Изобретение относится к производству изделий аддитивными технологиями и может применяться в различных областях машино- и авиастроения, а также ракетно-космической отрасли.
Одним из наиболее перспективных направлений развития аддитивных технологий является возможность получения готовых деталей или полуфабрикатов из металлических материалов. При выращивании металлических деталей необходимо обеспечение высокой производительности и низкой себестоимости при производстве, кроме того требуется высокая точность соблюдения размеров готового изделия, при этом в результате использования аддитивной технологии создания деталей должна получаться качественная структура материала, из которого будет изготовлено изделие, отсутствие в материале пор.
Проблема повышения точности формообразования и получения необходимых размеров при выращивании может быть решена применением механической обработки синтезированных поверхностей - субтрактивной обработкой. Наиболее эффективным решением является не механическая обработка готовой детали, а возможность механической обработки в процессе аддитивного выращивания, между переходами послойного синтеза. Это позволяет обеспечить механической обработкой высокую точность труднодоступных поверхностей, доступ к которым при обработке готовой детали невозможен или проблематичен. Проблема улучшения структуры и механических характеристик выращиваемого металла по сравнению с чисто аддитивной технологией, может быть решена применением упрочняющей обработки в процессе аддитивного выращивания.
Известен способ послойного синтеза металлических изделий из металлопорошковых композиций лазерным спеканием, когда после образования нескольких спеченных слоев происходит их механическая обработка режущим инструментом, и сразу же на участке, после прохождения режущего инструмента, осуществляется термообработка лазером, увеличивающая твердость и плотность выращиваемого металла [US 6657155 В2. Method of and apparatus for making a threedimensional object. 2003]. Недостатками такого способа является низкая производительность, значительно уступающая способам наплавки, высокая стоимость оборудования и используемых порошковых материалов. Получаемая структура металла обычно имеет большое количество дефектов (пористость, крупнозернистую структуру) и не всегда отвечает требованиям к качеству.
Эксплуатация металлических деталей показывает, что наряду с пористостью, размером зерна и плотностью структуры, достаточно значимым параметром является равномерность ее упрочнения. Установлено, что создание в монолитном металлическом материале гетерогенно модифицированной структуры с твердыми и пластичными составляющими, обеспечивает одновременно высокую прочность и большую вязкость материала. Гетерогенная структура позволяет успешно сопротивляться циклическим нагрузкам, так как вязкий материал тормозит развитие хрупкой микротрещины, сформировавшейся в несущей твердой составляющей. [Повышение контактной выносливости деталей машин гетерогенным деформационным упрочнением статико-импульсной обработкой / А.В. Киричек, Д.Л. Соловьев, С.В. Баринов, С.А. Силантьев // Упрочняющие технологии и покрытия. 2008. №7. С. 9-15]
Известен способ статико-импульсной обработки поверхностным пластическим деформированием (ППД) металлических материалов, при котором происходит формирование упрочненной структуры материала под действием ударных волн деформации, в результате чего на упрочняемой поверхности образуется совокупность пластических отпечатков с определенным размером, перекрытием и кратностью приложения [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с; Патент №2098259 РФ, МКИ В24В 39/00. Способ статико-импульсной обработки поверхностным пластическим деформированием / А.Г. Лазуткин, А.В. Киричек, Д.Л. Соловьев. Бюлл. №34, 1997]. При использовании статико-импульсной обработки происходит измельчение структуры металла и может быть получен упрочненный наклепанный поверхностный слой глубиной до 8-10 мм, с твердостью, достигающей 35-45 HRC, и сжимающими остаточными напряжениями; может быть получена плотная, как равномерно, так и гетерогенно упрочненная структура. Способ успешно зарекомендовал себя для упрочнения деталей машин, однако для упрочнения деталей, получаемых аддитивными технологиями, не использовался.
Проблема повышения производительности может быть решена за счет использования для выращивания металлических деталей метода послойной наплавки материала, где модельным материалом является металлический пруток или проволока. В отличие от процесса порошкового лазерного спекания, послойная наплавка обеспечивает традиционную литую структуру металла в изделии. Стоимость используемого металлического прутка или проволоки в 9-10 раз ниже стоимости порошковых материалов для аддитивных технологий. Однако, при увеличении производительности в таких технологиях резко увеличивается количество дефектов структуры, растет пористость, формируется кристаллическая структура с большим размером зерна, что способствует снижению прочностных характеристик выращенного металла.
Проблема улучшения структуры и механических характеристик выращиваемого металла послойной наплавкой может быть решена применением деформационной упрочняющей обработки в процессе послойного синтеза. Известен способ изготовления изделий из последовательных слоев металла наплавлением друг на друга плазменной или дуговой энергией, когда каждый последующий наплавленный слой подвергается пластическому деформированию плунжерным устройством, измельчая и оптимизируя размер зерна наплавленного металла и, тем самым, улучшая механические свойства материала изделия [US 20070122560 А1. Solid-free-form fabrication process including in-process component deformation. 2007].
Недостатками такого способа является низкая точность размеров, что требует обеспечения больших припусков для последующей механической обработки, невозможность обработки труднодоступных поверхностей, что ограничивает область применения такого способа, ограничения по производительности, глубине и степени упрочнения наплавленного слоя, плотности и уменьшению размеров зерен, а также невозможность получения гетерогенно упрочненной структуры наплавленных слоев.
Известен способ послойного синтеза изделий, включающий выращивание посредством послойной наплавки материала из проволоки с периодическим пластическим деформированием выращенного слоя статико-импульсной обработкой волной деформации и его последующей механической субтрактивной обработкой [Возможности аддитивно-субтрактивно-упрочняющей технологии / Киричек А.В., Соловьев Д.Л., Жирков А.А., Федонин О.Н., Федонина C.O., Хандожко А.В. // Вестник Брянского государственного технического университета. 2016. №4(52). С. 151-160]. Применение такого способа позволяет создавать в выращенном изделии гетерогенно упрочненную структуру, формировать сжимающие остаточные напряжения, увеличить производительность процесса и повысить точность размеров выращенного изделия. В упрочненном материале, полученном таким способом, в отличие от неупрочненного, практически отсутствуют поры и скрытые полости. Размеры фазовых элементов в материале, полученном по технологии с упрочнением, более чем в пять раз меньше материала, полученного без упрочнения. Микротвердость материала, выращенного с упрочнением, существенно превышает микротвердость материала, полученного без упрочнения.
Недостатками такого способа является то, что после деформационного упрочнения каждого наплавленного слоя в нем формируется градиентно упрочненная структура, при которой плотная мелкозернистая и максимально твердая структура находится только на поверхности, а по глубине наплавленного слоя происходит постепенное снижение твердости и увеличение характерного размера зерна, вплоть до исходной дендритной структуры наплавленного материала. При наплавке следующего слоя происходит нагрев предыдущего наплавленного и поверхностно упрочненного слоя, в результате чего его наиболее упрочненная часть подвергается рекристаллизации с потерей твердости, достигаемой на стадии пластического деформирования. В результате происходит снижение эффекта упрочнения изделия в целом.
Целью предложенного изобретения является уменьшение среднего характерного размера зерна и повышение твердости металлического материала синтезированного изделия.
Цель достигается тем, что для создания плотной мелкозернистой структуры и повышения твердости всего наплавленного металлического материала синтезируемого изделия, пластическое деформирование статико-импульсной обработкой волной деформации материала предлагается осуществлять в неостывшем состоянии, причем в зависимости от марки, свойств и химического состава материала, металл деформируют при температуре от 200°С, но ниже температуры рекристаллизации.
Механизм деформационного упрочнения статико-импульсной обработкой заключается в следующем. Для упрочнения ударными волнами деформации используется генератор импульсов, обеспечивающий энергию и частоту ударов соответственно 10-50 Дж и 7-40 Гц, основными элементами которого является боек 1 и волновод 2. При упрочнении боек 1 ударяет по волноводу 2, статически поджатому в направлении к упрочняемой поверхности, в результате в ударной системе боек-волновод генерируются плоские акустические волны, которые характеризуются законом изменения сил во времени, максимальным значением сил, временем действия сил (длительностью волны деформации) и энергией волны деформации. Эти характеристики зависят от геометрии соударяющихся бойка 1 и волновода 2, свойств их материалов и скорости соударения. Ударная волна деформации определяется последовательностью импульсов, причем длительность каждого из них равна периоду волны. Форма ударного импульса (изменение силы по времени) поступающего в очаг деформации, т.е. область контакта инструмента - стержневого ролика 3, с упрочняемым материалом, будет определять эффективность динамического нагружения. Предварительное статическое поджатие волновода 2 способствует наиболее полному использованию импульсной нагрузки для пластического деформирования упрочняемого слоя материала 5. При упрочнении форма ударных импульсов максимально адаптируется к свойствам материала и условиям нагружения, что увеличивает КПД процесса, расширяет технологические возможности обработки, позволяя создавать глубокий упрочненный слой 6. При статико-импульсной обработке под действием ударных импульсов на поверхности упрочняемого материала формируются пластические отпечатки, форма и размеры которых, в соответствии с заданной кратностью воздействия, определяют равномерность упрочнения поверхностного слоя. Регулируя режимы обработки можно создать как равномерно, так и гетерогенно упрочненную структуру упрочняемого материала.
Предлагаемый способ создания деталей аддитивно-субтрактивно-упрочняющей технологией состоит из следующих этапов (фиг. 1):
а - послойная наплавка металлического материала (один или несколько слоев);
б - упрочнение статико-импульсной обработкой волной деформации (одного или нескольких) наплавленных слоев;
в - механическая обработка наплавленной и, если необходимо, части упрочненной поверхности, с целью удаления дефектного слоя и обеспечения высокой точности и низкой шероховатости поверхностей.
На фиг. 1 обозначены следующие элементы:
1 - боек;
2 - волновод;
3 - инструмент - стержневой ролик;
4 - выращиваемое изделие;
5 - наружный наплавленный слой материала;
6 - упрочненный слой;
7 - технологическая оснастка для реализации процесса наплавки;
8 - режущий инструмент для механической субтрактивной обработки (фреза).
На фиг. 1 также приведены условные обозначения:
Pst - статическая сила предварительного поджатая волновода;
Pu - энергия ударных волн деформации;
f - частота ударов;
S - направление подачи инструмента - стержневого ролика, технологической оснастки для реализации процесса наплавки и режущего инструмента для механической субтрактивной обработки (фрезы);
n - частота вращения режущего инструмента для механической субтрактивной обработки (фрезы).
Процесс прямого выращивания изделия посредством лазерной, электронно-лучевой, плазменной или электродуговой послойной наплавкой материала из проволоки по сравнению с порошковыми аддитивными технологиями, экономически многократно более выгоден и обеспечивает более высокую производительность. Недостатки такой технологии в виде дефектов структуры, высокой пористости и меньшей точности компенсируются упрочняющей и механической обработкой в процессе получения детали в соответствии с заявляемым способом.
Предлагаемая технология упрочнения статико-импульсной обработкой позволяет структурировать, уплотнить, упрочнить материал выращенного слоя, сформировать вместо растягивающих остаточных напряжений термической природы сжимающие. Упрочнение распространяется на большую глубину, что позволяет применять статико-импульсную обработку волной деформации не послойно, т.е. после наплавки одного слоя металла, а после наплавки нескольких слоев, что способствует повышению производительности процесса. В результате послойного (периодического, через несколько слоев) упрочнения синтезируемого изделия ударной волной деформации обеспечивается вместо грубой структуры материала с крупными дендритами получение значительно более мелкозернистой и гетерогенно упрочненной структуры, содержащей более твердые и более пластичные участки, что способствует повышению прочности материала и эксплуатационных свойств синтезированного изделия.
Пример.
Произведено выращивание металлического изделия аддитивно-субтрактивно-упрочняющей технологией с применением статико-импульсной обработки волной деформации. Послойный синтез изделия выполнялся способом дуговой послойной наплавки металлического материала - проволоки ESAB OK Autrod NiCrMo-3 из сплава на никелевой основе диаметром 1,0 мм со следующим химическим составом: С=0,1%; Мо=9,0%; Cr=21,5%; Fe=2,0%; Ni=61,3%; Si=0,5%; Mn=0,5%; Cu=0,5%; Al=0,4%; Ti=0,4%; Nb+Ta=3,8%. Упрочнение производилось при различных температурах наплавленного материала, достигающих 800°С.
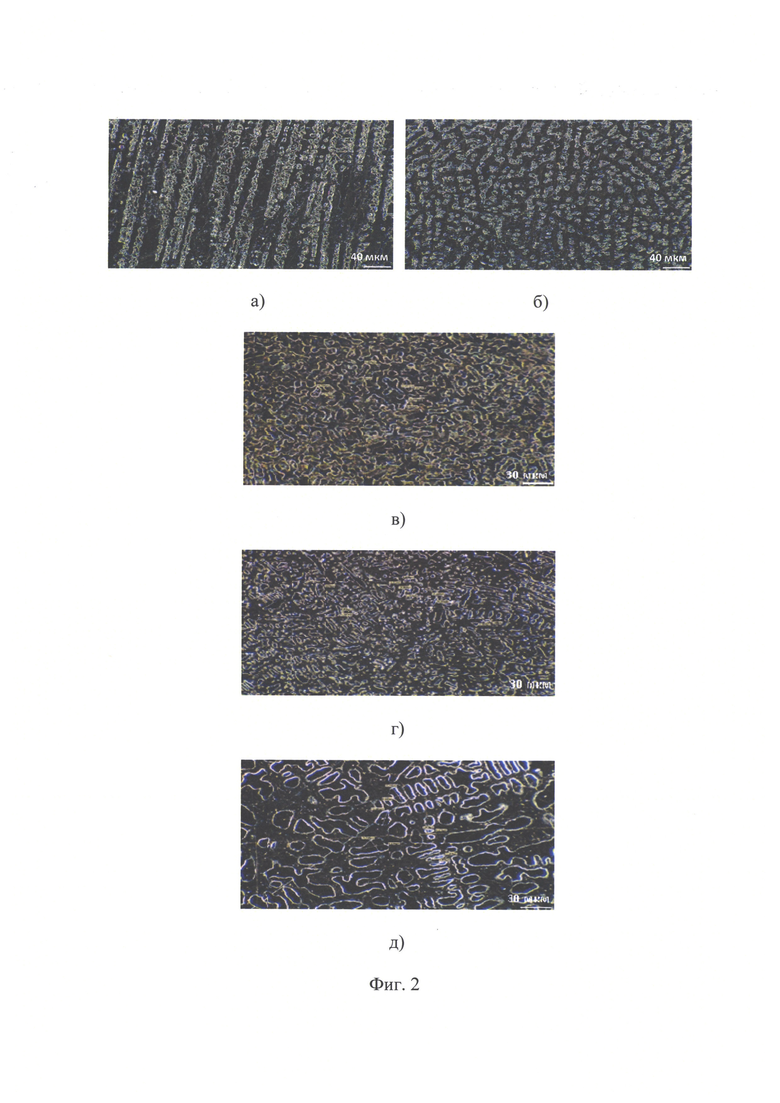
На фиг.2 представлена микроструктура выращенного материала:
а - без упрочнения (осевое сечение образца);
б - упрочнение не остывшего металла (более 200°С, но ниже температуры рекристаллизации) статико-импульсной обработкой волной деформации (осевое сечение образца);
в-д - упрочнение статико-импульсной обработкой волной деформации (поперечное сечение образца):
в - при 200°С
г - при 400-600°С;
д - при 700-800°С.
Видно, что микроструктура неупрочненного материала синтезированного изделия грубая, с крупными дендритами (фиг.2а), а в микроструктуре упрочненного материала дендриты замещаются большим количеством упорядоченных в виде сетки с ячейкой 3…30 мкм мелких фазово-структурных элементов (фиг.2б, в, г).
С ростом температуры синтезируемого изделия, подвергаемого статико-импульсной обработкой волной деформации глубина упрочнения растет, средний характерный размер фазово-структурных элементов увеличивается (фиг.2д), материал всего наплавленного слоя претерпевает однородные структурные изменения и упрочняется по всей глубине.
Таким образом, упрочнение статико-импульсной обработкой волной деформации при температуре синтезируемого изделия выше 600°С ведет к увеличению среднего характерного размера фазово-структурных элементов, что противоречит цели предлагаемого изобретения.
В таблице 1 представлены сравнительные данные по микротвердости материала синтезированного изделия без упрочнения и с упрочнением волной

Таким образом, заявленный результат по уменьшению среднего характерного размера зерна и повышению твердости материала синтезированного изделия достигнут.
Источники информации, принятые во внимание
1. Повышение контактной выносливости деталей машин гетерогенным деформационным упрочнением статико-импульсной обработкой / А.В. Киричек, Д.Л. Соловьев, С.В. Баринов, С.А. Силантьев // Упрочняющие технологии и покрытия. 2008. №7. С.9-15.
2. Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.
3. Патент №2098259 РФ, МКИ В24В 39/00. Способ статико-импульсной обработки поверхностным пластическим деформированием / А.Г. Лазуткин, А.В. Киричек, Д.Л. Соловьев. Бюлл. №34, 1997.
4. US 6657155 В2. Method of and apparatus for making a threedimensional object. 2003.
5. US 20070122560 A1. Solid-free-form fabrication process including in- process component deformation. 2007.
6. Возможности аддитивно-субтрактивно-упрочняющей технологии / Киричек А.В., Соловьев Д.Л., Жирков А.А., Федонин О.Н., Федонина С.О., Хандожко А.В. // Вестник Брянского государственного
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| Способ наплавки с упрочнением волной деформации | 2020 |
|
RU2759278C1 |
| Устройство для наплавки с упрочнением волной деформации | 2020 |
|
RU2755081C1 |
| Способ упрочнения сварных швов | 2020 |
|
RU2752056C1 |
| Способ упрочнения стали с применением комбинированной технологии | 2020 |
|
RU2750602C1 |
| Многослойная гетерогенно упрочненная броня | 2020 |
|
RU2742844C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2296663C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ | 2005 |
|
RU2287424C1 |
| СПОСОБ ЭЛЕКТРОСТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2296664C1 |
| СПОСОБ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОЙ НАГРУЗКИ | 2013 |
|
RU2540262C2 |

Изобретение относится к способу послойного синтеза изделия из проволоки, изготовленной из сплава на никелевой основе, и может найти применение в различных областях машино- и авиастроения, а также ракетно-космической отрасли. Осуществляют выращивание изделия послойной наплавкой металлического материала с послойным периодическим пластическим деформированием выращенного слоя статико-импульсной обработкой волной деформации и механической субтрактивной обработкой. Пластическое деформирование статико-импульсной обработкой волной деформации выращенного слоя изделия из металлического материала осуществляют при температуре от 200 до 600°С. В результате достигается создание плотной мелкозернистой структуры и высокой твердости по всей толщине наплавленного металлического материала. 2 ил., 1 пр., 1 табл.
Способ послойного синтеза изделия из проволоки, изготовленной из сплава на никелевой основе, включающий выращивание изделия послойной наплавкой металлического материала с послойным периодическим пластическим деформированием выращенного слоя статико-импульсной обработкой волной деформации и механической субтрактивной обработкой, отличающийся тем, что пластическое деформирование статико-импульсной обработкой волной деформации выращенного слоя изделия из металлического материала осуществляют при температуре от 200 до 600°С.
| А.В | |||
| Киричек и др | |||
| "Возможности аддитивно-субтрактивно-упрочняющей технологии", Вестник Брянского государственного технического университета, 4(52), 2016, с.151-158 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
| Способ дуговой сварки и наплавки | 1991 |
|
SU1825682A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ИЗДЕЛИЙ ИЗ ВЫСОКОМАРГАНЦОВИСТЫХ СТАЛЕЙ | 1998 |
|
RU2136462C1 |
| Способ изготовления сварных конструкций | 1990 |
|
SU1799707A1 |

