2.Машина по п. 1, о т л и ч а ю- щ а я с я тем, что, с целью фиксации дерна, она снабжена нагружающим устройством.
3.Машина по пп. 1 и 2, о т л и- чающаяся тем, что нагружающее устройство выполнено в виде гидроцилиндра.
4.Машина по п. 1 , о т л и ч а ю- 1Д а я с я тем, что дорн по длине
I
Изобретение относится к черной и цветной металлургии и может быть использовано при литье полых слитков.
Цель изобретения - повьппение качества слитков и обеспечение стабильности процесса.
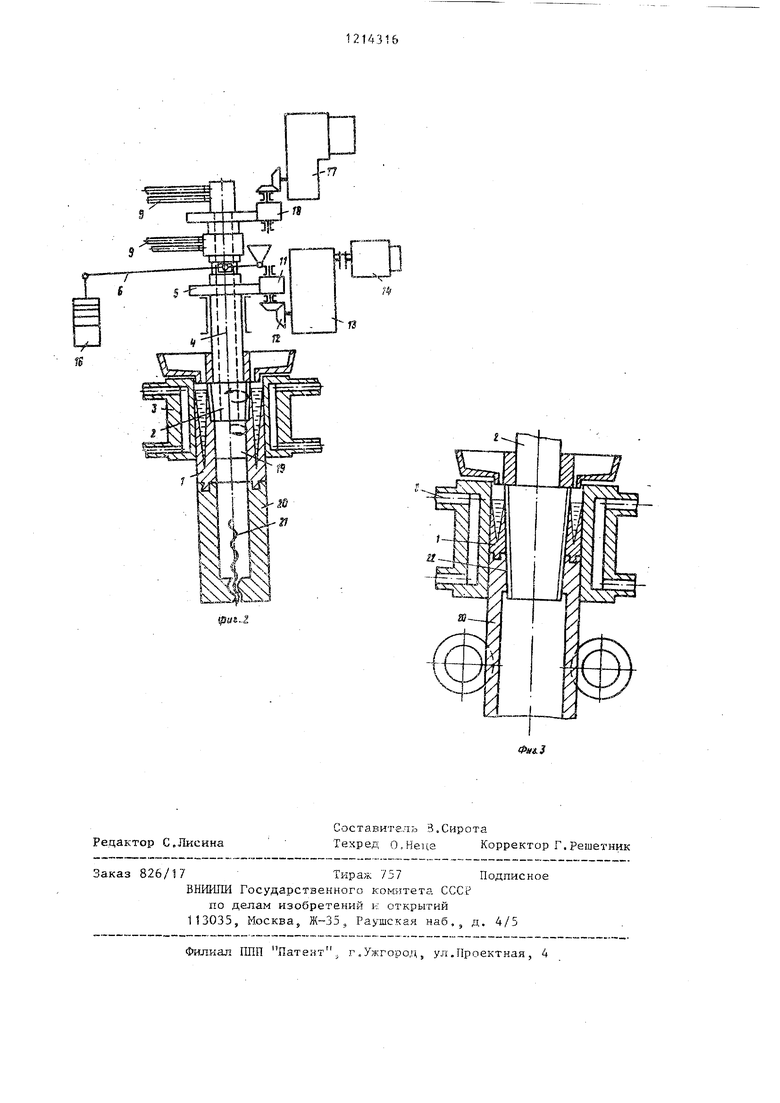
На фиг. 1 схематически показана предлагаемая мапшна, общий вид; на фиг. 2 - конструкция с составным дорном по его длине (вариант)J на фиг. 3 - конструкция машины с отверстием в затравке, в котором нарезана резьба.
Слиток 1 формируется между дорном 2 и кристаллизатором 3. Ось 4 дорна установлена с возможностью вращения с помощью шестерни 5 и осевого перемещения. Через рьпшг 6 гидравлический цилиндр 7 прижимает дорн к упору 8, фиксируя дорн в крайнем положении. Через узел 9 со специаль- ньпда уплотнениями осуществляется подвод и отвод охлаждающей воды к дорну. Датчик 10 перемещения, например индуктивный или реостатньш, фиксирует вертикальное перемещение оси с дорном. Привод вращения дорна осуществляется через шестерни 11 и 12 и редуктор 13 от электродвигателя 14. Механизм перемещения слитка выполнен в виде прижатых к слитку .калиброванных валков 15.
При вариантах с составным дорном имеется контргруз 16, фиксирующий ось дорна в нижнем положении, и привод с гидродвигателем 17 и шестерней 18, передающей вращение нижней части 19 дорна с гладкой поверхностью. Слиток оперт на затравку 20, перемещаемую винтом 21. В другом
214316
выполнен составным и части его снабжены индивидуальными приводами вращения.
5. Машина по п, 1, отличающаяся тем, что она снабжена датчиком контроля вертикального перемещения дорна, соединенным электрически с приводом механизма перемещения слитка.
варианте дорн частично ввинчен в отверстие 22 в затравке.
Слиток 1 формируется из жидкого металла, подаваемого в полость коль- цевой формы между дорном 2, на поверхности которого нарезана резьба и кристаллизатором 3. При намерзании на дорне слоя металла толщиной 5-10 мм дорн 2 с осью 4 начинают
вращать через шестерню 5. При этом дорн 2 зафиксирован в нижнем положении усилием, передаваемым через рычаг 6. Положение это определено упором 8. Дорн 2 охлаждается водой,
подаваемой через узел 9.
Датчик 10 фиксирует перемещение оси 4 с дорном 2. Вращение шестерни 5 через систему шестерен 11 и 12 и редукторов 13 обеспечивает электродвигатель 14. При угле о нарезки резьбы, например круглой конической, на дорне 2 и скорости движения слитка V имеет место зависимость V WRtgoi, где W - угловая скорость
дорна.
При о( const и уменьшении R снижается V, так как имеет место тенденция сжатия корки слитка. Вращающийся дорн 2 сам снимает (сталкивает) с себя корку слитка 1. В машинах известных конструкций эту корку снимают с дорна механизмом перемещения слитка за счет растягивающих напряжений в корке.
На слиток кроме сжатия действуют касательные напряжения кручения. В варианте с составньп дорном (фиг.2) можно вращать дорн 2 в одном направлении, а участок 19 - в другом направлении, поскольку они снабжены индивиудальньЕМИ приводами вращения
3
через шестерни 5, 11, 12 от двигателя 14 и через шестерни 18 от гидродвигателя 17. Фиксацию дорна в нинем положении можно осуществлять контргрузом 16.
Целесообразно для тугоплавких металлов выполнять шаг резьбы переменным для компенсации усадки и уменьшения трения в резьбе. Поскольку охлаждение ниже, температуры плавления At 400-700 С (для стали и ее сплавов), а коэффициент линейного распшрения для металлов, отливаемък непрерывным литьем, обычно равен oi (1,0-1,5)х10 град, то деформация равна fit (0,4j- 1,05 10 , т.е. шаг резьбы следует от середины дорна к его концу уменьшить в 1,004-1,011 раз. Меньше, чем 1,004 уменьшение шага не дает полезного эффекта, а при уменьшении шага превышающем 1,011 происходит сжатие металла слитка между винтами, что также увеличивает трение в резьбе.
Часть дорна можно выполнить гладкой, т.е. наносить резьбу только на верхней части поверхности дорна.
В варианте на фиг. 2 применено полунепрерывное литье с пер меще- нием затравки 20 винтом 21. Можно использовать и другие конструкции привода: зубчатореечный, канатный и т.д. Глубину резьбы для сталь143164
него слитка можно выполнить, в зависимости от его размеров, равной 1-5 мм, и после ковки такая резьба (без острых углов) не создает дефек- 5 тов на внутренней поверхности слитка.
При больших диаметрах слитка можно в затравке 20 вьшолнить отверс тие 22 с резьбой, причем в это от10 верстие частично ввинчен дорн 2.
Предлагаемая конструкция имеет в системе машина-слиток две степени свободы: вторая степень свободы описывается координатой дорна. Сли15 ток может перемещаться вниз, а дорн- вверх, поэтому при любых скоростях слитка взаимное его (относительно дорна) перемещение можно регулировать. Вращение дорна, выполненного
20 с нарезкой в сочетании с его подвижной осью, фиксированной нагружате- лем, обеспечивает при замедлении движения слитка и превышении при этом моментом и осевой силой задан5 ных величин, автоматический подъем дорна. Скоростью вращения регулируют напряжения во внутренней корке слитка.
Использование изобретения позво- .
Q ляет повысить качество металла и стабильность процесса путем снижения в слитке растягивающих напряжений и устранения заклинивания слитка на дорне.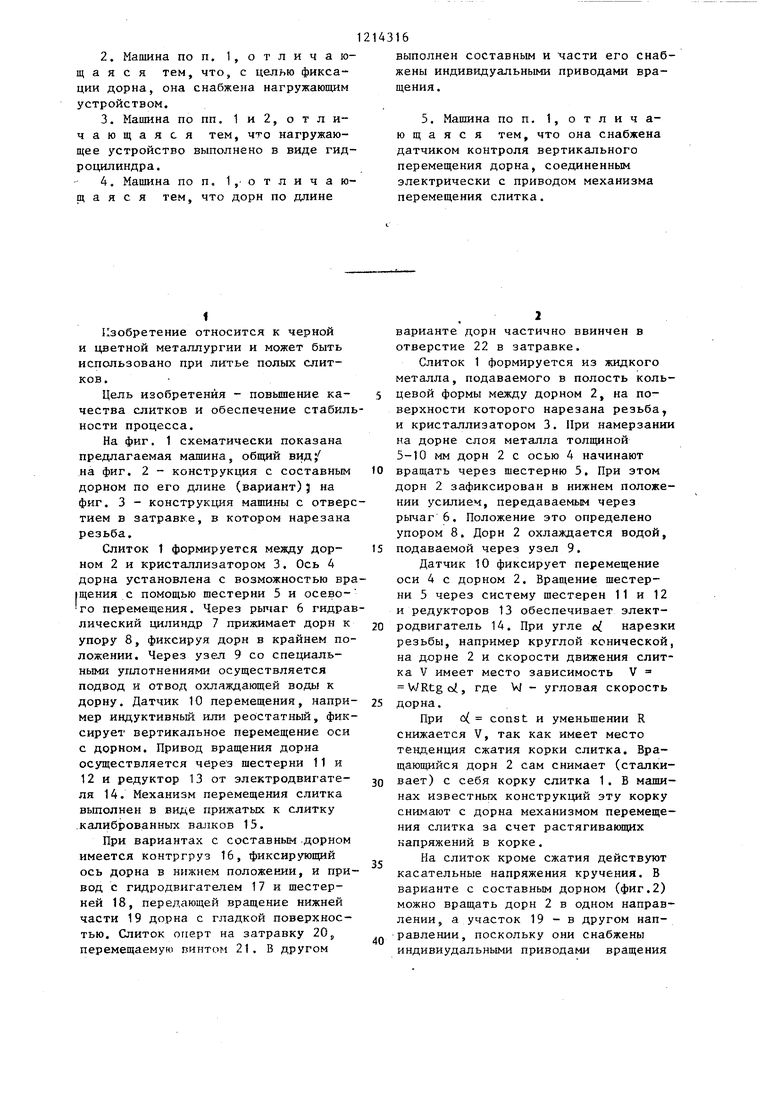
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
| Устройство для непрерывного литья полых слитков | 1986 |
|
SU1380853A1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2021870C1 |
Редактор С.Лисина Заказ 826/17
Составитель 3.Сирота
Техред О.Неце Корректор Г.Решетник
Тираж 757 Подписное ВНИИПИ Государстзенного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб. , д. 4/5
Филиал ГШП Патент,, г.Ужгород, ул .Проектная, 4
| Патент Великобритании № 1352815, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Германн Э, Непрерывное литье | |||
| М., 1961, с | |||
| Способ приготовления массы для карандашей | 1921 |
|
SU311A1 |
| Приспособление в самоваре для варки пищи | 1918 |
|
SU884A1 |
