Изобретение относится к области машиностроения, а именно к упрочняющей обработке наплавленного металла на поверхности заготовки, применяемой для изготовления и восстановления деталей и инструментов наплавкой.
Наплавка металлического материала - это эффективный способ получения на поверхности изделий слоя с необходимыми свойствами, а также получения первоначальных размеров изношенных или поврежденных деталей.
Известно устройство наплавки плавящимся электродом в среде защитных газов, в котором дуга возникает между основным металлом и электродом. При наплавке осуществляется автоматическая подача электрода [Хасуи А., Моригаки О. Наплавка и напыление. - М.: Машиностроение, 1985, с. 49-51].
Недостатком такого устройства является создание остаточных напряжений, как в основном, так и в наплавленном металле, вызывающих образование трещин, а также недостаточная твердость наплавленного слоя, не способная обеспечивать требуемое повышение ресурса наплавленных поверхностей деталей.
Известно устройство в виде пневматического молота с деформирующим инструментом, предназначенное для упрочнения пластическим деформированием наплавленной быстрорежущей стали после дуговой наплавки, во время охлаждения наплавленного металла (в температурном интервале от (Мн+80)°C до 60°C, где Мн - температура начала мартенситного превращения наплавленной быстрорежущей стали) [Патент РФ № 2483120. Способ упрочнения наплавленной быстрорежущей стали. Бюл. № 15, 2013]. Устройство применяется для повышения твердости наплавленного слоя и эксплуатационной стойкости наплавленного инструмента.
Недостатком устройства является то, что в наплавленном слое формируется высокая твердость без плавного перехода к основному металлу, что может привести к его отслоению.
Создание плавного перехода от наплавленной поверхности при ее упрочнении поверхностным пластическим деформированием (ППД) может быть обеспечено при формировании гетерогенно упрочненной структуры, при которой в поверхностном слое чередуются твердые и пластичные участки, позволяя значительно повысить эксплуатационные характеристики наплавленного слоя и всей детали.
Известно устройство - генератор импульсов для статико-импульсной обработки ППД металлических материалов, с помощью которого происходит формирование упрочненной структуры материала под действием ударных волн деформации, в результате чего на упрочняемой поверхности образуется совокупность пластических отпечатков с определенным размером, перекрытием и кратностью приложения [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.; Патент № 2098259 РФ, МКИ В24В 39/00. Способ статико-импульсной обработки поверхностным пластическим деформированием / А.Г. Лазуткин, А.В. Киричек, Д.Л. Соловьев. Бюлл. № 34, 1997]. При использовании такого устройства может быть получен упрочненный поверхностный слой, глубиной от 0,1-0,3 мм до 8-10 мм и твердостью 35-45 HRC, может быть получена как равномерно, так и гетерогенно упрочненная структура. Устройство успешно зарекомендовало себя для упрочнения деталей машин. Для упрочнения наплавленного металла не применялось. Деформирующим инструментом такого устройства является стержневой ролик цилиндрической формы с определенным диаметром и длиной. Применение такого инструмента позволяет создавать гетерогенно упрочненную структуру только в направлении подачи этого инструмента, что ограничивает возможности по созданию необходимого чередования твердых и пластичных участков, необходимых для максимального повышения эксплуатационных свойств наплавленного слоя.
Целью предложенного изобретения является повышение качества наплавленного металлического материала, способствующее увеличению долговечности изделий.
Для достижения поставленной цели предложено устройство - генератор импульсов для упрочнения статико-импульсной обработкой ударными волнами деформации, - которое формирует гетерогенно упрочненную структуру, чередующую твердые и пластичные участки во всех направлениях, за счет применения смонтированного на волноводе деформирующего инструмента в форме фигурного стержневого ролика, состоящего из криволинейных кольцевых участков (в этом случае ось следов деформации на упрочняемой поверхности от инструмента в форме фигурного стержневого ролика будут направлены строго вдоль направления подачи генератора импульсов) или участков в виде винтовой поверхности (в этом случае следы от деформации на упрочняемой поверхности от инструмента в форме фигурного стержневого ролика будут постепенно смещаться в сторону на шаг винта от направления подачи генератора импульсов с каждым оборотом инструмента в форме фигурного стержневого ролика), участков с одинаковыми или различными радиусами кривизны, причем профиль каждого участка может быть выполнен тороидальным (самопересекающийся тор) или радиусным.
На фиг. 1 изображена схема устройства для наплавки с упрочнением волной деформации:
1 - боек;
2 - волновод;
3 - корпус генератора импульсов;
4 - гайка крепления инструмента в форме фигурного стержневого ролика;
5 - инструмент в форме фигурного стержневого ролика;
6 - поверхность, на которую наплавляется металл;
7 - наплавленный металл после упрочнения статико-импульсной обработкой ударными волнами деформации;
8 - наплавленный металл;
9 - узел для наплавки;
10 - наплавляемый металл;
11 - один из тороидальных участков инструмента в форме фигурного стержневого ролика.
На фиг. 1 также приведены условные обозначения:
Pst - предварительное статическое поджатие волновода;
Pu - энергия ударных волн деформации;
ƒ - частота ударов;
S - направление подачи генератора импульсов и узла для наплавки;
R - радиус стержневого ролика в сечении, перпендикулярном оси его вращения;
R1, R2, R3, Rn - радиусы кривизны участков фигурного стержневого ролика в плане;
n - количество участков фигурного стержневого ролика в плане.
Отметим, что на фиг. 1, для примера, изображен инструмент в форме фигурного стержневого ролика 5, состоящего из криволинейных кольцевых участков.
Используемый для упрочнения генератор импульсов обеспечивает энергию и частоту ударов соответственно 50-200 Дж и 7-40 Гц, а его основными элементами являются боек 1 и волновод 2. При упрочнении боек 1 ударяет по волноводу 2, статически поджатому к наплавленному металлу 8, в результате в ударной системе боек-волновод генерируются плоские акустические волны, которые характеризуются законом изменения сил (амплитудой волны деформации) во времени, максимальным значением сил, временем действия сил (длительности волны деформации) и энергией волны деформации. Эти характеристики зависят от геометрии соударяющихся бойка 1 и волновода 2, свойств их материалов и скорости соударения. Волна деформации состоит из последовательности импульсов, длительность каждого из которых равна периоду волны. Форма ударного импульса (изменение силы по времени), поступающего в очаг деформации, т.е. область контакта инструмента в форме фигурного стержневого ролика 5 с наплавленным металлом 8, будет определять эффективность динамического нагружения. Предварительное статическое поджатие волновода 2 способствует наиболее полному использованию импульсной нагрузки для пластического деформирования наплавленного металла 8. При упрочнении форма ударных импульсов максимально адаптируется к свойствам материала и условиям нагружения, что увеличивает КПД процесса упрочнения, расширяет технологические возможности обработки наплавленного металла 8, позволяя создавать глубокий упрочненный слой 7. Технология статико-импульсной обработки ударными волнами деформации позволяет достаточно точно регулировать равномерность упрочнения, создавая как равномерно, так и гетерогенно упрочненную структуру.
Устройство (фиг. 1) имеет боек 1 и волновод 2, которые имеют возможность поступательного перемещения внутри корпуса генератора импульсов 3. На конце волновода 2 с помощью гайки крепления инструмента в форме фигурного стержневого ролика 4 монтируется инструмент в форме фигурного стержневого ролика 5 с профильным (в поперечном сечении, см. главный вид на фиг. 1) радиусом кривизны R, состоящий из кольцевых участков, причем профиль каждого кольцевого участка имеет разные или одинаковые радиусы кривизны в плане (вид А-А на фиг. 1) R1, R2, …, Rn. Участком инструмента в форме фигурного стержневого ролика с меньшим радиусом кривизны в плане обеспечивается высокая твердость и небольшая глубина упрочненного поверхностного слоя, участком с большим радиусом кривизны в плане - меньшая твердость и большая глубина упрочненного поверхностного слоя. Это позволяет за один проход создавать структуру наплавленного материала с плавно меняющейся глубиной и степенью упрочнения.
Для расширения возможностей получения различных сочетаний твердых и пластичных участков гетерогенно упрочненной структуры могут применяться кольцевые участки с профилем тороидальной формы различного радиуса Ri, где i=1, …, n в плане, а одинаковые радиусы кривизны участков инструмента в форме фигурного стержневого ролика в плане могут являться участками винтовой поверхности.
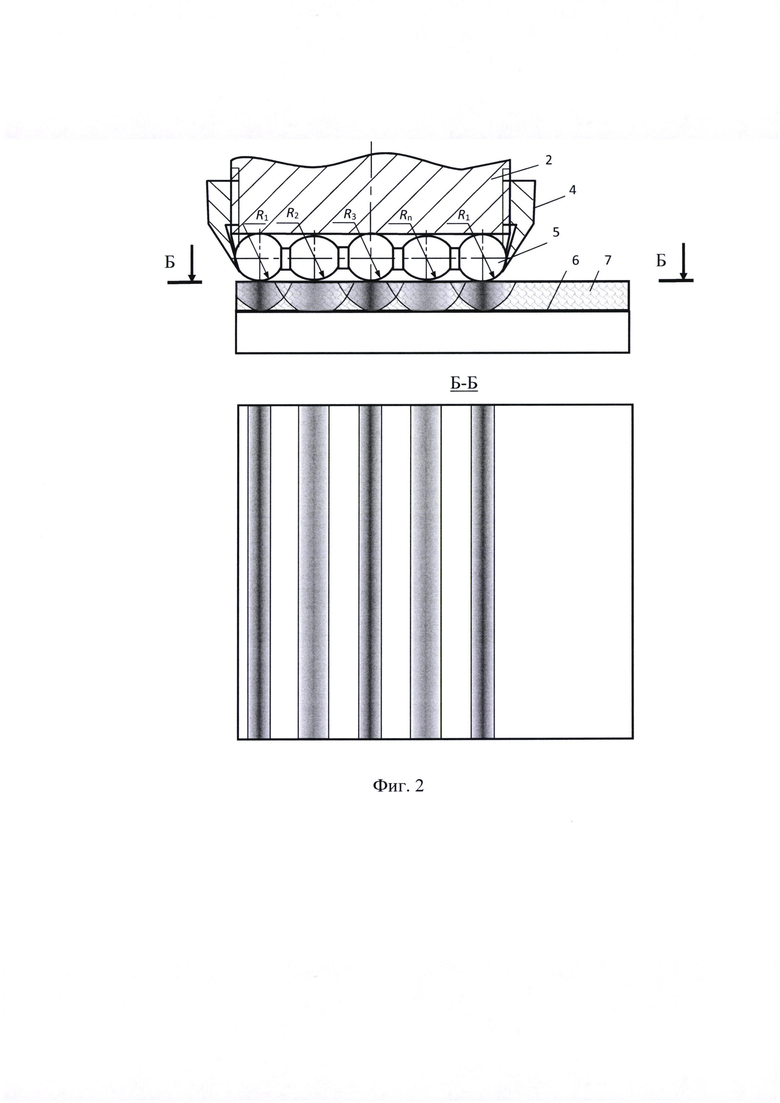
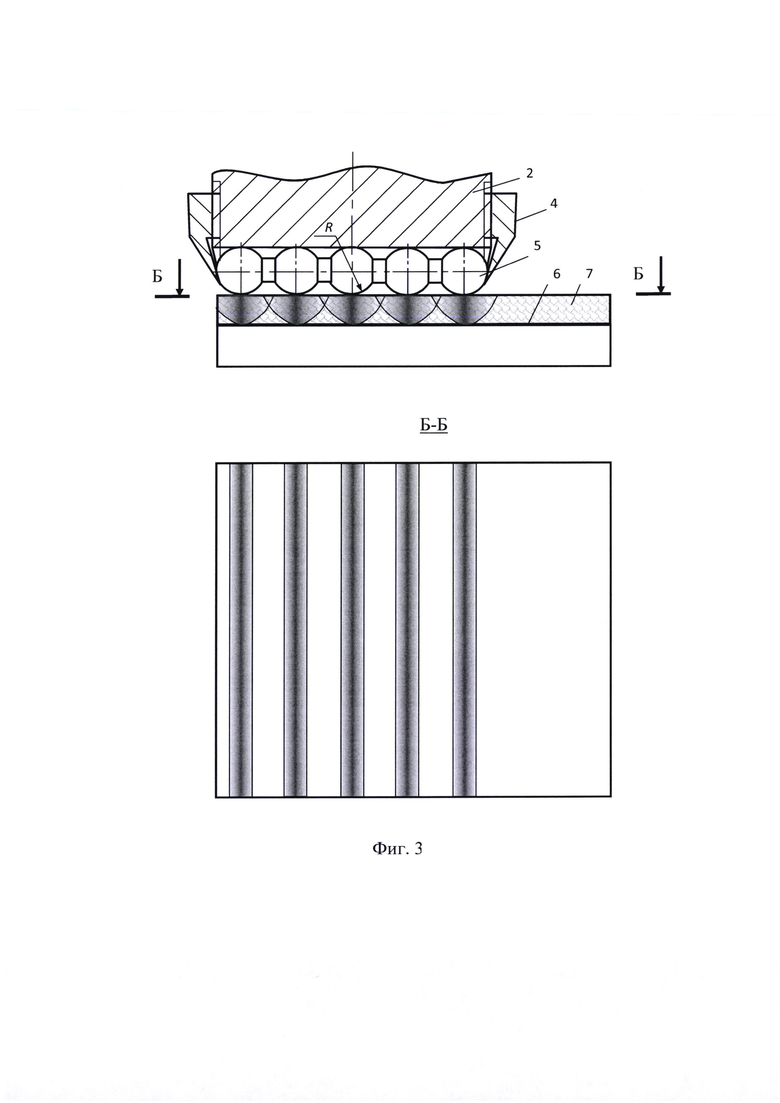
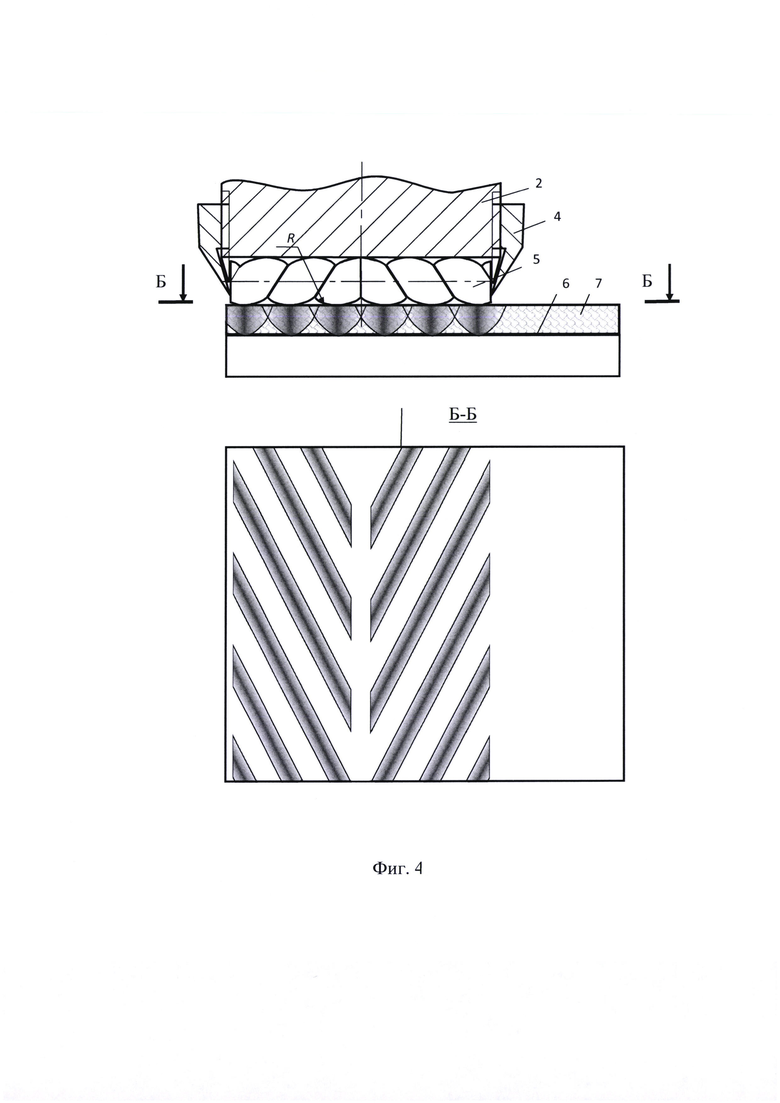
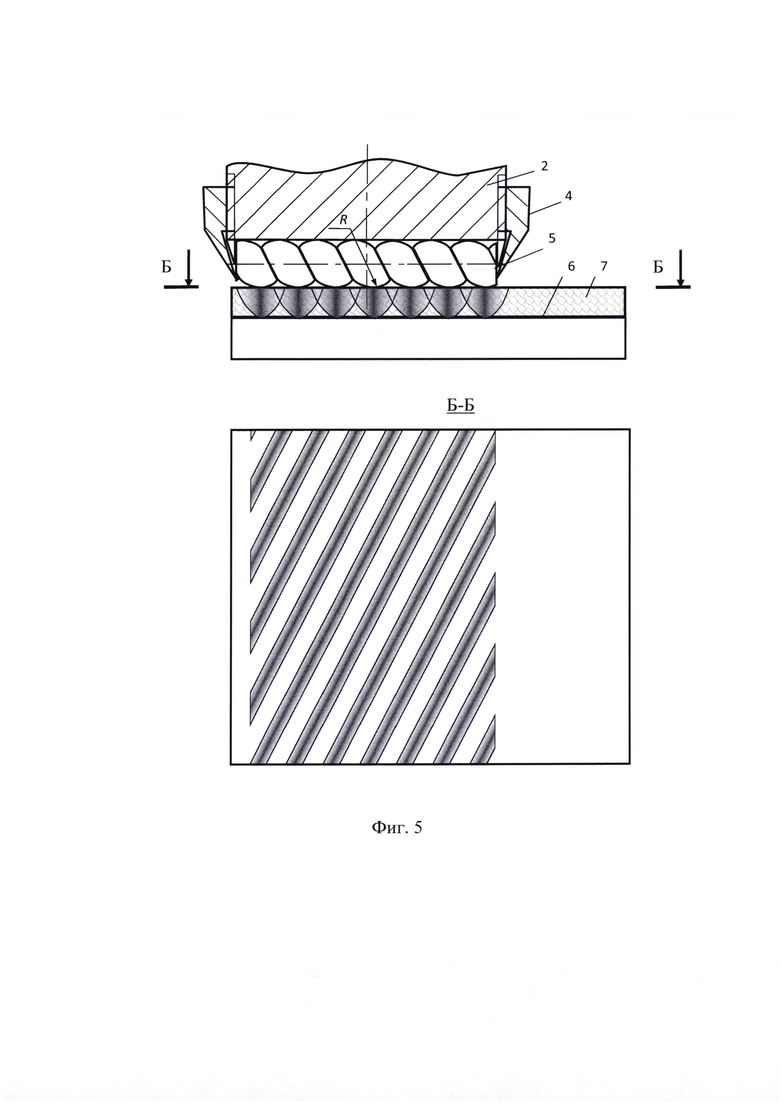
На фиг. 2 - фиг. 5 представлены для наглядности некоторые примеры вариантов исполнения инструмента в форме фигурного стержневого ролика, с особенностями конструкции, упомянутыми ранее. На каждой иллюстрации сверху расположено изображение - аналог вида А-А с фиг. 1, а ниже вид Б-Б, определенный на каждой иллюстрации соответствующими обозначениями. Кроме того, на фиг. 2 - фиг. 5 полутонами на обоих видах качественно показаны области, где более интенсивный серый окрас соответствует большей пластической деформации упрочняемой области наплавленного металла. На верхних изображениях фиг. 2 - фиг. 5 области полутонов иллюстрируют сечение упрочненной области под соответствующими участками инструмента в форме фигурного стержневого ролика, а на видах Б-Б следы пластической деформации этого инструмента на упрочняемой поверхности наплавленного металла в зависимости от особенностей конструкции инструмента в форме фигурного стержневого ролика после процесса упрочнения. На фиг. 2 - фиг. 5 с помощью величины интенсивности окраса серого цвета проиллюстрировано, в том числе, ранее приведенное свойство: участком инструмента в форме фигурного стержневого ролика с меньшим радиусом кривизны обеспечивается сравнительно более высокая твердость и небольшая глубина упрочненного поверхностного слоя, участком с большим радиусом кривизны в плане - меньшая твердость и большая глубина упрочненного поверхностного слоя.
На фиг. 2 изображен инструмент в форме фигурного стержневого ролика 5, состоящего из тороидальных участков с различными радиусами кривизны. Применение такого инструмента способствует увеличению гетерогенности упрочнения.
На фиг. 3 изображен инструмент в форме фигурного стержневого ролика 5, состоящего из участков с одинаковыми радиусами кривизны.
На фиг. 4 изображен инструмент в форме фигурного стержневого ролика 5, состоящего из участков в виде винтовой поверхности (в правом и левом направлении), профили деформирующих поверхностей которых состоят из дуг одинакового радиуса R, что позволяет создавать следы от деформации на упрочняемой поверхности, линии которых расположены под углом к направлению подачи генератора импульсов.
На фиг. 5 изображен инструмент в форме фигурного стержневого ролика 5, состоящего из участка в виде винтовой поверхности (в правом направлении), профили деформирующих поверхностей которого состоят из дуг одинакового радиуса R, что позволяет создавать следы от деформации на упрочняемой поверхности в виде линий, расположенных под углом к направлению подачи генератора импульсов.
Устройство отличается широкими возможностями управления в создании гетерогенных упрочненных слоев обрабатываемой поверхности. Предлагаемое устройство расширяет технологические возможности статико-импульсной обработки поверхностным пластическим деформированием за счет управления твердостью и глубиной упрочненного слоя инструментом специальной формы.
В результате сравнительных эксплуатационных испытаний образцов с наплавленным металлом после упрочнения генератором импульсов с деформирующим инструментом в виде стержневого ролика цилиндрической формы и после упрочнения генератором импульсов с деформирующим инструментом в виде фигурного стержневого ролика установлено, что долговечность изделия в последнем случае повышается на 30-50%.
Источники информации, принятые во внимание
1. Хасуи А., Моригаки О. Наплавка и напыление. - М.: Машиностроение, 1985, с. 49-51.
2. Патент РФ № 2483120. Способ упрочнения наплавленной быстрорежущей стали. Бюл. № 15, 2013.
3. Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004. 288 с.
4. Патент РФ № 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. № 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2760020C1 |
| Способ наплавки с упрочнением волной деформации | 2020 |
|
RU2759278C1 |
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| Способ упрочнения сварных швов | 2020 |
|
RU2752056C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2283748C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2287426C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2296663C1 |
| Способ упрочнения стали с применением комбинированной технологии | 2020 |
|
RU2750602C1 |
| СПОСОБ ЭЛЕКТРОСТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2296664C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2005 |
|
RU2286240C1 |

Изобретение относится к устройству для упрочнения волной деформации наплавленного металлического материала и может найти применение для изготовления и восстановления наплавкой деталей и инструментов. Устройство содержит генератор импульсов и смонтированный на волноводе деформирующий инструмент в виде стержневого ролика. Генератор импульсов предназначен для упрочнения статико-импульсной обработкой ударными волнами деформации, которое формирует гетерогенно упрочненную структуру, чередующую твердые и пластичные участки во всех направлениях за счет стержневого ролика, состоящего из криволинейных участков с одинаковыми или различными радиусами кривизны. Профиль каждого участка может быть выполнен кольцевым, тороидальным, или радиусным, или винтовым. Технический результат изобретения состоит в повышении качества наплавленного металлического материала, способствующего увеличению долговечности изделий. 5 з.п. ф-лы, 5 ил.
1. Устройство для упрочнения волной деформации наплавленного металлического материала, содержащее генератор импульсов, волновод и смонтированный на волноводе деформирующий инструмент, отличающееся тем, что деформирующий инструмент выполнен в форме стержневого ролика, состоящего из участков с криволинейным профилем.
2. Устройство по п. 1, отличающееся тем, что стержневой ролик состоит из криволинейных кольцевых участков.
3. Устройство по п. 1, отличающееся тем, что стержневой ролик состоит из криволинейных участков в виде винтовой поверхности.
4. Устройство по пп. 2, 3, отличающееся тем, что стержневой ролик состоит из криволинейных участков одинаковой кривизны.
5. Устройство по п. 2, отличающееся тем, что стержневой ролик состоит из криволинейных участков различной кривизны.
6. Устройство по любому из пп. 2, 4, 5, отличающееся тем, что стержневой ролик состоит из криволинейных участков с тороидальным профилем в плане.
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355554C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2287426C1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| JP 2002526271 A, 20.08.2002 | |||
| JP 2006142427 A, 08.06.2006 | |||
| JP 58167037 A, 03.10.1983. | |||

