Предлагаемое изобретение относится к области машиностроения, а именно к технологиям нанесения покрытий на детали, и может быть использовано для определения толщины покрытий в процессе их нанесения методом электронно-лучевого испарения с конденсацией в вакууме.
Известен способ определения толщины покрытия с использованием весового датчика (Гречанюк Н.И., Кучеренко П.П., Мельник А.Г., Ковальчук Д.В., Гречанюк И.Н. Промышленная электронно-лучевая установка L-8 для осаждения теплозащитных покрытий на лопатки турбин. - Производственный раздел - №10. - 2014. - С. 48-53).
Способ основан на том, что после нанесения покрытия масса детали изменяется по сравнению с массой детали до нанесения покрытия. Разница масс фиксируется датчиком. Толщину покрытия определяют путем сопоставления показаний весового датчика и фактической толщины покрытия, полученной в результате металлографических исследований.
Недостатком такого способа определения толщины покрытия является погрешность измерений весового датчика и его частый выход из строя, что негативно отражается на выпуске годной продукции (толщина покрытий для разных деталей строго регламентируется). Кроме того, отсутствует четкая математическая зависимость между показаниями весового датчика и фактической толщины покрытия, что позволяет судить об определенной степени необъективности результатов такого контроля.
Известен способ определения толщины покрытий, при котором покрытия наносят на внутреннюю поверхность осесимметричной детали. Перед началом испарения вещества определяют плотность вещества источника осаждения, плотность вещества покрытия, начальный диаметр цилиндрического источника осаждения и диаметр отверстия полой осесимметричной детали, на которую наносят покрытие. После нанесения покрытия измеряют текущий диаметр источника осаждения и с учетом указанных параметров определяют толщину покрытия (описание изобретения к патенту №1516733 опубл. 23.10.1989).
Недостатком такого способа является ограничение по конфигурации покрываемых деталей (данный способ пригоден только для полых осесимметричных деталей), а также факт того, что измерение плотности вещества покрытия справедливо только для однородных пленок, не имеющих структурных составляющих. В случае с керамическими электроннолучевыми покрытиями, помимо внутренней пористости имеет место межкристаллическая пористость, благодаря которой подобные покрытия обладают повышенной термостойкостью. Это приводит к ограниченности материалов, применяемых для нанесения покрытий, и конфигурации покрываемых деталей.
Наиболее близким способом определения толщины покрытий является способ, в котором для контроля скорости испарения используется датчик ионного потока, установленный в зоне конденсации осаждаемого материала (Ивашев А.Н. Разработка системы управления процессом нанесения покрытий в электронно-лучевой установке. Автореферат на соискание ученой степени кандидата технических наук. - Москва, 2009, 11 с.).
Ионный поток образуется в зоне испарения в результате ионизации пара основным электронным пучком. Управление скоростью испарения в электронно-лучевой установке производится с помощью математической модели. В качестве контролируемых параметров в данной модели используются ток накала катода и анодное напряжение.
Недостатками данного способа являются:
- изменение технических характеристик электронно-лучевой установки, а именно установка в рабочую камеру установки ионного датчика, что не всегда осуществимо в условиях производства;
- выбор плотности потока пара в качестве регулируемой величины. Плотность потока является косвенным параметром, отображающим массовую скорость испарения вещества;
- при разработке системы управления процессом нанесения покрытий использовалась методика, основанная на взвешивании контрольных образцов изделий до и после нанесения покрытия. Прирост массы также является косвенным методом оценки толщины покрытий.
Следует учитывать тот факт, что на криволинейных и плоских поверхностях условия конденсации пара будут отличаться, что приведет к неравномерности толщины покрытия. Кроме того, при этом способе использовалась электронно-лучевая установка со стационарным размещением покрываемых деталей. Это делает данный способ непригодным для промышленных электронно-лучевых установок с вращающимся штоком.
Недостатками известных способов определения толщины покрытия является отсутствие учета влияния основных параметров установки, таких как ток подогрева, время нагрева, ток нагрева и время нанесения покрытия, на его толщину, что позволяет судить об определенной степени необъективности результатов такого контроля.
Технической задачей изобретения является создание способа определения толщины покрытия, позволяющего установить взаимосвязь между толщиной покрытия и задаваемыми параметрами установки, формирующими данное покрытие.
Техническим результатом изобретения является повышение точности определения толщины покрытия в процессе его нанесения за счет учета основных параметров установки при его нанесении.
Дополнительным техническим результатом является расширение технологических возможностей способа нанесения покрытий за счет расширения материалов, применяемых для нанесения покрытий, и конфигурации покрываемых деталей.
Технический результат достигается тем, что в способе определения толщины покрытия, включающем измерение значений параметров установки для его нанесения, в отличие от известного, используют предварительно сформированную базу данных измеренных значений толщин покрытий и соответствующих им параметров установки при их нанесении для определенного типа деталей, по которой строят математическую модель, отражающую взаимосвязь между толщиной наносимого покрытия и параметрами установки при его нанесении:
 ,
,
где А, В, С, D, Е - коэффициенты уравнения регрессии, полученные с помощью статистической обработки данных;
In - ток подогрева, А;
τn - время нагрева, мин;
Iн - ток нагрева, А;
τн - время нанесения, мин;
k, l, m, n - расчетные коэффициенты, полученные с помощью статистической обработки данных.
Перед нанесением покрытия по полученной зависимости рассчитывают толщину наносимого покрытия, корректируя параметры установки для его нанесения до обеспечения требуемой толщины.
Способ контроля толщины покрытия состоит в следующем.
Предварительно формируют базу данных зависимостей толщины покрытия от параметров его нанесения, таких как ток подогрева, время нагрева, ток нагрева, время нанесения, стандартными методами, например, путем металлографического анализа, для чего из исследуемого образца изготавливается микрошлиф. Толщина покрытия регистрируется с помощью средств микроскопии. Степень адекватности прогнозирования толщины покрытия можно повышать при пополнении базы данных на основании результатов разрушающего контроля.
Проводят корреляционный анализ для установления существования значимых связей между параметрами нанесения и толщиной покрытия, в результате чего получают матрицу корреляций с требуемой доверительной вероятностью, например, с помощью прикладного пакета статистической обработки данных STATISTICA. На основании матрицы корреляции проводят оценку значимости указанных параметров установки.
Выявляют зависимость между параметрами установки при нанесении покрытий (ток нагрева поверхности детали Iн, ток испарения керамического слитка In, время испарения керамического слитка τn и время нагрева поверхности детали τн) и толщиной покрытия детали δ, сформированного по параметрам установки. Для аппроксимации данных составляют математическую модель, отражающую взаимосвязь между толщиной покрытия δ и параметрами нанесения покрытия (In - ток подогрева, τn - время нагрева, Iн - ток нагрева, τн - время нанесения), выраженную в виде функциональной зависимости δ=f (In, τn, Iн, τн).
Математическая модель может быть выражена формулой:

где А, В, С, D, Е - коэффициенты уравнения регрессии;
In - ток подогрева, А;
τn - время нагрева, мин;
Iн - ток нагрева, А;
τн - время нанесения, мин;
k, l,m,n - расчетные коэффициенты;
δ - толщина покрытия.
Для нахождения численных значений коэффициентов уравнения регрессии А, В, С, D, Е используют методы регрессионного анализа при условии минимизации средних квадратичных отклонений при получении максимального коэффициента детерминации с помощью методов статистической обработки данных.
После получения математической модели путем ввода соответствующих параметров нанесения покрытия рассчитывают значение прогнозируемой толщины покрытия.
Корректируют параметры нанесения покрытия для обеспечения заданной толщины, после чего проводят процесс нанесения покрытия при этих параметрах.
Пример осуществления способа.
Для оценки точности предлагаемого способа контроля было проведено экспериментальное нанесение термобарьерных покрытий из керамического материала ZrO2-8% Y2O3 на пять изделий типа «рабочая лопатка» по заданным параметрам электронно-лучевой установки.
Экспериментальные значения толщины покрытия δэксп (база данных) были получены путем металлографического анализа.
С помощью прикладного программного пакета статистической обработки данных STATISTICA была получена матрица парных корреляций между параметрами, описывающими зависимость толщины покрытий, при доверительной вероятности Р=0,95, представленная в таблице 1.

Как показал корреляционный анализ, все указанные параметры являются значимыми.
Для аппроксимации данных была предложена модель вида:
δ=-6,76+4,8⋅In-1,8+8,7⋅τn-0,4+0,62⋅Iн96+0,46⋅τн1,2.
Данные процессов напыления термобарьерных покрытий представлены в таблице 2.
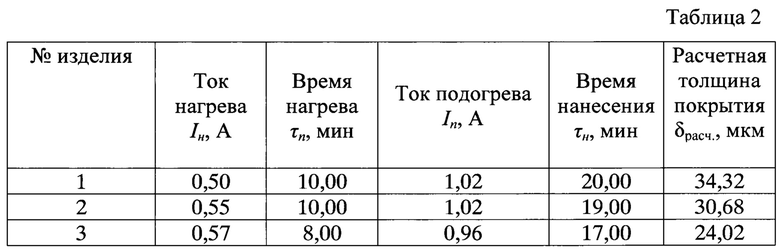

Для оценки адекватности полученной математической модели определения толщины покрытия было проведено сравнение между расчетными δрасч и экспериментальными δэксп значениями толщины покрытия, представленное в таблице 3.
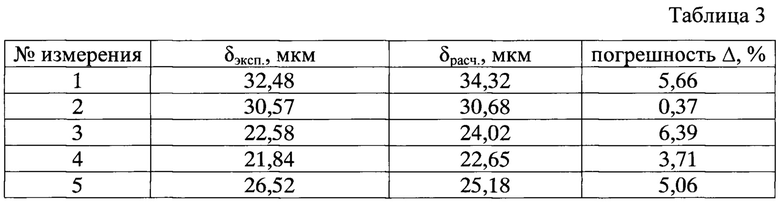
Среднее значение относительной погрешности А составляет 4,24%, что является допустимым в условиях нанесения термобарьерных покрытий на изделия сложной геометрии типа "рабочая лопатка".
Таким образом, проведенные исследования позволили предложить способ определения толщины покрытия, позволяющий управлять толщиной термобарьерного покрытия путем задания технологических параметров нанесения в электронно-лучевой установке для нанесения покрытий.
Кроме того, способ применим для нанесения покрытий из разных материалов на детали разной конфигурации благодаря статистической обработке значений технологических параметров процесса нанесения покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
| СПОСОБ ПОЛУЧЕНИЯ НА ПОДЛОЖКЕ ЗАЩИТНЫХ ПОКРЫТИЙ С ГРАДИЕНТОМ ХИМИЧЕСКОГО СОСТАВА И СТРУКТУРЫ ПО ТОЛЩИНЕ С ВНЕШНИМ КЕРАМИЧЕСКИМ СЛОЕМ, ЕГО ВАРИАНТ | 1997 |
|
RU2120494C1 |
| СПОСОБ НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ В ОТВЕРСТИЯХ | 2001 |
|
RU2211258C2 |
| Способ нанесения покрытия на лопатки газотурбинного двигателя | 2017 |
|
RU2680115C1 |
| СПОСОБ НАНЕСЕНИЯ ПРОСВЕТЛЯЮЩЕГО МНОГОСЛОЙНОГО ШИРОКОПОЛОСНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ОПТИЧЕСКОГО СТЕКЛА | 2015 |
|
RU2597035C1 |
| НАНЕСЕНИЕ ПЛЕНКИ ИЛИ ПОКРЫТИЯ НА СУБСТРАТ | 1998 |
|
RU2211259C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ И ЛЕНТА | 2018 |
|
RU2696182C1 |
| Способ нанесения покрытий в вакууме | 2017 |
|
RU2654991C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ ОКСИДА ИНДИЯ И ОЛОВА | 2016 |
|
RU2637044C2 |
| Способ нанесения кадмиевого покрытия прецизионным вакуумным напылением на поверхность детали | 2018 |
|
RU2708489C1 |
Изобретение относится к области машиностроения, а именно к технологиям нанесения покрытий на детали, и может быть использовано для определения толщины покрытий в процессе их нанесения методом электронно-лучевого испарения с конденсацией в вакууме. Способ определения толщины покрытия включает измерение значений параметров установки для его нанесения, при этом используют предварительно сформированную базу данных измеренных значений толщин покрытий и соответствующих им параметров установки при их нанесении для определенного типа деталей, по которой строят математическую модель, отражающую взаимосвязь между толщиной наносимого покрытия и параметрами установки при его нанесении:
 , где А, В, С, D, Е - коэффициенты уравнения регрессии, полученные с помощью статистической обработки данных; δ - толщина наносимого покрытия, мкм; In - ток подогрева, А; τn - время нагрева, мин; Iн - ток нагрева, А; τн - время нанесения, мин; k, l, m, n - расчетные коэффициенты, полученные с помощью статистической обработки данных; перед нанесением покрытия по полученной зависимости рассчитывают толщину наносимого покрытия, корректируя параметры установки для его нанесения до обеспечения требуемой толщины. Технический результат - повышение точности определения толщины покрытия в процессе его нанесения и расширение технологических возможностей способа нанесения покрытий. 3 табл.
, где А, В, С, D, Е - коэффициенты уравнения регрессии, полученные с помощью статистической обработки данных; δ - толщина наносимого покрытия, мкм; In - ток подогрева, А; τn - время нагрева, мин; Iн - ток нагрева, А; τн - время нанесения, мин; k, l, m, n - расчетные коэффициенты, полученные с помощью статистической обработки данных; перед нанесением покрытия по полученной зависимости рассчитывают толщину наносимого покрытия, корректируя параметры установки для его нанесения до обеспечения требуемой толщины. Технический результат - повышение точности определения толщины покрытия в процессе его нанесения и расширение технологических возможностей способа нанесения покрытий. 3 табл.
Способ определения толщины покрытия, включающий измерение значений параметров установки для его нанесения, отличающийся тем, что используют предварительно сформированную базу данных измеренных значений толщин покрытий и соответствующих им параметров установки при их нанесении для определенного типа деталей, по которой строят математическую модель, отражающую взаимосвязь между толщиной наносимого покрытия и параметрами установки при его нанесении:
 ,
,
где А, В, С, D, Е - коэффициенты уравнения регрессии;
δ - толщина наносимого покрытия, мкм;
In - ток подогрева, А;
τn - время нагрева, мин;
Iн - ток нагрева, А;
τн - время нанесения, мин;
k, l, m, n - расчетные коэффициенты;
перед нанесением покрытия по полученной зависимости рассчитывают толщину наносимого покрытия, корректируют параметры установки до его нанесения для обеспечения требуемой толщины.
| МЕХАНИЗМ ПЕРЕСТАНОВКИ БАРАБАНОВ ШАХТНЫХ ПОДЪЕМНЫХ МАШИН | 1954 |
|
SU106249A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2014364C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОННО-ЛУЧЕВЫМ ИСПАРЕНИЕМ В ВАКУУМЕ | 2012 |
|
RU2496912C1 |
| US 5879519 A, 09.03.1999. | |||

