Изобретение относится к области радиационного материаловедения и может быть использовано в технологических циклах получения полуфабрикатов сплавов на основе ванадия, легированных элементами IVB группы Периодической системы (Ti, Zr, Hf), другими элементами замещения (Cr, W) и содержащих элементы внедрения (С, О, N) в количестве не менее 0.04 вес. %, используемых в качестве конструкционных материалов в реакторах деления и синтеза, работающих в условиях облучения и повышенных температур, в частности в качестве оболочек тепловыделяющих элементов реакторов на быстрых нейтронах, элементов экспериментального модуля ДЕМО-РФ в реакторе ИТЕР.
Известен способ получения листа сплава V-4Ti-4Cr, включающий прокатку слитка при комнатной температуре со степенью деформации 95% и последующие отжиги в вакууме 10-4 Па при Т=(600-1100)°С в течение 1 часа (A. Nishimura, A. Iwahori, N.J. Heo. Т. Nagasaka, Т. Muroga, S.-I. Tanaka. Effect of precipitation and solution behavior of impurities on mechanical properties of low activation vanadium alloy // Journal of Nuclear Materials 329-333 (2004) 438-441. (Proceedings of the Eleventh International Conference on Fusion Reactor Materials (ICFRM-11). Kyoto, Japan, December, 2003)).
Известен способ обработки сплавов V-4Ti-4Cr, включающий гомогенизирующий отжиг в вакууме 2×10-5 Торр при Т=1400°С в течение 1 часа, термообработки на воздухе, вакуумный длительный отжиг для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава и термообработку в вакууме при 1400°С в течение 1 часа, обеспечивающую однородное распределение кислорода по толщине образца. После указанных выше операций проводятся 3 цикла термомеханической обработки, состоящие из деформации прокаткой с обжатием ε≈30-50% при комнатной температуре и отжига при Т=(450÷700)°С в течение 1 часа. На заключительном этапе производится ступенчатая термообработка при последовательном повышении температуры с 800°С до 1000°С. На каждом шаге время отжига составляет один час.(Потапенко М.М., Чернов В.М., Дробышев В.А., Кравцова М.В., Кудрявцева И.Е., Дегтярев Н.А., Овчинников С.В., Тюменцев А.Н., Дитенберг И.А., Пинжин Ю.П., Коротаев А.Д. Микроструктура и механические свойства сплава V-4Ti-4Cr в зависимости от режимов химико-термической обработки. ВАНТ. Сер. Термоядерный синтез, 2014, т. 37, вып. 1, стр. 13-17).
Недостатками представленных аналогов является значительная неоднородность распределения и малая объемная доля упрочняющих частиц, и, как следствие, недостаточная жаропрочность обработанного материала.
Наиболее близким по технической сущности решением, выбранным в качестве прототипа, является способ термомеханической обработки сплавов на основе ванадия, легированных элементами IVA группы Периодической системы и содержащих элементы внедрения (С, О, N) в количестве не менее 0.04 вес. %. Заготовки материалов подвергаются отжигу при температуре, превышающей температуру растворимости вторичных фаз, после чего осуществляется многократная термомеханическая обработка с применением метода многократного всестороннего прессования «деформация + отжиг» с заключительным стабилизирующим отжигом при Т=(950-1100)°С. Суммарная величина истинной логарифмической деформации достигает значений не менее e≥2. Патент на изобретение №2360012 C1 RU, МПК C21D 8/00 (2006.01). Способ термомеханической обработки сплавов на основе ванадия / Тюменцев А.Н., Коротаев А.Д., Пинжин Ю.П., Дитенберг И.А., Овчинников С.В., Литовченко И.Ю., Чернов В.М., Потапенко М.М., Крюкова Л.М., Дробышев В.А., ГОУ ВПО «Томский государственный университет» (RU), НИУ Институт физики прочности и материаловедения СО РАН (RU), ФГУП ВНИИ неорганических материалов им. А.А. Бочвара (RU) - №2007136404/02. Заявл. 01.10.2007. Опубл. 27.06.2009 Бюл. №18.
Недостатком прототипа является малая объемная доля частиц второй фазы, формирующаяся в объеме материалов, что приводит к низкой эффективности дисперсного упрочнения. Низкая термическая стабильность частиц второй фазы в сочетании с неэффективным в таком случае при повышенных температурах совместным дисперсным и субструктурным упрочнением способствуют снижению температуры рекристаллизации и, как следствие, снижению прочностных свойств.
Задачей настоящего изобретения является разработка способа получения заготовок сплавов ванадия, обеспечивающего контролируемое увеличение объемной доли мелкодисперсной фазы с однородным распределением и повышение эффективности дисперсного упрочнения за счет увеличения в ванадиевых сплавах содержания элементов внедрения, с целью получения более высоких значений прочностных характеристик при высоких температурах.
Поставленная задача решается тем, что предложен способ получения заготовок сплавов ванадия, включающий гомогенизацию слитка, формирование заготовки путем нагрева и выдавливания слитка на прессе с последующим отжигом, осадки заготовки на прессе в пруток с последующим рекристаллизационным отжигом при температуре 950-1100°С, стабилизирующий отжиг в вакууме, термомеханическую обработку путем деформации и отжига, при этом гомогенизацию слитка осуществляют при температуре 1300°С в течение 8 часов, стабилизирующий отжиг в вакууме проводят при температуре 1400°С в течение 1 часа, термомеханическую обработку ведут в три цикла путем деформации прокаткой с обжатием ε=30-50% при комнатной температуре и отжига при температуре 450-700°С в течение 1 часа, а после термомеханической обработки осуществляют стабилизирующий отжиг в вакууме при температуре 1000°С в течение 1 часа, после чего проводят диффузионное легирование кислородом путем отжига на воздухе при температуре не более 700°С в течение времени, необходимого для формирования окисной пленки V2O5, далее проводят стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С, диффузионное легирование кислородом путем термообработки заготовок на воздухе при температуре не более 700°С и заключительный стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С.
Диффузионное легирование включает в себя термообработку заготовок на воздухе при температуре не более 700°С в течение времени, необходимого для формирования окисной пленки V2O5, при этом, в зависимости от элементного и фазового состава обрабатываемого сплава, требуемой концентрации кислорода, а также формы и геометрических размеров обрабатываемой заготовки, длительность термообработки на первом этапе составляет от нескольких часов до суток, на дополнительном этапе - от нескольких секунд до нескольких часов. Контроль концентрации кислорода проводится точным взвешиванием заготовок, что позволяет скорректировать длительность следующего этапа дополнительного кратковременного легирования для доведения содержания кислорода до требуемых значений. Кроме того, дополнительное легирование кислородом может быть проведено на различных технологических стадиях передела заготовок, в том числе на финальной стадии формирования изделий.
В частности, заготовки сплава после гомогенизирующего отжига при температуре 1300°С в течение 8 часов, последующего нагрева слитков до температуры (850-1000)°C с выдержкой при этой температуре в течение (1,5-2) часов и выдавливания на прессе с коэффициентом вытяжки 2-5 подвергаются отжигу в диапазоне температур (950-1100)°С в течение 1 часа и осадке прутков из заготовок на гидравлическом прессе со степенью деформации не более 50% с последующим рекристаллизационным отжигом в диапазоне температур (950-1100)°С. Далее следует термообработка в вакууме при 1400°С в течение 1 часа. После указанных выше операций проводятся 3 цикла термомеханической обработки, состоящие из деформации прокаткой с обжатием ε≈30-50% при комнатной температуре и отжига при Т=(450÷700)°С в течение 1 часа. Стабилизация структурного состояния проводится отжигом в вакууме при 1000°С в течение часа. Затем проводят термообработки на воздухе при температуре не более 700°С, в течение времени, необходимого для формирования окисной пленки V2O5. После этого проводится серия вакуумных (2×10-5 Торр) отжигов в интервале (450÷1000)°C с поэтапным повышением температуры в течение нескольких часов для поглощения кислорода оксидной пленки поверхностным слоем ванадиевого сплава. Далее следует дополнительное диффузионное легирование кислородом, причем отжиги на воздухе могут длиться от нескольких секунд до нескольких часов. На заключительном этапе производится стабилизирующая ступенчатая термообработка с последовательным повышением температуры от 600°С до 1100°С, длительностью несколько часов.
Режим термомеханической обработки подобран таким образом, что в результате его реализации в сплавах ванадия формируется гетерофазное структурное состояние, характеризуемое высокой плотностью дефектов кристаллического строения и формированием мелкодисперсных частиц на основе фаз внедрения. Легирование кислородом в процессе химико-термической обработки позволяет сформировать в материале однородное распределение мелкодисперсных частиц оксидной фазы и реализовать эффективное совместное дисперсное и субструктурное упрочнение. Дополнительное легирование кислородом позволяет контролируемым образом увеличить объемную долю мелкодисперсной фазы, изменить размер частиц и реализовать дополнительное твердорастворное упрочнение.
Примеры конкретного осуществления изобретения приведены ниже:
Пример 1
Заготовки сплава V-Zr-Cr-W (V-1.17Zr-8.75Cr-0.14W-0.01C-0.02O-0.01N вес. %) после гомогенизирующего отжига при температуре 1300°С в течение 8 часов, последующего нагрева слитков до температуры 1000°C с выдержкой при этой температуре в течение 2 часов и выдавливания на прессе с коэффициентом вытяжки 2-5 подвергаются отжигу в диапазоне температур (950-1100)°С в течение 1 часа и осадке прутков из заготовок на гидравлическом прессе со степенью деформации не более 50% с последующим рекристаллизационным отжигом при 950°С. Далее следует одночасовая термообработка в вакууме при 1400°С и 3 цикла термомеханической обработки, состоящих из деформации прокаткой с обжатием ε≈40% при комнатной температуре и отжига при Т=550°С в течение 1 часа. Стабилизация структурного состояния проводится отжигом в вакууме при 1000°С в течение часа. Затем проводят термообработки на воздухе при Т=550°С, 210 минут. После этого проводится серия вакуумных (2×10-5 Торр) отжигов с поэтапным повышением температуры: 600°С в течение 10 часов, 750°С в течение 5 часов, 900°С в течение 2 часов, 1000°С в течение 1 часа. Дополнительное легирование проводится путем термообработки на воздухе при Т=600°С в течение 10 минут. На заключительном этапе производится ступенчатая термообработка при последовательном повышении температуры: 600°С, 5 часов + 750°С, 2 часа + 900°С, 1 час + 1000°С, 1 час + 1100°С, 1 час.
Пример 2
Заготовки сплава системы V-Zr-Cr-W после гомогенизирующего отжига при температуре 1300°С в течение 8 часов, последующего нагрева слитков до температуры 1000°C с выдержкой при этой температуре в течение 2 часов и выдавливания на прессе с коэффициентом вытяжки 2-5 подвергаются отжигу в диапазоне температур 1100°С в течение 1 часа и осадке прутков из заготовок на гидравлическом прессе со степенью деформации не более 50% с последующим рекристаллизационным отжигом при 1100°С. Далее следует термообработка в вакууме при 1400°С в течение 1 часа. После указанных выше операций проводятся 3 цикла термомеханической обработки, состоящие из деформации прокаткой с обжатием ε≈30% при комнатной температуре и отжига при Т=700°С в течение 1 часа. Стабилизация структурного состояния проводится отжигом в вакууме при 1000°С в течение часа. Затем проводят термообработки на воздухе при Т=650°С, 840 минут. После этого проводится серия вакуумных (2×10-5 Торр) отжигов с поэтапным повышением температуры: 600°С в течение 15 часов, 750°С в течение 7 часов, 900°С в течение 2 часов, 1000°С в течение 1 часа. Дополнительное легирование проводится путем термообработки на воздухе при Т=600°С в течение 30 секунд. На заключительном этапе производится ступенчатая термообработка при последовательном повышении температуры: 600°С, 9 часов + 750°С, 4 часа + 900°С, 1 час + 1000°С, 1 час + 1100°С, 1 час.
На рисунке 1 показана микроструктура сплава V-Cr-W-Zr-(С, N, О) после обработки при концентрациях кислорода CO≈1.1 (a) и 2.1 (б). ПЭМ. Изображения в светлом поле.
На рисунке 1а показан сплав системы V-Zr-Cr-W после внутреннего окисления при значении концентрации кислорода CO≈1.1. В результате после заключительного отжига при Т=1100°С частицы ZrO2 имеют размеры (около 200 нм), близкие к таковым для частиц карбида циркония после традиционного режима обработки этого сплава с аналогичной температурой указанного выше отжига. После обработки сплава V-Zr-Cr-W при величине CO≈2.1 (рисунок 1б) указанные выше размеры имеют лишь частицы ZrO2, сформировавшиеся в результате окисления частиц исходной карбидной фазы ZrC. Частицы ZrO2, выделившиеся из пересыщенного твердого раствора, на порядок меньше. На расстоянии ≈ 0.2 мм от поверхности внутреннеокисленных образцов толщиной 1 мм размеры большинства таких частиц не превышают 10 нм. Это связано с тем, что, при достигнутых в этом случае величинах CO≈2.1, концентрация циркония в твердом растворе, контролирующая скорость коагуляции этих частиц, снижается на много порядков.
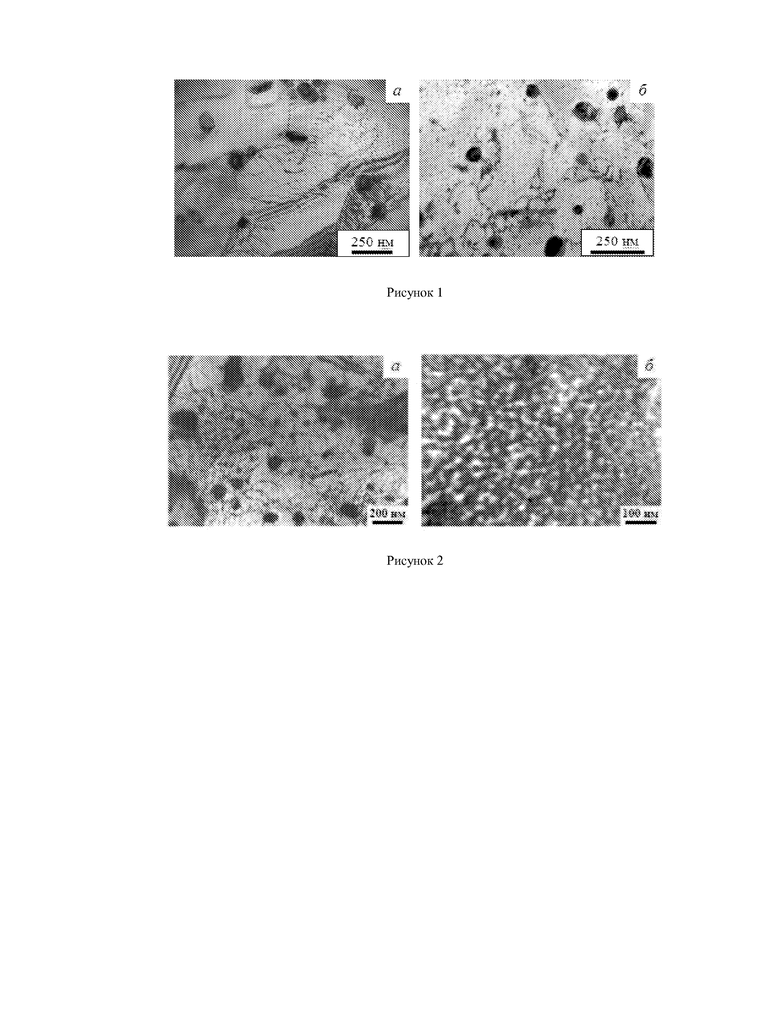
На рисунке 2 показана микроструктура сплава V-Cr-W-Zr-(С, N, О) после предлагаемой обработки при концентрации кислорода CO≈2.5. Светлопольная микрофотография (а). Темнопольное изображение мелкодисперсных частиц ZrO2 (б). ПЭМ.
После предлагаемого режима обработки сплава V-1.17Zr-8.75Cr-0.14W-0.01C-0.02O-0.01N (вес. %) достигается предельно высокая дисперсность окисной фазы (рисунок 2а, б). Даже на светлопольных изображениях наблюдается высокая плотность частиц оксидной фазы (рисунок 2а). Как следует из темнопольных изображений, размеры подавляющего большинства этих частиц не превышают нескольких нанометров (рисунок 2б).
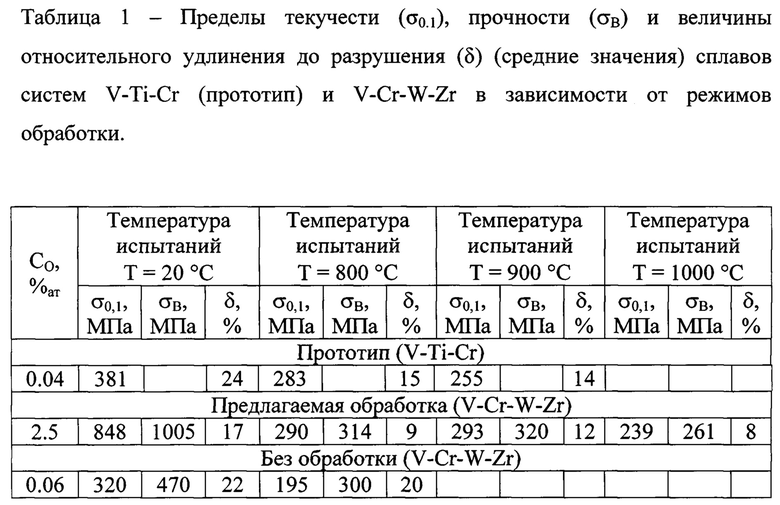
В процессе механических испытаний активным растяжением было установлено, что формирование в процессе обработки по предложенным режимам сложного структурно-фазового состояния приводит к повышению, в зависимости от концентрации кислорода, значений высокотемпературной кратковременной прочности сплава V-4,23Cr-7,56W-1,69Zr (таблица 1) при сохранении хорошего уровня технологической пластичности. Значительные эффекты упрочнения наблюдаются даже после испытаний при температурах более 800°С, что свидетельствует о высокой термической стабильности формируемых структурных состояний.
К преимуществам изобретения следует отнести то, что в результате применения предложенного способа повышаются значения прочностных характеристик при сохранении приемлемого запаса пластичности образцов обрабатываемых сплавов. Формирующиеся в процессе обработки частицы второй фазы характеризуются высокой термической стабильностью. Предлагаемый способ позволяет производить контролируемое изменение концентрации кислорода и тем самым предопределять изменение размера и объемной доли частиц второй фазы для обеспечения оптимального соотношения частиц различных фракций и наиболее эффективной реализации совмещенного дисперсного, твердорастворного и субструктурного упрочнения. Важной особенностью данного метода является возможность проведения дополнительного легирования кислородом на различных технологических этапах передела заготовок и формирования изделий. Кроме того, тот способ позволяет контролируемым образом создавать повышенные концентрации кислорода в поверхностных слоях на завершающих стадиях получения изделий.
Такая обработка приводит к повышению значений температуры рекристаллизации ванадиевых сплавов до 1200°С-1300°С, что позволяет сохранять приемлемый уровень прочностных характеристик при температурах, достигающих 1000°С.
Эти результаты свидетельствуют о высокой эффективности разрабатываемого способа обработки сплавов ванадия, легированных элементами IVB группы Периодической системы, для повышения высокотемпературной прочности сплавов и существенного расширения интервала их рабочих температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2605015C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ВАНАДИЕВЫХ СПЛАВОВ | 2016 |
|
RU2644832C1 |
| Способ обработки ванадиевых сплавов | 2020 |
|
RU2751208C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВАНАДИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ ХРОМОМ И ТИТАНОМ | 2011 |
|
RU2463377C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ СИСТЕМЫ V-4Тi-4Cr | 2010 |
|
RU2445400C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ | 2007 |
|
RU2360012C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2018 |
|
RU2694098C1 |
| Способ обработки жаропрочных низкоуглеродистых сталей мартенситного класса | 2022 |
|
RU2789958C1 |
| ОСОБОТОНКОСТЕННАЯ ТРУБА ИЗ АУСТЕНИТНОЙ БОРОСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ОБОЛОЧКИ ТВЭЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2420600C1 |
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
Изобретение относится к области радиационного материаловедения и может быть использовано в технологических циклах получения полуфабрикатов сплавов на основе ванадия. Способ получения заготовок сплавов ванадия включает гомогенизацию слитка, формирование заготовки путем нагрева и выдавливания слитка на прессе с последующим отжигом, осадки заготовки на прессе в пруток с последующим рекристаллизационным отжигом при температуре 950-1100°С, стабилизирующий отжиг в вакууме, термомеханическую обработку путем деформации и отжига. Гомогенизацию слитка осуществляют при температуре 1300°С в течение 8 часов, стабилизирующий отжиг в вакууме проводят при температуре 1400°С в течение 1 часа. Термомеханическую обработку ведут в три цикла путем деформации прокаткой с обжатием ε=30-50% при комнатной температуре и отжига при температуре 450-700°С в течение 1 часа, а после термомеханической обработки осуществляют стабилизирующий отжиг в вакууме при температуре 1000°С в течение 1 часа, после чего проводят диффузионное легирование кислородом путем отжига на воздухе при температуре не более 700°С в течение времени, необходимого для формирования окисной пленки V2O5, далее проводят стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С, диффузионное легирование кислородом путем термообработки заготовок на воздухе при температуре не более 700°С и заключительный стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С. Полученные сплавы характеризуются высокими значениями прочности при высоких температурах. 2 ил., 1 табл., 2 пр.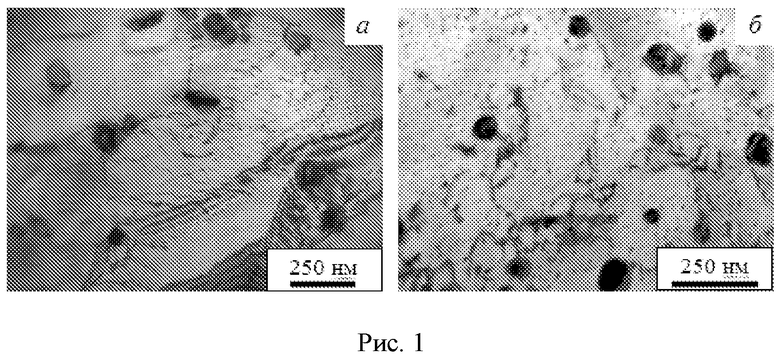
Способ получения заготовок сплавов ванадия, включающий гомогенизацию слитка, формирование заготовки путем нагрева и выдавливания слитка на прессе с последующим отжигом, осадки заготовки на прессе в пруток с последующим рекристаллизационным отжигом при температуре 950-1100°С, стабилизирующий отжиг в вакууме, термомеханическую обработку путем деформации и отжига, отличающийся тем, что гомогенизацию слитка осуществляют при температуре 1300°С в течение 8 часов, стабилизирующий отжиг в вакууме проводят при температуре 1400°С в течение 1 часа, термомеханическую обработку ведут в три цикла путем деформации прокаткой с обжатием ε=30-50% при комнатной температуре и отжига при температуре 450-700°С в течение 1 часа, а после термомеханической обработки осуществляют стабилизирующий отжиг в вакууме при температуре 1000°С в течение 1 часа, после чего проводят диффузионное легирование кислородом путем отжига на воздухе при температуре не более 700°С в течение времени, необходимого для формирования окисной пленки V2O5, далее проводят стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С, диффузионное легирование кислородом путем термообработки заготовок на воздухе при температуре не более 700°С и заключительный стабилизирующий отжиг в вакууме с поэтапным повышением температуры от 600°С до 1100°С.
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ | 2007 |
|
RU2360012C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВАНАДИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ ХРОМОМ И ТИТАНОМ | 2011 |
|
RU2463377C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ СИСТЕМЫ V-4Тi-4Cr | 2010 |
|
RU2445400C1 |
| CN 103422039 A, 04.12.2013. | |||

