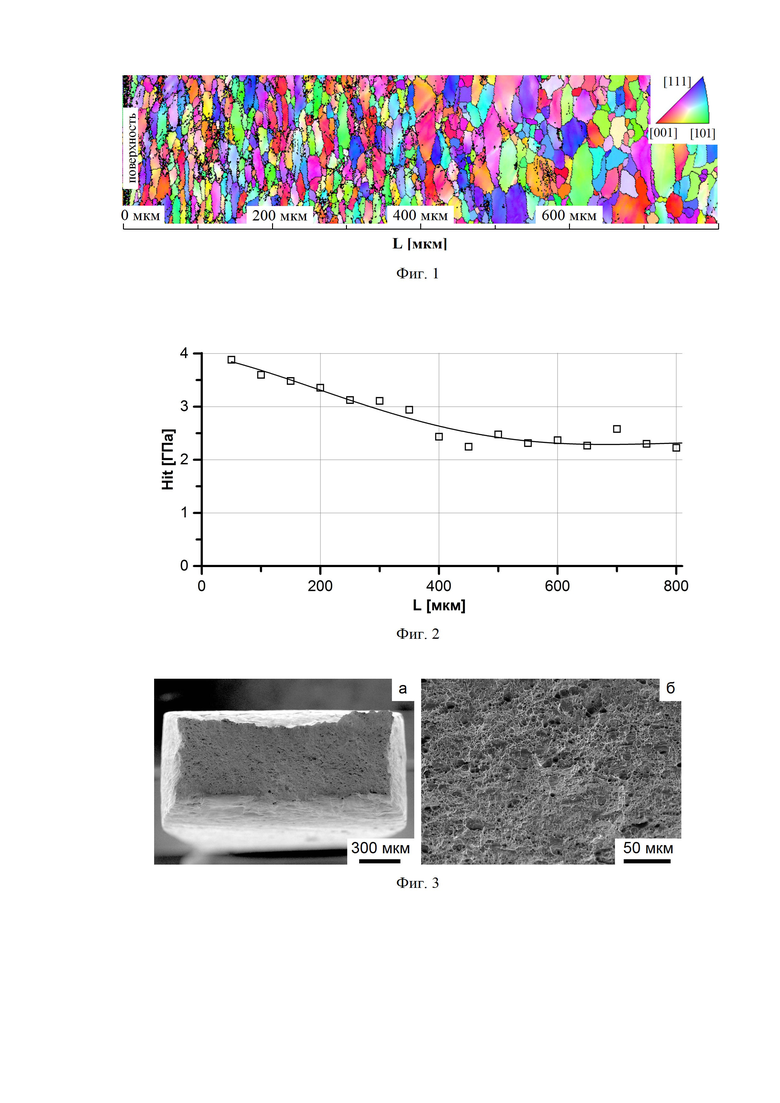
На фиг. 1 представлена микроструктура сплава V-Cr-Ta-Zr после предлагаемого режима обработки Стабилизирующий отжиг при 1000°C. РЭМ. Electron backscatter diffraction (EBSD).
На фиг. 2 приведено распределение микротвёрдости по расстоянию от поверхности образца сплава V-Cr-Ta-Zr после предлагаемого режима обработки. Стабилизирующий отжиг при 1000°C.
На фиг. 3 приведены фрактограммы сплава V-Cr-Ta-Zr при разных увеличениях после предлагаемого режима обработки и растяжения при 800°C. Стабилизационный отжиг при 1100°C. РЭМ.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Примеры конкретного осуществления изобретения приведены ниже:
Пример 1
Заготовки сплава V-6,8Cr-6,1Ta-0,79Zr после гомогенизирующего отжига при температуре 1400°С и 3-х циклов термомеханической обработки, состоящих из деформации прокаткой с обжатием ε≈30% при комнатной температуре и отжига при T = 550°С в течение 1 часа, стабилизируют отжигом в вакууме при 1000°С в течение часа.
Затем следуют три цикла чередования деформационной обработки прокаткой с обжатием ε≈20%, термообработок на воздухе при Т = 550°С, 30 минут и вакуумных (2 × 10-5 Торр) отжигов при 600°С в течение 10 часов.
На заключительном этапе производится термообработка при температуре 1200°C, 1 час.
Пример 2
Заготовки сплава V-4,23Cr-7,56W-1,69Zr после гомогенизирующего отжига при температуре 1400°C и 3-х циклов термомеханической обработки, состоящих из деформации прокаткой с обжатием ε≈50% при комнатной температуре и отжига при T = 550°C в течение 1 часа, стабилизируют отжигом в вакууме при 1000°C в течение часа.
Затем следуют пять циклов чередования деформационной обработки прокаткой с обжатием ε≈10%, термообработок на воздухе при Т = 700°C, 5 минут и вакуумных (2 × 10-5 Торр) отжигов при 1000°C в течение 5 часов.
На заключительном этапе производится термообработка при температуре 1100°C, 1 час.
На фиг. 1 представлена формирующаяся в результате предлагаемой обработки градиентная структура сплава V-Cr-Ta-Zr. На карте ориентаций хорошо заметно, что приповерхностные слои, характеризуемые наиболее высоким содержанием кислорода и, соответственно, мелкодисперсных оксидных частиц, после стабилизирующего отжига при 1000°C не только не были подвержены рекристаллизации, но и сохраняют градиентную окраску. Такое поведение свидетельствует о высокой термической стабильности сформированных структурных состояний. Измерения микротвёрдости (фиг. 2) при удалении от поверхности образца хорошо коррелируют с результатами структурных исследований. Необходимо отметить, что именно формирование градиентного структурного состояния обеспечивает плавное изменение микротвёрдости материала, что положительным образом сказывается и на механическом поведении образцов на макромасштабном уровне. Изучение фрактограмм растянутых при разных температурах образцов показало, что изломы имеют однородную структуру и характеризуются вязким характером разрушения (фиг. 3).
Прочностные характеристики материала после предлагаемой обработки существенно повышаются (таблица 1). В частности, сплав V-Cr-Ta-Zr после применения представленного метода и стабилизации при 1100°C обладает пределом текучести ~340 МПа при 800°C, а стабилизация при 1000°C позволяет увеличить предел текучести при 800°C до ~430 МПа, что более чем в два раза превышает прочностные характеристики при этой температуре для наиболее известной системы ванадиевых сплавов V-4Ti-4Cr. Необходимо отметить, что рассматриваемый в качестве примера сплав V-Cr-Ta-Zr до обработки обладал существенно худшими прочностными характеристиками по сравнению со сплавом V-Cr-W-Zr, рассматриваемом в прототипе.
Применение предлагаемой обработки до сопоставимых концентраций кислорода уже позволяет превзойти результат прототипа, а испытания при 1000°C свидетельствуют о высоком потенциале и перспективности предлагаемого способа.
К преимуществам изобретения следует отнести то, что представленный метод позволяет сформировать в объеме материала высокодефектное градиентное состояние, стабилизированное мелкодисперсными частицами оксидной фазы и высокой концентрацией кислорода в твёрдом растворе, в результате чего структура материала остаётся стабильной даже после термообработок при 1200°C. В результате применения предложенного способа повышаются значения прочностных характеристик при сохранении приемлемого запаса пластичности образцов обрабатываемых сплавов, а приемлемый уровень прочностных характеристик сохраняется при температурах, достигающих 1000°C. Формирующиеся в процессе обработки частицы второй фазы характеризуются высокой термической стабильностью. Предлагаемый способ позволяет производить контролируемое изменение концентрации кислорода и объемной доли частиц второй фазы для обеспечения наиболее эффективной реализации мультипликативных эффектов дисперсного, твердорастворного и субструктурного упрочнения. Кроме того, формирование такого состояния позволяет значительно уменьшить негативное воздействие агрессивной среды жидкометаллических теплоносителей.
Эти результаты свидетельствуют о высокой эффективности разрабатываемого способа обработки сплавов ванадия, легированных элементами IVB группы Периодической системы, для повышения высокотемпературной прочности сплавов и существенного расширения интервала их рабочих температур.
Таблица 1 – Пределы текучести (σ0.1), прочности (σВ) и величины относительного удлинения до разрушения (δ) (средние значения) сплавов систем V-Cr-W-Zr (прототип), V-Ti-Cr и V-Cr-Ta-Zr в зависимости от режимов обработки.
Т = 20°C
Т = 800°C
Т = 900°C
Т = 1000°C
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2605015C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ВАНАДИЕВЫХ СПЛАВОВ | 2016 |
|
RU2644832C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2623848C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВАНАДИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ ХРОМОМ И ТИТАНОМ | 2011 |
|
RU2463377C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ | 2007 |
|
RU2360012C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ СИСТЕМЫ V-4Тi-4Cr | 2010 |
|
RU2445400C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| СТАЛЬНОЙ ПРОДУКТ СО СРЕДНИМ СОДЕРЖАНИЕМ МАРГАНЦА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2728054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЛИ ЛИСТА ИЗ, ПО СУЩЕСТВУ, ЭКВИАТОМНОГО СПЛАВА FeCo И МАГНИТНАЯ ДЕТАЛЬ, ВЫРЕЗАННАЯ ИЗ НЕГО | 2020 |
|
RU2824380C1 |
| Способ изготовления горячей или холодной полосы и/или гибко-катаного плоского стального продукта из высокопрочной марганцевой стали и плоский стальной продукт, изготовленный таким способом | 2017 |
|
RU2749270C2 |
Изобретение относится к области радиационного материаловедения и может быть использовано в технологических циклах получения полуфабрикатов сплавов на основе ванадия, используемых в качестве конструкционных материалов в ядерных реакторах деления и синтеза с разными типами теплоносителей. Способ обработки заготовки из ванадиевых сплавов системы V-Cr-Ta-Zr включает гомогенизирующий отжиг, многократную термомеханическую обработку путем деформации прокаткой при комнатной температуре с обжатием ε=30-50% и отжига при температуре 450-700°С в течение 1 часа, стабилизирующий отжиг в вакууме, последующее диффузионное легирование кислородом путем сначала термообработки заготовки на воздухе в интервале температур 450-700°С длительностью от 1 до 30 минут и затем проведение отжигов в вакууме 2×10-5 Торр при температуре 450-1000°С в течение времени, необходимого для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава и окончательную стабилизирующую термообработку в вакууме при температуре 1000-1200°С. Диффузионное легирование кислородом проводят по меньшей мере в три этапа, чередуя его с деформационной обработкой путем прокатки при комнатной температуре с обжатием ε=10–20%. Обеспечивается получение высоких значений жаропрочности и жаростойкости ванадиевых сплавов. 1 з.п. ф-лы, 1 табл., 2 пр., 3 ил.
1. Способ обработки заготовки из ванадиевых сплавов системы V-Cr-Ta-Zr, включающий гомогенизирующий отжиг, многократную термомеханическую обработку путем деформации прокаткой при комнатной температуре с обжатием ε=30-50% и отжига при температуре 450-700°C в течение 1 часа, стабилизирующий отжиг в вакууме, последующее диффузионное легирование кислородом путем сначала термообработки заготовки на воздухе в интервале температур 450-700°C длительностью от 1 до 30 минут и затем проведение отжигов в вакууме 2×10-5 Торр при температуре 450-1000°C в течение времени, необходимого для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава, и окончательную стабилизирующую термообработку в вакууме при температуре 1000-1200°C, отличающийся тем, что диффузионное легирование кислородом проводят по меньшей мере в три этапа, чередуя его с деформационной обработкой путем прокатки при комнатной температуре с обжатием ε=10–20%.
2. Способ по п. 1, отличающийся тем, что гомогенизирующий отжиг осуществляют в интервале температур 1000-1500°С в течение 1 часа.
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2605015C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ВАНАДИЕВЫХ СПЛАВОВ | 2016 |
|
RU2644832C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2623848C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ | 2007 |
|
RU2360012C1 |
| CN 106929728 A, 07.07.2017 | |||
| CN 106756375 B, 18.05.2018 | |||
| CN 106435318 A, 22.02.2017. | |||

