Способ очистки природного газа от примесей относится к газопереработке и может быть использован на предприятиях газовой промышленности при подготовке природного газа к извлечению криогенным методом метана, этана и широкой фракции легких углеводородов.
Природный газ, состоящий, в основном, из метана, содержит ряд примесей: воду, азот, сероводород, диоксид углерода, гелий, меркаптаны, легкие углеводороды (этан, пропан, бутан), а также метанол, добавляемый для предотвращения образования кристаллогидратов при транспортировке природного газа. Указанные примеси в той или иной мере ухудшают качество природного газа, поэтому перед дальнейшей переработкой методом криогенного отделения метана от углеводородов С2 и выше его необходимо очищать от сероводорода, диоксида углерода и метанола, а также глубоко осушать, что особенно важно при производстве сжиженного природного газа.
Известны способ и установка очистки природного газа от диоксида углерода и сероводорода, включающей две стадии абсорбции: на первой стадии осуществляется селективная очистка по отношению к диоксиду углерода с выделением кислого газа, где содержание диоксида углерода не превышает 30-40 %, и очищенного газа с содержанием сероводорода не более 5-7 мг/м3, отправляемого далее на вторую стадию абсорбции с получением очищенного газа с содержанием диоксида углерода не более 50-200 мг/м3 и полным отсутствием сероводорода, и кислого газа с содержанием сероводорода не более 200 мг/м3, при этом насыщение алкиламинового абсорбента на каждой стадии абсорбции кислыми компонентами не превышает 0,4 моль/моль, а природный газ имеет соотношение сероводорода к диоксиду углерода, равное 1,0, но не более 1,5, и концентрацию сероводорода от 3,5 до 8,0 % об. (патент на изобретение RU 2547021, МПК B01D 53/14, B01D 53/52, B01D 53/62, C10L3/10, заявлен 20.02.2014 г., опубликован 10.04.2015 г.). Недостатком данного изобретения является насыщение природного газа влагой во время его контакта с алкиламиновым абсорбентом, что делает невозможным дальнейшее криогенное выделение этана без соответствующей модернизации установки. Кроме того, при наличии в сырьевом природном газе метанола происходит совместное растворение последнего в абсорбенте вместе с сероводородом и диоксидом углерода, поэтому во время регенерации насыщенного абсорбента метанол возвращается со сконденсированной водой в регенерируемый абсорбент, что приводит к постепенному увеличению концентрации метанола в регенерированном абсорбенте, снижающему абсорбирующую способность водного раствора амина по отношению к сероводороду и диоксиду углерода.
Известен также способ очистки и осушки природного газа, реализуемый в две стадии: первая стадия абсорбционного извлечения из природного газа сероводорода и диоксида углерода водным раствором амина с последующей регенерацией последнего с получением регенерированного абсорбента и кислого газа, часть которого после конденсации в виде кислой воды возвращается в регенератор, и вторая стадия адсорбционной осушки очищенного природного газа с регенерацией адсорбента и выработкой газа регенерации (Осушка природного газа [Электронный ресурс], URL: http://www.tesiaes.ru>/осушка природного газа, дата обращения 08.08.2014 г.). Главный недостаток способа - постепенное увеличение концентрации метанола в регенерированном абсорбенте, снижающее его абсорбирующую способность по отношению к сероводороду и диоксиду углерода, из-за растворения в абсорбенте метанола, при его наличии в сырьевом природном газе, вместе с сероводородом и диоксидом углерода, т.к. во время регенерации насыщенного абсорбента метанол возвращается со сконденсированной водой в регенерируемый абсорбент.
Наиболее близок к заявляемому изобретению способ очистки природного газа от примесей, включающий стадию абсорбционного извлечения из природного газа диоксида углерода и метанола водным раствором амина с последующей регенерацией последнего с получением регенерированного абсорбента и кислого газа, часть которого после конденсации в виде кислой воды возвращают в регенератор, и стадию адсорбционной осушки очищенного природного газа с регенерацией адсорбента и выработкой газа регенерации, природный газ после очистки от диоксида углерода и метанола на стадии абсорбционного извлечения смешивают с газами регенерации стадии адсорбционной осушки, охлаждают и подвергают сепарации от сконденсированной воды, возвращаемой в емкость подготовки водного раствора амина, а кислую воду, содержащую метанол после регенерации абсорбента, разделяют в дополнительной ректификационной колонне на метанол и отпаренную воду, возвращаемую в абсорбер, емкость подготовки водного раствора амина и регенератор (патент на изобретение RU 2691341, МПК B01D 53/04, заявлен 28.12.2018 г., опубликован 11.06.2019 г.). Основными недостатками изобретения являются:
сложность адаптации технологического режима к существенным колебаниям концентрации метанола в сырьевом природном газе, требующей соответствующего регулирования работы всех трех основных аппаратов способа - абсорбера, регенератора и дополнительной ректификационной колонны;
существенные энергозатраты на реализацию способа, связанные с эксплуатацией дополнительной ректификационной колонны (подвод тепла в низ колонны и конденсация уходящих сверху паров).
При создании изобретения была поставлена задача разработки энергосберегающего способа подготовки сырьевого природного газа к дальнейшей криогенной переработке путем перераспределения технологических потоков.
Поставленная задача решается за счет того, что в способе очистки природного газа от примесей, включающем стадию абсорбционного извлечения из сырьевого природного газа диоксида углерода и метанола водным раствором амина в абсорбере с последующей регенерацией насыщенного абсорбента в колонне регенерации амина и получением регенерированного абсорбента, кислой воды и кислого газа и стадию адсорбционной осушки очищенного природного газа с последующей регенерацией адсорбента частью очищенного и осушенного природного газа, отработанный газ регенерации объединяют с очищенным природным газом и после охлаждения сепарируют от сконденсированной воды, возвращаемой в емкость подготовки водного раствора амина, кислую воду из рефлюксной емкости колонны регенерации амина разделяют в отпарной ректификационной колонне на метанол и отпаренную воду, направляемую в абсорбер и/или емкость подготовки водного раствора амина и/или колонну регенерации амина, при этом поток кислой воды из рефлюксной емкости колонны регенерации амина делят на две части: первую часть направляют в отпарную ректификационную колонну для разделения, а вторую часть - в колонну регенерации амина в качестве орошения, при этом оптимальное соотношение между первой частью и всем потоком кислой воды из рефлюксной емкости колонны регенерации амина в диапазоне от 100 до 0 % определяют из условия минимума суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны и/или суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны в расчете на 1 тонну извлекаемого метанола.
В качестве критерия для определения оптимального соотношения между первой частью и всем потоком кислой воды из рефлюксной емкости колонны регенерации амина приняты минимумы удельных энергозатрат, поскольку интегральные энергозатраты зависят от производительности реализующей способ установки по сырьевому природному газу и от концентрации в нем метанола, а также не являются экстремальными характеристиками. При этом за счет энергетического потенциала и реального состава кислой воды из рефлюксной емкости колонны регенерации амина при ее параллельной подаче в качестве сырья отпарной ректификационной колонны и в качестве орошения колонны регенерации амина можно добиться реализации следующих вариантов энергосбережения по сравнению с использованием всего потока кислой воды в качестве сырья отпарной ректификационной колонны (прототип):
минимизация удельного суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны, что экономит расход теплоносителя при существенном снижении удельного суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны, уменьшая затраты на охлаждающую воду или электроэнергию в аппаратах воздушного охлаждения;
минимизация удельного суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны, что уменьшает затраты на охлаждающую воду или электроэнергию в аппаратах воздушного охлаждения при существенном снижении удельного суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны, сокращая расход теплоносителя;
одновременная минимизация удельного суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны и удельного суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны, что обеспечивает оптимальный энергетический режим работы теплообменной аппаратуры.
Наиболее рациональный вариант реализации заявляемого изобретения может быть определен путем математического моделирования абсорбционного извлечения из сырьевого природного газа диоксида углерода и метанола водным раствором амина с последующим выделением метанола из кислой воды.
Целесообразно предусмотреть подачу свежей деминерализованной воды со стороны в контур водного раствора амина для поддерживания требуемой концентрации абсорбента.
Целесообразно предусмотреть подачу кислой воды из рефлюксной емкости колонны регенерации амина в дополнительную буферную емкость в пусковой период работы отпарной ректификационной колонны после ремонта или во время перехода режима работы от двухколонной к трехколонной системе.
Целесообразно также предусмотреть подачу свежей деминерализованной воды из дополнительной буферной емкости в колонну регенерации амина в качестве орошения в пусковой период работы отпарной ректификационной колонны после ремонта или во время перехода режима работы от двухколонной к трехколонной системе.
Целесообразно предусмотреть подачу отработанного газа регенерации со стадии адсорбционной осушки на смешение с сырьевым природным газом, что обеспечит дополнительный подогрев последнего в случае ограниченных мощностей теплообменной аппаратуры для поддержания требуемых условий работы абсорбера.
Полезно предусмотреть подачу воды, извлекаемой из отработанного газа регенерации при его охлаждении и/или извлекаемой на фильтрах-коалесцерах из очищенного природного газа перед адсорберами, со стадии адсорбционной осушки в контур водного раствора амина или в контур кислой воды для снижения нагрузки на систему очистки сточных вод.
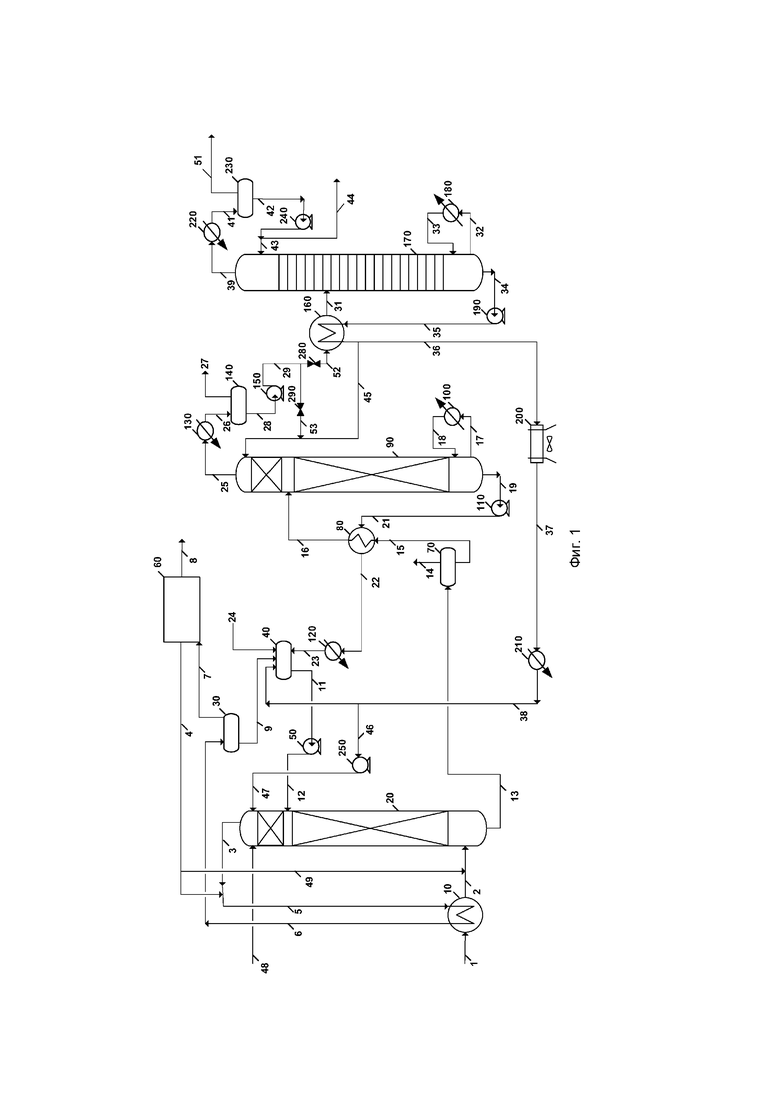
На фигуре 1 представлена принципиальная схема установки для реализации одного из возможных вариантов заявляемого изобретения с использованием следующих обозначений:
10, 80, 160 - рекуперативный теплообменник;
20 - абсорбер;
30 - сепаратор;
140, 230 - рефлюксная емкость;
40 - емкость подготовки водного раствора амина;
50, 110, 150, 190, 240, 250 - насос;
60 - установка цеолитной осушки;
70 - экспанзер;
90 - колонна регенерации амина;
100, 180 - кипятильник;
120, 130, 210, 220 - холодильник;
170 - отпарная ректификационная колонна;
200 - аппарат воздушного охлаждения;
280, 290 - клапан;
1-9, 11-19, 21-29, 31-39, 41-49, 51-53 - трубопровод.
Установка для реализации одного из возможных вариантов заявляемого способа очистки природного газа от примесей согласно фигуре 1 функционирует следующем образом. Сырьевой природный газ подается по трубопроводу 1 и проходит межтрубное пространство рекуперативного теплообменника 10, нагреваясь поступающим по трубопроводу 5 в трубное пространство рекуперативного теплообменника 10 потоком. Этот поток формируется из направляемого по трубопроводу 3 очищенного природного газа из верхней части абсорбера 20 и направляемого по трубопроводу 4 отработанного газа регенерации с установки цеолитной осушки 60. Подогретый сырьевой природный газ, который может быть объединен с поступающим по трубопроводу 49 отработанным газом регенерации с установки цеолитной осушки 60, по трубопроводу 2 направляется в нижнюю часть абсорбера 20, где противотоком движется поступающий в верхнюю часть абсорбера 20 по трубопроводу 12 абсорбент в виде водного раствора амина, для извлечения диоксида углерода и метанола. Из верхней части абсорбера 20 очищенный природный газ выходит по трубопроводу 3, объединяясь далее с отработанным газом регенерации с установки цеолитной осушки 60. Охлажденный объединенный поток после рекуперативного теплообменника 10 по трубопроводу 6 поступает в сепаратор 30, с верха которого отделенный от сконденсированной воды очищенный природный газ по трубопроводу 7 поступает на установку цеолитной осушки 60 для адсорбционной осушки. С установки цеолитной осушки 60 по трубопроводу 8 отводится очищенный и осушенный природный газ, подготовленный к дальнейшей криогенной переработке с получением, например, сжиженного метана, этана и широкой фракции легких углеводородов.
Из нижней части сепаратора 30 по трубопроводу 9 сконденсированная вода с незначительными примесями углеводородов поступает в емкость подготовки водного раствора амина 40, куда также для поддерживания требуемой концентрации абсорбента подаются: свежая деминерализованная вода со стороны по трубопроводу 24, отпаренная вода из отпарной ректификационной колонны 170 по трубопроводу 38 и регенерированный абсорбент из колонны регенерации амина 90 по трубопроводу 23. Из емкости подготовки водного раствора амина 40 абсорбент с требуемой концентрацией поступает по трубопроводу 11 на насос 50 и затем подается по трубопроводу 12 в верхнюю часть абсорбера 20.
Из нижней части абсорбера 20 насыщенный абсорбент направляется по трубопроводу 13 в экспанзер 70 для отдувки углеводородных газов, выводимых по трубопроводу 14. Очищенный от углеводородных газов насыщенный абсорбент поступает по трубопроводу 15 в трубное пространство рекуперативного теплообменника 80, нагреваясь потоком регенерированного абсорбента из куба колонны регенерации амина 90, и далее по трубопроводу 16 подается в верхнюю часть колонны регенерации амина 90.
Одна часть регенерированного абсорбента из куба колонны регенерации амина 90 по трубопроводу 17 поступает на испарение в кипятильник 100, возвращаясь по трубопроводу 18, а другая часть по трубопроводу 19 поступает на насос 110, откуда по трубопроводу 21 подается в межтрубное пространство рекуперативного теплообменника 80, отдавая тепло поступающему в трубное пространство по трубопроводу 15 очищенному от углеводородных газов насыщенному абсорбенту. Далее регенерированный абсорбент проходит по трубопроводу 22 холодильник 120, охлаждаясь водой или воздухом, и по трубопроводу 23 поступает в емкость подготовки водного раствора амина 40.
Кислый газ с парами воды и метанола из колонны регенерации амина 90 поступает по трубопроводу 25 в холодильник 130. Смесь кислого газа и сконденсировавшихся воды и метанола по трубопроводу 26 поступает в рефлюксную емкость 140, с верха которой по трубопроводу 27 отводятся кислые газы, а с низа - по трубопроводу 28 кислая вода в виде водного раствора метанола.
Поток кислой воды из рефлюксной емкости 140 насосом 150 отводят по трубопроводу 29 и делят на две части: первую часть направляют сначала по трубопроводу 52 в межтрубное пространство рекуперативного теплообменника 160, а затем по трубопроводу 31 - в среднюю часть отпарной ректификационной колонны 170 в качестве сырья для разделения, а вторую часть - по трубопроводу 53 для смешения с отпаренной водой и подачи по трубопроводу 45 в колонну регенерации амина 90 в качестве орошения. Регулирование расхода первой и второй частей потока кислой воды из рефлюксной емкости 140 осуществляют с помощью клапанов 280 и 290, соответственно. Из верхней части отпарной ректификационной колонны 170 по трубопроводу 39 отводятся пары метанола, а из куба колонны по трубопроводу 32 - часть отпаренной воды, подаваемой в кипятильник 180 на испарение и возвращаемой обратно по трубопроводу 33. Другая часть отпаренной воды из куба отпарной ректификационной колонны 170 по трубопроводу 34 поступает на насос 190 и затем направляется по трубопроводу 35 в трубное пространство рекуперативного теплообменника 160 для испарения кислой воды.
После рекуперативного теплообменника 160 отпаренная вода последовательно проходит по трубопроводу 36 аппарат воздушного охлаждения 200 и по трубопроводу 37 холодильник 210, охлаждаясь водой или воздухом, а затем по трубопроводу 38 поступает в емкость подготовки водного раствора амина 40.
Пары метанола по трубопроводу 39 из верхней части отпарной ректификационной колонны 170 поступают в холодильник 220, откуда после конденсации и охлаждения по трубопроводу 41 направляются в рефлюксную емкость 230. С низа рефлюксной емкости 230 метанол отводится по трубопроводу 42 на прием насоса 240, после чего часть метанола подается по трубопроводу 43 в качестве орошения в отпарную ректификационную колонну 170, а оставшаяся балансовая часть по трубопроводу 44 выводится с установки. С верха рефлюксной емкости 230 кислые газы с парами метанола по трубопроводу 51 отводятся на утилизацию.
Часть отпаренной воды отводится по трубопроводу 45 для подачи в верхнюю часть колонны регенерации амина 90 в качестве орошения, а другая ее часть отводится по трубопроводу 46 на насос 250 для подачи по трубопроводу 47 в верхнюю часть абсорбера 20, куда по трубопроводу 48 также подают свежую деминерализованную воду со стороны для компенсации потерь.
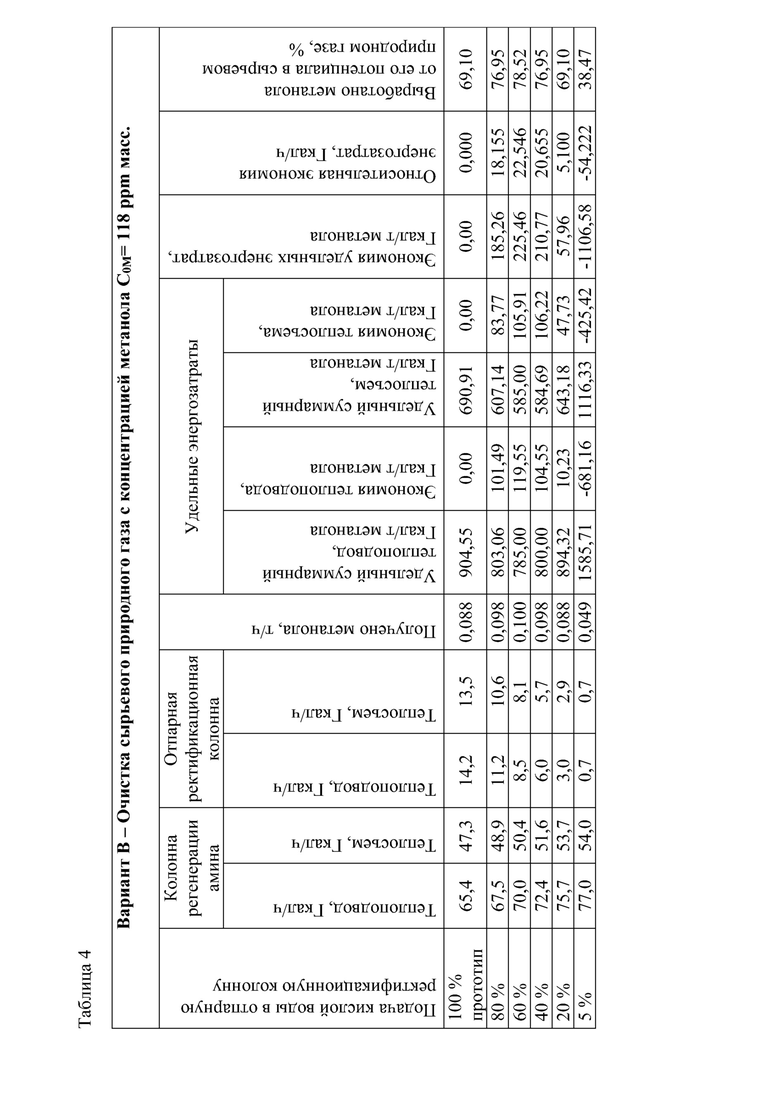
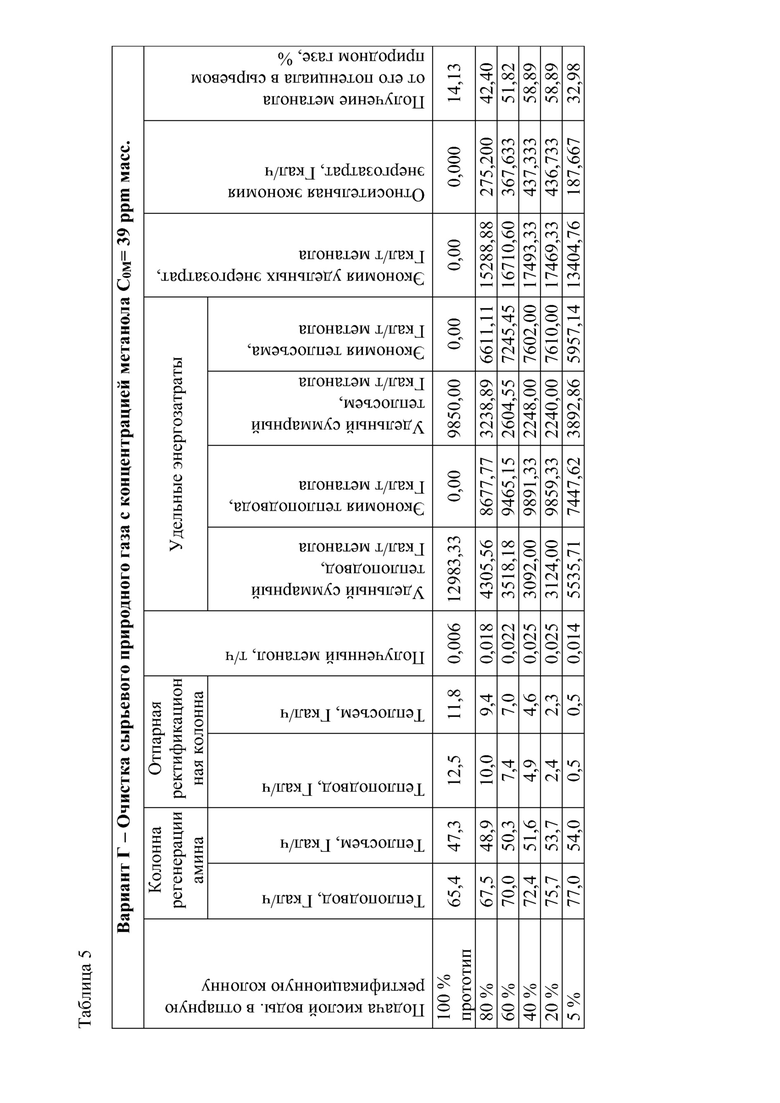
Выполнено математическое моделирование установки для реализации заявляемого способа очистки природного газа от примесей с делением потока кислой воды из рефлюксной емкости колонны регенерации амина g0 на две части: первая часть g1 направляется в отпарную ректификационную колонну для разделения, а вторая часть g2 - в колонну регенерации амина в качестве орошения - в соответствии со схемой на фигуре 1. Рассчитано четыре варианта работы установки при постоянстве расхода сырьевого природного газа и концентрации в нем диоксида углерода с варьированием концентрации метанола С0М: в варианте А С0М=394 ppm масс., в варианте Б С0М=197 ppm масс., в варианте В С0М=118 ppm масс., в варианте Г С0М=39 ppm масс. При этом для каждого варианта работы установки рассматривались соотношения между первой частью g1 и всем потоком кислой воды из рефлюксной емкости колонны регенерации амина g0 в диапазоне от 100 % (прототип) до 0, а именно:100; 80; 60; 40; 20; 5 и 0.
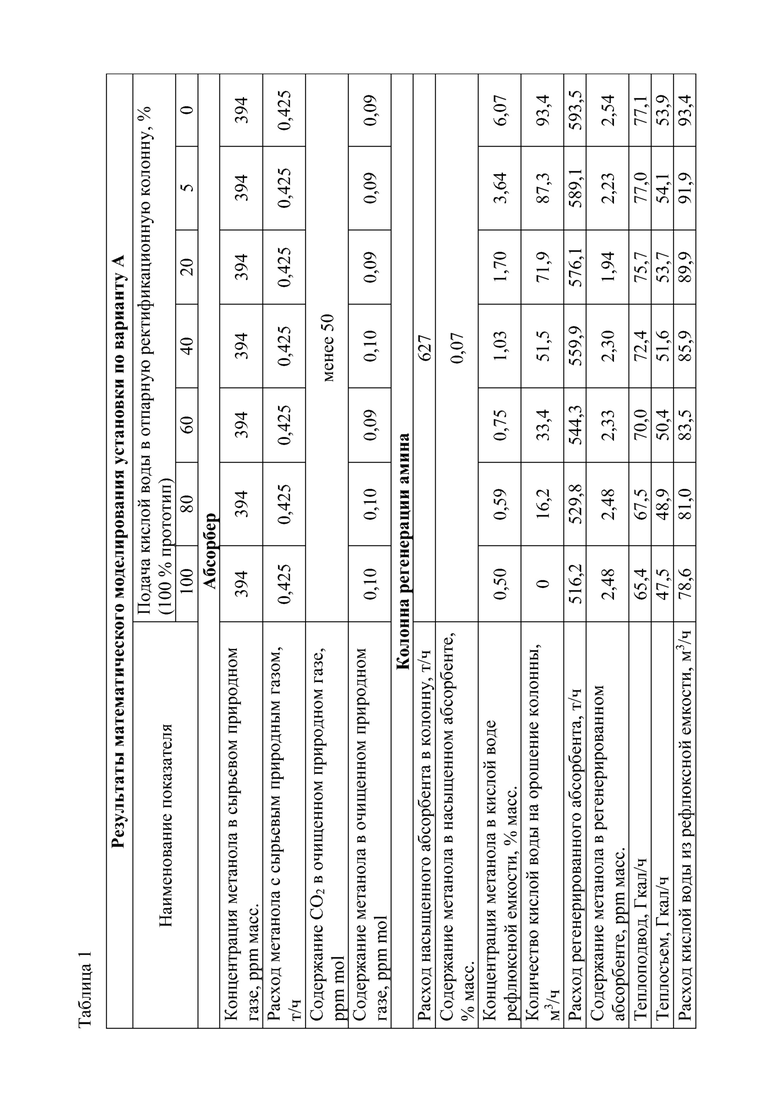
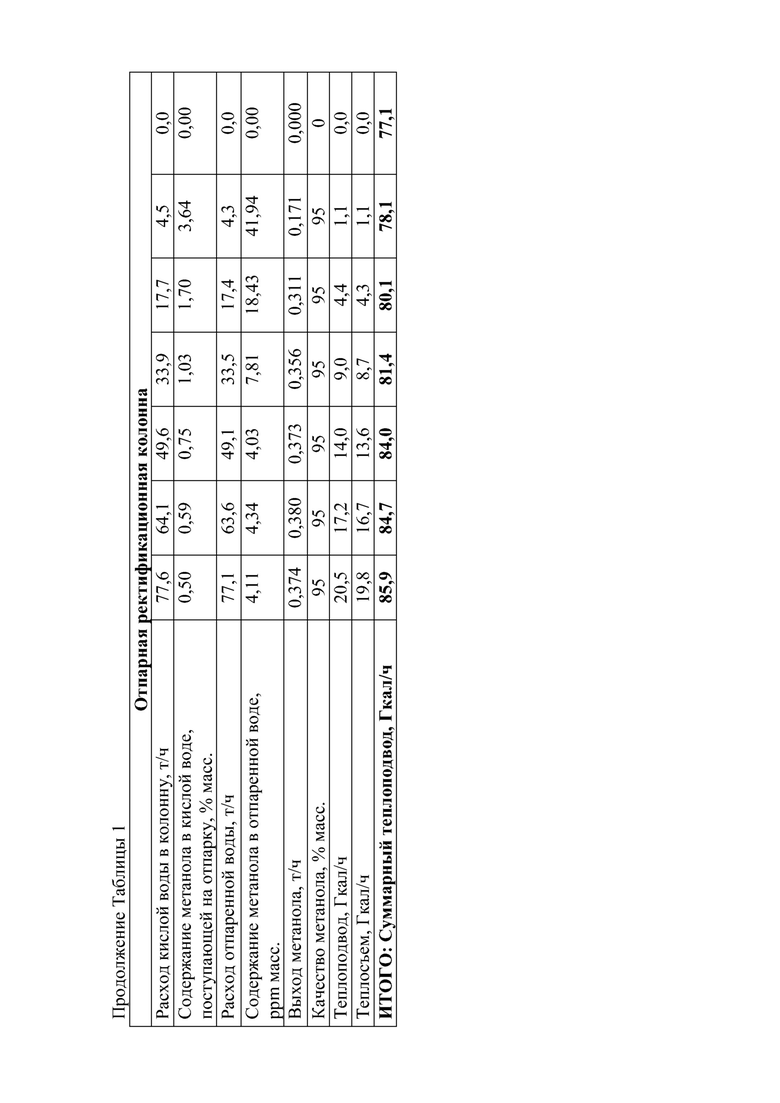
В таблице 1 приведены результатов математического моделирования для варианта А в виде основных показателей, характеризующих работу абсорбера, колонны регенерации амина и отпарной ректификационной колонны. Для вариантов Б, В и Г наблюдались аналогичные закономерности изменения соответствующих показателей при варьировании соотношений g1/g0*100 в диапазоне от 100 % до 0, поэтому полный объем информации для этих случаев не приводится из-за большого объема табличного материала, но показатели, характеризующие энергозатраты, приведены для всех вариантов (А, Б, В и Г) в таблицах 2-5.
Анализ результатов математического моделирования (таблица 1) показал следующее:
во всех случаях, включая прототип (g1/g0*100=100%), выход метанола составляет максимально до 89,41 % от его потенциального содержания в сырьевом природном газе, поскольку часть метанола уходит с кислыми газами из рефлюксных емкостей колонны регенерации амина и отпарной ректификационной колонны;
во всех вариантах при изменении g1/g0*100 от 100% до 0 теплоподвод и теплосъем для колонны регенерации амина повышаются;
во всех вариантах при изменении g1/g0*100 от 100% до 0 теплоподвод и теплосъем для отпарной ректификационной колонны понижаются;
во всех вариантах при изменении g1/g0*100 от 100 % до 0 суммарный теплоподвод в колонну регенерации амина и в отпарную ректификационную колонну понижается.
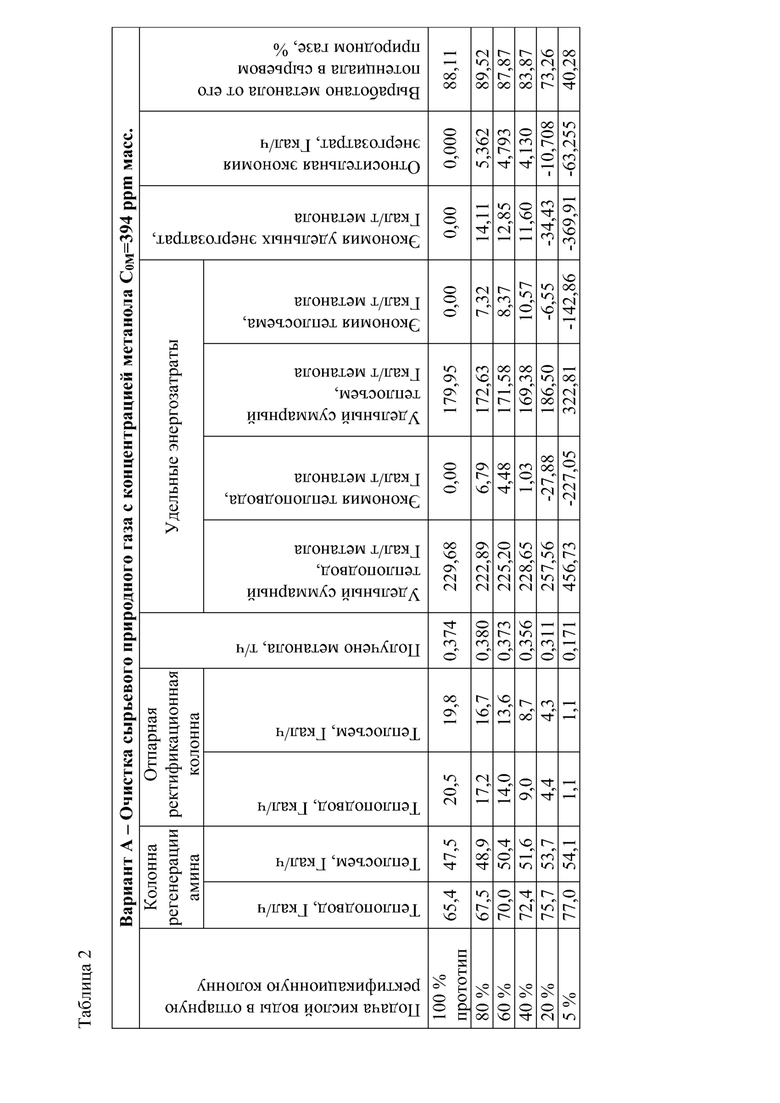
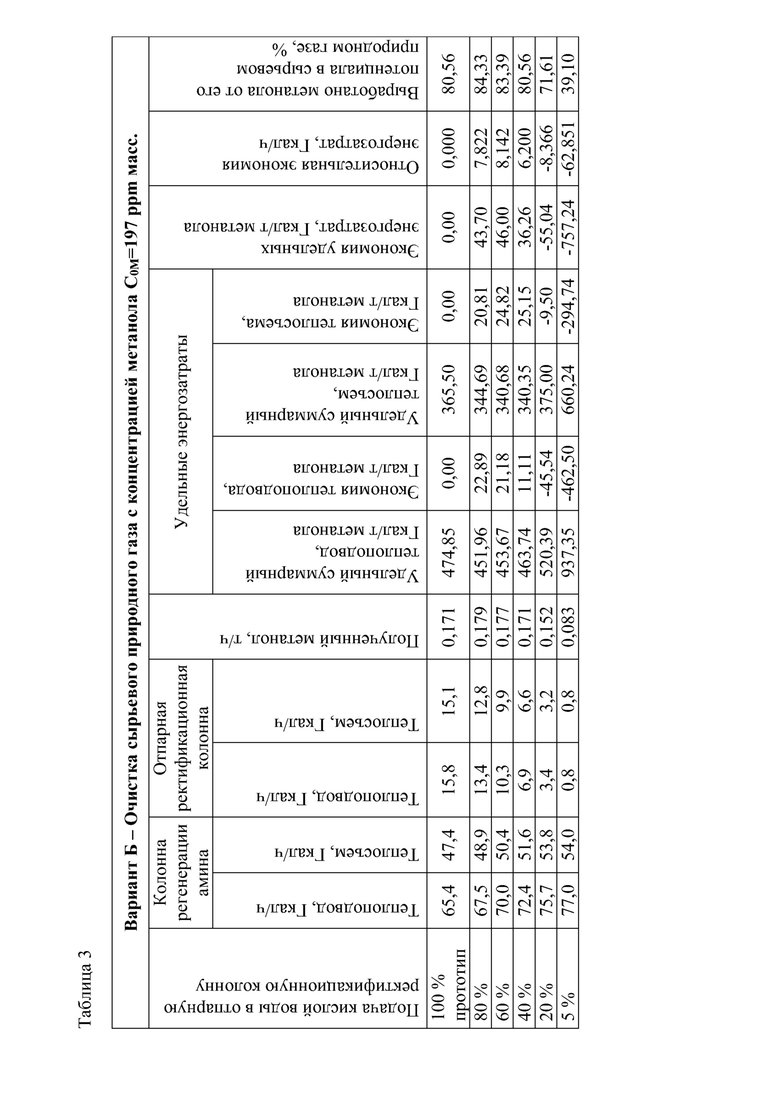
Монотонное изменение теплоподвода и теплосъема для колонны регенерации амина и отпарной ректификационной колонны не позволяет объективно оценить эффективность разделения всего потока кислой воды из рефлюксной емкости колонны регенерации амина g0 на две части: g1 и g2, поэтому было оценено влияние соотношения g1/g0*100 на удельные энергозатраты для системы из двух колонн в целом с учетом количества извлекаемого метанола. Как следует из данных таблиц 2-5, во всех вариантах работы установки в широком диапазоне концентраций метанола в сырьевом природном газе С0М (А, Б, В, Г) наблюдается минимизация взаимосвязи удельных энергозатрат и распределения кислой воды между колонной регенерации амина и отпарной ректификационной колонной по отношению к прототипу.
Анализ расчетных данных также показал:
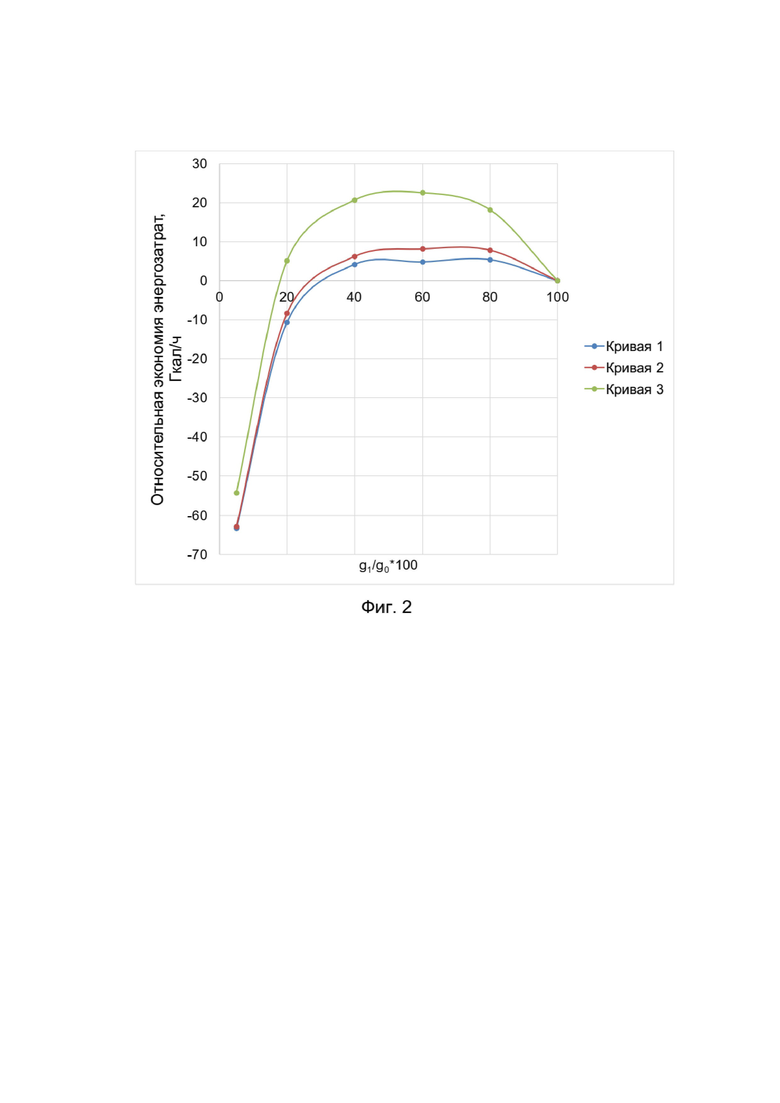
в зависимости от приоритетов можно выполнить оптимизацию извлечения метанола из условия минимума как удельного суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны, так и удельного суммарного теплосъема от потоков из верхней части колонны регенерации амина и отпарной ректификационной колонны, а также из условия минимизации энергозатрат на обеспечение теплоподвода и теплосъема для системы из двух колонн с учетом количества извлекаемого метанола, зависимость относительной экономии энергозатрат от соотношения g1/g0*100 приведена на фигуре 2 для концентраций метанола в сырьевом природном газе С0М 394 ppm масс. (кривая 1), 197 ppm масс. (кривая 2) и 118 ppm масс. (кривая 3);
при достаточно высокой концентрации метанола в сырьевом природном газе заявляемое изобретение является экономически эффективным, так, например, для С0М=394 ppm масс. при работе системы в оптимальном режиме с g1/g0*100=80 % можно получить 380 кг/ч метанола (таблица 2) (12,5 руб./кг) на 4750 руб./ч, сэкономив для такой выработки на теплоподводе 2,58 Гкал/ч (700 руб./Гкал) или 1806 руб./ч;
при низкой концентрации метанола в сырьевом природном газе количество извлекаемого метанола становится незначительным и энергозатраты на его получение становятся нерентабельными; как следует из таблицы 5, для С0М=39 ppm масс. можно получить не более 25 кг/ч метанола (12,5 руб./кг) на 312,5 руб./ч, поэтому в подобной ситуации отпарную ректификационную колонну целесообразно временно, пока не возрастет С0М, вывести из эксплуатации.
Таким образом, заявляемое изобретение решает поставленную задачу разработки энергосберегающего способа подготовки сырьевого природного газа к дальнейшей криогенной переработке за счет использования энергетического потенциала и состава промежуточных технологических потоков.
Изобретение может быть использовано на предприятиях газовой промышленности при подготовке природного газа к извлечению криогенным методом метана, этана и широкой фракции легких углеводородов. Способ очистки природного газа от примесей включает стадию абсорбционного извлечения из сырьевого природного газа диоксида углерода и метанола водным раствором амина в абсорбере с последующей регенерацией насыщенного абсорбента в колонне регенерации амина и получением регенерированного абсорбента, кислой воды и кислого газа, далее стадию адсорбционной осушки очищенного природного газа с последующей регенерацией адсорбента частью очищенного и осушенного природного газа. Отработанный газ регенерации объединяют с очищенным природным газом и после охлаждения сепарируют от сконденсированной воды, возвращаемой в емкость подготовки водного раствора амина. Кислую воду из рефлюксной емкости колонны регенерации амина разделяют в отпарной ректификационной колонне на метанол и отпаренную воду. При этом поток кислой воды из рефлюксной емкости колонны регенерации амина делят на две части: первую часть направляют в отпарную ректификационную колонну для разделения, а вторую часть – в колонну регенерации амина в качестве орошения. При этом оптимальное соотношение между первой частью и всем потоком кислой воды из рефлюксной емкости колонны регенерации амина в диапазоне от 100 до 0% определяют из условия минимума суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны и/или суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны в расчете на 1 тонну извлекаемого метанола. Заявленное изобретение является энергосберегающим способом подготовки сырьевого природного газа к дальнейшей криогенной переработке за счет использования энергетического потенциала и состава промежуточных технологических потоков. 5 з.п. ф-лы, 2 ил., 5 табл.
1. Способ очистки природного газа от примесей, включающий стадию абсорбционного извлечения из сырьевого природного газа диоксида углерода и метанола водным раствором амина в абсорбере с последующей регенерацией насыщенного абсорбента в колонне регенерации амина и получением регенерированного абсорбента, кислой воды и кислого газа и стадию адсорбционной осушки очищенного природного газа с последующей регенерацией адсорбента частью очищенного и осушенного природного газа, отработанный газ регенерации объединяют с очищенным природным газом и после охлаждения сепарируют от сконденсированной воды, возвращаемой в емкость подготовки водного раствора амина, кислую воду из рефлюксной емкости колонны регенерации амина разделяют в отпарной ректификационной колонне на метанол и отпаренную воду, направляемую в абсорбер и/или емкость подготовки водного раствора амина и/или колонну регенерации амина, отличающийся тем, что поток кислой воды из рефлюксной емкости колонны регенерации амина делят на две части: первую часть направляют в отпарную ректификационную колонну для разделения, а вторую часть – в колонну регенерации амина в качестве орошения, при этом оптимальное соотношение между первой частью и всем потоком кислой воды из рефлюксной емкости колонны регенерации амина в диапазоне от 100 до 0% определяют из условия минимума суммарного теплоподвода в низ колонны регенерации амина и отпарной ректификационной колонны и/или суммарного теплосъема от потоков верхней части колонны регенерации амина и отпарной ректификационной колонны в расчете на 1 тонну извлекаемого метанола.
2. Способ по п. 1, отличающийся тем, что предусматривают подачу свежей деминерализованной воды со стороны в контур водного раствора амина.
3. Способ по п. 1, отличающийся тем, что предусматривают подачу кислой воды из рефлюксной емкости колонны регенерации амина в дополнительную буферную емкость.
4. Способ по п. 1, отличающийся тем, что предусматривают подачу свежей деминерализованной воды из дополнительной буферной емкости в колонну регенерации амина.
5. Способ по п. 1, отличающийся тем, что предусматривают подачу отработанного газа регенерации со стадии адсорбционной осушки на смешение с сырьевым природным газом.
6. Способ по п. 1, отличающийся тем, что предусматривают подачу воды, извлекаемой из отработанного газа регенерации при его охлаждении и/или извлекаемой на фильтрах-коалесцерах из очищенного природного газа перед адсорберами, со стадии адсорбционной осушки в контур водного раствора амина или в контур кислой воды.
| Способ очистки природного газа от примесей | 2018 |
|
RU2691341C1 |
| СПОСОБ И УСТАНОВКА ОЧИСТКИ ПРИРОДНОГО ГАЗА ОТ ДИОКСИДА УГЛЕРОДА И СЕРОВОДОРОДА | 2014 |
|
RU2547021C1 |
| ГАЗОПЕРЕРАБАТЫВАЮЩИЙ И ГАЗОХИМИЧЕСКИЙ КОМПЛЕКС | 2014 |
|
RU2570795C1 |
| СПОСОБ КОМПЛЕКСНОГО ИЗВЛЕЧЕНИЯ ЦЕННЫХ ПРИМЕСЕЙ ИЗ ПРИРОДНОГО ГЕЛИЙСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО ГАЗА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ АЗОТА | 2014 |
|
RU2597081C2 |
| СПОСОБ ОЧИСТКИ ПРИРОДНОГО ГАЗА ОТ ПРИМЕСЕЙ ПРИ ЕГО ПОДГОТОВКЕ К ПОЛУЧЕНИЮ СЖИЖЕННОГО МЕТАНА, ЭТАНА И ШИРОКОЙ ФРАКЦИИ УГЛЕВОДОРОДОВ | 2015 |
|
RU2602908C9 |
| СПОСОБ ОСУШКИ ГАЗА | 1999 |
|
RU2155092C1 |
| Способ переработки магистрального природного газа с низкой теплотворной способностью | 2016 |
|
RU2615092C9 |
| Оправка реечного стана | 1968 |
|
SU260580A1 |
| US 4255287 A1, 10.03.1981 | |||
| US 4412977 A1, 01.11.1983. | |||

