Изобретение относится к магнитно-абразивной обработке машиностроительных изделий, в частности к обработке кромок изделий.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №872222, опубл. 15.10.1981 г.), в котором двум открытым торцам полюсов, выполненным в виде двух стаканов, расположенных друг напротив друга и жестко закрепленных на сердечнике, задается вращательное движение, что позволяет обработать кромку изделия с торцевой и боковых поверхностей.
Недостатком данного способа является невозможность равномерной обработки кромки изделия одновременно с торцевой и боковых поверхностей. Это обуславливается тем, что величина магнитно-абразивного воздействия на торцевой и боковых поверхностях кромки различна. Вследствие этого, при таком способе магнитно-абразивной обработки кромки изделия имеется неравномерный съем материала с торцовой и боковых поверхностей, а также формируются различные качественные характеристики на торцевой и боковых поверхностях.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №872220, опубл. 15.10.1981 г.), которое состоит из трех постоянных магнитов, причем полярность двух противолежащих магнитов, обеспечивающих обработку боковых поверхностей кромки изделия одинакова, а полярность магнита, обеспечивающего обработку торцевой поверхности, противоположна. Кромке изделия задается возвратно-поступательное движение в магнитно-абразивной системе, созданной тремя магнитами и магнитно-абразивным материалом, что обеспечивает равномерную обработку кромки со всех сторон.
Недостатком данного способа является низкая производительность обработки кромки изделия в виду того, что задаваемое изделию возвратно-поступательное движение не позволяет обеспечить высокую скорость обработки из-за его габаритов и способа крепления.
Известен способ магнитно-абразивной обработки (Хомич Н.С. «Магнитно-абразивная обработка изделий». - Мн.: БНТУ. 2006 г., стр. 108.), в котором кромке изделия задается возвратно-поступательное движение в магнитно-абразивной массе, сформированной двумя вращающимися полюсными наконечниками, что позволяет обеспечить одновременную обработку кромки изделия с торцевой и боковых поверхностей.
Недостатком данного способа является неоднородное магнитно-абразивное воздействие на торцевую и боковые поверхности кромки изделия, что приводит к неравномерному съему материала с торцовой и боковых поверхностей, а также формированию различных качественных характеристик на торцевой и боковых поверхностях кромки изделия.
Известен способ магнитно-абразивной обработки (Авторское свидетельство СССР №1284799, опубл. 23.01.1987 г.), в котором двум полюсным наконечникам магнитной системы задается синхронное вращение, магнитно-абразивная масса формируется меду ними, а кромке изделия задается возвратно-поступательное движение в ней, что позволяет обеспечить одновременную обработку торцевой и боковых поверхностей. При соблюдении рекомендаций по поддержанию расстояния в пределах от 0,86 до 0,95 радиуса полюсных наконечников от крайней точки изделия до оси вращения полюсных наконечников можно обеспечить равномерность обработки кромки с торцевой и боковых поверхностей.
Недостатком данного способа является невозможность производить бездефектную обработку кромки изделия с торцевой поверхности в связи с тем, что при работе двух синхронно вращающихся полюсных наконечников со стороны боковых поверхностей происходит в основном процессы микрорезания и микровыглаживания, в то время как между этими наконечниками и торцевой поверхностью происходят микроударные воздействия. Вследствие этого, магнитно-абразивная обработка рассматриваемым способом приводит к появлению остаточных включений на торцевой поверхности, которые негативно влияют на дальнейшую эксплуатацию кромки изделия.
Известен способ магнитно-абразивной обработки (патент RU №2710085, опубл. 24.12.2019), принятый за прототип, который позволяет обеспечить одновременную равномерную обработку торцевой и боковых поверхностей кромки изделия посредством создания магнитно-абразивной среды путем двух синхронно вращающихся полюсных наконечников, расположенных на одном уровне с двух сторон от боковых поверхностей кромки, и третьего полюсного наконечника, расположенного перпендикулярно к двум другим и находящегося в плоскости параллельной плоскости торцевой поверхности кромки изделия, при этом третьему наконечнику задается однонаправленное синхронное вращение с двумя другими.
Недостатком данного способа является то, что в процессе магнитно-абразивной обработки кромки изделия с использованием трех однонаправленных синхронно вращающихся полюсных наконечников производится ассиметричное снятие материала в областях пересечения торцевой и боковых поверхностей кромки изделия вследствие различного магнитно-абразивного воздействия в данных областях, что приводит к искажению геометрической формы кромки изделия. Причиной различного магнитно-абразивного воздействия в областях пересечения торцевой и боковых поверхностей кромки изделия является то, что в одной области пересечения магнитно-абразивное воздействие осуществляется посредством попутного движения торцевого и одного из боковых полюсных наконечников, а в другой - посредством встречного движения торцевого и другого бокового полюсного наконечника.
Техническим результатом является равномерная магнитно-абразивная обработка в областях пересечения торцевой и боковых поверхностей кромки изделия.
Технический результат достигается тем, что двум полюсным наконечникам, обрабатывающим боковые поверхности кромки изделия, вращение задается в противоположных направлениях, а вращение третьего полюсного наконечника задается таким образом, чтобы в областях пересечения торцевой и боковых поверхностей кромки изделия магнитно-абразивное воздействие осуществлялось посредством встречных движений торцевого и боковых полюсных наконечников.
Способ магнитно-абразивной обработки поясняется следующими фигурами:
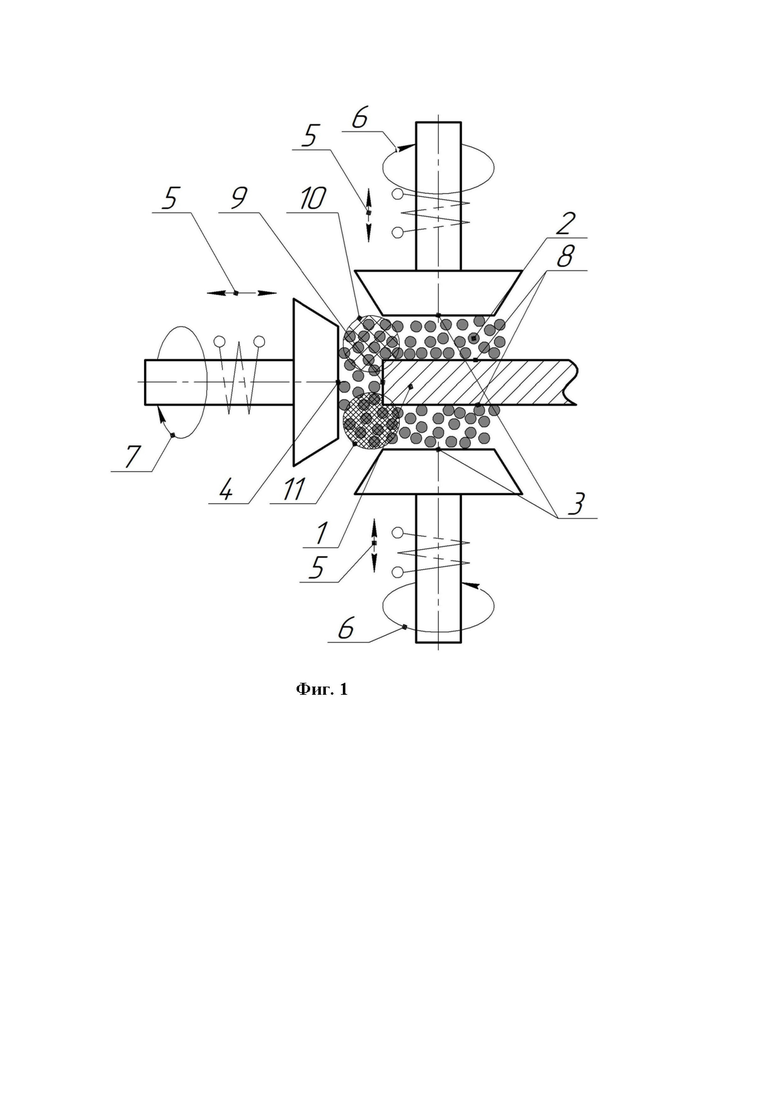
фиг. 1 - схема магнитно-абразивной обработки кромки изделия;
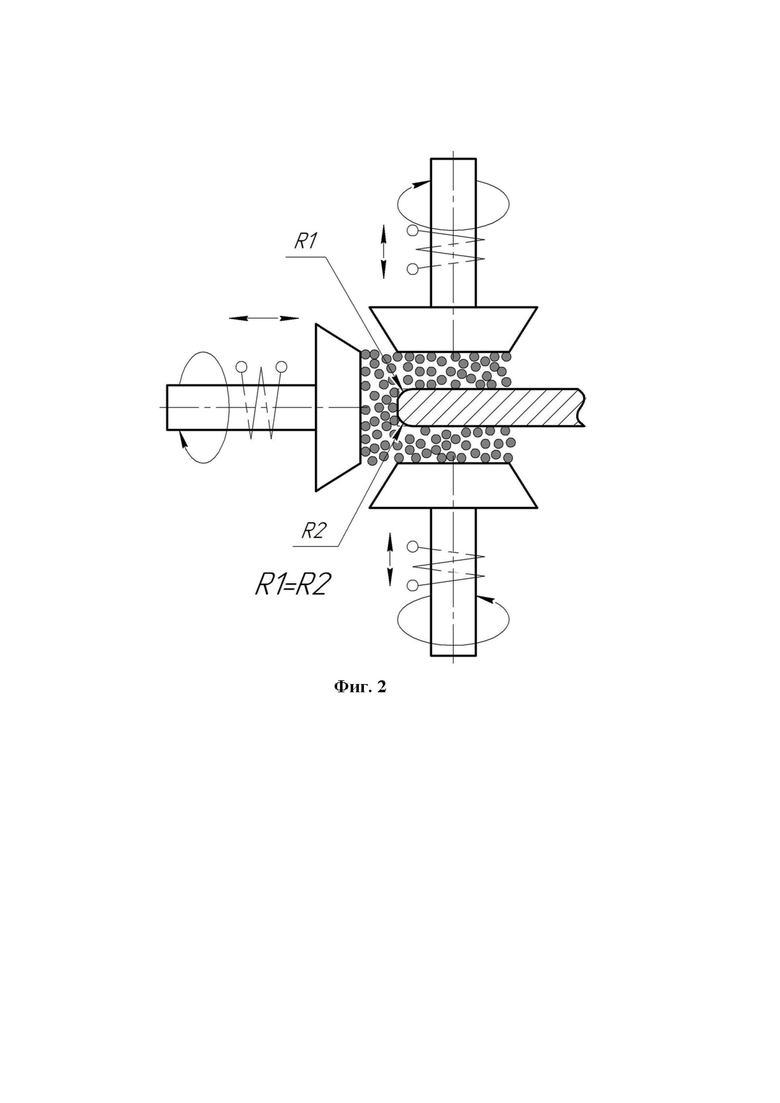
фиг. 2 - схема формирования качественных характеристик кромки изделия при предлагаемом способе магнитно-абразивной обработки;
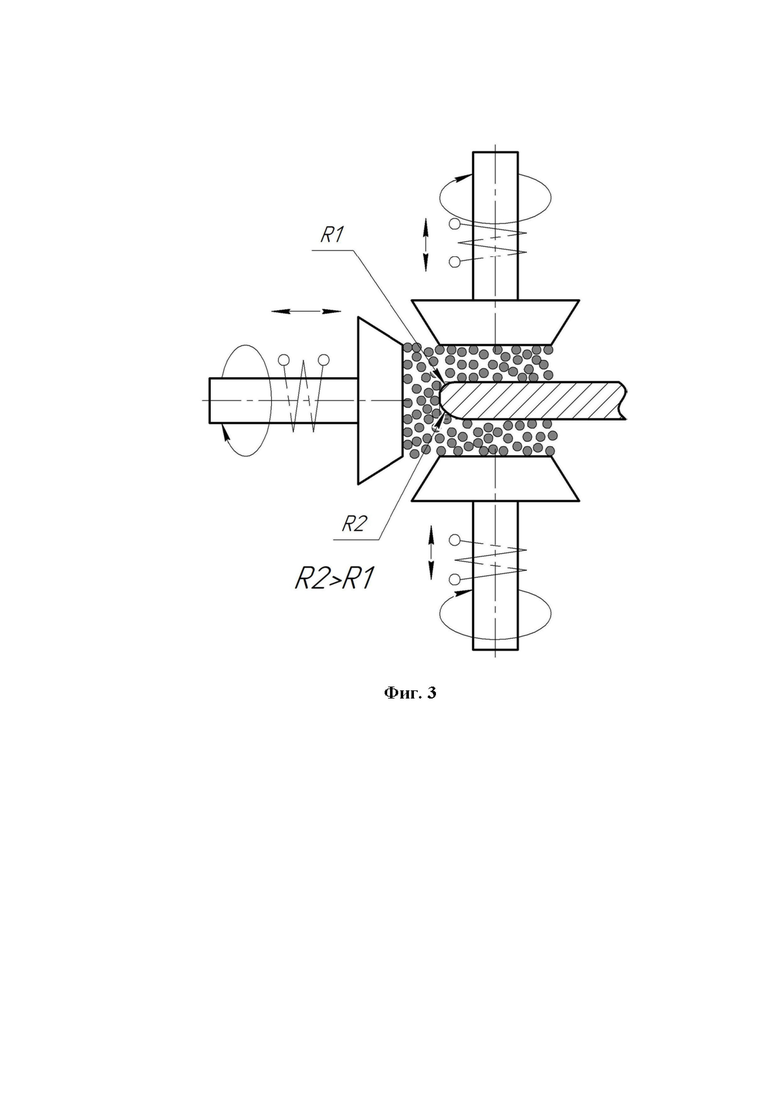
фиг. 3 - схема формирования качественных характеристик кромки изделия при существующем способе магнитно-абразивной обработки, где:
1 - кромка изделия;
2 - магнитно-абразивная масса;
3 - боковые полюсные наконечники;
4 - торцовой полюсной наконечник;
5 - независимые друг от друга возвратно-поступательные движения полюсных наконечников;
6 - разнонаправленные вращательные движения двух боковых полюсных наконечников;
7 - вращательное движение торцевого полюсного наконечника;
8 - боковые поверхности кромки изделия;
9 - торцовая поверхность кромки изделия;
10 - первая область пересечения торцевой и боковой поверхности кромки изделия;
11 - вторая область пересечения торцевой и боковой поверхности кромки изделия.
Способ осуществляется следующим образом. Первоначально кромку изделия 1 помещают в магнитно-абразивную массу 2 (фиг. 1), которая сформирована магнитной системой, включающей два боковых полюсных наконечника 3 и торцовой полюсной наконечник 4, установленный перпендикулярно двум боковым полюсным наконечникам 3. Затем посредством независимых друг от друга возвратно-поступательных движений полюсных наконечников 5 устанавливают одинаковый рабочий зазор между двумя боковыми полюсными наконечниками 3 и боковыми поверхностями кромки изделия 8 и между торцовым полюсным наконечником 4 и торцовой поверхностью кромки изделия 9. После этого одновременно задают: возвратно-поступательное движение кромки изделия вдоль двух боковых полюсных наконечников 3 и торцового полюсного наконечника 4; разнонаправленные вращательные движения двум боковым полюсным наконечникам 6 относительно боковых поверхностей кромки изделия 8; вращательное движение торцевому полюсному наконечнику 7 относительно торцовой поверхности кромки изделия 9. При этом вращательное движение торцевого полюсного наконечника 7 задается таким образом, чтобы в первой области пересечения торцевой и боковой поверхности кромки изделия 10 и во второй области пересечения торцевой и боковой поверхности кромки изделия 11 магнитно-абразивное воздействие осуществлялось посредством встречных вращательных движений торцового полюсного наконечника 4 и двух боковых полюсных наконечников 3 (фиг. 1). Задание встречных вращательных движений торцового полюсного наконечника 4 и двух боковых полюсных наконечников 3, в свою очередь осуществляющих разнонаправленные вращательные движения относительно боковых поверхностей кромки изделия 8, позволяет производить равномерную магнитно-абразивную обработку в первой области пересечения торцевой и боковой поверхности кромки изделия 10 и во второй области пересечения торцевой и боковой поверхности кромки изделия 11 (фиг. 1).
Способ поясняется следующими примерами.
Предлагаемый способ магнитно-абразивной обработки кромки изделия толщиной 4 мм из материала АМЦ при магнитной индукции в межполюсном пространстве магнитной системы равной 0,8 Тл, рабочем зазоре - 3 мм, зернистости абразивного материала 160÷315 мкм, скорости подачи кромки вдоль полюсных наконечников - 500 об/мин и времени обработки 120 секунд позволил обеспечить равномерный съем материала с углов кромки изделия и симметричность геометрической формы одного угла кромки относительно другого (при этом радиусы скругления кромки были равны R1=R2=215 мкм (фиг. 2). При существующем способе магнитно-абразивной обработки радиусы скругления кромки изделия были равны R1=220 мкм, R2=352 мкм (фиг. 3).
Таким образом, магнитно-абразивная обработка по предлагаемому способу позволяет обеспечить одинаковое магнитно-абразивное воздействие в областях пересечения торцевой и боковых поверхностей кромки изделия, вследствие чего производится равномерное снятие материала в данных областях и формируется симметричность геометрической формы одного угла кромки относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2023 |
|
RU2800274C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2019 |
|
RU2710085C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЗАМКОВОГО СОЕДИНЕНИЯ БУРОВОЙ ШТАНГИ | 2022 |
|
RU2797796C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2019 |
|
RU2693274C1 |
| Способ магнитно-абразивной обработки внутренних поверхностей немагнитных трубчатых изделий | 1988 |
|
SU1627383A1 |
| Способ полирования поверхностей изделий магнитно-абразивным порошком | 1989 |
|
SU1689044A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ МЕТЧИКА | 2014 |
|
RU2569261C2 |
Изобретение относится к обработке материалов резанием и может быть использовано при магнитно-абразивной обработке кромок изделий. При магнитно-абразивной обработке кромки изделия используют три синхронно вращающихся полюсных наконечника, два из которых расположены относительно боковых поверхностей и один - относительно торцевой поверхности кромки изделия. Двум полюсным наконечникам, обрабатывающим боковые поверхности кромки изделия, задают вращение в противоположных направлениях. Третьему полюсному наконечнику задают вращение из условия, что в первой области пересечения торцевой и боковой поверхности кромки изделия и во второй области пересечения торцевой и боковой поверхности кромки изделия магнитно-абразивное воздействие обеспечено посредством встречного движения торцевого и боковых полюсных наконечников. Обеспечивается равномерное снятие материала в данных областях и формируется симметричность геометрической формы одного угла кромки относительно другого. 3 ил., 1 пр.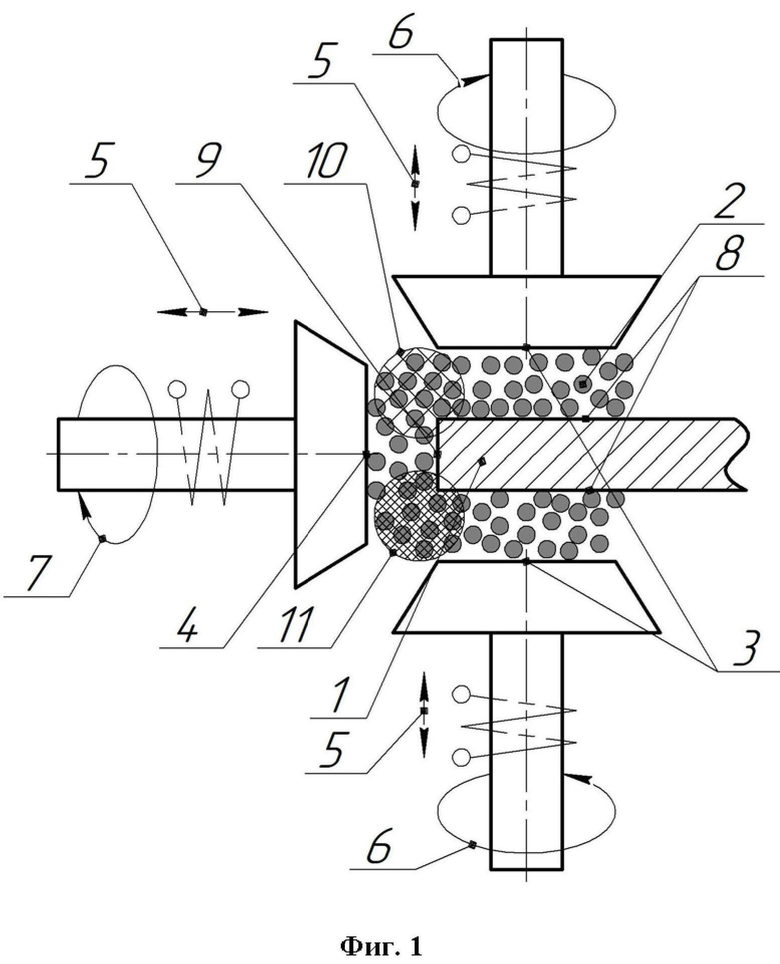
Способ магнитно-абразивной обработки изделий, включающий одновременную обработку торцевой и боковых поверхностей кромки изделия при совершении изделием возвратно-поступательного движения в магнитно-абразивной массе, сформированной двумя вращающимися полюсными наконечниками относительно двух боковых поверхностей кромки изделия и одного вращающегося полюсного наконечника относительно торцевой поверхности кромки изделия в плоскости, перпендикулярной плоскостям двух вращающихся полюсных наконечников, отличающийся тем, что двум полюсным наконечникам, обрабатывающим боковые поверхности кромки изделия, вращение задают в противоположных направлениях, а вращение третьего полюсного наконечника задают из условия обеспечения магнитно-абразивного воздействия в областях пересечения торцевой и боковых поверхностей кромки изделия при встречном движении торцевого и боковых полюсных наконечников.
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2019 |
|
RU2710085C1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Форма выполнения охарактеризованного в патенте № 15908 предохранительного приспособления у трамвайного вагона | 1930 |
|
SU18814A1 |
| DE 3634409 A, 21.04.1988. | |||

