Изобретение относится к машиностроению, а именно к магнитно-абразивному полированию наружных поверхностей изделий из неферромагнитного материала.
Цель изобретения - повышение производительности процесса полирования.
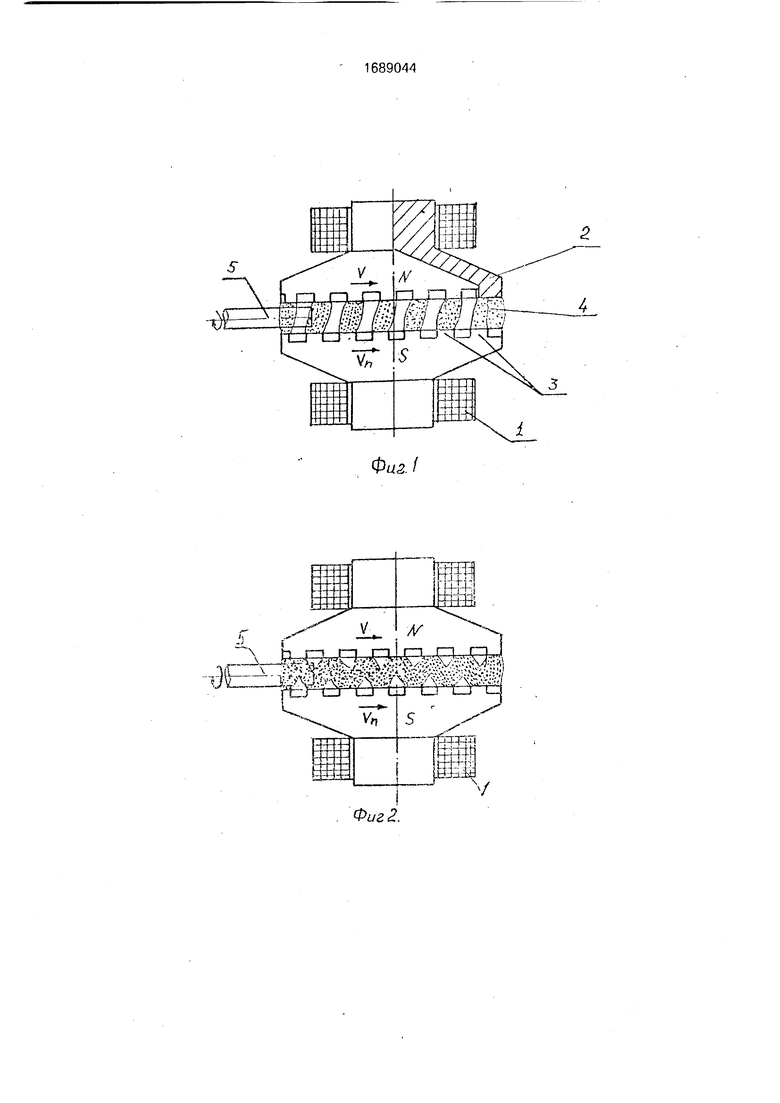
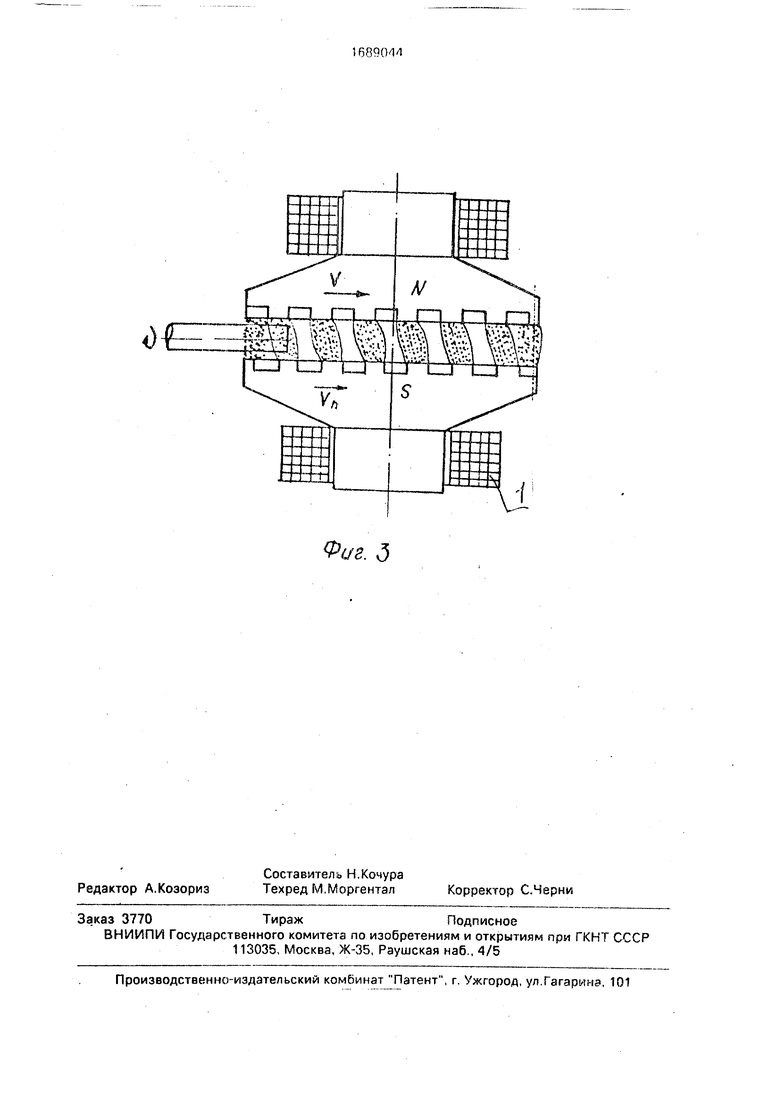
На фиг. 1 схематически изображено устройство для осуществления способа со щетками из магнитно-абразивного порошка в период, предшествующий их переходу с концентратора на концентратор; на фиг. 2 - то же, в момзнт перехода щеток с концентратора на концентратор; на фиг. 3 - то же, в период, последующий за переходом щеток с концентратора на концентратор.
Способ осуществляют следующим образом.
К электромагнитным кат/шкам 1 оппозитно установленных чашеобразных полюсных наконечников 2 противоположной полярности, снабженных концентраторами 3 магнитного потока, подают электрический ток. Оптимальная ширина рабочей (плоской) поверхности концентратора 2-3 мм.
В рабочий зазор между торцовыми рабочими поверхностями полюсных наконечников 2 вносят порцию магнитно-абразивного порошка 4 и вводят подлежащее обработке изделие 5, Полюсным наконечникам 2 и изделию 5 придают рабочие движения, причем один из полюсных наконечников вращают со скоростью V (0,5 - 0,4) м/с + Vn, где Vn - скорость вращения другого полюсного наконечника, м/с
00
о о
Между концентраторами 3 полюсных наконечников 2 противоположной полчрно- сти щетки из магнитно-абразивного порошка 4 (фиг. 1) в процессе обработки, вследствие разных скоростей вращения полюсных наконечников, начинают перераспределяться от одного концентратора одного полюснрг&нак.сгнечника на другой концентратор другого полюсного наконечника (фиг. 2), что обеспечивает многократное перемешивание порошка в процессе обработки и увеличение скорости сьема материала.
Пример. Производят обработку 10 партий образцов по пять штук из алюминиевого сплава Д16Т диаметром 5,2 мм, длиной 26 мм. Помещенным в рабочий зазор образцам придают вращательное движение вокруг их осей со скоростью 0,2 м/с и возвратно-поступательное движение вдоль оси со скоростью 0,06 м/с.
Скорости вращения полюсных наконечников и съема материала с поверхности обрабатываемого изделия известным и предлагаемым способами приведены в таблице.
Как видно из приведенных даннки уье личение скорости одного полюсного наконечника по отношению к другому на О 05-0,4 м/с увеличивает скорость съема материала в 1,10-1 28 раза
Формула изобретения
Способ полирования поверхностей из- делий магнитно-абразивным порошком, удерживаемым в зазоре между соосно установленными чашеобразными полюсными наконечниками противоположной полярности электромагнитной системы с плоскими концентраторами машитного поля, при котором изделию и вращающимся в одну сторону полюсным наконечникам задают рабочие перемещения, отличающийся тем, что, с целью повышения производи- тельности обработки, одному из полюсных наконечников задают вращение со скоростью, превышающей скоростью вращения другого полюсного наконечника на 0,05- 0,4 м/с.
т r
о о-/ ее to
Д|
-н
3
71
/, 1- ,т .JL,
Ј2Щ / ЦМ-, g5
fefrtl/ Xfe L .. vrt-Ht-rrl
l
,
H%M Щ
.
/
Vnf-t L/
tniirri
CM
e
§Щ
u- I I
11 ы

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1815186A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для магнитно-абразивной обработки широкоформатных листовых материалов | 1981 |
|
SU1060440A1 |
| Способ изготовления магнитопроводов | 1985 |
|
SU1387110A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
Изобретение относится к машиностроению, а именно к магнитно-абразивному полированию наружных поверхностей изделий из неферромагнитного материала. Целью изобретения является повышение производительности процесса полирования. В рабочий зазор между торцовыми рабочими поверхностями оппозитно установленных чашеобразных полюсных наконечников противоположной полярности помещают магнитно-абразивный порошок и изделие Полюсные наконечники имеют плоские концентраторы. Изделию и полюсным наконечникам сообщают вращательное движение, причем один из полюсных наконечников вращают со скоростью, отличающейся от скорости другого на 0,05-0,4 м/с. Это позволяет перераспределить щетки магнитно-абразивного порошка от концентратора одного полюсного наконечника на концентраторы противоположного полюсного наконечника, что обеспечивает перемешивание порошка, а следовательно, увеличение скорости съема материала. 3 ил.. 1 табл.
Фиг. v
| Устройство для полирования поверхностей магнитно-абразивным порошком | 1979 |
|
SU776890A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
