1
Изобретение относится к области обработки металлов давлением.
Известна матрица для прессования изделий, содержащая заходную коническую часть и калибрующую часть, на поверхности которой выполнены спиральные канавки. Такие матрицы используются при изготовлении изделий с винтовым истечением материала заготовки и при изготовлении изделий с наружными винтовыми ребрами.
Однако использование таких матриц при изготовлении изделий усложняет процесс отделения изделия от матрицы, так как калибрующий поясок ее имеет спиральные канавки, в которые в процессе прессования выдавливается материал заготовки.
В описываемой конструкции матрицы, с целью облегчения отделения изделия от матрицы, а также с целью повыщения качества изделий за счет обеспечения постепенного обжатия материала заготовки в спиральных канавках, на рабочей поверхности матрицы с заходной стороны ее выполнены выемки, прилегающие к каждой из канавок и образованные поверхностью параллельной оси матрицы и конической поверхностью с углом наклона ее образующей к оси матрицы, равным углу подъема спирали канавки.
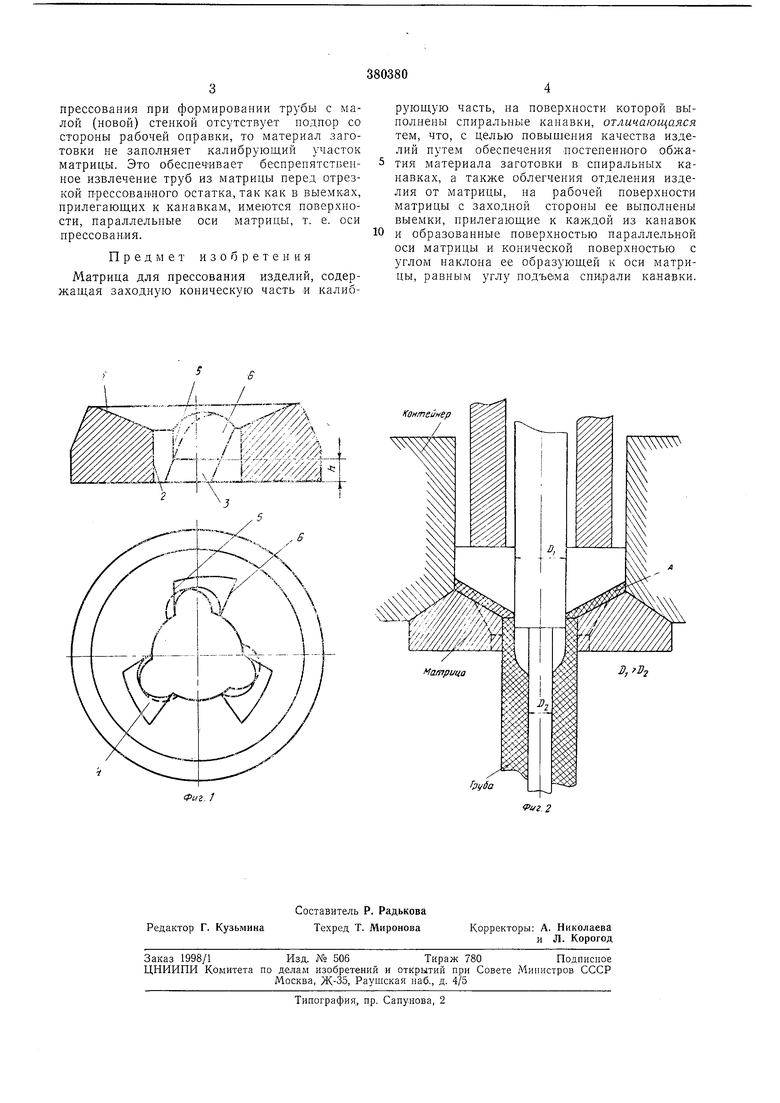
На фиг. 1 изображена описываемая матрица; на фиг. 2 - схема процесса окончания
прессования труб с наружными винтовыми ребрами.
Описываемая матрица имеет заходный конический участок / и калибрующий цилиндрический участок 2, на поверхности которого выполнены спиральные канавки 5. Высота fi спиральных канавок выбирается в зависимости от механических свойств прессуемого материала и размеров ребра трубы. Матрица
имеет также прилегающие к канавкам выемки 4, образованные поверхностью 5, параллельной оси матрицы, и конической поверхностью 6. Поверхность 5 выемки, параллельная оси
матрицы, обеспечивает свободное извлечение трубы из матрицы при ходе контейнера назад, а коническая поверхность 6 выемки служит для обеспечения постепенного обжатия материала ребра до размеров калибрующего
участка.
Перед окончанием процесса прессования трубы в калибрующий участок матрицы вводится дополнительная ступень, предусмотренная па игле, диаметр которой DI больше
калибрующего диаметра Dz этой же иглы. В результате этого часть заготовки высотой 10-4-15 мм прессуется в трубу с меньщей стенкой. Материал ребра по мере продвижения в калибрующем участке матрицы должен
постепенно обжиматься, но так как в конце
3
прессования при формировании трубы с малой (новой) стенкой отсутствует подпор со стороны рабочей оправки, то материал заготовки не заполняет калибрующий участок матрицы. Это обеспечивает беспрепятственное извлечение труб из матрицы перед отрезкой прессованного остатка, так как в выемках, прилегающих к канавкам, имеются поверхности, параллельные оси матрицы, т. е. оси прессования.
Предмет изобретения
Матрица для прессования изделий, содержащая заходную коническую часть и калибрующую часть, на поверхности которой вынолнены спиральные канавки, отличающаяся тем, что, с целью повыщения качества изделий путем обеспечения постепенного обжатия материала заготовки в спиральных канавках, а также облегчения отделения изделия от матрицы, на рабочей поверхности матрицы с заходной стороны ее выполнены выемки, прилегающие к каждой из канавок и образованные поверхностью параллельной оси матрицы и конической поверхностью с углом наклона ее образующей к оси матрицы, равным углу подъема спи;рали канавки.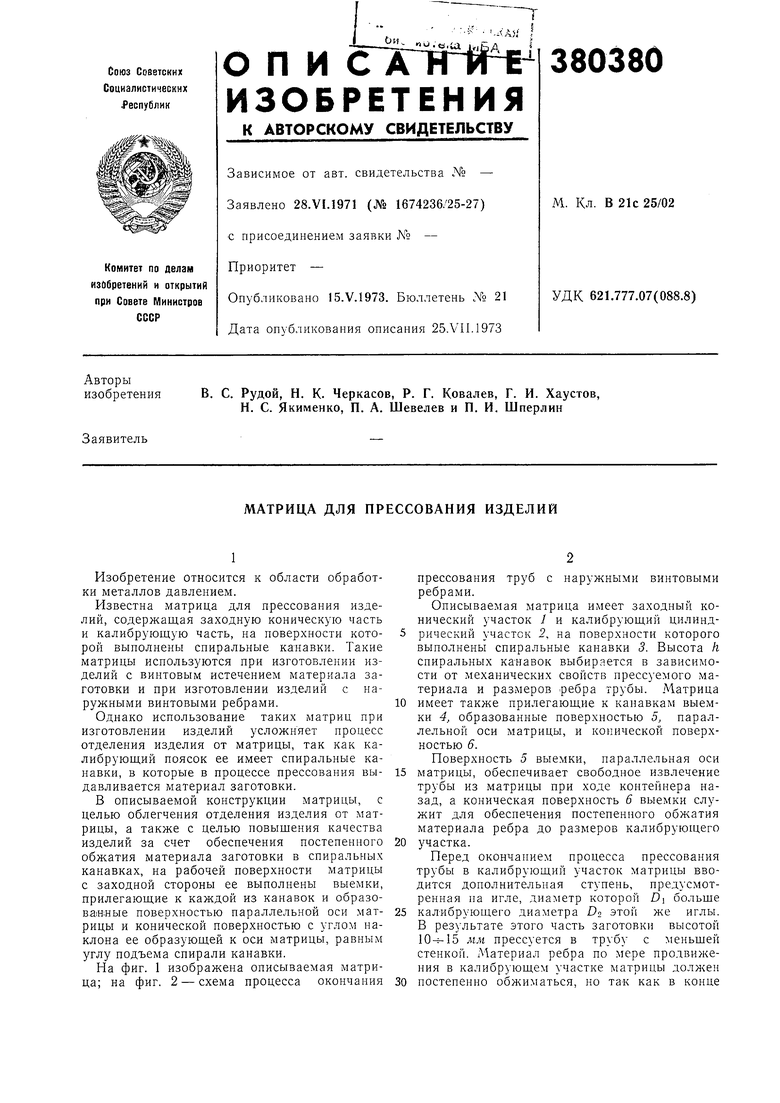
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования труб с наружным винтовым оребрением | 1989 |
|
SU1690883A1 |
| Матрица для прессования изделий | 1972 |
|
SU455766A1 |
| Матрица для обжима концов труб | 1979 |
|
SU863092A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Матрица для экструдирования изделий | 1979 |
|
SU776692A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Матрица для прессования изделий | 1981 |
|
SU1021487A1 |
| Инструмент для прессования труб с наружными винтовыми ребрами | 1979 |
|
SU867446A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
Г/ /
д. I VI
l.-.««,L-v-l v.-«.t«.i.r ---: i- - ----.
,6
Фиг. /
Контейнер
rpijda
fuz.2
