Изобретение относится к области сборочно-сварочного производства судостроительных предприятий, предприятий машиностроения, нефтегазового комплекса и строительной индустрии.
Под плоскими секциями корпусов судов, пример которых показан на фиг. 1, понимается сварная металлическая конструкция, включающая:
- несколько плоских листов полотнища (1), сваренных между собой по стыкам (5);
- набора главного направления (профильный металлопрокат, например, полосо-бульб), приваренный к полотнищу и расположенный параллельно свариваемым кромкам листов полотнищ (3);
- перекрестный (высокий) набор, расположенный перпендикулярно (2), параллельно (4) или под углом к набору главного направления.
Длина секции L, в большинстве случаев, равна длине листа (6-24 м), по ширине В (6-24 м) секция состоит из нескольких листов, свариваемых вдоль длинной кромки, высота секции, как правило, не превышает 1,5-2 м.
Сборка и сварка плоской секции традиционно выполняются в следующей последовательности:
- предварительно вырезанные листы полотнища стыкуются между собой и свариваются с помощью дуговой или гибридной лазерно-дуговой сварки;
- сваренное полотнище обрезается по краям в чистый размер (контуруется), в нем вскрываются (вырезаются) отверстия (в случае наличия), на полотнище зачищаются и размечаются места установки набора;
- устанавливается и приваривается набор главного направления;
- устанавливается и приваривается перекрестный (высокий) набор.
Известен способ сборки и сварки плоских секций на традиционных поточных автоматизированных линиях, которая приведена на рис. 14 и 15 книги В.А. Никитина «Средства технологического оснащения для сборки и сварки секций корпуса судна», СПб.: ОАО «ЦТСС», 2015. В этой же книге в таблице 1 приведены различные конфигурации линии плоских секций.
Пример поточной автоматизированной линии сборки и сварки секций речных судов раскрыт в статье «Перспективы внедрения современных технологий на предприятиях речного судостроения» авторов А.А. Васильева, Н.К. Трубецкого, опубликованной в журнале «Судостроение», 2018, №5, с. 21-24. Данная линия включает лазерно-дуговой технологический комплекс сварки полотнищ, портал для установки набора главного направления, позицию приварки набора мобильным сварочным оборудованием, портал для установки перекрестного (высокого) набора и сервисные порталы для сварки перекрестного набора.
Классическая схема линии и сварки плоских секций включает в себя пять позиций:
- позицию сборки и сварки листов полотнищ;
- позицию контурования (резки кромок сваренных полотнищ), зачистки и разметки мест установки набора;
- позицию установки и сварки набора главного направления (в ряде решений установка и сварка набора разнесены на две позиции);
- позицию установки перекрестного набора;
- позицию сварки перекрестного набора.
На линию в классической конфигурации подаются детали из листов и профилей, заранее вырезанные по контуру на отдельно расположенных машинах.
Применение в составе линии большого количества специализированных позиций оправдано при большой производственной программе предприятия, когда обеспечивается одновременная загрузка всех или большей части позиций.
На предприятиях с относительно небольшой производственной программой целесообразно применять линии с меньшим количеством позиций, на каждой которых будет выполняться несколько различных технологических операций.
В качестве прототипа выбран патент РФ на изобретение №2208506 «Автоматизированный участок резки и сварки металлических конструкций», который включает всего две позиции. На первой позиции с использованием центра портального типа с числовым программным управлением выполняется стыкование и фиксация листов полотнища секции, лазерная или дуговая резка (контуровка) листов, лазерная или лазерно-дуговая сварка стыковых швов между листами, установка и фиксация набора главного направления, лазерная или лазерно-дуговая приварка набора главного направления к полотнищу. На второй позиции с помощью машины портального типа с ЧПУ производится установка поперечного набора, а с помощью мультироботного центра портального типа с ЧПУ дуговая сварка поперечного набора. Данное решение позволяло существенно сократить производственную площадь, занимаемую участком. Однако техническое решение, предусмотренное патентом РФ на изобретение №2208506, не было реализовано на практике из-за конструктивной сложности центра портального типа с числовым программным управлением, предусмотренного на первой на первой позиции, на котором должны выполняться принципиально различные технологические операции (резка, сварка, установка и фиксация набора главного направления).
Задачей настоящего изобретения является создание способа изготовления плоских секций, содержащего меньшее, по сравнению с классической линией, количество позиций, с высокопроизводительной автоматизированной линией сборки и сварки плоских секций за счет использования многофункционального автоматизированного оборудования портального типа, и реализующего поточно-реверсивный цикл работы в режиме цифрового управления.
В предлагаемом решении в составе линии предлагаются четыре позиции, вместо пяти, используемых в классических линиях. На первых трех позициях использованы три вида многофункционального оборудования портального типа:
- на первой позиции многофункциональная машина резки с цифровым управлением, оснащенная модулями (устройствами) для автоматизированной резки (включая резку с одновременной разделкой кромок деталей под сварку), зачистки мест установки набора от межоперационной грунтовки и ржавчины, и разметки линий установки набора;
- на второй позиции сборочно-сварочный портал, оснащенный модулями фиксации листов, сварки листов полотнищ между собой и приварки набора главного направления к полотнищу;
- на третьей позиции универсальный установщик набора, предназначенный для захвата и установки на линии разметки набора главного направления и перекрестного набора.
На четвертой позиции применен традиционный (известный) роботизированный сварочный портал.
В отличии от патента РФ на изобретение №2208506, рассматриваемого в качестве прототипа, в предлагаемом решении ни на одной из единиц многофункционального оборудования портального типа первых трех позиций не предполагается установка сложно совместимых с конструктивной точки зрения модулей (устройств) для выполнения принципиально отличных операций.
Например, на первой позиции не выполняется операция сварки. Реализация операций резки, зачистки мест установки набора от межоперационной грунтовки и ржавчины и разметки линий установки набора выполняется с устройств, установленных на отдельные перемещающиеся по порталу каретки. Практическая реализуемость совмещения данных технологий на одной машине портального типа подтверждена опытом ведущих фирм мира, выпускающих машины термической резки с ЧПУ, описанных, например, в главе 5.3 книги А.А. Васильева, А.В. Догадина, В.М. Левшакова, А.Н. Невской «Технология и технологическое оборудование корпусообрабатывающих цехов судостроительных предприятий, Спб,: АО «ЦТСС». 2016 (стр. 70-76).
На второй позиции совмещены операции сборки и сварки, пример практической реализуемости совмещения которых описан в главе 4.6.2 книги В.А. Никитина «Средства технологического оснащения для сборки и сварки секций корпуса судна», СПб.: ОАО «ЦТСС», 2015 (стр. 82-92).
На третьей позиции совмещены операции установки набора обоих направлений. Выполнение этих операций на одном установщике набора возможно в случае его оснащения манипулятором с возможность поворота на угол не менее ±90°. Примеры таких установщиков приведены в таблице 6 книги В.А. Никитина «Средства технологического оснащения для сборки и сварки секций корпуса судна», СПб.: ОАО «ЦТСС», 2015 (стр. 98).
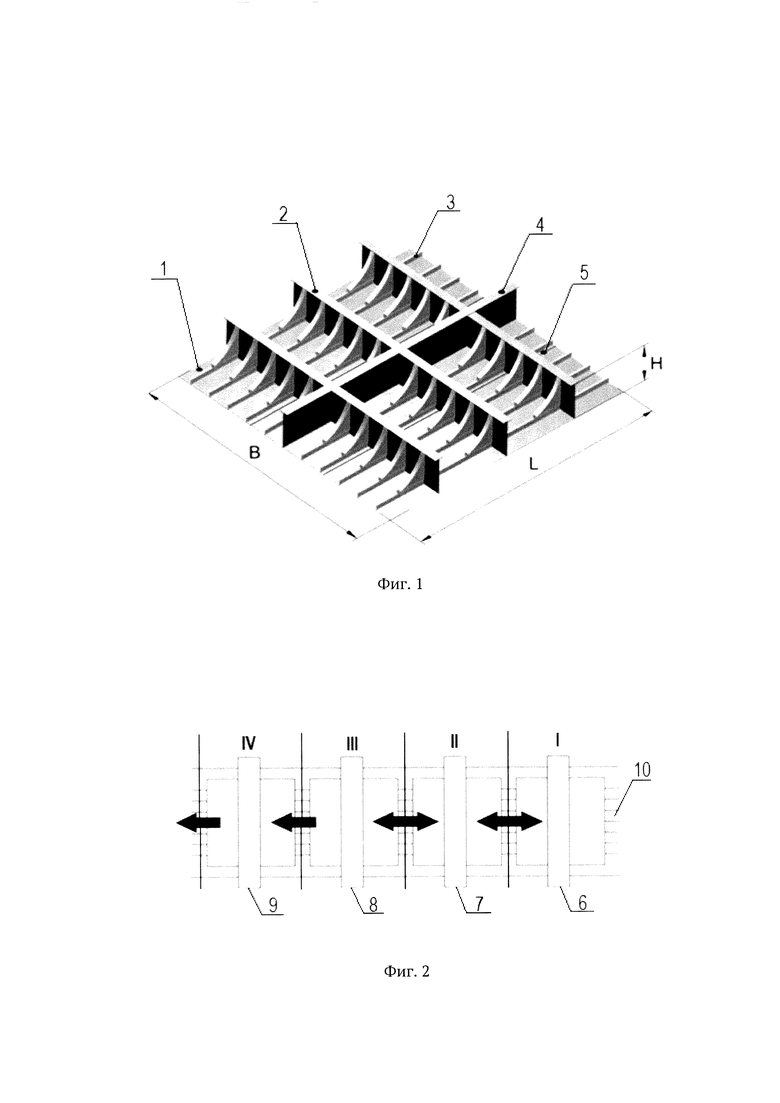
Сущность настоящего изобретения отражена на фигурах 2 и 3, где показана схема размещения оборудования заявляемой линии и пример циклограммы его работы. В состав линии входит четыре позиции (I, II, III и IV) с поточно-реверсивным циклом работы, обеспечиваемого за счет использования транспортного рольганга с цифровым управлением, работающего в реверсивном режиме. Поточно-реверсивный цикл обеспечивает возможность многократной подачи на позиции I, II и III, а также и на финишную позицию IV линии изготавливаемой конструкции в процессе ее изготовления для последовательного выполнения различных технологических операций.
На позиции I линии установлена многофункциональная машина резки с цифровым управлением портального типа (6), и осуществляется:
- резка и подготовка под сварку кромок листовых деталей (плазменная, кислородная или фрезерная обработка);
- резка (контурование) сваренных полотнищ в чистый размер;
- вскрытие технологических отверстий на полотнище;
- зачистка мест и разметка линий установки набора.
На позиции II установлен сборочно-сварочный портал (7), и осуществляется:
- фиксация листов и сварка полотнищ;
- сварка набора главного направления с полотнищем.
На позиции III размещен установщик набора портального типа (8), и осуществляется:
- захват и установка на нанесенные ранее линии разметки набора главного направления;
- захват и установка на нанесенные ранее линии разметки перекрестного набора.
На позиции IV установлен роботизированный сварочный портал (9), и осуществляется сварка перекрестного набора.
Перемещение листов, сваренных полотнищ и секций между позициями осуществляется транспортным рольгангом с цифровым управлением и реверсивным режимом работы (10).
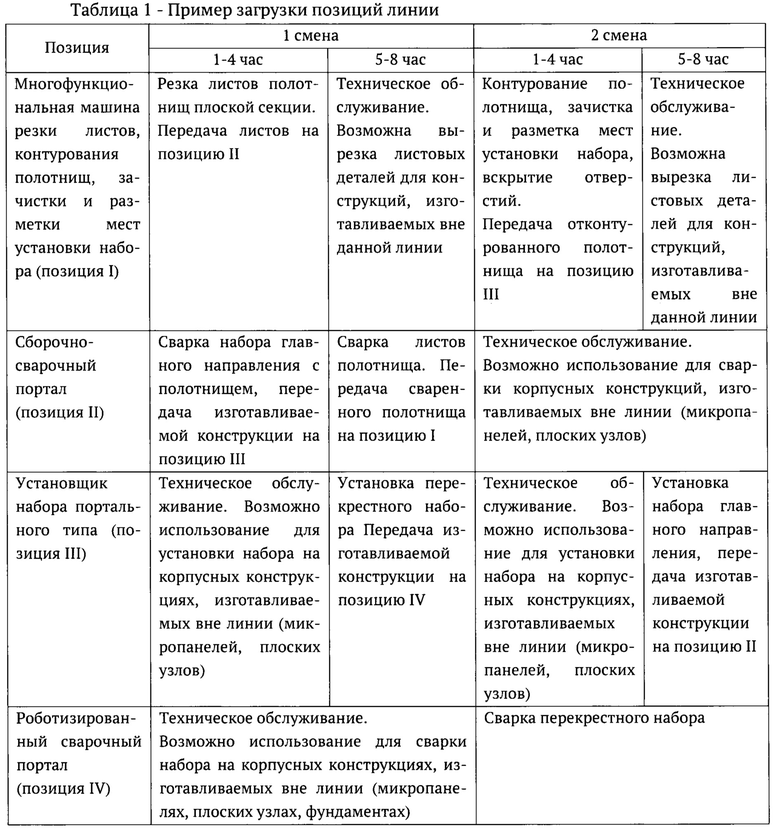
Пример загрузки позиций линии при двухсменном режиме работы приведен в таблице 1.
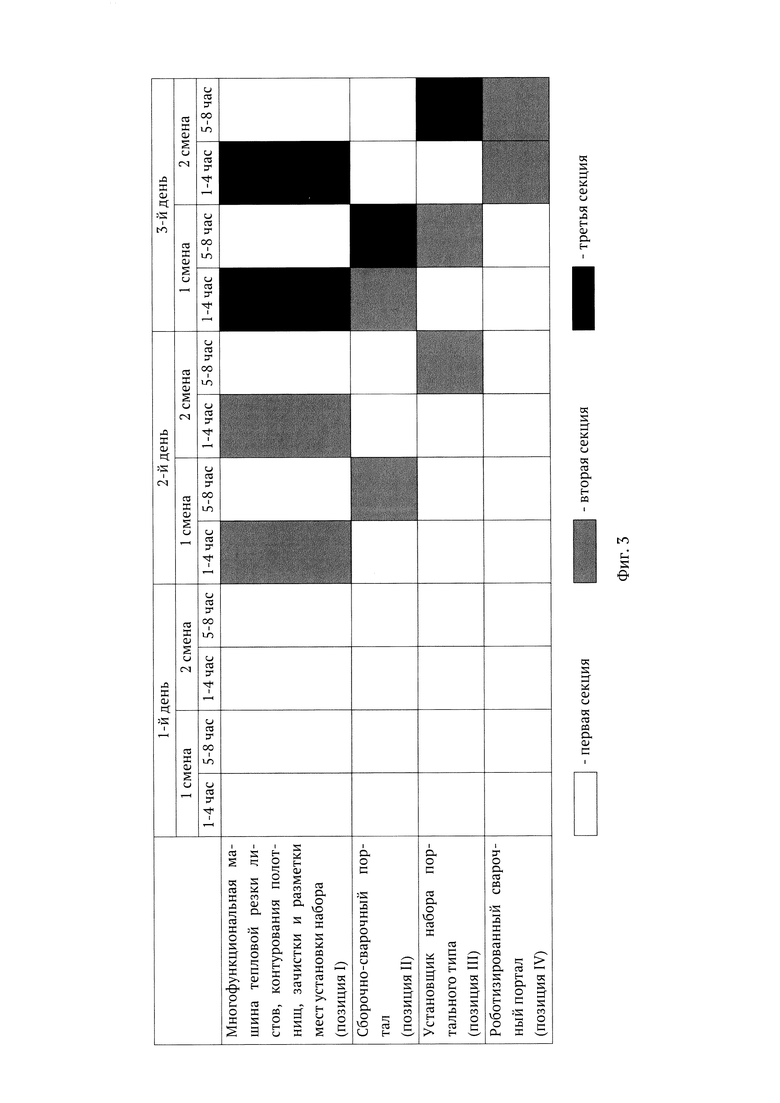
Пример циклограммы работы линии при двухсменном режиме работы показан на фигуре 3. Из циклограммы видно, что пропускная способность линии составляет одну секцию в рабочий день.
Рассмотрим пример работы линии при изготовлении секции, показанной на фиг. 1.
Три листа полотнища секции (поз. 1 на фигуре 1) поочередно подаются на позицию I линии (фигура 2), где обрезаются по контуру на многофункциональной машине резки с цифровым управлением портального типа (поз. 6 на фигуре 2). После резки листы подаются на позицию II (фигура 2) по рольгангу (поз. 10 на фигуре 2).
На позиции II листы фиксируются и свариваются между собой сборочно-сварочным порталом (поз. 7 на фигуре 2). После сварки полотнище возвращается по рольгангу (поз. 10 на фигуре 2) на позицию I (фигура 2).
На позиции I на многофункциональной машине резки с цифровым управлением портального типа (поз. 6 на фигуре 2) выполняется контурование полотнища, зачистка и разметка мест установки набора, вскрытие отверстий. После этого отконтурованное полотнище передается на позицию III (фигура 2) по рольгангу (поз. 10 на фигуре 2).
На позиции III выполняется установка набора главного направления (поз. 3 на фигуре 1) установщиком набора портального типа (поз. 8 на фигуре 2). После установки набора полотнище возвращается по рольгангу (поз. 10 на фигуре 2) на позицию II (фигура 2).
На позиции II выполняется сварка набора главного направления с полотнищем сборочно-сварочным порталом (поз. 7 на фигуре 2). После сварки полотнище с приваренным набором главного направления по рольгангу (поз. 10 на фигуре 2) передается на позицию III.
На позиции III выполняется установка перекрестного набора (поз. 2 и 4 на фигуре 1), после чего изготавливаемая конструкции по рольгангу (поз. 10 на фигуре 2) передается на позицию IV.
На позиции IV производится сварка перекрестного набора роботизированным сварочным порталом (поз. 9 на фигуре 2).
На этом сборка и сварка секции завершена.
Общая продолжительность изготовления секции составит, ориентировочно, два дня, но за счет того, что на линии могут одновременно изготавливаться две секции, ориентировочная расчетная производительность работы линии составит 1 секцию в сутки (общая масса изготавливаемых секций не менее 5000-10000 т в год в зависимости от их габаритных размеров).
Техническим результатом изобретения является уменьшение занимаемой оборудованием производственной площади, а также снижение себестоимости линии за счет сокращения количества рабочих позиций линии до четырех вместо пяти для линии в классической конфигурации за счет использования многофункционального автоматизированного оборудования и поточно-реверсивного цикла производства.
Одновременно отпадает необходимость в использовании отдельного оборудования для резки листовых деталей, что также позволит существенно снизить затраты на приобретение, эксплуатацию оборудования и позволит минимизировать производственные площади.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| ЭЛЕКТРОМАШИНА ДЛЯ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2363608C2 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| УСТАНОВКА ДЛЯ СБОРКИ НАБОРА С ПОЛОТНИЩАМИ | 2006 |
|
RU2329178C2 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Устройство для сварки | 1988 |
|
SU1569152A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
Изобретение относится к области сборочно-сварочного судостроительного производства и может быть использовано при изготовления плоских секций корпусов судов. Способ включает использование автоматизированной поточно-реверсивной линии сборки и сварки, оснащенной расположенными в технологической последовательности и связанными между собой транспортным рольгангом с реверсивным режимом работы многофункциональной машиной резки, установленной на первой позиции линии, сборочно-сварочным порталом, установленным на второй позиции линии, установщиком портального типа набора главного направления и перекрестного набора, установленным на третьей позиции линии, и роботизированным сварочным порталом, установленным на четвертой позиции. Изготовление секций в соответствии со способом предусматривает передачу листовых деталей по рольгангу с одной позиции на другую как в прямом, так и в обратном направлении согласно производимым технологическим операциям. Использование изобретения позволяет сократить необходимые производственные площади и уменьшить количество технологического оборудования. 3 ил., 1 табл.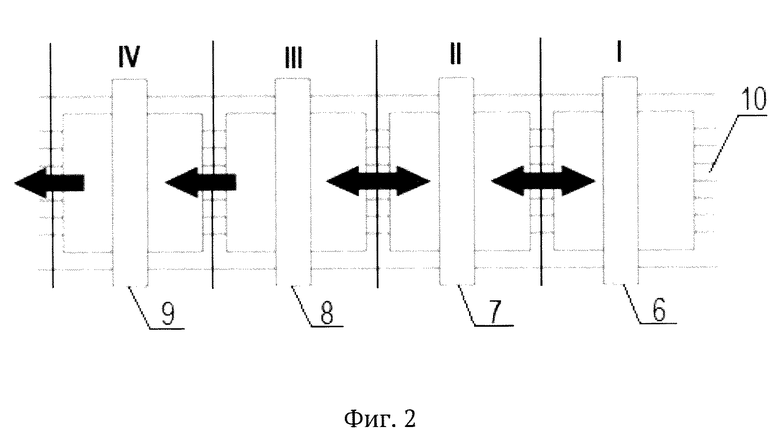
Способ изготовления плоских секций корпусов судов, включающий использование автоматизированной поточно-реверсивной линии сборки и сварки, оснащенной расположенными в технологической последовательности и связанными между собой транспортным рольгангом многофункциональной машиной резки, установленной на первой позиции линии, сборочно-сварочным порталом, установленным на второй позиции линии, установщиком портального типа набора главного направления и перекрестного набора, установленным на третьей позиции линии, и роботизированным сварочным порталом, установленным на четвертой позиции, при этом на первой позиции линии осуществляют контурную резку листовых деталей, подготовку их кромок под сварку и передают подготовленные листовые детали посредством упомянутого рольганга на вторую позицию линии, где их фиксируют и сваривают между собой с получением полотнища, отличающийся тем, что используют транспортный рольганг с реверсивным режимом работы, посредством которого готовое полотнище возвращают со второй на первую позицию линии, где осуществляют резку сваренного полотнища в чистый размер, зачистку мест и разметку линий установки набора, после чего отконтурованное полотнище посредством упомянутого рольганга передают с первой на третью позицию линии, где на него устанавливают набор главного направления, возвращают с помощью рольганга на вторую позицию линии и упомянутый набор приваривают к полотнищу, а затем посредством рольганга вновь передают на третью позицию линии, где на него устанавливают перекрестный набор и по рольгангу передают на четвертую позицию, на которой осуществляют приварку перекрестного набора.
| Журнал "СУДОСТРОЕНИЕ", 2018, N5, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕРЕДЕЛОВ | 2018 |
|
RU2708709C1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Робототехнический сборочно-сварочный комплекс | 1987 |
|
SU1537475A1 |
| Шлем для раненых в голову | 1957 |
|
SU116394A1 |
| JPH 05186027 A, 27.07.1993. | |||

